金属陶瓷NX33NX55
压电陶瓷dcs3参数

压电陶瓷dcs3参数全文共四篇示例,供您参考第一篇示例:压电陶瓷(DCS3)是一种具有压电效应的陶瓷材料,其参数对于压电陶瓷的应用至关重要。
压电陶瓷由于其优异的压电性能、机械性能和化学稳定性,在声学、传感、电声、声表面波设备等领域都有广泛的应用。
在工程领域中,压电陶瓷的参数对于设计和使用压电材料的设备至关重要。
深入了解压电陶瓷DCS3的参数对于工程应用具有重要的意义。
压电陶瓷DCS3的参数之一是压电系数。
压电系数是压电陶瓷材料的一个重要参数,它描述了材料在受到机械应力时产生的电荷量与机械应力的关系。
对于压电陶瓷而言,压电系数的大小直接影响到其在传感、换能器等领域的性能表现。
准确测定和掌握压电陶瓷DCS3的压电系数是非常重要的。
压电陶瓷DCS3的谐振频率也是一个重要参数。
谐振频率是指在给定的尺寸和结构条件下,压电陶瓷在电场作用下产生的机械谐振频率。
该参数直接影响了压电陶瓷在振动传感和滤波器等领域的应用效果。
对于设计和制造具有特定频率响应特性的压电陶瓷设备而言,准确控制谐振频率至关重要。
压电陶瓷DCS3的介电常数也是一个重要的参数。
介电常数描述了材料对电场的响应能力,是一个衡量材料绝缘性能的重要参数。
对于压电陶瓷而言,介电常数的大小直接影响到其在电声换能器、压电陶瓷储能器等设备中的性能表现。
准确掌握压电陶瓷DCS3的介电常数对于实现其在电声应用中的最佳效果至关重要。
压电陶瓷DCS3在不同温度和频率下的参数变化也是需要重点关注的。
由于压电陶瓷在实际工程应用中会受到温度和频率的影响,因此对于其参数随温度和频率的变化规律进行研究和分析,对于完善压电陶瓷材料的工程应用具有重要的意义。
压电陶瓷DCS3的参数对于其在工程应用中的性能表现起着至关重要的作用。
在设计和使用压电陶瓷材料的设备时,需全面了解并准确掌握其各项参数,以确保其在特定应用条件下具有良好的性能表现。
需要加强对其参数变化规律的研究,以进一步完善压电陶瓷材料在工程领域的应用效果。
3d磨砂金属材质参数
3d磨砂金属材质参数
在3D渲染中,磨砂金属材质的参数设置如下:
漫反射:通常设置为接近金属颜色的灰色,以模拟磨砂金属的表面质地。
反射:根据具体情况设置反射的强弱,一般来说,磨砂金属的反射较弱,因此可以将反射的强度设置为较低的值,如50%以下。
光泽度:磨砂金属表面较为粗糙,因此其光泽度较低,可以将光泽度设置为较低的值,如0.5以下。
细分:为了使磨砂金属的表面更加细腻,可以适当增加细分值,如20以上。
凹凸:为了模拟磨砂金属表面的凹凸感,可以在材质的凹凸通道中添加一张对应的法线贴图。
以上参数仅作参考,具体设置还需根据实际情况进行调整。
在
3D渲染中,材质参数的设置需要综合考虑场景的光照、物体的形状、摄像机的角度等因素。
同时,为了达到更逼真的效果,还需要进行渲染测试和调整,直到达到理想的效果为止。
inconel各类焊材简介
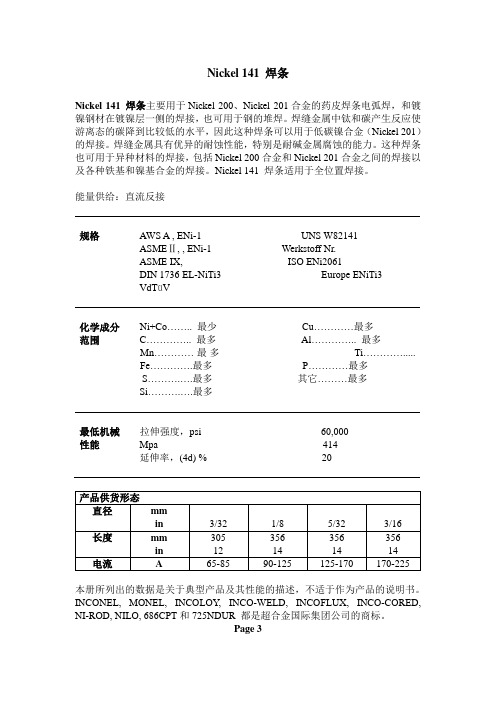
Nickel 141 焊条Nickel 141 焊条主要用于Nickel 200、Nickel 201合金的药皮焊条电弧焊,和镀镍钢材在镀镍层一侧的焊接,也可用于钢的堆焊。
焊缝金属中钛和碳产生反应使游离态的碳降到比较低的水平,因此这种焊条可以用于低碳镍合金(Nickel 201)的焊接。
焊缝金属具有优异的耐蚀性能,特别是耐碱金属腐蚀的能力。
这种焊条也可用于异种材料的焊接,包括Nickel 200合金和Nickel 201合金之间的焊接以及各种铁基和镍基合金的焊接。
Nickel 141 焊条适用于全位置焊接。
能量供给:直流反接规格AWS A , ENi-1 UNS W82141ASMEⅡ, , ENi-1 Werkstoff Nr.ASME IX, ISO ENi2061DIN 1736 EL-NiTi3 Europe ENiTi3VdTüV化学成分Ni+Co…….. 最少Cu…………最多范围C………….. 最多Al………….. 最多Mn…………最多Ti………….....Fe………….最多P…………最多S……….….最多其它………最多Si……….….最多最低机械拉伸强度,psi 60,000性能Mpa 414延伸率,(4d) % 20本册所列出的数据是关于典型产品及其性能的描述,不适于作为产品的说明书。
INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT和725NDUR 都是超合金国际集团公司的商标。
Page 3MONEL 190焊条可应用于MONEL400,R-405和K-500合金的手工电弧焊中,也可用于钢的表面堆焊。
这种金属可抵抗海水,盐类以及还原酸性物质的侵蚀。
用这种焊条形成的焊缝能满足苛刻的X射线照相探伤要求。
需要说明的是,虽然用这种焊条焊接MONEL K-500合金可形成性能优异的接头,但与母材不同的是,焊缝填充金属不能产生时效硬化效果,所以相对强度较低。
表面处理zns3符合90010

表面处理zns3符合0一、ZNS3表面处理简介1.1 ZNS3表面处理的概念ZNS3是指ZnS的晶体结构,表面处理是指对ZnS晶体表面进行一系列物理或化学手段的处理,以改善其表面性质或实现特定功能的过程。
1.2 ZNS3表面处理的重要性ZnS是一种重要的半导体材料,在光电子器件、光学器件等领域有着广泛的应用。
而ZNS3表面处理则可以显著影响ZnS材料的性能和功能,因此具有重要的研究和应用价值。
二、ZNS3表面处理的方法与技术2.1 物理方法物理方法主要包括磨削、抛光、腐蚀等,通过机械或化学手段使表面变得更加光滑或清洁。
2.2 化学方法化学方法主要包括化学腐蚀、溶液沉积、化学气相沉积等,通过化学反应在表面形成新的化合物或功能性物质。
2.3 其他方法除了物理和化学方法外,还有一些先进的表面处理技术,如等离子体处理、离子注入、溅射镀膜等,这些方法在改变表面性质和实现特定功能上有着独特的优势。
三、ZNS3表面处理的应用领域3.1 光电子器件ZNS3表面处理后,可以改善其光电转换效率、抗氧化性能,从而在太阳能电池、光电探测器等器件中得到应用。
3.2 光学器件ZNS3经过适当的表面处理,可以提高其透射率、反射率、抗划伤性能,因此在镜片、光学窗口等领域有重要应用。
3.3 其他应用ZNS3表面处理后还可用于制备光学薄膜、光学薄膜等,具有广泛的潜在应用前景。
四、ZNS3表面处理的发展趋势4.1 高性能高功能化未来的ZNS3表面处理技术将致力于实现高性能和高功能化,使其在更广泛的领域得到应用。
4.2 绿色环保随着社会对环保要求的提高,ZNS3表面处理技术也将朝着绿色环保的方向发展,减少或避免对环境的污染。
4.3 多学科交叉未来的ZNS3表面处理研究将更多地涉及到材料学、物理学、化学等多个学科的交叉,实现更全面的探索和创新。
结语ZNS3表面处理对于改善ZnS材料的性能和功能具有重要意义,目前已经有多种方法和技术可供选择,并在不同领域得到应用。
55simnmo热处理

55simnmo热处理55SiMnMo是一种热处理材料,它由铁、铬、锰、硅、钼等元素组成。
热处理是一种通过加热和冷却来改变材料的性能和结构的工艺。
本文将介绍55SiMnMo的热处理工艺及其应用。
55SiMnMo材料的热处理工艺包括加热、保温和冷却三个步骤。
加热过程中,将材料加热到适当的温度,以使其达到所需的组织和性能。
保温过程中,将材料保持在一定的温度下,使其达到均匀的组织和性能。
冷却过程中,将材料迅速冷却到室温,固定其组织和性能。
在55SiMnMo的热处理中,常用的方法有正火、淬火和回火。
正火是将材料加热到适当的温度,保持一段时间后冷却。
这种方法可以使材料的硬度和强度提高,但韧性降低。
淬火是将材料加热到适当的温度,然后迅速冷却。
这种方法可以使材料的硬度和强度大幅度提高,但易产生应力和变形。
回火是将淬火后的材料加热到适当的温度,保持一段时间后冷却。
这种方法可以调整材料的硬度和韧性,提高其综合性能。
55SiMnMo材料经过热处理后,可以获得较高的硬度、强度和韧性。
这使得它在工程领域有着广泛的应用。
例如,它可以用于制造高强度的机械零件,如轴承、齿轮和传动轴等。
在汽车制造业中,55SiMnMo材料也常用于制造发动机曲轴、摇臂和气门等部件。
此外,该材料还可以用于制造高压容器和核电设备等领域。
然而,热处理过程中也存在一些问题需要注意。
首先,加热温度过高或保温时间过长可能导致材料的过热和烧结现象,影响其性能。
其次,冷却速度过快可能导致材料的裂纹和应力集中,降低其使用寿命。
因此,在进行热处理时,需要根据材料的具体情况和要求合理选择加热温度、保温时间和冷却方式,以确保材料获得最佳的性能和组织。
55SiMnMo材料的热处理是一种重要的工艺,可以改变其性能和组织。
通过适当的加热、保温和冷却过程,可以使材料获得较高的硬度、强度和韧性,并广泛应用于各个领域。
然而,在进行热处理时需要注意加热温度、保温时间和冷却方式的选择,以确保材料获得最佳的性能和组织。
产品可靠性检验计划

产品可靠性测试计划
文件类型
文件编号
版次
页次
制定部门
生效日期
作业指导书
BR-QC-011
A0
共8页
品管部
2013年7月30日
1.0目的
为了规范压铸件、注塑件例行实验,加强原材料和外发加工的产品的可靠性检验,保证产品品质,提高检验的工作质量。特制定本标准。
2.0范围
适用于本公司所经营的产品的可靠性测试。
3.3百格测试
本厂进行,每批抽取1~3件进行检验
3.4环境测试
供应商提供检验报告
4
喷油/丝印和
烤漆的产品
4.1 RoHS环境管理物质的控制
供应商提供有效的SGS报告,本厂不定时送SGS公司做抽样检查
4.2胶带测试
本厂进行,每批抽取1~3件进行检验
4.3百格测试
本厂进行,每批抽取1~3件进行检验
4.4环境测试
供应商提供检验报告
2.6硫化测试(必要时)
供应商提供检验报告
2.7盐水喷雾测试
供应商提供检验报告,本厂每批抽查
3
氧化的产品
3.1 RoHS环境管理物质的控制
供应商提供有效的SGS报告,同一厂商每月抽检一次送测量室检测一次和送客户验证一次,另不定时送SGS公司做抽样检查
3.2膜厚测试
供应商提供检验报告,本厂每批抽取1~5件进行测试,必要时送第三方验证。
≥120
≥720
4
DMF·3C·S
三涂三烘+封闭
≥240
≥1000
按硝酸铵法测试:将样品浸入20%的硝酸铵溶液中在70±5℃条件下,两涂两烘浸泡1h,三涂三烘浸泡1.5h,表面不发黑或腐蚀为合格。
锌合金牌号

比重g/cm3 合金牌号 比重g/cm3 6-6.5 锌基合金SJ5 4.6-4.8
6.3-6.4 锌基合金SJ6 4.3-4.4 5.5 锌基合金SJ7 4.0-4.2
5-5.1 锌基合金SJ8 3.7-3.9
出口锌合金牌号:
美国牌号:AG 40A AG 41A ZA8 ZA12 ZA27
德国牌号:GD-ZnAl4 GD-ZnAl4Cu1 GD-ZnAl4Cu3 GD-ZnAl6Cu1 GK-ZnAl4Cu3 GK-ZnAl6Cu1
比重g/cm3
5.0 4.85 4 3.89 2.8 2.79
8.82 8.96
7.5
2.81
-ZnAl6Cu1
锌合金
ZA27
锌合金
ZA303
锌合金(稀土) ZRH-8
锌铝合金
ZA43
铝基合金
ALS8
铝基合金(美国) B850 铝基合金(美国) B852
220-250 400-500 380-410 400-450 420-450 380-450 200-220 190-230
210-230
3月5日 80-90
40-90
合金牌号
抗拉强度MPa
ZZnAl4
245
ZZnAl4-0.5
275
ZZnAl4-1
275
ZZnAl9-1.5
294
ZZnAl10-5
314
Y41
275
Y40
245
ZA8
365
ZA12
392
ZA27-2
420
表四、其他锌合金牌号:
延伸率% 3月6日 2月5日 2月5日
2 3 5 3 2 3 6
55-3-1锰黄铜(HMn55-3-1)化学成分力学性能介绍
55-3-1锰黄铜(HMn55-3-1)化学成分力学性能介绍-黄铜首选绿兴牌号:55-3-1锰黄铜(HMn55-3-1)品牌:绿兴金属规格:板,棒,线,带,管,异形材料,毛细管化学成分:Cu:53-58Sn:0.2Al:0.3Fe:0.5-1.5Pb:0.5Sb:0.05P:0.02Mn:3-4Zn:余量力学性能:黄铜的焊接采用热风枪或者火焰焊接。
买一卷有焊剂的焊锡丝,工件表面处理干净。
由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。
烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。
铁黄铜中,铁以富铁相的微粒析出,作为晶核而细化晶粒,并能阻止再结晶晶粒长大,从而提高合金的机械性能和工艺性能。
深圳市绿兴金属有限公司成立于2008年,位于深圳市龙岗区龙岗大道建材市场,占地面积40多亩,公司注册资金1000万元,是一家集生产与销售一体的公司。
绿兴金属公司目前主要经营进口及国产优质硅青铜,紫铜,锡青铜,无氧铜,铍铜,铍青铜,铝青铜,碲铜,白铜,钨铜,磷铜,铅黄铜,合金铝,纯铝、透气钢,钛合金等金属原材料。
材料规格分为以下几大总类:薄板,中厚板,棒,线,带,箔,管,扁条,六角棒,六角管,方棒,方通。
铁黄铜中的铁含量通常在1.5%以下,其组织为(α+β),具有高的强度和韧性,高温下塑性很好,冷态下也可变形。
将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。
焊接方法,把焊盘和元件的引脚用细砂纸打磨干净,涂上助焊剂。
用烙铁头沾取适量焊锡,接触焊点,待焊点上的焊锡全部熔化并浸没元件引线头后,电烙铁头沿着元器件的引脚轻轻往上一提离开焊点。
焊接时间不宜过长,否则容易烫坏元件,必要时可用镊子夹住管脚帮助散热。
焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。
金属镀层表示方法

指导性技术文件0BD.600.027金属镀覆和化学处理表示方法1范围本标准依据GB/T13911—92《金属镀履和化学处理表示方法》而制定的。
本 标准规定了金属镀覆和化学处理表示方法;及各种使用条下防止腐蚀的电镀层。
本标准适用于本公司产品零件、部件的金属镀覆和化学处理的表示方法。
2 引用标准GB9799—1988《金属覆盖层 钢铁上的锌电镀层》 GB9798—1988《金属覆盖层 镍电镀层》GB9800—1988《电镀锌和电镀镉的铬酸盐转化膜》 GB12599—1990《金属覆盖层 锡电镀层》GB12306—1990《金属覆盖层 工程用银和银合金电镀层》 3 表示方法3.1 金属镀覆的符号按下列顺序表示:。
3.1.1 基本材料在图样或有关的技术文件中有明确规定时,允许省略。
3.1.2 镀覆层特征、镀层厚度或后处理无具体要求时,允许省略。
例1 Fe/Ep.Zn12.c2C(钢材,电镀锌12μm 以上,彩虹铬酸盐处理2级C 型) 例2 Fe/Ep .Cu10Ni10bCr0.3mc1/60GD.600.027例3 Cu/ Ep .Ni10bCr0.3r(铜材,电镀光亮镍10μm 以上,普通铬0.3μm 以上) 例4 Cu/ Ep .Ag10(铜材,电镀银10μm 以上) 例5 Cu/ Ep .Sn8 (铜材,电镀锡8μm 以上) 3.2 化学处理和电化学处理的符号按下列顺序表示。
3.2.1 基体材料在图样或有关的技术文件中有明确规定时,允许省略。
3.2.2 对化学处理或电化处理的处理特征、后处理或颜色无具体要求时,允许省略。
例1 AI/Et .A .CI (BK )(铝材,电化学处理,阳极氧化,着黑色) 例2 Cu/Ct .P (铜材,化学处理,钝化)例3 Fe/ Ct .MnPh (钢材,化学处理,磷酸锰盐处理) 例4 AI/Et .Ec (铝材,电解着色) 4 表示符号4.1 基体材料表示符号常用基体材料的表示符号见表1 表14.2 镀覆方法、处理方法表示符号2/60GD.600.027表24.3 镀覆层表示符号镀覆层名称用镀层的化学元素符号表示。
DIWA353是什么材质-DIWA353相当于什么材质-DIWA353钢板介绍
DIWA353是什么材质,DIWA353相当于13MnNiMo5-4,DIWA353钢板介绍DIWA353外标容器板牌号,DIWA353又名13MnNiMo5-4对应国标牌号13MnNiMoR。
DIWA353钢板交货情况:正火+回火;正火温度:890~950℃;回火温度:620~680℃。
DIWA353舞阳钢铁孙凡DIWA353钢板制造方法:a、钢由氧气转炉或电炉冶炼,并经炉外精炼。
b、连铸坯、钢锭压缩比不小于3;电渣重熔坯压缩比不小于2。
尺寸、形状、质量的允许偏差钢板的尺寸、形状、质量的允许偏差应符合EN10029的规定,厚度偏差应符合B级规定,不平度符合N级规定。
Improved deformation properties perpendicular to the surfaceFor plate thicknesses≥15 mm, the fulillment of one of the three quality classes Z15, Z25 or Z35 in accordance withEN 10164 or similar rules can be stipulated on the order. These quality classes correspond to a minimum reduction ofarea on through-thickness tensile test specimens of 15, respectively 25, respectively 35 % (minimum value for theaverage of 3 tests).DIWA353钢板实际应用:DIWA353钢板用于制造气化设备与甲醇合成塔等,广泛应用于石油、化工、电站,锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油气瓶、水电站高压水管、水轮涡壳等设备及构件。
不锈钢牌号对照表

不锈钢牌号对照表
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
世界金属牌号对照表碳素结构钢
精选文档,供参考!
精选文档,供参考!
[返回]
优质碳素结构钢
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
[返回]
碳素工具钢
精选文档,供参考!
精选文档,供参考!
[返回]
合金结构钢
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
[返回]
淬透性合金结构钢
精选文档,供参考!
精选文档,供参考!
[返回]
精选文档,供参考!
弹簧钢
精选文档,供参考!
[返回]
滚动轴承钢
精选文档,供参考!
[返回]
高速工具钢
精选文档,供参考!
精选文档,供参考!
[返回]
不锈耐酸钢
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
[返回]
耐热钢
精选文档,供参考!
精选文档,供参考!
[返回]
精选文档,供参考!
易切结构钢
精选文档,供参考!
合金工具钢
精选文档,供参考!
精选文档,供参考!
精选文档,供参考!
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的支持)
精选文档,供参考!。
微弧氧化陶瓷层
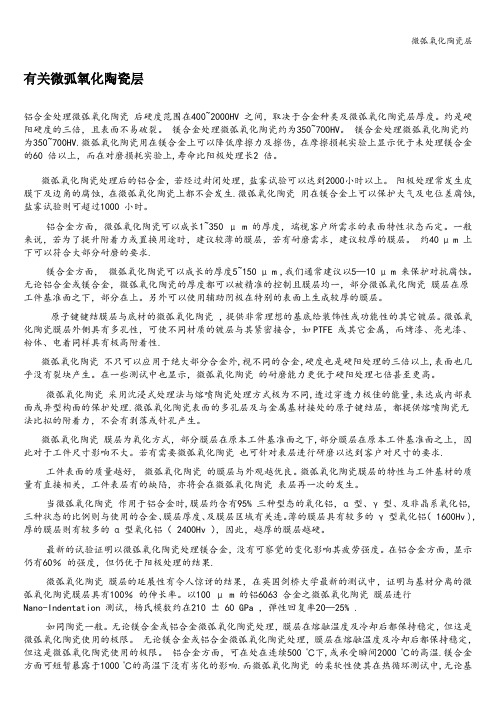
有关微弧氧化陶瓷层铝合金处理微弧氧化陶瓷后硬度范围在400~2000HV 之间,取决于合金种类及微弧氧化陶瓷层厚度。
约是硬阳硬度的三倍,且表面不易破裂。
镁合金处理微弧氧化陶瓷约为350~700HV。
镁合金处理微弧氧化陶瓷约为350~700HV.微弧氧化陶瓷用在镁合金上可以降低摩擦力及擦伤,在摩擦损耗实验上显示优于未处理镁合金的60 倍以上,而在对磨损耗实验上,寿命比阳极处理长2 倍。
微弧氧化陶瓷处理后的铝合金,若经过封闭处理,盐雾试验可以达到2000小时以上。
阳极处理常发生皮膜下及边角的腐蚀,在微弧氧化陶瓷上都不会发生.微弧氧化陶瓷用在镁合金上可以保护大气及电位差腐蚀,盐雾试验则可超过1000 小时。
铝合金方面,微弧氧化陶瓷可以成长1~350 μ m 的厚度,端视客户所需求的表面特性状态而定。
一般来说,若为了提升附着力或置换用途时,建议较薄的膜层,若有耐磨需求,建议较厚的膜层。
约40 μ m 上下可以符合大部分耐磨的要求.镁合金方面,微弧氧化陶瓷可以成长的厚度5~150 μ m ,我们通常建议以5—10 μ m 来保护对抗腐蚀。
无论铝合金或镁合金,微弧氧化陶瓷的厚度都可以被精准的控制且膜层均一,部分微弧氧化陶瓷膜层在原工件基准面之下,部分在上。
另外可以使用辅助阴极在特别的表面上生成较厚的膜层。
原子键键结膜层与底材的微弧氧化陶瓷,提供非常理想的基底给装饰性或功能性的其它镀层。
微弧氧化陶瓷膜层外侧具有多孔性,可使不同材质的镀层与其紧密接合,如PTFE 或其它金属,而烤漆、亮光漆、粉体、电着同样具有极高附着性.微弧氧化陶瓷不只可以应用于绝大部分合金外,视不同的合金,硬度也是硬阳处理的三倍以上,表面也几乎没有裂块产生。
在一些测试中也显示,微弧氧化陶瓷的耐磨能力更优于硬阳处理七倍甚至更高。
微弧氧化陶瓷采用沈浸式处理法与熔喷陶瓷处理方式极为不同,透过穿透力极佳的能量,来达成内部表面或异型构面的保护处理.微弧氧化陶瓷表面的多孔层及与金属基材接处的原子键结层,都提供熔喷陶瓷无法比拟的附着力,不会有剥落或针孔产生。
22cr12niwmov 成分比例
我很高兴能为您撰写关于22Cr12NiWMoV不锈钢的文章。
这种不锈钢具有特殊的成分比例,能够在特定环境中发挥出色的性能。
接下来,我将根据您提供的要求,深入探讨这一主题。
1. 22Cr12NiWMoV的成分比例22Cr12NiWMoV是一种高合金不锈钢,其成分比例为:22%铬(Cr)、12%镍(Ni)、2%钨(W)、1%钼(Mo)和少量的钒(V)。
这种成分比例使其具有优异的耐腐蚀性和耐热性,能够在高温高压环境下稳定工作。
还有少量的铌(Nb)和氮(N),进一步提高了其抗腐蚀能力和机械性能。
2. 性能特点由于其特殊的成分比例,22Cr12NiWMoV具有以下几个显著的性能特点:- 良好的耐腐蚀性:22%的铬含量赋予了不锈钢优异的耐腐蚀性,能够抵御酸、碱、盐等腐蚀介质的侵蚀,适用于海水环境、化工设备等领域。
- 高温强度:2%的钨和1%的钼提高了不锈钢的高温强度和抗氧化性能,使其在高温高压环境下仍能保持良好的稳定性。
- 良好的焊接性能:适量的铌和氮的添加,使得22Cr12NiWMoV具有良好的焊接性能,能够满足复杂结构的制造需求。
总结和回顾:在文章的我想总结一下对22Cr12NiWMoV的认识。
作为一种高合金不锈钢,其成分比例的设计使其具有出色的耐腐蚀性、高温强度和良好的焊接性能。
适用于海洋工程、化工设备、航空航天等领域,对于特定工程环境下的材料选择具有重要的意义。
个人观点和理解:我个人认为,22Cr12NiWMoV作为一种高合金不锈钢,具有独特的成分比例和优异的性能,适用于复杂的工程环境,对于材料工程领域具有重要的意义。
我相信随着材料科学和工程技术的不断发展,对于这类高性能材料的研究和应用将会得到更多的关注和深入的探索。
我希望通过这篇文章,您对22Cr12NiWMoV的成分比例和性能有了更深入的了解,同时也能够在个人观点和理解上得到启发。
如果还有其他相关的问题或主题需要探讨,欢迎随时和我沟通。
22Cr12NiWMoV不锈钢是一种高合金不锈钢,具有特殊的成分比例,能够在特定环境中发挥出色的性能。
砂轮形状代号和主要尺寸标记对照表
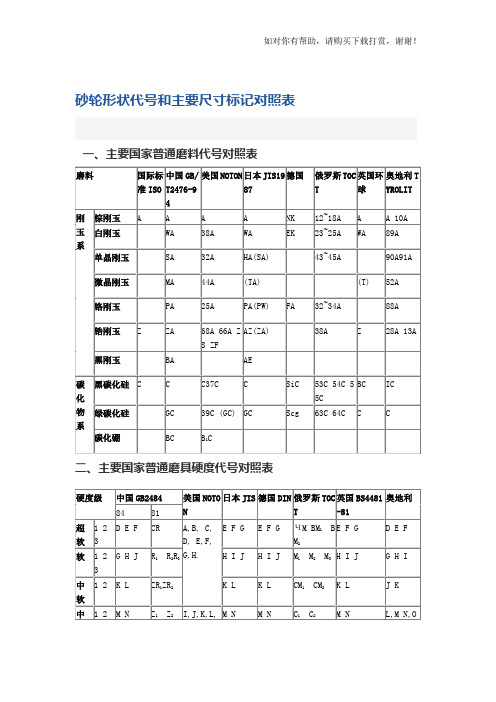
砂轮形状代号和主要尺寸标记对照表
一、主要国家普通磨料代号对照表
磨料
国际标 中国 GB/ 美国 NOTON 日本 JIS19 德国
准 ISO T2476-9
87
4
刚 棕刚玉 A
A
A
A
NK
玉 白刚玉 系
单晶刚玉
WA
38A
SA
32A
WA
EK
HA(SA)
俄罗斯 TOC 英国环 奥地利 T
9 10 11 12 11 12 13 14
13 14 15 1 11 12 13 1 7 8 9 10 1
6 17 18 4 15
1 12
五、台湾无心研磨砂轮对照表
磨料种类 ApTEC 磨
料 记号
灰褐
94A
色 混合 磨料
橘色 氧 WAR 化铝
白色 氧 WA 化铝
淡红
PA
色 氧化
铝
单结
A?
晶 氧化
台湾制砂 国外 常 特性
轮 记号 见记号 化学成分 用途
FSA
53A/10A Al2O3 97% T 一般钢材自由磨削素钢材精密磨
iO2 2~3% 削#60-KL 软圆形管材料 #80-L 硬
或软圆形条棒
38A
SA
Al2O3 98.2% 素钢材一般工具钢、淬火钢材的
以上ห้องสมุดไป่ตู้
精密磨削、重磨削中、低碳钢 80
#-LΦ <10mm,60#-KLΦ 11-15mm
C
37C
SiC 95%以上 铁、非金属磨削铸铁、 精密磨削
化矽
黄铜软级
绿色 碳 GC
GC