制造工程与技术(热加工)10章
热加工
• 熔焊又包括电弧焊、电渣焊、电子束焊、激光焊、气 焊、铝热焊。
• 电弧焊又包括药皮焊条电弧焊、埋弧焊、气体保护电 弧焊、药芯焊丝电弧焊、等离子弧焊。 • 压焊包括锻焊、摩擦焊、冷压焊、电阻焊、高频焊、 爆炸焊、超声波焊、扩散焊。
• 钎焊包括火焰钎焊、烙铁钎焊、感应钎焊、电阻钎焊、 盐浴钎焊、炉中钎焊、真空钎焊。
• 的致密度就越差。反之,这个区域越小越容易 形成柱状晶。铸件的致密度就越好。
• 从图中可以清楚地看出:从金属液浇入铸型后开始冷 却(从4——2)。铸型被加热;当铸件已初形成(2— —1)时,继续冷却,就在散去大量热量后凝固成铸件。
此过程也是晶粒成长的过程。
• 凝固时间和速度是形成铸件的关键。砂型造型
(Ceq) 0.4% ~ 0.6% 时
淬硬倾向较大,焊接性能较差。一般需要预热。 (Ceq) 0.6% 时 淬硬倾向严重,焊接性能差。需要较高的预热温度 和严格的工艺措施。 。
冷裂纹敏感系数(%)
cm (C )
( Mn )
20
( Si )
30
(接冷裂纹敏感性系 数指标衡量。
国际焊接学会(IIW)推荐的碳当量公式
(Ceq ) (C )
( Mn )
6
(Cr ) ( Mo ) (V )
5
( Ni ) (Cu )
15
当碳当量 (Ceq) 0.4% 淬硬倾向小,焊接性能良好。
• (2)浇注速度: 浇得太慢,金属液降温过多, 易产生浇不到、冷隔、夹渣等缺陷;浇得太快, 型腔中气体来不及逸出易产生气孔,金属液的 动压力增大易造成冲砂、抬箱、跑火等缺陷。 浇注速度应根据铸件的形状、大小决定。
《机械制造技术》课程标准
《机械制造技术》课程标准一、课程性质与任务《机械制造技术》是畜牧工程技术专业的一门专业能力课程,主要培养学生机械零件质量检测能力、机械零件材料选择能力、金属材料热处理技术和零件毛坯成形技术的应用能力,对学生职业能力培养起主要支撑作用,通过教学过程的组织实施,对学生职业素养养成起明显促进作用,它将前修课程培养的能力进行运用和内化,为后续课程综合能力的培养和今后从事设备维护管理等相关岗位的工作奠定必要的基础。
二、课程教学目标(一)知识目标1.根据机械零件图纸,能描述出加工零件应达到的精度、表面粗糙度和热处理要求;2.能描述常用金属材料的力学性能和常用热处理工艺;3.能描述机械零件毛坯的成形方法。
(二)能力目标1.会根据机械零件图纸的要求判别零件是否合格;2.能测定金属材料的强度、硬度和冲击韧度;3.能根据典型零件的工作条件选择金属材料;4.能进行钢的常规热处理;5.能根据图纸要求制作铸件、锻件、焊接件等毛坯。
(三)素质目标1.养成诚实、守信、吃苦耐劳的品德;2.养成善于动脑,勤于思考,及时发现问题的学习习惯;3.具有团队意识,能进行良好的团队合作;4.养成爱护设备和检测仪器的良好习惯。
三、参考学时66四、课程学分4学分五、课程内容和要求【技能训练】车刀角度测量(2)教学目标1.切削方法、切削用量的定义。
2.掌握正交平面参考系下,刀具标注的角度。
3.了解切削物理过程-切屑切削六、教学建议(一)教学方法(1)采用项目教学、任务驱动的教学方法。
①根据目标,设计任务。
教师根据课程的教学目标,精心设计工作任务。
在总体教学目标的基础上,把总体目标合理地分解成若干个任务。
②引导学生,分析任务。
组织学生仔细研究如何去完成任务,开展讨论,提出问题。
学生自己提出的问题,正是他们想要掌握的知识点,而这些问题中,大部分是新的知识点,或者是以前没有掌握的技能,这也是教师要求学生学习的内容。
③查找资料,规划任务。
学生根据任务内容,可以查找材料、技能手册或图书馆及网络等,收集相关的资料后制定项目工作计划,确定工作步骤和程序,并最终得到教师的认可。
10 先进连接技术
10 先进连接技术10.1概述广义上实现材料连接有多种方法,如机械连接、化学连接(胶接)、冶金连接等。
机械连接是通过宏观的结构关联性实现材料和构件之间的连接,这种连接是暂时的、可拆卸的,承载能力和刚度一般较低;化学连接主要是通过胶黏剂与被粘物间形成化学键和界面吸附实现连接,连接强度低,且服役环境和温度存在局限性;冶金连接是指借助物理冶金或化学冶金方法,通过材料间的熔合、物质迁移和塑性变形等而形成的材料在原子间距水平上的连接,连接强度高、刚度大,且服役环境和温度可以与被连接材料(母材)相当。
冶金连接是材料连接的主要方法,应用最为广泛,通常材料加工中所讨论的“材料连接”均是指冶金连接。
材料连接技术的历史可以追溯到数千年以前,但现代材料连接技术的形成主要以19世纪末电阻焊的发明(1886)和金属极电弧的发现(1892)为标志,真正的快速发展则更是20世纪30、40年代以后的事。
科学上的发现、新材料的发展和工业新技术的要求始终从不同角度推动着材料连接技术的发展,例如,电弧的发现导致电弧焊的发明,电子束、等离子束和激光的相继问世形成了高能束焊接;高温合金和陶瓷材料的应用促进了扩散连接技术的发展;高密度微电子组装技术的要求推动了微连接技术的进步等等。
经过一个多世纪的发展,材料连接技术已经成为材料加工、成形的主要技术和工业制造技术的重要组成部分,应用领域遍及机械制造、船舶工程、石油化工、航空航天、电子技术、建筑、桥梁、能源等国民经济和国防工业各部门,在航空航天、电子技术和船舶等领域甚至成为部门发展的最关键技术。
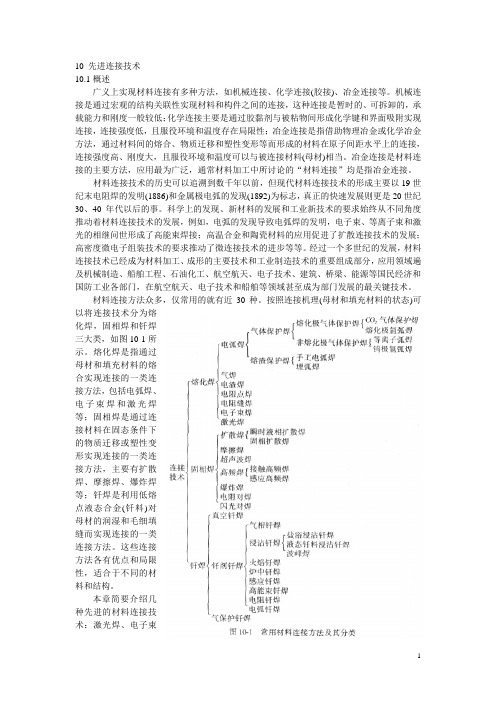
材料连接方法众多,仅常用的就有近30种。
按照连接机理(母材和填充材料的状态)可以将连接技术分为熔化焊,固相焊和钎焊三大类,如图10-1所示。
熔化焊是指通过母材和填充材料的熔合实现连接的一类连接方法,包括电弧焊、电子束焊和激光焊等;固相焊是通过连接材料在固态条件下的物质迁移或塑性变形实现连接的一类连接方法,主要有扩散焊、摩擦焊、爆炸焊等;钎焊是利用低熔点液态合金(钎料)对母材的润湿和毛细填缝而实现连接的一类连接方法。
制造工程与技术(热加工)英文版14 Forging of Metals

Chapter 14 Forging of Metals(金属的锻造/锻压)•14.1 Introduction•14.2 Open-Die Forging•14.3 Impression-Die and Closed-Die Forging•14.4 Related Forging Operations•14.5 Rotary Swaging•14.6 Forging-Die Design•14.7 Die Materials and Lubrication•14.8 Forgeability•14.9 Forging Machines•14.10 Forging Practice and Process Capabilities •14.11 Die Manufacturing Methods; Die Failures •14.12 The Economics of Forging14.1 Introduction•Forging(锻造/锻压)–A workpiece is shaped (formed) by compressive forces applied through various dies(模具)and tools(工具).•one of the oldest metal working processes –4000bc •trationally be performed with a hammer(锤)and anvil(砧/平砧)•mostly require a set of dies and such equipment as a press(压力机)or a forging hammer(锤锻机).•Typical forged products:–bolts (螺栓)–rivets (铆钉)–connecting rods (连杆)–gears (齿轮)–shaft (轴)–hand tool (手工具)–structural components (结构组件)discrete partsForging (锻件)(a)Source : Forging Industry Association.预锻件终锻件近净形/近成品形状净形/最终形状锻造齿净形挤出花键净形bevel gear (伞齿轮)ForgingFigure 14.1 (b) Landing-gear(起落架/着陆装置)components for the C5A and C5B transport aircraft, made by forging. Source: Wyman-Gordon Company.typical forged partsFigure 14.1 (c) general view of a 445 MN (50,000 ton) hydraulic press. Source: Wyman-Gordon Company.Hydraulic Press (液压机)Forging Process (锻压/锻造工艺)Forging Process-2锻造在制坯中的应用•一般机器或机械上的金属零件的传统生产过程是:冶炼——制坯——切削加工——热处理。
桥梁钢结构加工制作技术分析

桥梁钢结构加工制作技术分析钢结构是目前最常用的工程结构,特别是在桥梁领域中,钢结构的应用已经成为一种趋势。
因为钢结构具有结构轻盈、造价优惠、安装快捷等优势,逐渐被用于桥梁的建造中。
本文将从桥梁钢结构加工制作技术方面进行分析。
1、钢庞焊接技术焊接是钢结构加工过程中最常见的一种方式,钢桥梁的制作也不例外。
钢结构中的焊缝一般与普通焊接不同,它的质量和性能要求更高。
因为钢桥梁是用于重要工程,对焊接的质量和可靠性有极高的要求。
在焊接时,需要严格遵守规范和标准,做到质量可靠。
2、螺栓连接技术螺栓连接技术是目前钢结构加工的一项重要技术。
它具有操作简便、效率高、拆卸方便等优点。
尤其是在海洋大桥、高速公路大桥等长距离的钢结构制作中,螺栓连接更加适用。
二、钢结构制作流程1、设计方案设计方案是桥梁钢结构制作过程中的第一步。
设计方案的制定需要根据桥梁的工程技术要求来确定,包括桥梁的类型、荷载和使用情况。
在设计方案制定的过程中,还需注意钢结构的可制造性和可安装性。
2、制造工艺钢结构的制造工艺需要在设计方案完成之后确定。
制造工艺主要包括钢管的切割、成型、钻孔、焊接和热加工等。
在制造过程中,还需要注意材料的质量控制和尺寸的精确控制。
3、装配与安装装配与安装是桥梁钢结构制作流程中的最后一步,也是最为关键的步骤之一。
装配与安装的过程需要严格按照设计方案中的要求完成,确保钢结构的精度和稳定性。
同时,在安装过程中也需要考虑到安全和现场施工条件等方面的因素。
三、桥梁钢结构制作的技术难题及解决方案1、焊接质量的控制在钢结构制作过程中,焊接是最为关键的一环。
焊接质量的控制直接影响到钢结构的安全性和使用寿命等方面。
因此,需要加强技术人员的技术培训,确保其对焊接质量控制的理解和掌握。
2、材质及尺寸控制材质及尺寸控制也是制造过程中的一个难点。
在钢结构制造的过程中,需要对材料质量和尺寸进行严格的控制,保证抗风、抗震、抗变形等性能的稳定性。
3、热加工处理热加工是桥梁钢结构制作过程中不可缺少的一环。
2金属材料与热加工课程标准
《金属材料与热加工》课程标准课程代码:010008课程性质:专业基础课学分:4.0计划学时:64适用专业:机械制造与自动化1.前言1.1课程定位《金属材料及热加工》是机械制造与自动化专业一门重要的专业基础课,在课程体系中起着承上启下的作用。
本课程围绕机械制造技术应用体系,使学生初步认识材料的性能、了解晶体结构、掌握铁碳合金相图、掌握钢的热处理原理及工艺方法、掌握常用机械工程材料的成分、牌号及其用途。
在此基础上使学生具有处理简单的金属材料力学性能测试的能力、具有分析金属的晶体结构、二元合金相图和铁碳合金相图的基本能力、具有初步应用钢热处理知识完成钢的热处理的能力、具有鉴别金属材料与热处理、选择工程常用材料的能力。
同时培养学生辩证唯物主义思想、实事求是的科学态度以及分析问题、解决问题的能力。
本课程的前修课程为《工程力学》、《机械制图》;后续课程有《机械制在工艺与夹具》、《CAM软件应用》、《液压与气压传动》等专业基础课和专业课。
1.2设计思路《金属材料及热加工》是一门应用性很强的课程。
教学过程中应该突出“学其所用,用其所学”将“教、学、做”融为一体的高职教育特点,使学生具备高素质、高技能人才所必需的基本理论与基本知识,并具备一定的解决实际问题的能力,同时为学习其它相关课程和职业技术应用作必要知识准备;通过课内教学,专项技能训练,强化学生辨证思维能力的培养;帮助学生在教学过程中学会学习,学会实践,学会合(协)作;同时加强学生的职业道德的教育,确保人才培养目标的实现。
本课程是根据高职教育机械制造技术专业人才培养目标,同时借鉴先进高职教育办学理念,对机械制造技术专业所涵盖的岗位知识进行工作任务和职业能力分析,并以此为依据来确定本课程的知识内容。
本课程注重实际应用能力的培养,以岗位职业能力为依据,同时结合学生的认知特点和教学规律,教学中遵循以教师为主导,学生为主体原则,引导学生自主完成教学内容。
具体教学设计思路如下:本课程的教学内容共有十一章,主要以理论教学为主。
热锻模具选材与制造工艺
热处理不当是导致模具早期失效的重要原因,据某厂统计,其约占模具早期失效因素的35%。
模具热处理包括锻造后的退火,粗加工以后高温回火或低温回火,精加工后的淬火与回火,电火花、线切割以后的去应力低温回火。
只有冷热加工很好相互配合,才能保证良好的模具寿命。
模具型腔大而壁薄时需要采用正常淬火温度的上限,以使残留奥氏体量增加,使模具不致胀大。
快速加热法由于加热时间短,氧化脱碳倾向减少,晶粒细小,对碳素工具钢大型模具淬火变形小。
对高速钢采用低淬、高回工艺比较好,淬火温度低,回火温度偏高,可大大提高韧性,尽管硬度有所降低,但对提高因折断或疲劳破坏的模具寿命极为有效。
通常cr12mov钢淬火加热温度为1000℃,油冷,然后220℃回火。
如能在这种热处理以前先行热处理一次,即加热至1100℃保温,油冷,700℃高温回火,则模具寿命能大幅度提高。
我们在70年代初期对3cr2w8v钢施行高淬、高回工艺热处理钢丝钳热锻模具也取得良好效果,寿命提高2倍多。
采用低温氮碳共渗工艺,表面硬度可达1200hv,也能大大提高模具寿命。
低温电解渗硫可降低金属变形时的摩擦力,提高抗咬粘性能。
使用6w6mo5cr4v钢制作冷挤压凸模,经低温氮碳共渗后,使用寿命平均提高1倍以上,再经低温电解渗硫处理可以进一步提高寿命50%。
模具淬火后存在很大的残留应力,它往往引起模具变形甚至开裂。
为了减少残留应力,模具淬火后应趁热进行回火,回火应充分,回火不充分易产生磨前裂纹。
对碳素工具钢,200℃回火1h,残留应力能消除约50%,回火2h残留应力能消除约75%~80%,而如果500~600℃回火1h,则残留应力能消除达90%。
某厂crwmn钢制凸模淬火后回火1h,使用不久便断裂,而当回火2.5h,使用中未发现断裂现象。
这说明回火不均匀,虽然表面硬度达到要求,但工作内部组织不均匀,残留应力消除不充分,模具易早期破裂失效。
回火后一般为空冷,在回火冷却过程中,材料内部可能会出现新的拉应力,应缓冷到100~120℃以后再出炉,或在高温回火后再加一次低温回火。
1先进制造技术概述421160

2、广泛性
先进制造技术不是单独分割在制造过程的某一环节,而是将 其综合运用于制造的全过程,它覆盖了产品设计、生产设备、 加工制造、销售使用、维修服务,甚至回收再生的整个过程。
6、数控技术取得重要进展,国内市场占有率 有所提高。 7、现场总线智能仪表研究开发获重要进展, 应用已有一定的基础。 8、微型机械研究进展迅速,标志着先进制造 技术正向微观领域扩展。 9、现代集成制造系统研究和应用取得突破, 在国际上占有一席之地。 10、新生产模式的研究和实践具有特色,推 动了中国制造业的技术进步和管理现代化。
CIRP的定义:制造系统是制造业中形 成制造生产的有机整体,在机电工程 生产中,制造系统具有设计、生产、 发运和销售ห้องสมุดไป่ตู้一体化功能。
制造技术(Manufacturing Technology):是 按照人们所需的目的,运用知识和技能,利 用客观物质工具,使原材料转变为产品的技
术总称。也可以说是完成制造活动所需的一 切手段的总和。
先进制造技术的内涵及技术构成
内涵:“使原材料成为产品而采用的一系列 先进技术”,其外延则是一个不断发展更新 的技术体系,不是固定模式,它具动态性和 相对性,因此,不能简单地理解为就是CAD 、CAM、FMS、CIMS等各项具体的技术。
先进制造技术在不同发展水平的国家和同一 国家的不同发展阶段,有不同的技术内涵和 构成,对我国而言,它是一个多层次的技术 群。其内涵和层次及其技术构成如图
现代制造及其技术的发展特点
(5)引入工业工程和并行工程(Concurrent Engineering,CE)概念,强调系统化及其技 术和管理的集成,将技术和管理有机地结 合在一起,引入先进的管理模式,使制造 技术及制造过程成为覆 盖整个产品生命周 期,包含物质流、能量流和信息流的系统 工程。
8-热加工过程的模拟与仿真

常用软件
• 经多年研究开发,已经形成一批热加工工艺商业软件
• 主要有ProCast、Simulor、SolDIA、SolSIAR、AFS Solidification System3D(铸造)、ViewCAST、EForm、 AutoForge、SuperForge (体积塑性成形)、DYNA3D、 PAM-Stamp、ANSYS (板料塑性成形)、ABAQUS 等。
3、宏观工艺ቤተ መጻሕፍቲ ባይዱ拟研究方向
1) 单一分散→耦合集成 模拟功能由单一的温度场、流场、应力/应变场、组织场
模拟进入耦合集成阶段。包括:流场←→温度场;温度场 ←→应力/应变场;温度场←→组织场;应力/应变场←→组 织场等之间的耦合,以真实模拟复杂的实际热加工过程。
2) 共性、通用→专用、特性 由于建立在温度场、流场、应力/应变场数值模拟基础上的 常规热加工,特别是铸造、冲压、铸造工艺模拟技术的日益 成熟及商业化软件的不断出现,研究工作已由共性通用问题 转向难度更大的专用特性问题:
铸造工艺 设计
去应力及均
钢水冶炼
浇注
打箱
匀化热处理
组织及力学 性能检测
精加工
差硬热处理
无损检测
粗加工
铸钢支承辊生产流程图
铸件和铸型的 几何造型
对铸件作网格剖分,离 散到所需的单元尺寸,
修正表面形状
求解能量、动量等 控制方程及缺陷预 测的各种判据函数
计算结果显示与分析
边界条件与初始条件
金属与铸型材料热物 性参数数据的输入
缩孔位置模拟验 证初次工艺设计 思想是否合理
缩孔深964mm
充型凝固后产生的缩孔
2.2 根据凝固过初次模拟结果确定铸型设计方案
方案一:下辊颈金 属型直径2500mm. 方案二:下辊颈金 属型直径2167mm.
工程材料与热加工复习资料-学生(含部分答案)
工程材料与热加工复习资料第1章材料的力学性能疲劳断口的三个区域。
疲劳源区、疲劳裂纹扩展区和最后断裂区三部分组成5.金属塑性的2个主要指标。
伸长率和断面收缩率6.金属的性能包括力学性能、_物理___性能、_化学_性能和__工艺_性能。
7.材料的工艺性能包括哪些?包括铸造性、焊接性、锻压性、切削性以及热处理性。
第2章金属的晶体结构与结晶二、问答题1.金属中常见的晶体结构有哪几种?(α-Fe、γ-Fe是分别是什么晶体结构)。
体心立方体晶格、面心立方体晶格、密排六方晶格。
α-Fe 是体心立方体晶格结构γ-Fe是面心立方体晶格结构晶体和非晶体的特点和区别。
2.实际晶体的晶体缺陷有哪几种类型?点缺陷、线缺陷、面缺陷。
3点缺陷分为:空位、间隙原子、置换原子4.固溶体的类型有哪几种?置换固溶体、间隙固溶体5.纯金属的结晶是由哪两个基本过程组成的?晶体的形成、晶体的长大6.何谓结晶温度、过冷现象和过冷度?纯金属液体在无限缓慢的冷却条件下的结晶温度,称为理论结晶温度金属的实际结晶温度低于理论结晶温度的现象称为过冷现象理论结晶温度与实际结晶温度的差叫做过冷度过冷度与冷却速度有何关系?结晶时冷却的速度越大,过冷度越大,金属的实际结晶温度就越低。
7.晶粒大小对金属的力学性能有何影响?在一般情况下,晶粒越细,金属的强度、塑性和韧性就越好。
细化晶粒的常用方法有哪几种?增加过冷度、变质处理、振动或搅拌8.什么是共析转变?在恒定温度下,有一特定成分的固相同时分解成两种成分和结构均不同的新固相的转变成为共析转变二、填空题1.珠光体是由___铁素体_____和____渗碳体_____组成的机械混合物(共析组织)。
2.莱氏体是由_____奥氏体___和____渗碳体_____组成的机械混合物(共晶组织)。
3.奥氏体在1148℃时碳的质量分数可达____2.11%______,在727℃时碳的质量分数为____0.77%___。
4. 根据室温组织的不同,钢可分为___共_____钢、____亚共____钢和____过共___钢。
《机械制造基础》课程教学大纲
《机械制造基础》课程教学大纲课程类别:专业基础课适用专业:机电一体化适用层次:高起专适用教育形式:网络教育/成人教育考核形式:考试所属学院:制造科学与工程学院先修课程:《画法几何与机械制图》、《机械制造工艺学》、《工程材料》、《计算机文化基础》、《机械设计基础》、《数控机床与编程》、《先进制造技术》、《特种加工》一、课程简介《机械制造基础》是机械工程学科的一门专业课程,它系统地介绍了机械制造生产过程及主要工艺方法,分析了制造新工艺、新技术、新材料及其发展趋势。
为学习者解决机械制造方面的实际问题提供了理论基础。
本课程学习需要掌握的前续知识主要包括工程材料学、机械制图和机械制造工艺学等。
学习本课程对于开展机械设计和机械制造过程具有不可替代的功能和作用。
二、课程学习目标本课程主要进行机械产品的制造方法、生产工艺和加工质量控制的教育,帮助学生建立起正确的生产制造观念,培养学生运用新技术、新工艺和新方法去发现问题、分析问题和解决问题的能力。
三、课程主要内容和基本要求本课程将工程材料、金属材料热加工工艺和机械制造工艺等多方面的理论基础知识和实践知识有机结合,形成完整的教学训练系统。
主要内容分为以下几个模块:模块一:机械制造概述具体包括机械的概念、机械制造的一般过程、机械制造的基本环节和现代制造技术等内容。
主要介绍机械的定义、机械产品分类、自动化制造系统、零件的生产过程和装配过程、机械加工方法和数控技术等相关概念。
一方面让初学者对机械制造有一个初步的认识,另一方面也为后续课程的学习奠定基础。
要求掌握机械产品的分类、自动化制造系统、零件的生产过程和现代加工技术,熟悉机械产品加工方法,了解CAD/CAM/CAPP/CAE/PDM技术。
模块二:材料的力学性能及选用具体包括金属材料的力学性能、铁碳合金金相图、钢的热处理、常用金属材料和非金属材料的选用等内容。
本部分是机械产品生产制造应当掌握的基本知识,是机械加工的基础之一。
绪论
机械制造: 将原材料制成零件的毛坯,将毛坯加工成机
械零件,再将零件装配成机器的整个过程。 生产准备
(市场调查, 购买原材料)
毛坯制造
(铸造,锻 造, 焊接,冲压等)
机械加工
(车铣,刨,磨, 钻,镗等)
装配调试
(组装,部 装,总装)
– 讨论话题:说说看,你熟悉的某件生活用品,用到了 哪些材料,大致是如何制造出来的,大致要什么样的 制造设备才能做出来。
Ⅱ 课程研究对象及内容
公差配合与测量技术
课程内容
工程材料
成型工艺
Ⅱ 课程研究对象及内容
公差配合与测量技术
主要介绍机械零件的几何精度及公差配合的基本知识,几何参数测量的 基本理论和应用,使学生掌握有关精度设计和几何量检测的基础理论知
识和基本技能。
工程材料
以剖析铁碳合金的金相组织为基础,以介绍工程材料的性质和合理选材 为重点,使学生获得机械工程材料及热处理方面的基本理论,具有金属 材料的选用及热处理工艺操作的基本能力。
Ⅳ 课程的学习方法及要求
1、上课认真听讲,不准无故旷课(达1/3者取消考试资格)。
2、在理解的基础上熟记概念规定,及时归纳、总结。 3、应用国标规定,术语概念去解释实际现象,解决实际问题。 4、积极参与小组讨论,多思考、多提问。
5、借助图书馆、网络平台,学习相关资料,拓宽知识面。
Ⅳ 课程的学时安排
• 1.在产品设计或生产中,为了满足不同要求,同 一品种的某一参数,从大到小取不同值时 (形成 不同规格的产品系列),应该采用的一种科学的数 值分级制度,人们由此总结了一种科学的统一的 数值标准,即为优先数和优先数系。
• 2.优先数的主要优点是:相邻两项的相对差均匀, 疏密适中,运算方便,简单易记。在同系列中, 优先数的积、商、整数乘方仍为优先数。因此, 优先数系得到广泛应用。
《工程材料及成型技术》教案
教案20 07~ 20 08学年第1学期学院、系室机械工程系课程名称材料与成型技术专业、年级、班级工业工程06级主讲教师庄哲峰福建农林大学教案编写说明教案又称课时授课计划,是任课教师的教学实施方案。
任课教师应遵循专业教学计划制订的培养目标,以教学大纲为依据,在熟悉教材、了解学生的基础上,结合教学实践经验,提前编写设计好每门课程每个章、节或主题的全部教学活动。
教案可以按每堂课(指同一主题连续1~4节课)设计编写。
教案编写说明如下:1、编号:按施教的顺序标明序号。
2、教学课型表示所授课程的类型,请在理论课、实验课、习题课、实践课及其它栏内选择打“√”。
3、题目:标明章、节或主题。
4、教学内容:是授课的核心。
将授课的内容按逻辑层次,有序设计编排,必要时标以“*”、“#”“?”符号分别表示重点、难点或疑点。
5、教学方式、手段既教学方法,如讲授、讨论、示教、指导等。
教学媒介指教科书、板书、多媒体、模型、标本、挂图、音像等教学工具。
6、讨论、思考题和作业:提出若干问题以供讨论,或作为课后复习时思考,亦可要求学生作为作业来完成,以供考核之用。
7、参考书目:列出参考书籍、有关资料。
8、日期的填写系指本堂课授课的时间。
福建农林大学教案编号:1福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案福建农林大学教案。
《工程材料与热加工基础》第十章锻压生产

第一节 金属的锻造性能
一、金属的塑性变形概述 金属塑性变形的实质,对于单晶体是由于金属原子某晶面两侧受切应力
作用产生相对滑移,或晶体的部分晶格相对于某晶面沿一定方向发生切变, 即滑移理论和孪生理论。
二、热锻、冷锻、温锻、等温锻
从金属学的观点划分锻压加工的界限为再结晶温度。 1.热锻 在金属再结晶温度以上进行的锻造工艺称为热锻。在变形过程中 冷变形强化和再结晶同时存在,属于动态再结晶。 2.冷锻 在室温下进行的锻造工艺称为冷锻。冷锻可以避免金属加热出现 的缺陷,获得较高的精度和表面质量,并能提高工件的强度和硬度。但冷 锻变形抗力大,需用较大吨位的设备,多次变形时需增加再结晶退火和其 它辅助工序。目前冷锻主要局限于低碳钢、有色金属及其合金的薄件及小 件加工。 3.温锻 在高于室温和低于再结晶温度范围内进行的锻造工艺称为温锻。 与热锻相比,坯料氧化脱碳少,有利于提高工件的精度和表面质量;与冷 锻相比,变形抗力减小、塑性增加,一般不需要预先退火、表面处理和工 序间退火。温锻适用于变形抗力大、冷变形强化敏感的高碳钢、中高合金 钢、轴承钢、不锈钢等。 4.等温锻 在锻造全过程中,温度保持恒定不变的锻造方法称为等温锻。
避免锥形、楔形结构
三、自由锻零件结构工艺性
3、应避免圆柱面与圆柱面、圆柱面与棱柱面相交; 避免圆柱面与圆柱面、圆柱面与棱柱面相交
三、自由锻零件结构工艺性 4、零件上不允许有加强筋;
三、自由锻零件结构工艺性 5、对横截面尺寸相差很大或形状复杂的零件,应尽可能分别对其进 行锻造,然后用螺纹连接。
如下图:螺纹连接
(四)高合金钢的锻后冷却 由于高合金钢的导热性差,塑性低,终锻温度较高,如果冷却速度
快,会因热应力和组织应力使锻件出现裂纹。因此,终锻后应尽快采取 工艺措施保证锻件缓慢冷却。
我国在金属材料及热加工领域取得的杰出成果、先进工艺与技术
我国在金属材料及热加工领域取得的杰出成果、先进工艺与技术1. 引言1.1 概述金属材料及热加工领域是我国制造业和工程技术发展中至关重要的一部分。
近年来,在科学研究和工程实践的推动下,我国在金属材料研发、性能改进和应用领域取得了许多杰出成果。
同时,在热加工领域,具有先进工艺与技术的引入和创新也极大地促进了金属材料的应用与产业发展。
1.2 文章结构本文将深入探讨我国在金属材料及热加工领域取得的杰出成果、先进工艺与技术,并介绍这些成果在相关行业的应用案例。
文章将分为五个部分进行论述。
首先,引言部分进行概述并介绍本文结构;其次,第二部分将重点介绍我国在金属材料方面取得的研发成果、材料性能改进以及应用领域拓展方面的重要突破;然后,第三部分将详细探讨我国在热加工领域所采用的先进工艺与技术,包括热处理技术创新、成形工艺优化以及焊接与热连接技术的进展情况;接着,第四部分将通过汽车制造领域、能源行业应用以及建筑与航空航天领域的创新应用案例进行分析,以展示这些金属材料及热加工技术的实际产业应用价值;最后,在结论与展望部分总结文章主要成果,并探讨未来金属材料及热加工领域的可持续发展方向和前景展望。
1.3 目的本文旨在全面介绍我国在金属材料及热加工领域取得的杰出成果、先进工艺与技术,突出其重要性和实际应用价值。
通过深入剖析相关成果和案例,我们可以更好地了解我国在这一领域的科学研究和产业发展水平,并为未来的进一步创新提供有益启示。
同时,该文旨在促进学者、科研机构和产业界之间的信息交流与合作,以推动我国金属材料及热加工领域的快速发展,不断提升其在国际舞台上的竞争力。
2. 金属材料的杰出成果:2.1 研发成果:我国在金属材料领域取得了许多重要的研发成果。
首先,我们在金属合金的研究与开发方面取得了巨大进展。
通过合金的优化设计和制备工艺的改进,我们成功地提高了许多金属合金的力学性能、耐腐蚀性能和热稳定性。
例如,在航空航天领域,我们开发出一系列新型镍基和钛基高温合金,用于制造高压涡轮叶片和燃气涡轮引擎等关键部件,使飞机的性能得到显著提升。
热加工:joining processes and equipment制造工程与技术(热加工)(1)

Why joining processes?
Without joining, there would not be modern industry. Because products or parts would be Impossible to manufacture Expensive Difficult to maintenance Hard to get different properties Difficult to transportation
Joining: Connect parts together. Joining is an all-
inclusive term (总称) ,covering processes such as welding, brazing, soldering, adhesive bonding(胶接), and mechanical fastening.
The application The joint design The materials involved The shapes of the components to be joined, their thicknesses, and their sizes Others: the location of the joint within the product, component numbers, the operator skill required, costs and so on.
3
1
2
2
2
Resistance Welding
1
工程材料与成形工艺基础 课件说明 各章思考题及思考题答案_OK

• 答:参見教材P33。
• 4-12.什么是回火?回火工艺的分类、目的、组织与应用是什么?
• 答:参見教材P27。
• 4-13. 什么叫调质处理?调质处理获得什么组织?
• 答:参見教材P34。
• 4-14. 什么叫表面热处理?常用的表面热处理有哪些?
• 答:参見教材P34。
• 4-15.什么叫火焰加热表面淬火?目的是什么?有哪些特点?用于什么场合?
《工程材料与成形工艺基础》 课件
课件主编:赵海霞 付平 技术支持:张丽敏 主 审:孟庆东
化学工业出版社
1
《工程材料与成形工艺基础》
• 开本:16开 • 定价:28.00元 • 2008年9月化学工业出版社出版 • 编辑联系方式 化学工业出版社 机械电气分社 王清颢(hao) 地址:北京东城区青年湖南街13号
胜(各章学习指导;试题庫)。 另外,张丽敏、滕腾也参加了课件中部分图、表的校正,汇总等工作。 课件由孟庆东教授审阅。在编写过程中得到各位编者所在学校领导、老师的大力支持,参阅、借用了许多
同类课件的资料,在此一一表示衷心的感谢。 编者企望电子课件能对采用此教材的师生的教与学有所邦助。但由于编者水平有限,经验不足,加之时间
的目的及适用范围。
• 10.表面热处理的概念。
15
思考题与习题
• 4-1.什么是热处理?热处理的目的是什么? • 答:参見教材P27。 • 4-2.马氏体与贝氏体转变有哪些异同点? • 答:参見教材P31。 • 4-3.试述影响C曲线形状和位置的主要因素。 • 答:参見教材P30。 • 4-4.马氏体的硬度主要取决于什么?说明马氏体具有高硬度的原因。 • 答:参見教材P31-32。 • 4-5.珠光体、贝氏体和马氏体的组织和性能有什么区别? • 答:参見教材P30-32。 • 4-6.什么是残余奥氏体?它会引起什么问题? • 答:参見教材P27。 • 4-7.什么是退火热处理?常用的退火分为哪几种?各有何特点? • 答:参見教材P27。
机械制造基础课后答案(部分一样)

第1章1.观察你身边的机械产品,总结机械制造包括哪些基本环节。
毛坯制造环节和切削加工环节,前者属于热加工范畴,后者属于冷加工范畴。
2.找机会到你身边的制造企业进行实地参观和考察,认真理解学过的知识。
略3.思考在当今时代要成为一名优秀的机械制造工程师需要经过哪些素质训练。
略4.提高产品质量,降低生产成本主要有哪些措施?1)批量生产毛坯2)利用先进加工技术进行零件加工3)利用数控加工中心取代普通生产线第2章1.什么是铸造?生产铸件主要有哪些工艺流程?评价材料铸造性能的主要指标是什么?铸造是一种传统的毛坯生产方式,将固态的铸造材料熔解后转变为液态,将其浇注到与模型形状一致的铸型中,冷却凝固后获得固态的产品。
铸造是一个复杂的工艺过程,包括以下4个主要步骤。
造型过程造芯过程合箱和浇注过程落砂清理过程评价材料铸造性能的主要指标是流动性和收缩率。
2.什么是同时凝固原则?其包含的主要工艺特点是什么?有何主要用途?对于壁厚单向递增的工件,将浇口设置在薄壁处,并在厚壁处安放冷铁使薄壁部位维持高温时间延长,厚壁部位冷却速度加快,减小了它们之间的温度梯度,从而减小内应力,这就是同时凝固原则。
工艺特点:浇口设置在薄壁处,厚壁处利用冷铁使薄壁部位维持高温时间延长,厚壁部位冷却速度加快,减小了它们之间的温度梯度,从而减小内应力。
主要用途:防止应力的产生。
3.哪种材料是“以铁代钢”的最好选择?这种材料具有哪些典型特性?球墨铸铁。
其石墨呈球状,对金属基体的割裂作用进一步减轻,其强度和韧性显著提高,远远高于灰口铸铁,并可以与钢媲美。
4.机床床身、火车轮和水管弯头分别适合用哪种材料铸造?床身用HT300或HT350灰口铸铁,火车轮用QT800-2 和HT900-2球墨铸铁,弯头用KTH300-6可锻铸铁。
5.为什么要规定铸件的“最小壁厚”和“临界壁厚”?如果所设计铸件的壁厚小于允许的“最小壁厚”,铸件就易产生浇不足、冷隔等缺陷。
如果所设计铸件的壁厚大于“临界壁厚”,容易产生缩孔、缩松、结晶组织粗大等缺陷,从而使铸件的力学性能下降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fig : Schematic illustration of a typical riser-gated casting. Risers serve as reservoirs, supplying molten metal to the casting as it shrinks during solidification.
• Mold Geometry • Skin thickness
Heat Transfer
• Shrinkage – causes dimensional changes and, sometimes cracking, is the result of the following: – Contraction prior to solidification – Contraction during phase changes – Contraction as temperature drops to ambient temperature
Note: Castability – describes the case with which a metal can be cast to obtain a part with good quality.
Fluidity of Molten Metal
Fig : A test method for fluidity using a spiral mold. The fluidity index is the length of the solidified metal in the spiral passage. The greater the length of the solidified metal, the greater the length of the solidified metal, the greater is its fluidity.
Reynolds Number is used to quantify this aspect
• 0 < Re < 2000 => laminar flow
• 2000 < Re < 20 000 =>mixture of laminar and turbulent flow • Re > 20 000 => severe turbulence
Fluid Flow
Basic casting system: – Fluid is pored though a pouring basin – Flows though the gating system into the mold cavity
Schematic of typical riser-gated casting.
Grain Structure for Pure Metals
• Two types of grains are formed for a pure metal – Fine equiaxed grains – Columnar • Rapid cooling at the walls produces fine equiaxed grains • Columnar grains grow opposite of the heat transfer throughout the mold following the chill zone
Principles of fluid flow – Bernoulli’s Theorem – Continuity Flow Characteristics: turbulence is an important consideration in gating systems.
Flow Characteristics
Fig : Solidified skin on a steel casting. The remaining molten metal is poured out at times indicated in the figure. Hollow ornamental and decorative objects are made by a process called slush casting, which based on this principle
Techniques for minimizing turbulence
• Avoid sudden changes in flow direction • Dross or slag can be eliminated by vacuum casting • Use of filters eliminates turbulent flow in the runner system
• Casting is one of the most versatile manufacturing processes
Advantages of Casting
• Low cost and quick • Easier to manufacture • Can produce intricate shapes and internal openings • Can produce parts in one piece • Best suited for composite components
Illustration of Cast Structures
Alloys
• Solidification in alloys begins when the temperature drops below the liquidus TL and is complete when it reaches the solidus, TS.
Gate – is the portion of the runner though which the molten metal enters the mold cavity Risers – serve as reservoirs to supply the molten metal necessary to prevent shrinkage.
Introduction
Important Considerations
– Flow of Molten Metal – Solidification and Cooling – Type of Mold Material
Solidification of Metals
Involves liquid metal turning back in to solid metal The process is different for Pure metals and alloys Can be divided into two steps: Formation of stable nuclei Growth of crystals
Alloys
• Within the TL and TS Temperature range, the alloy is like a slushy with columnar dendrites
Effects of Cooling Rates
• Slow cool rates results in course grain structures (102 K/s) • Faster cooling rates produce finer grain structures (104 K/s) • For even faster cooling rates, the structures are amorphous (106 – 108 K/s) • Grain size influences strength of a material • Smaller grains have higher ductility and strength • Smaller grains help prevent hot tearing and/or cracks in the casting
Fluid Flow
Sprue – is a vertical channel though which the molten metal flows downward in the mold
Runners – channels that carry the molten metal from the sprue to the mold cavity
Fundamentals of Metal Casting
CHAPTER 10
Topics
• • • • • • Introduction Solidification of Metals Fluid Flow Fluidity of Metals Heat Transfer Defects
Overview of Casting
Heat Transfer
Important consideration in casting – Heat flow in the system • Complex • Depends of flow characteristics Solidification Time – A function of the volume of a casting and its surface area • Solidification time = C volume 2 surface area – Effects on solidification time
• Casting uses the idea that a liquid metal can take the shape of any vessel containing it. • When the metal cools it has taken the shape of its container