2017年全国职业院校技能大赛中职组“焊接技术”赛项技术文件
全国职业院校技能大赛中职组赛项
全国职业院校技能大赛中职组赛项技能大赛是我国职业院校中一项重要的技能竞赛活动,旨在促进职业院校学生的综合素质和技能水平的提高。
其中,职业组赛项是其中的一个重要组成部分。
本文将重点介绍全国职业院校技能大赛中职组赛项的相关内容。
职业组赛项旨在培养职业素质,提高学生的实际操作技能。
比赛项目通常包括多个职业技能,如机电一体化、汽车维修、电子技术应用、餐饮服务等。
学生在比赛中需要展现自己在特定职业领域的技能,同时也需要具备良好的团队合作能力和解决问题的能力。
在机电一体化赛项中,学生需要通过组装和调试一台机械设备来展示他们的技能。
比赛要求学生具备良好的机械基础知识和操作技能,能够熟练运用机械工具和测量仪器,准确地完成各项任务。
同时,他们还需要具备一定的分析和解决问题的能力,能够在比赛中迅速应对各种技术难题。
汽车维修赛项是另一个热门的职业组赛项。
学生需要通过对一辆汽车进行全面的检查和维修,展示他们在汽车维修方面的技能。
比赛要求学生具备精确的故障诊断能力和维修技巧,能够迅速找出汽车故障并进行修复。
同时,他们还需要熟悉各种汽车零部件和维修工具,能够灵活运用,高效完成任务。
电子技术应用赛项要求学生在规定时间内完成一项电子设备的组装和调试。
参赛学生需要具备扎实的电子基础知识和熟练的操作技能,能够准确地判断电路故障并进行修复。
此外,他们还需要具备一定的创新能力,能够根据实际情况进行设计和改进。
餐饮服务赛项是一个更加注重服务技能的赛项。
学生需要在规定时间内完成一道菜品的制作,并进行现场服务。
比赛要求学生具备熟练的刀工技巧、精确的配料和调味能力,能够制作出色香味俱佳的菜品。
同时,他们还需要具备良好的沟通能力和服务意识,能够与顾客进行有效的沟通和交流,提供专业的餐饮服务。
职业组赛项不仅要求学生具备扎实的专业知识和操作技能,还注重学生的创新能力和团队合作能力的培养。
比赛过程中,学生需要与队友密切配合,共同解决技术难题和完成任务。
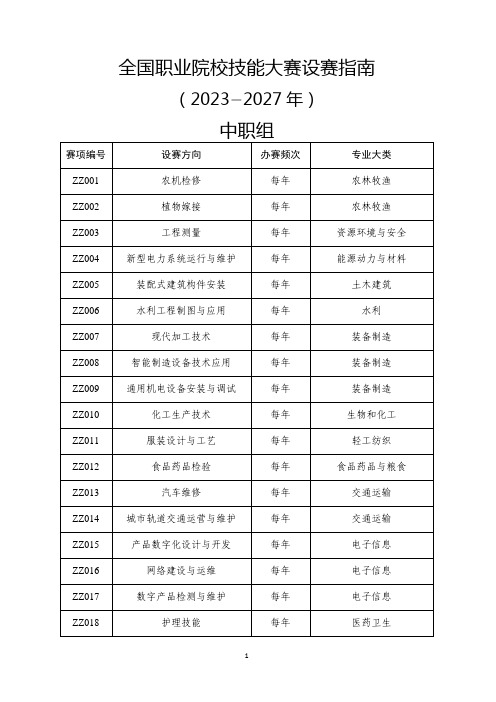
全国职业院校技能大赛设赛指南
每年
电子信息
GZ035
5G 组网与运维
每年
电子信息
GZ036
区块链技术应用
每年
电子信息
GZ037
工业互联网集成应用
每年
电子信息
GZ038
物联网应用开发
每年
电子信息
GZ039
护理技能
每年
医药卫生
GZ040
中药传统技能
每年
医药卫生
GZ041
检验检疫技术
每年
医药卫生
GZ042
康复治疗技术
每年
医药卫生
无人机操控与维护
双数年
装备制造
ZZ049
焊接技术
双数年
装备制造
ZZ050
汽车车身修复与美容
双数年
交通运输
ZZ051
电子产品设计与应用
双数年
电子信息
ZZ052
大数据应用与服务
双数年
电子信息
ZZ053
康复技术
双数年
医药卫生
ZZ054
智慧物流作业
双数年
财经商贸
ZZ055
导游服务
双数年
旅游
ZZ056
戏曲表演
地理空间信息采集与处理
每年
资源环境与安全
GZ005
生产事故应急救援
每年
资源环境与安全
GZ006
新型电力系统技术与应用
每年
能源动力与材料
GZ007
新材料智能生产与检测
每年
能源动力与材料
GZ008
装配式建筑智能建造
每年
土木建筑
GZ009
建筑装饰数字化施工
每年
GZ093 智能焊接技术赛题第1套

全国职业院校技能大赛高职组“智能焊接技术”赛项GZ093赛项(第一套)场次号:工位号:日期:月日全国职业院校技能大赛高职组“智能焊接技术”赛项GZ093赛题(第一套)一、理论测试(100分)(一)单选题(每题1分,30题,共30分)1.机器人示教工件时,示教器的挂带要套在左手上,应该时刻保持()操作。
A、双手;B、单手;C、左手;D、右手。
2.当模式选择开关处于运营模式位置(Auto)时,可以进行()。
A、示教和编辑;B、编辑和焊接;C、焊接;D、示教和焊接。
3.二氧化碳气体预热器所用的电压不得高于:()。
A、36V;B、48V;C、110V;D、220V。
4.在焊接过程中,尽管机器人操作机、变位机、装卡设备和工具能达到很高的精度,但由于存在被焊工件几何尺寸和位置误差,以及焊接过程中热输入能引起工件的变形,()仍是焊接过程中不可缺少的设备。
A、传感器;B、控制器;C、变位器;D、操作机。
5.用于检测物体接触面之间相对运动大小和方向的传感器是()。
A、接近觉传感器;B、接触觉传感器;C、滑动觉传感器;D、压觉传感器。
6.交流钨极氩弧焊时的稳弧装置是()。
A、电磁气阀;B、高频振荡器;C、脉冲稳弧器;D、稳压器。
7.二氧化碳保护焊一般采用(),此时使用各种焊接电流值都能获得比较稳定的电弧,熔滴过渡平稳。
A、直流正接;B、直流反接;C、交流电源;D、脉冲电源。
8.为提高焊接电弧的稳定性,应()。
A、提高电弧电压;B、增大焊接电流;C、提高焊接速度;D、改变焊条角度。
9.焊丝干伸长对机器人焊接会产生影响,它是指从()的距离。
A、导电嘴端部到工件;B、喷嘴端部到工件;C、焊丝端部到工件;D、距工件5mm。
10.每焊完一层焊缝后,立即用气焊火焰加热焊道表面,温度控制在()℃的操作叫跟踪回火。
A、700~800;B、800~900;C、900~1000;D、1000~1100。
11.低碳钢及部分低合金钢焊接构件加热温度和保温时间与消除应力的效果有关,加热()℃,保温20~40h,基本上可以消除全部残余应力。
2024年全国职业院校技能大赛焊接技术赛题(第1套)

全国职业院校技能大赛中职组“焊接技术”赛项ZZ049赛题(第1套)场次号:工位号:日期:月日全国职业院校技能大赛中职组“焊接技术”赛项ZZ049赛题(第1套)每位选手需要焊接三个模块的试件,合计时间300分钟(5小时),其中模块一和模块二的手工焊接必须在150分钟(2.5小时)内完成,模块三机器人焊接必须在150分钟(2.5小时)完成。
一、模块一板对接熔化极气体保护焊横焊(30分)母材材料Q235;板规格:长宽250×100mm、厚度δ=10mm;焊丝型号规格:ER50-6,Φ1.2mm;保护气体:99.95%CO2。
图1模块一焊接装配示意图技术要求:1.要求单面焊双面成形;2.钝边与间隙自定;3.V型坡口60°,两端不得安装引弧板、熄弧板;4.焊件一经施焊不得更换和改变焊接位置;5.点固焊时允许做反变形、点固焊要求一次完成。
二、模块二管对接钨极氩弧焊打底,焊条电弧焊填充盖面45°固定焊(40分)母材材料20;管直径和壁厚Φ108×8mm,长100mm;焊丝型号规格:ER50-6,Φ2.5mm;保护气体:99.99%Ar;焊条型号规格E5015,Φ2.5mm、Φ3.2mm和Φ4mm。
图2模块二焊接装配示意图技术要求:1.要求单面焊双面成形;2.钝边与间隙自定;3.坡口60°;4.定位焊在正面坡口内,不准在仰焊位置(即5~7点钟位置);5.焊件一经施焊不得任意更换和改变焊接位置。
三、模块三组合件机器人实心焊丝混合气体保护焊(30分)母材材料20和Q235;管直径和壁厚Φ108×8mm,高130mm;筋板厚度8mm;焊丝型号规格:ER50-6,Φ1.2mm,保护气体:80%Ar+20%CO2。
图3模块三焊接装配示意图图4模块三试件三维示意图技术要求:1.焊接方法:熔化极混合气体保护焊机器人焊接;2.按照图纸要求组对试件;3.焊件钢印号位于筋板侧底板的右上角;4.选手完成焊接编程和轨迹示教,焊接前必须向监考裁判示意,裁判确认后,方可启动机器人进行焊接;5.假如选手操作失误发生撞枪或其他设备问题,但仍可恢复竞赛操作的,从本模块最终得分中扣除相应分值,如致使设备损坏无法继续焊接完成的,则终止比赛;6.焊接机器人开启自动焊接模式后,允许人工介入次数≤2次,但每次人工介入从本模块最终得分中扣除相应分值。
职业技能大赛焊接项目技术文件

第二届全省职业技能大赛焊接项目技术文件2020年9月目录1.项目介绍 (2)1.1项目描述 (2)1.2考核标准 (2)1.3选手应具备的能力 (2)2.竞赛项目 (2)2.1竞赛内容 (2)2.2竞赛时间安排 (3)2.3竞赛规则 (3)3.评判标准 (5)3.1分数和成绩计算方法 (5)3.2评分标准 (6)3.3客观和主观评分 (11)3.4裁判员组成和分工 (11)3.5评判流程 (12)3.6评判使用设备和工具 (13)4.竞赛相关设施设备 (14)4.1竞赛设施设备工具及试件 (14)4.2选手自带物品及要求 (16)5.项目特别规定 (17)5.1赛前 (17)5.2赛中 (17)5.3违规情形 (17)6.健康、安全和环保要求 (18)6.1比赛环境 (18)6.2安全教育 (19)6.3环境保护 (19)附件:竞赛样题 (20)1.项目介绍1.1项目描述焊工是操作焊接和气割设备,进行金属工件的焊接或切割成型的人员。
焊接不同的材料需要不同的焊接方法。
为了达到焊接质量要求,焊工必须能够读懂焊接图纸、焊接标准和标记符号,应了解材料的特性并掌握所要求的焊接方法。
此外还需掌握焊接作业安全知识。
焊接技能涵盖了不同焊接方法:焊条电弧焊、熔化极气体保护(包括:实芯焊丝、药芯焊丝)、钨极氩弧焊(直流钨极氩弧焊、交流钨极氩弧焊):不同焊接位置:平、立、横、仰:不同材料:低碳钢、不锈钢、铝等材料的板、管组成的各类产品的焊接,并且焊缝的表面质量及内部质量到达规定的要求。
评分过程中对试件上选手编号进行密封并编制明码,对试件评分实行保密制度,对监考裁判实行回避制度,对评判工作实行全公开制度等措施,确保公平公正。
1.2考核标准本赛项按照《中华人民共和国职业标准》(焊工高级)为考核标准,参考世界技能大赛焊接项目技术要求,结合我省的实际情况,增加新知识、新技术、新设备、新技能及职业道德等相关内容,注重操作细节,突出操作规范,体现全面技术,依据安全规程进行竞赛。
2017年全国职业院校技能大赛常规赛项(中职组)汽车机电维修获奖名单《附国赛指导教师内部交流资料》

2017年全国职业院校技能大赛常规赛项(中职组)汽车机电维修获奖名单《附国赛指导教师内部交流资料》一、汽车机电维修获奖名单一等奖序号代表队学校姓名指导教1 宁波市鄞州职业高级中学朱静斌颜世2 浙江省温岭市职业中等专业学校林晖翔王3 广东省佛山市顺德区中等专业学校何胜奇罗健4 山东省山东省潍坊商业学校寇桂铨于永5 江苏省南京交通中等专业学校周祥旺沈文6 吉林省长春市机械工业学校崔健李小7 江苏省苏州建设交通高等职业技术学校熊炜邱8 浙江省湖州交通学校钟征宇黄梦9 重庆市重庆工商学校陈润森王孝10 广东省佛山市华材职业技术学校余韶清韩彦11 河南省郑州市国防科技学校吴松春刘云12 山东省日照市科技中等专业学校葛玉平马亚13 贵州省贵州交通技师学院周展丞胡14 青岛市青岛市黄岛区职教中心张瑞民刘15 贵州省贵州交通技师学院王万兵唐二等奖序号代表队学校姓名1 上海市上海市交通学校邓文俊2 广东省珠海市理工职业技术学校何伟标3 江苏省苏州建设交通高等职业技术学校田子森4 上海市上海市曹杨职业技术学校莫智杰5 重庆市重庆市立信职业教育中心曹清静6 浙江省杭州市交通职业高级中学柯俊雄7 深圳市深圳市第二职业技术学校李涛8 福建省福建省龙岩华侨职业中专学校黄清炼9 上海市上海市南湖职业学校王硕10 山东省德州交通职业中等专业学校宗兆强11 重庆市重庆市立信职业教育中心何柠园12 浙江省嘉兴市交通学校李佳浩13 大连市大连市交通口岸职业技术学校翟梦祥14 江苏省江苏省无锡汽车工程中等专业学校秦文钧15 山东省德州交通职业中等专业学校刘佳佳16 贵州省贵阳市交通技工学校朱方林17 四川省四川交通运输职业学校张伟18 深圳市深圳市龙岗职业技术学校刘振炜19 青岛市青岛交通职业学校刘甲贤20 大连市大连交通技师学院季鸿懿21 厦门市厦门工商旅游学校郭铭群22 吉林省长春职业技术学校吴海珊23 广东省广州市交通运输职业学校吴思远24 新疆生产建设兵团新疆生产建设兵团第一师阿拉尔职业技术学校郝贵宾25 河南省河南省理工中等专业学校肖富杰26 青岛市青岛市城阳区职业中等专业学校陈斌杰27 宁波市余姚市职成教中心学校龙俊28 天津市天津市交通学校赵金玮29 宁波市象山县技工学校郑书翔30 贵州省贵阳市交通技工学校罗晓豪三等奖序号代表队学校姓名1 云南省云南省交通高级技工学校牛滇2 云南省云南省交通高级技工学校张宇3 海南省海南省机电工程学校陈绵祥4 四川省四川交通运输职业学校左兆炯5 天津市天津市东丽区职业教育中心学校任海涛6 四川省成都汽车职业技术学校徐磊7 青岛市青岛市黄岛区高级职业技术学校王剑8 海南省海南省机电工程学校柯其德9 天津市天津市东丽区职业教育中心学校卢滦滦10 湖北省武汉市交通学校程家乐11 深圳市深圳市第二职业技术学校萨力·萨迪克12 北京市北京市昌平职业学校魏子仁13 陕西省眉县职业教育中心杨洋14 海南省海南省高级技工学校张志伟15 重庆市重庆市渝北职业教育中心蔡泽东16 河南省河南省交通高级技工学校杜康康17 河北省涿州市职业技术教育中心尤胜雄18 厦门市厦门技师学院(中专部) 江仕斌19 厦门市厦门工商旅游学校舒神20 黑龙江省哈尔滨市汽车职业高级中学校张天宝21 湖南省常德汽车机电学校刘志超22 上海市上海市现代职业技术学校陈文超23 河南省河南省工业科技学校王栋24 辽宁省沈阳市汽车工程学校邢起斌25 宁波市慈溪市锦堂高级职业中学王远康26 湖南省常德汽车机电学校朱方强27 江西省南昌市第三职业中等专业学校邓云强28 四川省成都汽车职业技术学校王铎津29 山西省太原市交通学校伊勇斌30 新疆生产建设兵团新疆生产建设兵团第一师阿拉尔职业技术学校陈燕西31 湖北省武汉市交通学校周海林32 福建省福建工业学校肖易33 安徽省安徽省马鞍山市经济技术学校(职业教育中心)陶虎34 天津市天津市交通学校贾腾腾35 陕西省秦都区职业教育中心周昊36 深圳市深圳市龙岗职业技术学校周智雄37 湖北省荆州市创业职业中等专业学校汤进球38 陕西省眉县职业教育中心陈帆39 云南省云南省玉溪工业财贸学校蒋磊40 广西壮族自治区柳州市第一职业技术学校曾维定41 新疆维吾尔自治区吉木萨尔中等职业技术学校王鹏飞42 安徽省安徽省马鞍山市经济技术学校(职业教育中心)何后飞43 黑龙江省哈尔滨市现代应用技术中等职业学校李加伟44 青海省西宁市第一职业技术学校林斌州二、国赛指导教师内部交流资料尊敬的各位领导、老师:大家好!时光飞逝,职业院校技能大赛已成功举办了十年,我参与了七次,指导了网络搭建和网络空间安全两个赛项。
全国职业院校技能大赛焊接赛项规程

【全国职业院校技能大赛焊接赛项规程】文章近年来,随着我国经济的快速发展和产业结构的不断优化,焊接技术在制造业和建筑业中得到了广泛的应用。
为了提高我国焊接技术水平,推动职业院校学生的专业技能培养,全国职业院校技能大赛焊接赛项规程应运而生。
作为焊接技能竞赛的一部分,这一规程涵盖了广泛的焊接项目和技术要求,是培养我国高素质焊接技术人才的重要举措。
1. 赛项内容全国职业院校技能大赛焊接赛项规程包括多个赛项,如手工电弧焊、气体保护焊、激光焊等。
其中,最具代表性的赛项之一是手工电弧焊,它是一种常见的焊接方法,也是焊接技术中的基础内容。
参赛选手需要在一定的时间内,根据所提供的焊接图纸,采用手工电弧焊技术对规定的接头进行焊接。
这不仅考验了选手的焊接技术水平,还考察了他们的技术应用能力和工作效率。
2. 技术要求在全国职业院校技能大赛焊接赛项规程中,提出了严格的技术要求。
参赛选手需要熟练掌握焊接工艺和操作规程,合理选择焊接工艺参数和材料,正确操作焊接设备,并保证焊接质量符合规范要求。
选手还需具备良好的职业素养和团队合作精神,能够在紧张的比赛环境下,保持良好的工作状态和心理素质。
3. 比赛评分全国职业院校技能大赛焊接赛项规程严格按照评分标准进行评分。
评分标准不仅包括焊接质量的好坏,还包括焊接速度、安全操作和现场管理等多个方面。
评分委员会由具有丰富焊接经验和资历的专家组成,他们将根据参赛选手的焊接过程和成品质量,对其进行全面、公正的评分。
评分委员会将根据各项评分指标的得分情况,确定获奖选手和团队。
4. 个人观点与理解在当前社会中,焊接技术的应用越来越广泛,焊接人才的需求也在不断增加。
全国职业院校技能大赛焊接赛项规程的实施,为培养和选拔优秀的焊接技术人才提供了一个良好的评台。
通过比赛的方式,激发了学生对焊接技术的热情和学习积极性,提高了他们的实际操作能力和问题解决能力。
这对于提升我国焊接技术水平,满足行业用工需求和推动制造业升级具有积极的意义和作用。
全国职业院校技能大赛智能焊接技术项目

全国职业院校技能大赛智能焊接技术项目文档下载说明Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document 全国职业院校技能大赛智能焊接技术项目can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!智能焊接技术作为当今制造业中的重要一环,在提高焊接效率、质量和安全性方面发挥着至关重要的作用。
全国职业院校技能大赛中的智能焊接技术项目,是为了推动我国职业教育与产业需求的深度融合,培养高素质的焊接技术人才,满足现代制造业的发展需求而设立的。
本文将就该项目的背景、意义、参赛要求以及技术特点等方面展开讨论,以便更深入地了解这一重要竞赛项目。
2017年全国职业院校技能大赛中职组

2017年全国职业院校技能大赛中职组“酒店服务”赛项规程一、赛项名称赛项编号: ZZ-2017032赛项名称:酒店服务英语翻译:Hotel Services赛项组别:中职组赛项归属产业:现代服务业二、竞赛目的本赛项旨在通过检验选手酒店专业操作技能的规范性和熟练性、酒店服务意识、现场问题的分析与处理能力、语言沟通表达能力、卫生安全操作意识及心理素质等全方面综合素质,反映国家(旅游)职业教育教学水平,引导中职院校关注现代酒店业发展趋势及对酒店人才的新需求,促进高星级饭店运营与管理等专业开展基于酒店实际工作过程导向的教学改革,深化产教融合、校企合作,实现通过赛事推动职业教育的专业设置与产业需求对接、课程内容与职业标准对接、教学过程与生产过程对接,提高酒店行业所需高素质技能型人才的培养质量,为我国酒店业培养输送专业技能人才。
三、竞赛内容(一)竞赛内容的组成与比重具体内容组成及比重如下:(二)理论竞赛的内容与时长1.专业理论测试(口试):主要考察选手的专业理论综合分析及服务应对能力。
每位选手须回答专业理论4道题,其中简答题、应变题各2道。
时间为3分钟。
2.专业英语测试(口试):主要考察选手的对客服务英语口语表达能力,每位选手需回答情景对话5道题。
时间为3分钟。
(三)现场实操的内容与时长1.仪容仪表:主要考察选手的仪容仪表是否符合酒店行业的基本要求及岗位要求。
在现场操作比赛之前进行仪容仪表展示,展示时间不超过1分钟。
2.现场操作:各参赛选手独立完成所有现场操作比赛内容。
为贴近行业工作实际,着重考察选手技能标准掌握的准确性,尤其是基本技能与核心技能的熟练性、规范性、实用性、美观性。
中餐宴会摆台与服务现场操作比赛时间18分钟;客房中式铺床现场操作比赛时间3分钟。
四、竞赛方式1.本赛项为个人赛,各参赛选手独立完成所有竞赛内容。
同一学校报名人数不超过2人,每名选手限报1名指导教师。
2.本赛项不邀请国际院校参赛,邀请澳大利亚、芬兰、德国等国际团队观摩。
职业技能大赛焊工(组合件焊接)赛项技术文件
职业技能大赛焊工(组合件焊接)赛项技术文件技术文件:焊工(组合件焊接)赛项1. 赛项简介:焊工(组合件焊接)赛项是职业技能大赛的焊接项目之一,旨在考察选手在组合件焊接方面的技术能力和实际应用能力。
选手需要根据给定的具体任务和材料,进行组合件的焊接,实现高质量的焊接连接。
2. 赛项要求:2.1 技能要求:- 具备焊接的基本技能,熟悉常见的焊接工艺和操作规程;- 熟悉焊接材料的特性与性能,能正确选择适合的焊接材料;- 能根据焊接图纸和要求进行焊接工作,确保焊接件的尺寸、形状和位置精度满足要求;- 具备焊接安全意识,能正确使用焊接设备和个人防护装备。
2.2 设备和材料要求:- 焊接设备:选手需使用给定的焊接设备,包括焊枪、电源、气瓶等;- 焊接材料:选手需根据任务要求使用给定的金属材料进行焊接。
3. 比赛流程:3.1 材料准备:- 选手需根据比赛要求提前准备所需的焊接材料;- 选手需对焊接材料进行检查,确保其质量符合要求;- 在比赛开始前,选手需将焊接设备进行检修和调试,确保其正常工作。
3.2 比赛操作:- 比赛开始后,选手需根据任务要求,对给定的焊接材料进行分析和处理,包括预处理、清洁和防护等操作;- 选手需根据焊接图纸和要求进行焊接工作,保证焊接过程中的精度和质量;- 选手需根据比赛规定的时间限制内完成焊接任务。
3.3 焊后处理:- 完成焊接任务后,选手需对焊接件进行后处理,包括除渣、打磨、清洁等工作;- 选手需对焊接件进行检查,确保其质量符合要求;- 选手需对焊接设备进行清理、保养和存放,保证其正常工作和使用寿命。
4. 评分标准:4.1 焊接质量:焊缝的外观质量、强度和密实性;4.2 焊接尺寸:焊接件的尺寸精度与公差;4.3 焊接速度:按照规定时间内完成焊接任务;4.4 焊接安全:焊接过程中的安全操作和措施;4.5 专业知识:对焊接技术和焊接设备的理解和掌握程度;4.6 效率和协作:比赛中的工作效率和团队协作。
2017年全国职业院校技能大赛中(高)职组化工生产技术赛项在常州举行

2017年全国职业院校技能大赛中(高)职组化工生产技术赛
项在常州举行
佚名
【期刊名称】《化工职业技术教育》
【年(卷),期】2017(000)001
【摘要】6月1日至6日,2017年全国职业院校技能大赛中(高)职组化工生产技术赛项在常州工程职业技术学院举行.此次大赛分为中职组、高职组两个类别,其中,高职组有包括天津渤海职业技术学院、宁夏职业技术学院等全国43所院校代表队参赛,中职组有福建化工学校、南京六合中等专业学校等33所院校参赛队,参赛队伍规模创该赛项历史新高.
【总页数】2页(P68-69)
【正文语种】中文
【中图分类】TQ051.5
【相关文献】
1.2017年全国职业院校技能大赛中(高)职组“渤化”杯工业分析检验赛项在天津举行 [J], ;
2.为了化工生产技术赛项这片蓝天——在2018年全国职业院校技能大赛高职组化工生产技术赛项领队会上的讲话 [J], 于红军;
3.2021年全国职业院校技能大赛中职组化工生产技术赛项在兰州举办 [J], 王淑娟
4.2021年全国职业院校技能大赛中职组化工生产技术赛项获奖名单 [J],
5.为新时代东北振兴培养高素质的化工人才——访吉林工业职业技术学院2021年全国职业院校技能大赛高职组化工生产技术赛项参赛师生 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2017年全国职业院校技能大赛中职组“焊接技术”赛项技术文件一、竞赛内容与方式(一)本赛项不考理论,只对实际操作比赛完成的作品以及职业素养进行考核。
但技能操作中将融入焊接装配图识读、焊接应力与变形控制、焊接工艺参数选择以及焊接材料选择等理论知识的应用。
(二)实际操作考核部分:以现场实际操作方式考核,要求选手在规定时间内,按图纸及技术文件要求独立进行试件的打磨、装配及焊接。
实操操作内容见表1,分值占总成绩90%。
考核时间共计3.5小时。
1.组对规定:组对时试件的间隙、钝边、反变形,均由参赛选手自定。
2.定位焊规定:(1)板对接焊缝的定位焊应在两端20mm范围的坡口内,两端不允许加引弧板和熄弧板。
(2)管子对接焊和管板角焊缝的定位焊应在坡口内,定位焊不得超过三点,每段长度应≤10mm。
(3)定位焊应采用与正式焊接相同的焊接方法和焊接材料,焊材规格由参赛选手在大赛提供的范围内自选。
(4)所有试件一次组对完成。
试件在组对过程中出现问题,由参赛选手自己修复,不得调换。
3.上架固定规定:(1)规定在5G位置施焊的管件或管板,上架固定时,应在焊接开始前标记12点钟的位置,定位焊不准设在仰焊位置(即5-7点钟位置)。
(2)每个试件上架固定后,举手示意裁判员按照规定检查确认后方可施焊。
4.施焊操作规定:(1)施焊开始后,禁止使用电动工具;(2)对接焊缝均采用单面焊双面成形完成;(3)焊接时,焊缝最高点距地面不得高于1.2米;(4)焊接过程中,试件不准取下、移动或改变焊接位置;(5)5G位置的管或5FG管板对接焊,均应沿两半圆自下而上焊接,3G板立焊均应采用自下而上焊接;其他位置的管或板对接焊,焊缝根部焊道与表面焊道需沿同一方向焊接;(6)氩弧焊不允许重熔,不允许背部充氩。
(7)2G板材、4FG管板需采用多层多道焊接。
5.打磨及焊缝清理规定:(1)点固焊前,允许对坡口及两侧20mm范围进行打磨;(2)点固焊完成后,允许对点固焊缝范围进行打磨;(3)操作完成后,参赛选手应认真清理试件表面的焊渣、飞溅,但不能破坏焊缝表面的原始成形。
(三)职业素养考核:考核选手的操作的规范性、安全文明生产等。
在竞赛过程中进行考核。
分值所占比重为10%。
二、比赛设备、工器具及试件坡口加工(一)本赛项使用的设备由北京时代科技股份有限公司、无锡汉神电气股份有限公司和山东奥太电气有限公司提供赞助,设备生产年限要求一年内同一批次生产,由选手依据赛项内容,自由选择同一生产厂家设备,与报名表同时提交组委会,具体型号见表1:表1 焊接设备型号及生产厂家(二)参赛选手自备工具1、参赛选手允许自备以下工具:(1)面罩、手套、劳动防护用品(工作服、鞋、帽、平光眼镜等)。
(2)锤子、錾子、锉刀、钢丝刷、砂纸、钢锯条、手电筒、活动扳手、尖嘴钳、电动磨光机、拖线板、钨极、螺旋夹具等定位工具。
(三) 试件坡口加工1、板材对接试件坡口角度为60°(单侧坡口角度为30°)。
2、管材对接试件坡口角度为60°(单侧坡口角度为30°)。
3、管板角接试件管侧坡口角度为45°。
三、评分方法(一)决赛成绩由技能操作比赛和职业素养考核两部分成绩组成。
1、技能操作部分,满分为350分,技能操作分值组成见表2;占决赛总成绩的90%。
注:技能操作总得分换算成百分制后计入个人的技能操作得分。
(1)板试件两端各20mm范围内不评分,对其余焊缝进行正、反面100%外观检查及射线检测评分;(2)管板焊缝全长正、反面100%外观检查评分;(3)管对接焊缝全长正、反面100%外观检查和射线检测评分。
(4)评分标准见表3~表62.职业素养评分规定(1)满分10分,占总成绩10%;(2)劳保穿戴不符合要求,每项扣1分,扣满4分为止;(3)安全操作不符合要求,每项扣1分,扣满4分为止;(4)文明生产不符合要求,每项扣1分,扣满2分为止。
表3 试件内部射线检验评分标准1.底片为Ⅰ级片,在50分的基础上,每1点缺陷扣除1分。
2.底片为Ⅱ级片,在40分的基础上,评定区外缺陷再按表规定扣分。
3.底片为Ⅲ级片,在20分的基础上,评定区外缺陷再按表规定扣分。
4.底片为Ⅳ级片,内部得分为0分。
5.评定标准为NB/T47013.2-2015。
表4 板材对接外观评分标准(111或135)注:1.焊缝未完成、破坏焊缝原始表面及修补或试件做舞弊标记则该焊缝作0分处理;2.凡焊缝表面低于母材,有气孔、夹渣、裂纹、未熔合、未焊透、焊瘤等缺陷之一的,该焊缝外观为0分;3. 其他违反操作技术要求规定的,该焊缝为0分;注:1.焊缝未完成、破坏焊缝原始表面(表面重熔)及修补或试件做舞弊标记则该焊缝作0分处理;2.凡焊缝表面低于母材、有气孔、夹渣、裂纹、未熔合、未焊透、焊瘤等缺陷之一的,该焊缝外观为0分;3. 其他违反操作技术要求规定的,该焊缝为0分。
表六管板角焊缝外观检查评分标准注:1.焊缝未完成、破坏焊缝原始表面及修补或试件做舞弊标记则该焊缝作0分处理;2.凡焊角尺寸小于规定要求最低值,表面有气孔、夹渣、裂纹、未熔合、未焊透、焊瘤等缺陷之一的,该焊缝外观为0分;3.其他违反技术操作要求规定的,该焊缝为0分。
四、附件:附件1 学生中职组试卷及技术要求(A卷)附件2 学生中职组试卷及技术要求(B卷)附件3 学生中职组试卷及技术要求(C卷)附件1 学生中职组技能操作A卷:1、装配及焊缝编号示意92、操作技术要求:(1)比赛时间为210分钟,包括打磨、点焊、焊接时间。
(2)用提供的材料部件组装焊接成如图所示结构,各接头形式、焊接方法、焊材要求如下:(3)试件装配及焊接要求:1)所有试件需一次组装完成,施焊后禁止使用电动工具。
2)对接试件组对时的定位焊均应采用与正式焊接相同的焊接方法和焊接材料,所有对接焊缝均要求单面焊双面成形。
3)板材对接焊试件定位焊在坡口内的两端,定位焊每段长≤20mm,对接板两端不允许加引弧板和引出板。
4)管板、管子对接焊试件的定位焊在正面坡口内,定位焊数不得超过二点,每段长度≤10mm;管板试件组对时,管子需在板材的中心位置。
5)组对时,试件的间隙、钝边、反变形均由参赛选手自定。
6)试件焊接时的试件上端高度不得超过1.2m;每个试件开始焊接后不得改变焊接位置和高度及横向转动,且需一气呵成,中途不得更换试件。
7)仰焊(4G)板材表面须采用单道焊接,管板(4FG)表面须采用多道焊接。
8)试件的焊接方向作如下规定:-板材对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊;所有层数的焊接方向要一致。
--管子对接垂直固定焊采用一个方向焊接;所有层数的焊接方向要一致。
10附件2 学生中职组技能操作B卷:1、装配及焊缝编号示意图2、操作技术要求:(1)比赛时间为210分钟,包括打磨、点焊、焊接时间。
(2)用提供的材料部件组装焊接成如图所示结构,各接头形式、焊接方法、焊材要求如下:(3)试件装配及焊接要求:1)所有试件需一次组装完成,施焊后禁止使用电动工具。
2)对接试件组对时的定位焊均应采用与正式焊接相同的焊接方法和焊接材料,所有对接焊缝均要求单面焊双面成形。
3)板材对接焊试件定位焊在坡口内的两端,定位焊每段长≤20mm,对接板两端不允许加引弧板和引出板。
4)管板、管子对接焊试件的定位焊在正面坡口内,定位焊数不得超过二点,每段长度≤10mm,管板试件组对时,管子需在板材的中心位置。
5)组对时,试件的间隙、钝边、反变形均由参赛选手自定。
6)试件焊接时的试件上端高度不得超过1.2m;每个试件开始焊接后不得改变焊接位置和高度及横向转动,且需一气呵成,中途不得更换试件。
7)仰焊(4G)板材表面须采用单道焊接。
8)试件的焊接方向作如下规定:-板材对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊;所有层数的焊接方向要一致。
-管子对接水平固定焊采用自下而上焊接;所有层数的焊接方向要一致。
附件3 学生中职组技能操作C卷:1、装配及焊缝编号示意图2、操作技术要求:(1)比赛时间为210分钟,包括打磨、点焊、焊接时间。
(2)用提供的材料部件组装焊接成如图所示结构,各接头形式、焊接方法、焊材要求如下:(3)试件装配及焊接要求:1)所有试件需一次组装完成,施焊后禁止使用电动工具。
2)对接试件组对时的定位焊均应采用与正式焊接相同的焊接方法和焊接材料,所有对接焊缝均要求单面焊双面成形。
3)板材对接焊试件定位焊在坡口内的两端,定位焊每段长≤20mm,对接板两端不允许加引弧板和引出板。
4)管板、管子对接焊试件的定位焊在正面坡口内,定位焊数不得超过二点,每段长度≤10mm,管板试件组对时,管子需在板材的中心位置。
5)组对时,试件的间隙、钝边、反变形均由参赛选手自定。
6)试件焊接时的试件上端高度不得超过1.2m;每个试件开始焊接后不得改变焊接位置和高度及横向转动,且需一气呵成,中途不得更换试件。
7)仰焊(4G)板材表面须采用单道焊接。
8)试件的焊接方向作如下规定:-板材对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,板材立焊需由下向上焊接,所有层数的焊接方向要一致。
-管子对接水平固定焊采用自下而上焊接;所有层数的焊接方向要一致。