超声电火花复合加工18页PPT
合集下载
电火花加工技术ppt课件

曲线为主,不要设计成尖角形、如刀、剑等。
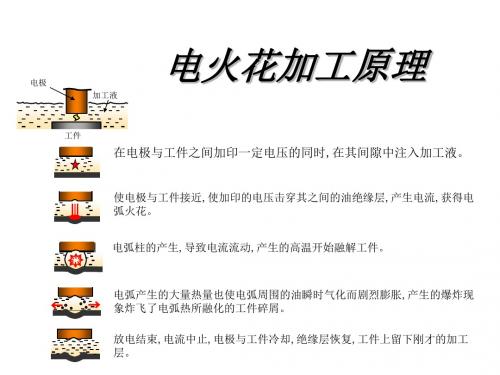
电火花
石油工业训练中心
1.在加工中,利用丝的单向移动切割工件 2.电极丝的运行速度不到0.2m/s 3.所采用的工作液大多为去离子水,一般为浸泡式供液 4.机床结构复杂,价格昂贵,加工精度高
电火花线切割 4.3.3 低速走丝线切割工件
石油工业训练中心
上下异型件
配合件
石油工业训练中心
电火花线切割
电火花线切割原理 1-绝缘底板 2-工件 3-脉冲电源 4-钼丝 5-导向轮 6-支架 7-丝筒
电火花线切割 4.2.2 高速走丝线切割
石油工业训练中心
电火花线切割 4.2.3 工件形成运动形式
石油工业训练中心
电火花线切割 4.2.4 高速走丝线切割特点
石油工业训练中心
1.贮丝筒使电极丝作正反向交替移动; 2.移动速度可达8~10米/秒; 3.采用线切割专用乳化液,冲洗式供液; 4.机床结构简单,价格低廉,加工精度较好;
计数 加工 方向 指令
N 序号
G
准备 功能
X
X坐 标值
YZF
Y坐 Z坐 进给 标值 标值 速度
;
分段 号
电火花线切割编程 5.2 CAXA软件
石油工业训练中心
电火花线切割编程
5.3 设计图形
请问一下图形有何特点?
石油工业训练中心
首尾相连的线 没有交点 没有断点 没有重合线
电火花线切割编程 5.4 电火花线切割作品
石油工业训练中心
电火花原理
2.1 电火花原理
工具 工具 正极
工件 负极 工件
电
压 根据公式
E=u/d
时间
电火花
石油工业训练中心
1.在加工中,利用丝的单向移动切割工件 2.电极丝的运行速度不到0.2m/s 3.所采用的工作液大多为去离子水,一般为浸泡式供液 4.机床结构复杂,价格昂贵,加工精度高
电火花线切割 4.3.3 低速走丝线切割工件
石油工业训练中心
上下异型件
配合件
石油工业训练中心
电火花线切割
电火花线切割原理 1-绝缘底板 2-工件 3-脉冲电源 4-钼丝 5-导向轮 6-支架 7-丝筒
电火花线切割 4.2.2 高速走丝线切割
石油工业训练中心
电火花线切割 4.2.3 工件形成运动形式
石油工业训练中心
电火花线切割 4.2.4 高速走丝线切割特点
石油工业训练中心
1.贮丝筒使电极丝作正反向交替移动; 2.移动速度可达8~10米/秒; 3.采用线切割专用乳化液,冲洗式供液; 4.机床结构简单,价格低廉,加工精度较好;
计数 加工 方向 指令
N 序号
G
准备 功能
X
X坐 标值
YZF
Y坐 Z坐 进给 标值 标值 速度
;
分段 号
电火花线切割编程 5.2 CAXA软件
石油工业训练中心
电火花线切割编程
5.3 设计图形
请问一下图形有何特点?
石油工业训练中心
首尾相连的线 没有交点 没有断点 没有重合线
电火花线切割编程 5.4 电火花线切割作品
石油工业训练中心
电火花原理
2.1 电火花原理
工具 工具 正极
工件 负极 工件
电
压 根据公式
E=u/d
时间
电火花加工工艺课件

宝石、硬质合金等硬脆材料加工
其他领域
电火花加工能够有效地完成这些材料的切 割、打孔等操作。
在航空航天、医疗器械等领域,电火花加 工也有广泛的应用。
02
电火花加工设备
机床类型
立式电火花加工机床
适用于加工小型、中型零件,具有结构简单、操作方 便的优点。
卧式电火花加工机床
适用于加工大型、重型零件,具有加工范围广、切削 力强的特点。
加工效率低下
• 加工效率低下是电火花加工中常 见的问题之一,它会导致加工成 本的增加和生产效率的降低。
加工效率低下
•·
1. 效率低下原因分析: 加工效率低下 的主要原因是电火花放电的能量利用 率较低,同时电极的损耗和更换也会 影响加工效率。
加工效率低下
1. 提高能量利用率: 优化电火花加工参数和电 路参数,提高电火花放电的能量利用率,从而
提高加工效率。
3. 并行加工: 采用多轴联动和多电极同时加工的方 式,提高加工效率和加工大型复杂工件的能力。
2. 解决方案:
2. 快速更换电极: 开发快速更换电极的装置和 工具,减少电极更换的时间和操作,提高加工效 率。
06
电火花加工发展趋势与展望
高效电火花加工技术
高效电火花加工技术是提高加工效率的重要手 段,通过改进电火花加工的电源、控制和工艺 参数,实现快速、高效率的加工。
加工速度
01 加工速度是指在单位时间内完成的工件面 积或体积。
02
提高加工速度是提高生产效率的关键。
03
加工速度受到多种因素的影响,如放电间 隙、电极损耗、电流密度、电压等。
04
在保证加工质量的前提下,需要合理调整 这些参数,以提高加工速度。
电火花加工原理PPT(16张)
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火点(PM) = 83[oC] 粘度40oC = 2.2 [mm2/s]
石油产物
电火花加工液 石油产物
液体介质(工作液)比较。
目前, 多采用石油产物作为工作液
三菱推獎加工液 EDF-K2
密度(15oC) = 0.77[ g/cm3] 引火點(PM) = 83[oC] 黏度40oC = 2.2 [mm2/s]
电火花加工液
在一般放电加工中, 是使用液体介质(工作液)中进行。 目前, 多采用石油产物作为液体介质(工作液) 液体介质(工作液)主要作用 • 压缩放电信道- 使放电能量高度集中在极少区域内 • 加速电极间隙的冷却 • 加速排除电蚀废弃物 • 有助加强电极表面之覆盖效应
石油产物主要特性
1) 密度(15oC) [ g/cm3] 2) 引火点 (PM)[oC] 3) 粘度40oC [mm2/s] 4) 添加剂
有效放电率减少
电火花加工液
粉末添加剂
大面积加工(油+粉
末)
C(静电容量 )=ε・S―(面积 ) d (距离 )
(大面积S~□50以上、
表面粗度10μm以下)
精加工加工电流少
↓粉末添加
距离d増加
加工表面平均
导电率(导电性)ε减少 ↓
C(絶縁性)减少
↓
有效放电率増大
粉末裝置 規格
EA8粉末裝置: I)機床標準油箱容量200L II)粉末所需之份量500g至 1kg III)每次加入石墨粉後,可 加工使用150至200小時。 IV)當每次添加粉末後,只 可使用粉末加工,直至粉末 失效後,將粉末過濾走。
4) 添加剂 在油中添加活化剂(如: 硫,重油,四氯化炭)/添加剂 (如:石墨粉末, 铝粉末,硅粉末)都能够有效地提高加 工效率.
《电火花加工》PPT课件

•㈠.极性效应的影响,由于正负极不同而彼此电蚀量不一样的现象,称极性效应。 •㈡.电参数对电蚀量的影响
qa ka wm ft qc kc wm ft
va
qa t
ka wm f
vc
qc t
kc wm f
•式中, • qa、qc——正负极的总蚀除量 • Va、Vc——正负极的蚀除速度 • WM————单个脉冲能量 • f——脉冲频率 • t——脉冲时间 • Ka、Kc——与电极材料、脉冲参数、工作液有关的工艺参数。 • ψ——有效脉冲利用率
脉冲电流波形
2
电火花加工
电火花加工的特点 • 1)便于加工用机械加工难以加工或无法加工的材料; • 2)电极和工件在加工过程中不接触,便于加工小孔、深孔、窄缝零件; • 3)电极材料不必比工件材料硬; • 4)直接利用电能、热能进行加工,便于实现加工过程的自动控制; • 5) 广泛应用于凹模型孔、型腔加工。
5
• 火花放电产生高温的特性:
• ①.局部:结果使金属材料局部熔化、汽化。
• ②.瞬时:热量集中,来不及扩散,能量密度大 ,最后蚀除掉金属形成放电坑。
• 虽然在正负电极之间加上电源可以实现火花放 电这一物理现象进行实际加工,还要满足一定的 条件才行。
2-3.电火花加工中的一些基本规律
•●影响材料放电腐蚀量的主要因素
• ㈡:工具电极相对损耗速度和相对损耗比
• 在工作现场中,用来衡量工具电极是否耐损耗,不单单是提高工具损耗速度V E,还要看同时能达到的加工速度VW。
• 因此,采用相对损耗或称损耗比θ,作为衡量工具电极耐损耗的指标,即:
• 式中的VE、VW均以mm3/min为单位,θ为体积相对损耗,以g/min为单位,表 示了质量的相对损耗。
qa ka wm ft qc kc wm ft
va
qa t
ka wm f
vc
qc t
kc wm f
•式中, • qa、qc——正负极的总蚀除量 • Va、Vc——正负极的蚀除速度 • WM————单个脉冲能量 • f——脉冲频率 • t——脉冲时间 • Ka、Kc——与电极材料、脉冲参数、工作液有关的工艺参数。 • ψ——有效脉冲利用率
脉冲电流波形
2
电火花加工
电火花加工的特点 • 1)便于加工用机械加工难以加工或无法加工的材料; • 2)电极和工件在加工过程中不接触,便于加工小孔、深孔、窄缝零件; • 3)电极材料不必比工件材料硬; • 4)直接利用电能、热能进行加工,便于实现加工过程的自动控制; • 5) 广泛应用于凹模型孔、型腔加工。
5
• 火花放电产生高温的特性:
• ①.局部:结果使金属材料局部熔化、汽化。
• ②.瞬时:热量集中,来不及扩散,能量密度大 ,最后蚀除掉金属形成放电坑。
• 虽然在正负电极之间加上电源可以实现火花放 电这一物理现象进行实际加工,还要满足一定的 条件才行。
2-3.电火花加工中的一些基本规律
•●影响材料放电腐蚀量的主要因素
• ㈡:工具电极相对损耗速度和相对损耗比
• 在工作现场中,用来衡量工具电极是否耐损耗,不单单是提高工具损耗速度V E,还要看同时能达到的加工速度VW。
• 因此,采用相对损耗或称损耗比θ,作为衡量工具电极耐损耗的指标,即:
• 式中的VE、VW均以mm3/min为单位,θ为体积相对损耗,以g/min为单位,表 示了质量的相对损耗。
超声电火花复合加工
功率超声电火花复合加工间隙电磁场研究
现 代 机 加 械 工 与 理 动 论 力 及 工 技 程 术 学 研 院 究 所
阳极熔融坑 阳极( + ) ++ + +++ ++ 等离子体 加工液介质 超声振动
被压缩 加工液 超声波振动 前沿 e e e e e e e e e
阴极( - ) 阴极熔融坑
超声放电间隙示意图
超声电火花复合加工试验研究
现 代 机 加 械 工 与 理 动 论 力 及 工 技 程 术 学 研 院 究 所
工件材料:钛合金、硬质合金、镁合金、不锈钢、稀土
对工件材料进行小参数电火花加工和超声电火花复合加工的
对比实验, 具体为:
①电极损耗对比试验
②分析电参数对加工表面粗糙度的影响规律
分析超声参数对加工表面粗糙度、去除率等的影响规律 利用扫描电镜, 观察超声电火花复合加工工件的表面形貌与
国 内 发 展 现 状
哈尔滨工业大学:超声电火花磨料复合加工方法,通过改变电源容量
西北工业大学:对钛合金难加工材料进行了超声电火花复合加工研究
山东大学:对超声振动辅助电火花铣削间隙流场进行了分析和验证
5
电火花加工技术的基本理论研究
现 代 机 加 械 工 与 理 动 论 力 及 工 技 程 术 学 研 院 究 所
泵吸、涡流:冷却工 作液、加快工作液循 环、改善加工环境
放电通道
消电离
超声电火花
加工过程
放电间隙
空化泡溃灭释放的能量有 利于工件材料的去除
电蚀产物
放电点的转移,加大 了放电间隙,减少了 拉弧放电的产生。
主要研究内容:
经典:超声电火花复合加工
➢ 等离子的集体振荡频率与放电参数(电压、电流、 间隙等)关系
14
➢功率超声电火花复合加工声场研究
现
机 械 与 动 力 工 程 学 院
代 加 工 理 论 及 技 术 研 究
所
由于功率超声振动的空化效应通常发生在密闭、狭 窄的空间,很难用肉眼直接观察。因此本项目拟进行如 下研究:
➢建立工件电极-工作液-电极丝的液固耦合声场数学模 型;
➢能量分配模型
在功率超声线切割复合加工中,除极间介质击穿释 放的热能、动能、磁能、光能、声能以及电磁波辐射等 外,还受到辅助超声作用。
➢利用有限元软件进行温度场仿真
16
现
机 械 与 动 力 工 程 学 院
代 加 工 理 论 及 技 术 研 究
所
超声电火花复合加工试验研究
工件材料:钛合金、硬质合金、镁合金、不锈钢、稀土 ➢ 对工件材料进行小参数电火花加工和超声电火花复合加工的 对比实验, 具体为: ①电极损耗对比试验 ②分析电参数对加工表面粗糙度的影响规律 ➢ 分析超声参数对加工表面粗糙度、去除率等的影响规律 ➢ 利用扫描电镜, 观察超声电火花复合加工工件的表面形貌与 电火花加工工件表面形貌的区别、重熔层的厚度差异程度, 观察 了零件的表面裂纹 ➢ 最后利用X 射线衍射方法观察钛合金加工表面的成分, 证实 了加工过程中没有对钛合金中的钛元素产生影响
➢借助有限元分析软件,对超声声场进行详细分析,重 点研究工件与电极丝在液体中的声压分布,进行2D、 3D的声场谐响应分析,与功率超声声振系统谐响应分 析进行对比研究;
➢对超声空化特性进行分析,研究其对超声电火花的影 响情况;
➢研究超声频率和振幅对工作液超声空化的影响情况。
15
➢功率超声电火花复合加工温度场研究
14
➢功率超声电火花复合加工声场研究
现
机 械 与 动 力 工 程 学 院
代 加 工 理 论 及 技 术 研 究
所
由于功率超声振动的空化效应通常发生在密闭、狭 窄的空间,很难用肉眼直接观察。因此本项目拟进行如 下研究:
➢建立工件电极-工作液-电极丝的液固耦合声场数学模 型;
➢能量分配模型
在功率超声线切割复合加工中,除极间介质击穿释 放的热能、动能、磁能、光能、声能以及电磁波辐射等 外,还受到辅助超声作用。
➢利用有限元软件进行温度场仿真
16
现
机 械 与 动 力 工 程 学 院
代 加 工 理 论 及 技 术 研 究
所
超声电火花复合加工试验研究
工件材料:钛合金、硬质合金、镁合金、不锈钢、稀土 ➢ 对工件材料进行小参数电火花加工和超声电火花复合加工的 对比实验, 具体为: ①电极损耗对比试验 ②分析电参数对加工表面粗糙度的影响规律 ➢ 分析超声参数对加工表面粗糙度、去除率等的影响规律 ➢ 利用扫描电镜, 观察超声电火花复合加工工件的表面形貌与 电火花加工工件表面形貌的区别、重熔层的厚度差异程度, 观察 了零件的表面裂纹 ➢ 最后利用X 射线衍射方法观察钛合金加工表面的成分, 证实 了加工过程中没有对钛合金中的钛元素产生影响
➢借助有限元分析软件,对超声声场进行详细分析,重 点研究工件与电极丝在液体中的声压分布,进行2D、 3D的声场谐响应分析,与功率超声声振系统谐响应分 析进行对比研究;
➢对超声空化特性进行分析,研究其对超声电火花的影 响情况;
➢研究超声频率和振幅对工作液超声空化的影响情况。
15
➢功率超声电火花复合加工温度场研究
电解电火花复合加工PPT课件

气体膜
电解液一侧产生 放电点,产生蒸气
电弧柱延长
第3页/共18页
电解电火花复合加工装置示意图 1-电解液槽与过滤系统; 2-工件; 3-机床; 4-电极(阴极); 5-脉冲 电源; 6-硅整流电源; 7-隔离二极管; 8-开关; 9-液压表; 10-电解液泵
第4页/共18页
复合加工时的波形
第5页/共18页
第16页/共18页
电参数对工艺效果的影响
第17页/共18页
感谢您的观看!
第18页/共18页
第12页/共18页
复合电源加工电压波形
脉冲电源加工电压波形
第13页/共18页
脉冲宽度对复合电源加工电压波形的影响
脉宽128μs; 脉间20μs; 峰值电流60A ; 压力0.4MPa 电解液:4% NaNO3
脉宽16μs; 脉间20μs; 峰值电流60A; 压力0.4MPa 电解液:4% NaNO3
∆-×
∆-Ο
脉冲方波+
三相全波+C Ο
Ο
∆-Ο
脉冲方波+ 单相全波+C
×-∆
∆
∆-×
×
40Cr,YT15,TC-4
Ο
40Cr,YT15,TC-4
Ο
40Cr,TC-4
∆
4Cr,YT15,TC-4
×
4Cr,TC-4
表中“Ο”好、“∆”较好、“×”差、C—附加电容
第9页/共18页
Vg/mg·min-1
Vg/mg·min-1
350
:复合电源
300
:脉冲电源
250
200
150
浓度—生产率关系
100
50
0