生产异常统计表【新版】
生产异常统计表

处理现况
挑选报废 挑选报废 挑选加工 挑选加工 挑选报废 挑选加工 挑选加工 挑选加工 挑选报废 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工
2014.06.19
9801
比亚迪
前壳
3805025 Nhomakorabea50%
批锋
2014.06.19 MH-609
2014.06.29 MYPAD2 艾比斯
SD卡盖
1000 80 5
6%
料花
调机改善 加强伤业员品质意识
调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 加强伤业员品质意识 调机改善 加强伤业员品质意识 加强伤业员品质意识 调机改善 调机改善 调机改善 调机改善 调机改善 挑选使用
150
20
6
30%
批锋,起泡
2014.06.25 CW3000
成为
手写笔
500
50
20
40%
料花
2014.06.26 CW3000
成为
手写笔
250
50
6
12%
料花,缩水
2014.06.26
SF200
欣视景
底壳
160
32
4
13%
料花,烧焦
2014.06.27
KY
华辰北斗
摇杆帽
1000 80
8
10%
批锋
2014.06.30 CT20
诚泰
拍照键
540 80 20 25%
2014.07.01 MH-609 延喜
音量键
生产异常统计表
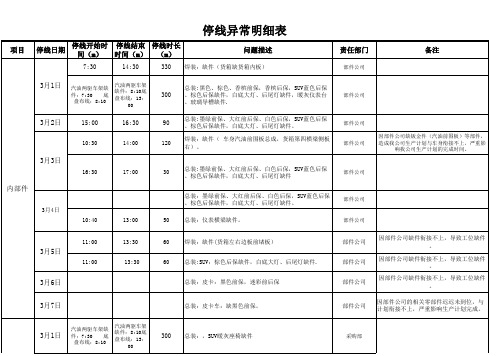
3月3日 内部件
10:30 16:30
14:00 17:00
3月4日
10:40
13:00
总装:黑色、棕色、香槟前保,香槟后保,SUV蓝色后保
300 、棕色后保缺件,白底大灯、后尾灯缺件,暖灰仪表台
、玻璃ห้องสมุดไป่ตู้槽缺件.
90
总装:墨绿前保、大红前后保、白色后保,SUV蓝色后保 、棕色后保缺件,白底大灯、后尾灯缺件。
焊装:因钣金件缺件严重,生产计划须调整,导致无法 按时完成生产计划。
涂装:由于总装缺件导致涂装没有移动工艺小车,电泳 的白皮车与货箱不相等。
焊装:因生产计划调整,晚上车身组未安排生产下线,货 箱组焊江淮货箱。
总装:11台黑色前后保未装下线,香槟货箱两台缺件下 线。
120 焊装:无转运小车。
120
涂装:焊装车间工作没安排协调好导致没有白皮车交, 电泳停线。
采购部
因采购部件未到位,未建立生产周期库 存,严重影响生产计划完成。
其他
3月5日
3月6日
3月7日
3月5日 设备情况
3月6日 质量异常 3月5日
7:30 18:00
19:00 8:30 14:00
9:30 20:00
20:10 9:30 15:00
总装:因总装缺件,涂装移动工艺小车不够周转,导致 车身供应速度慢:单台影响5分钟
涂装面漆:没有移动工艺小车无法电泳货厢,无法完成 计划,面漆货厢没有。涂装电泳:没有移动工艺小车无 法电泳货厢。 涂装面漆:没有移动工艺小车,电泳的白皮车与货厢不 相等。
30 总装:试装一汽四环发动机.
采购部 采购部
采购部
采购部 采购部
涂装
采购部件未到位,未建立生产周期库存。 采购部件未到位,未建立生产周期库存。
生产异常反馈表,统计表

确定异常处理完成时 间(年月日时分)
生管办:
接收时间:年 异常发生 时间 异常鉴定 部门 生 批产 示总 监
月
日
时
分 影响出 勤人数 鉴定意
分
异常结案时 间
鉴定人
影响总工时 损失金额
【标准】: 1 、 生产异常处理表单流向:异常部门→责任部门→厂办; 2、品质异常或批量质量事故、批量(按班组30%以上)人员请假或旷工、浆釉料一定时期内的异常变化、新装模具不能按时上浆。 3、异常发生后,生产车间应立即组织相关责任部门或人员到异常发生地点现场处理问题,责任人10分钟到现场处理异常.,不得有任何理由推托,没在公 司的可委托人员代理,就异常问题现场制定应对措施,不能够现场立即处理的,由异常部门填写《生产异常处理单》与责任部门,各相关责任部门在现场 确认处理完成时间并将承诺的异常完成处理时间填写在《生产异常处理单》上;各相关责任部门按现场的应急处理措施或规定完成时间执行,由异常部门 跟进,异常按期处理完成后交厂办调度处统计、结案。 4、如果生产异常提交直属部门或协办部门无法按期完成的,将《生产异常处理单》提交厂办组织相关部门处理或逐级上报公司高层。 5、本着预防为主的原则,当车间人员、浆料、设备、模具等一切生产资料在一定时期内出现的异常变化,也应视作异常状况进行处理,并及时将异常发生 的起始时间、异常发生的原因分析、异常发生后的影响和应对措施及时上报厂办。 5、异常部门对停工时间和异常数据进行统计并交责任部门签字确认;由异常部门负责人把经过双方确认的《生产异常反馈单》于第二日10:00前交厂办计 划员,并由计划员对生产异常原因分类,每周进行统计,在管理变革周例会上公布。 【制约】: 、车间主任每天检查生产车间异常填报情况。 2、厂办不定期检查生产车间异常填报与处理情况。 3、稽核部不定期检查生产车间异常填报与处理情况。 【责任】: 、未按要求填报《生产异常处理单》的,处罚责任人5元/次。 2、接到异常通报后,未及时采取纠正与预防措施的,处罚责任人10元/次。 3、对于未按要求及时处理异常情况导致重大生产事故的,将依照公司相关制度给予从严处理。 4、所有生产异常由异常部门联络单未提交厂办生产调度结案的,处罚责任人10元/次 1
生产异常报告单
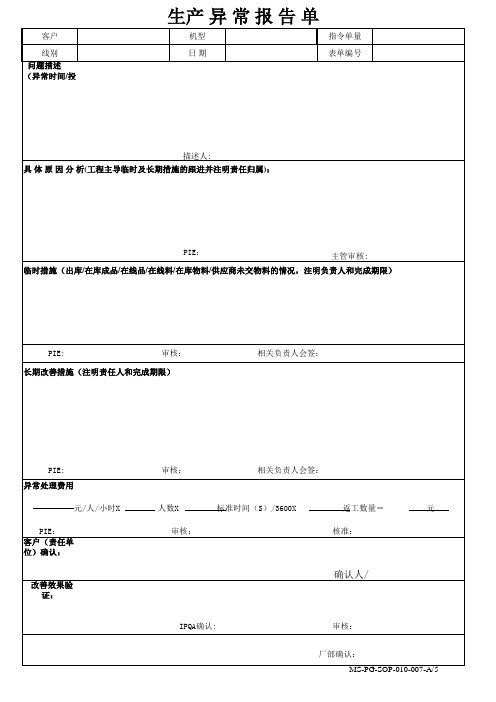
长期改善措施(注明责任人和完成期限)
相关负责人会签:
PIE: 异常处理费用 损耗计算公
元/人/小时X
PIE: 客户(责任单 位)确认:
:
人数X
标准时间(S)/3600X
返工数量=
元
审核:
核准:
确认人/
IPQA确认:
审核:
厂部确认: MS-PG-SOP-010-007-A/5
客户
线别 问题描述 (异常时间/投
生产 异 常 报 告 单
机型 日期
指令单量 表单编号
描述人: 具 体 原 因 分 析(工程主导临时及长期措施的跟进并注明责任归属):
PIE:
主管审核:
临时措施(出库/在库成品/在线品/在线料/在库物料/供应商未交物料的情况,注明负责人和完成期限)
PIE:
审核:
生产异常报告表
生产异常报告表1. 引言生产异常报告表是一种用于记录和跟踪生产过程中发生的异常情况的工具。
在生产过程中,可能会出现各种问题和故障,这些异常情况对生产效率和产品质量有重要影响。
因此,及时记录和分析这些异常情况,可以帮助生产部门快速采取措施并改进生产流程,提高生产效率和产品质量。
本文档将介绍生产异常报告表的使用方法和内容要点,以及如何填写和分析报告表。
2. 报告表的结构和内容生产异常报告表通常包括以下几个重要的内容:2.1 问题描述在报告表中,需要详细描述生产过程中出现的异常情况或问题。
问题描述可以包括异常现象、异常发生的时间和地点等相关信息。
例如:日期:2022年1月1日异常现象:产品A的生产线出现了断料现象异常发生的时间:上午10:00异常发生的地点:生产车间B2.2 影响分析针对每个异常情况,需要进行影响分析,即分析该异常情况对生产过程、产品质量和交货期等方面的影响程度。
影响分析可以帮助生产部门优先处理重要的异常情况,并根据影响程度制定相应的应对措施。
2.3 根本原因分析在填写报告表时,需要对每个异常情况进行根本原因分析,即找出导致异常情况的根本原因。
根本原因分析可以帮助生产部门避免今后同类问题的发生,并持续改进生产流程。
2.4 应对措施对于每个异常情况,报告表中需要记录采取的应对措施和处理过程。
应对措施可以包括临时修复、更换设备、改进工艺等。
2.5 结果评估报告表中应包括对应对措施的效果评估,评估应对措施对异常情况的解决程度。
结果评估可以帮助生产部门确定应对措施的有效性,并作为未来改进的依据。
3. 如何填写报告表填写生产异常报告表时,需要遵循以下几个步骤:3.1 收集信息在填写报告表之前,需要收集相关信息,包括异常发生的日期、时间、地点,异常现象的描述,以及其他相关的数据和资料。
3.2 填写报告表的基本信息在报告表的开头,需要填写报告的基本信息,包括报告编号、报告人员、报告日期等。
3.3 填写具体的异常情况和内容在报告表的主体部分,根据实际的异常情况逐条填写问题描述、影响分析、根本原因分析、应对措施和结果评估等内容。
生产异常统计表

120
焊装:缺件( 车身汽油前围板总成,货箱第四横梁侧板 右)。
30
总装:墨绿前保、大红前后保、白色后保,SUV蓝色后保 、棕色后保缺件,白底大灯、后尾灯缺件
总装:墨绿前保、大红前后保、白色后保,SUV蓝色后保 、棕色后保缺件,白底大灯、后尾灯缺件。
50 总装:仪表横梁缺件。
部件公司
部件公司 部件公司
因部件公司缺钣金件(汽油前围板)等部件, 造成我公司生产计划与车身衔接不上,严重影
响我公司生产计划的完成时间。
部件公司
部件公司 部件公司
3月5日 3月6日
11:00 11:00
13:30 13:30
60 焊装:缺件(货箱左右边板前堵板) 60 总装:SUV:棕色后保缺件,白底大灯、后尾灯缺件.
总装:皮卡:黑色前保,迷彩前后保
焊装:因钣金件缺件严重,生产计划须调整,导致无法 按时完成生产计划。
涂装:由于总装缺件导致涂装没有移动工艺小车,电泳 的白皮车与货箱不相等。
焊装:因生产计划调整,晚上车身组未安排生产下线,货 箱组焊江淮货箱。
总装:11台黑色前后保未装下线,香槟货箱两台缺件下 线。
120 焊装:无转运小车。
120
涂装:焊装车间工作没安排协调好导致没有白皮车交, 电泳停线。
3月3日 内部件
10:30 16:30
14:00 17:00
3月4日
10:40
13:00
总装:黑色、棕色、香槟前保,香槟后保,SUV蓝色后保
300 、棕色后保缺件,白底大灯、后尾灯缺件,暖灰仪表台
、玻璃导槽缺件.
90
总装:墨绿前保、大红前后保、白色后保,SUV蓝色后保 、棕色后保缺件,白底大灯、后尾灯缺件。
生产质量管理异常报告表

编号:
检查日期
报告编号
致
科组组长
时分贵负责生产的经本科抽
验检查结果显示Βιβλιοθήκη 常,兹将检验资料述如下,供作改进参考,并请予查明原因悉
复。
1.异常品质特性:
2.管制标准:
:你喜欢“走自己的路,让他们说去吧”!但你在班里似乎从不张扬,总是默默无闻的,用自己优秀的学习成绩证明着你的实力。你思维灵活,接受能力较强,勤于思考,作业本上那工整的字迹,是你文静开出的花朵。你文静有余而活动不足,希望你能再接再厉,百尺竿头更进一步3.超出范围及数量:
思考;要和学生交朋友,勇于承认并面对真实的自己;要关注生活,开阔视野,勤于学习,不断吸收时代的信息,与时俱进;对于教材倡导的教学活动,要在教学实践中进行探索和创新!此外,为了体现一种儿童文化,使教材能真正成为学生喜爱的朋友,让他们愿意于教材中的儿童对话,我们
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机型
T105 X3 N06
N9800 CTC5 CTC5 N9800
X3 X3 CW3000 9801 N06 CW3000 9801 CW3000 CW3000 X3 SEA170 MH-609 MH-609 CW3000
注塑生产异常周统计表
客户
宇诺
产品名称
前壳装饰件
总数量 抽检数
不良 数量
不良 百分率
延喜
右底壳
1440 125
30
24%
进胶点未剪平
2014.06.19
CTC5
诚泰
底座
400
50
10
20%
2014.06.19
9801
比亚迪
前摄像头连接器支 架
1000
80
16
20%
2014.06.29 MYPAD2 艾比斯
SD卡盖
1000 80
14
18%
组装后无扣感 变形
料花,水口位高
2014.06.20 MYPAD2 艾比斯
处理现况
挑选报废 挑选报废 挑选加工 挑选加工 挑选报废 挑选加工 挑选加工 挑选加工 挑选报废 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工
2014.06.19
9801
比亚迪
前壳
380
50
25
50%
批锋
2014.06.19 MH-609
150
20
6
30%
批锋,起泡
2014.06.25 CW3000
成为
手写笔
500
50
20
40%
料花
2014.06.26 CW3000
成为
手写笔
250
50
6
12%
料花,缩水
2014.06.26
SF200
欣视景
底壳
160
32
4
13%
料花,烧焦
2014.06.27
KY
华辰北斗
摇杆帽
1000 80
8
10%
批锋
2014.06.29 MYPAD2 艾比斯
SD卡盖
1000 80 5
6%
料花
调机改善 加强伤业员品质意识
调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 加强伤业员品质意识 调机改善 加强伤业员品质意识 加强伤业员品质意识 调机改善 调机改善 调机改善 调机改善 调机改善 挑选使用
8
16% 进胶点顶高,气纹,批锋
2014.06.23
N9801
比亚迪
编码器旋钮
310
50
10
20%
水口位高
2014.06.23 CW3000
成为
手柄电池盖
80
13
8
62%
批锋
2014.06.23 MYPAD2 艾比斯
SD卡盖
1000 80
10
13%
水口位高,料花
2014.06.24
N9801
比亚迪
前壳
挑选使用
2014.06.29 MH-609 延喜
音量键
1000 80 8 10%
2014.06.29 W8600 华信金溢
侧键
1260 175 10 6%
2014.06.30 W27-1 国虹 翻盖防撞垫左 650 80 16 20%
2014.06.30 W27-1 国虹 翻盖防撞垫右 700 80 16 20%
调机改善
注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部
注塑部
挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工 挑选加工
80
13
6
46%
比亚迪
背部螺丝盖
400
50
5
10%
鼎瑄
翻盖底缓冲垫
500
50
5
10%
成为
固定件
1000 80
8
10%
比亚迪
底部螺丝盖
500
80
16
20%
成为
电池扣盖
500
50
10
20%
成为 超高频母座固定卡 1620 125
20
16%
鑫荣兆
底壳
700
80
40
50%
欣视景
面壳
100
20
5
25%
延喜
右面壳
180
32
6
19%
延喜
右面壳
300
50
10
20%
成为
超高频BC壳
500
50
6
12%
不良品现象
夹线 缩水,亮印 批锋,缩水,水口位高
色差 顶白 顶白 水口位高 暗印,缩水 缩水,发亮 水口位发亮,毛边大 批锋大,暗印 水口位高,变形 水口位高,剪伤 混装 顶针位水口高 进胶点未剪平,毛边大 多胶 发亮 脏污,油印,批锋 脏污,油印,缺胶 毛边大,组装不到位
诚泰
底座
150
20
20 100%
发白
2014.06.22
N9801
比亚迪
前壳
240
32
3
9%
螺丝未包胶到位
2014.06.21 MH-609
延喜
右面壳
300
50
10
20%
黑点,缺料
2014.06.22
CTC5
诚泰
压线板
1000 80
8
10%
水口位高
2014.06.23 HQ07S1
创诺
卡塞
320
50
SD卡盖
1000 80
13
16%
料花,水口位高
2014.06.20 MYPAD2 艾比斯
SD卡盖
1000 80
10
13%
料花
2014.06.21
N9801
比亚迪
编码器旋钮
390
50
10
20%
发亮
2014.06.21 CW3000
成为
扫描头支架
1500 125
50
40%
批伤,气纹
2014.06.21
CTC5
时间
2014.06.07 2014.06.07 2014.06.10 2014.06.12 2014.06.12 2014.06.12 2014.06.13 2014.06.13 2014.06.13 2014.06.14 2014.06.14 2014.06.14 2014.06.15 2014.06.15 2014.06.16 2014.06.16 2014.06.16 2014.06.16 2014.06.16 2014.06.17 2014.06.19
改善措施
责任部门
调机改善 调机改善 调机改善 调机改善 调机改善 调机改善 作业员加工处理 调机改善 调机改善 调机改善 调机改善 调机改善 加强伤业员品质意识 加强伤业员品质意识 加强伤业员品质意识 调机改善 调机改善 调机改善 加强伤业员品质意识 调机改善 调机改善
注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部 注塑部
70
13
13 100%
鑫荣兆
前壳组件
300
50
6
12%
鼎瑄
翻盖面缓冲垫 1000 80
11
14%
比亚迪
紧急呼叫键
560
80
8
10%
诚泰
底座盖
100
20
10
50%
诚泰
底座
144
20
15
75%
比亚迪
闪光灯镜片
4880 200
20
10%
鑫荣兆
底壳组件
200
32
8
25%
鑫荣兆
电池盖组件
80
13
4
பைடு நூலகம்
30%
成为
超高频A壳