线材类产品基础知识
常用塑料绝缘低压电线电缆基础知识
常用塑料绝缘低压电线电缆基础知识一、电线电缆产品名称、结构组成、特性参数、制造工艺、试验及附件和敷设常用名词术语简介。
1.电线电缆:用以传输电能信息和实现电磁转换的线材产品;2.软电缆:使用时要求柔软,并在结构和材料上能满足这一柔软性要求的电缆;3.单线:单根的导线;4.绞线(绞合导体):由多根圆线或型线呈螺旋形绞合成的导体(线);5.电力电缆:输配电所用的电缆;6.控制和信号电缆:用于测量电气参数和物理参数、传输信号和控制线路的电缆;7.(电缆)导体,(电缆)导线:电缆中具有传导电流特定功能的元件;8.实心导体,实心导线:由一根圆线或型线制成的导体;9.扇形导体:截面形状近似扇形的型导体;10.紧压导体:通过机械紧压或拉伸,或适应选择单线的形状和位置,以减小经过绞合间隙的绞合导体;11.导体绝缘:导体或导体屏蔽层上的绝缘;12.屏蔽层:将电场、磁场限制在电缆内或电缆元件内,并保护电缆免受外电场、磁场影响,包覆在电缆外的屏蔽层通常是接地的;13.绝缘线芯,绝缘导体:导体(线)及其绝缘层和屏蔽层(如具有时)的组合体。
14.主线芯,电线电缆中承担主要功能的绝缘线芯;15.地线芯:电线电缆中承担辅助功能的绝缘线芯;16.填充物:在多芯电缆中用于填充各个绝缘线芯之间间隙的材料;17.内衬层:包在多芯电缆电缆芯(可包括填充物)外面放在保护层下面的非金属层;18.护套:金属或非金属材料均匀连续的管状套,通常是挤制成的;19.金属护套:由金属制成的护套。
金属套包括有:铅套、铝套、钢套、铜套;20.非金属套:由高分子材料制成的护套。
非金属套包括:橡套、塑套;21.铠装层:通常用以防止对外界机械影响由金属带、线、丝制成的电缆覆盖层;22.导体截面:组成导体的各个单线的垂直于单线轴线的横截面之和;23.标称截面:用以表示系列规格的一种近似截面。
24.绞合节距:电缆某元件以螺旋形旋转一周时沿轴向的长度;25.节距比:绞合元件的绞合节距与其螺旋直径之比;26.绞合方向:电缆的绞合元件相对于电缆轴向的旋转方向。
通讯信号类线材基础知识

通讯信号类线材基础知识1、同轴线、信号线种类:阻抗RG174电缆:50欧姆 TV Antenna(电视天线):300 欧姆RG58电缆:52 欧姆 Cable TV(有线电视):73 欧姆RG59 电缆:75 欧姆 Twisted pairs(双绞线):100-120 欧姆RG62 电缆:93 欧姆视频信号线阻抗控制为:75欧姆USB信号线差分阻抗为:90欧姆以太网差分信号线差分阻抗为:100欧姆RS422/RS485/CAN差分信号的差分阻抗为:120欧姆2、材料的介电常数:HIPS(阻燃V0级) 2-3 PMMA 2-5FEP 2.1-2.1 PMP(矿物填充) 2.3-2.3PFA 2.1-2.1 PMP 2.1-3.6PTFE 2.1-2.1 UHMWPE 2.3-2.3PCTFE 2-3 PMP(30%玻纤) 2.4-2.4HDPE 2.3-2.3 PS 2.4-2.7LDPE 2.3-2.3 HIPS 2.4-4.8LLDPE 2.3-2.3 PS(30%玻纤) 2.5-2.5PP(10%-40%矿物 )2.3-2.3 SAN 2.5-3.4PP(10%-40%滑石粉) 2.3-2.3 ECTFE 2.57-2.59PP(共聚) 2.3-2.3 SMA 2.8-2.8PP(均聚) 2.3-2.3 PPE(30%玻纤) 2.9-2.9PP(增韧) 2.3-2.3 PPE 2.7-2.7EVA 2.5-3 PMMA(增韧) 2.9-3.7ETFE 2.6-2.6 PSU 3-3.2PP(10%-40%玻纤) 2.6-2.6 PBT(30%玻纤) 3-4PE(30%玻纤) 2.7-2.8 PEI(30%玻纤) 3-4ABS 2.7-3.2 PEI(矿物填充) 3-4ABS(阻燃) 2.8-3 PET 3-4MABS 2.8-3 PET(30%玻纤) 3-4PC 2.8-3.8 PETG 3-4ABS/PC 2.9-3.2 ASA/PC 3-3.4PBT 2.9-4 PC(20%-40%玻纤) 3-3.5PA66(增韧) 2.9-5 PC(20%-40%玻纤,3-3.8PC/PBT 2.95-3.14 阻燃)CP 3-4PTFE(25%玻纤) 3-3 POM(低摩擦) 3-4PPS 3-3.3 LCP(矿物填充) 3-5.9LCP 3-4 CPVC 3-6PA610 3-4 PVDC 3-6PVC(硬质) 3-4 CAB 3-7PVC(硬质) 3-5 CA 3-8PVC(增塑) 3-5 PI 3.1-3.55PA11 3-9 ASA/PC(阻燃) 3.2-3.2PA12 3-9 PEEK 3.2-3.2SRP 3.1-3.1 SMMA .2-3.2ABS/PC(20%玻纤) 3.1-3.2 SAN(20%玻纤) 3.2-3.8PEI 3.1-3.2 PEEK(30%碳纤) 3.2-3.4PMMA(高耐热) 3.2-4 PPS(20%-30%玻纤) 3.3-3.8 LCP 3.3-3.3 PEKK(低结晶度) 3.3-3.3 PAR 3.3-3.3 PEEK(30%玻纤) 3.3-4.2 SMA(20%玻纤) 3.3-3.3 PSU(30%玻纤) 3.6-3.7ASA 3.3-3.8 PARA(30%-60%玻纤) 3.9-4.5 PC/PBT(玻纤填充) 3.3-3.9 PPA(33%玻纤) 3.7-3.9 POM 3.3-4.7 POM(增韧) 4-4.3PPSU 3.4-3.5 PA6 4-5PA46 3.4-3.8 PA66 4-5PA66(15%-30%玻纤,增韧) 3.4-4.2 PPS(40%玻纤) 4-4PESU 3.5-4.1 PAI 3.9-7.3PA66(30%玻纤) 3.5-5.6 PA66(30%矿物) 4-5PPA(30%矿物) 4-4.2 PA46(30%玻纤) 4-4.6电线原材料比重:铜: 8.9 铜包钢: 7.9铜包铝: 2.8 镀锡铜: 8.9锡包钢: 7.7 铝镁丝: 2.63铝箔: 2.7 铝箔麦拉:1.8 HDPE: 0.95 LLDPE: 0.92硅烷交联:0.93 ABS: 1.15PVC: 1.48 TPU: 1.2TPE: 1.2 低烟无卤: 1.5橡胶: 1.45 硅橡胶: 1.28PP: 0.9 PC: 1.2PBT: 1.3 PA: 1.15网络线的定义:五类网线: CAT.5 传输宽带:100MHz 传输速率:100Mbps超五类网线: CAT.5e 传输宽带:155MHz 传输速率:1000Mbps六类网线: CAT.6 传输宽带:250MHz 传输速率:1000Mbps六类增强型: CAT.6A 传输宽带:500MHz 传输速率:10Gbps七类网线: CAT.7 传输宽带:500MHz 传输速率:10Gbps。
线材知识
影像信号传输.高频信号传输
电源供应器.电子电路配线 电话连接线.卷线 计算机屏幕使用 LCD液晶显示器使用 网络连结线 计算机外设设备连接线 计算机外设设备连接线.电子电路配线
二、常用电线电缆材料
电缆用金属材料 1、 银
金属导电性及导热性最高﹐具有良好的耐腐蚀性及耐氧化性﹐有良好 塑性﹐易于焊接﹔主要用于镀层和包复层﹔主要用做耐高温线及(注﹕依 照集肤效应原理)用做高频通讯电缆导体。 导电性仅次于银﹐导热性仅次于金﹐银﹔抗腐蚀﹐无磁性﹐塑性好
2、裸铜线
铜线之分。绞合的目的是保持导体柔软
用热镀或电镀方式将金属锡镀于铜导体表面﹐以防止铜腐蚀/变色﹐及使导
3、镀锡铜线
体更易焊接。分为单根(或实心)镀锡铜线和绞合。绞合的目的是保持导体柔 软。 主要用于电子线上﹐一方面便于焊锡﹐另一方面由于导体较硬,不易弯曲﹐ 便于插到印刷电路板上面。
4、裸绞镀铜线
26
7/0.160mm 10/0.127mm 19/0.079mm 7/0.254mm 17/0.160mm 26/0.127mm
24
22
四、我司主要线材介绍
• 相关英文注解
Drain: 地线 P<Pair>: 一对 Braid :编织 Foamed PE :发泡PE PVC:聚氯乙烯 Thicked :厚度 Lay :绞距 Twist: 绞线 Twisted Pair :对绞 HD-PE: 高密度PE(聚乙烯) PP :聚丙烯 Overall Dia <OD> :外径 Filler :填充 Nylon :尼龙
5
四、我司主要线材介绍
线规: AWG(American Wire Gauge)美国线规=OD平方x0.7854x根数
电线电缆基础知识
电线电缆基础知识一、电线电缆的定义按照GB/T2900.10-1984的定义:用以传输电(磁)能、信息和实现电磁能转换的线材产品。
广义上的电线电缆都简称为电缆。
狭义的电缆是指绝缘电缆。
二、电线电缆的分类按用途可分为5大类1.裸电线与裸导体制品:指仅为导体,而无绝缘层的产品,其中包括铜、铝等各种金属和复合金属圆单线、各种结构的架空输电线用的绞线、软接线、型线和型材。
2.绕组线:以绕组的形式在磁场中切割磁力线感应产生电流,或通以电流产生磁场所用的电线,故又称电磁线,其中包括具有各种特性的漆包线、绕包线、无机绝缘线等。
3.电力电缆:在电力系统的主干线路中用以传输和分配大功率电能的电缆产品,其中包括1-750KV 各种电压等级、各种绝缘的电力电缆4.通信电缆和通信光缆:传输各种信息数据的电缆5.电气装备用电线电缆:从电力系统的配电点把电能直接传送到各种用电设备、器具的电源连接线路用电线电缆,各种工农业装备中的电气安装线和控制信号用的电线电缆均属于这一类的产品。
三、电线电缆的基本特性因为电线电缆产品广泛应用于不同场合,因此性能要求是多方面的。
从整体来看主要分为以下几个方面。
1.电性能2.导电性能:大多数产品要求有良好导电性能,大多产品要求有一定的电阻范围。
3.电绝缘性能:绝缘电阻、介电常数、介质损耗、耐电压特性等。
4.传输特性:指高频传输特性、抗干扰特性。
5.力学性能:指抗拉强度、伸长率、弯曲性、弹性、柔软性、耐振动性、耐磨性以及耐冲击性等。
6.热性能:指产品的耐热等级、工作温度、电力电缆的发热和散热特性、载流量、短路和过载能力、合成材料的热变形和耐热冲击能力、材料的热膨胀性及浸渍或涂层材料的滴落性能等。
7.耐腐蚀和耐气候性能:指耐电化腐蚀、耐生物和细菌侵蚀、耐化学药品(油、酸、碱、化学溶剂等)侵蚀、耐盐雾、耐日光、耐寒、防霉以及防潮性能等。
8.老化性能:指在机械(力)应力、电应力、热应力以及其它各种外加因素的作用下,或外界气候条件下,产品及其组成材料保持其原有性能的能力。
线材基础知识
线材基础知识一、铜线种类:1、镀锡铜;2、裸铜;3、铜包钢;4铜包铝;5、镀银铜;………二、芯线材料:HD-PE;PP;LD-PE;SR-PVC;EV A,FORM-PE;…..三、外被材料:PVC;PU,TPE;….四、线材种类:1、网络线:UTP,STP,FTP,SFTP,CAT6,CA T7;…….2、电脑线:USB,1394,RGB,DVI,HDMI,ATA,各种复合线,过粉线……..3、同轴线:RG6,RG59,RG58,RG361,RG174,RG11,...4、电子线:UL 1007,UL1015,UL1061,UL1617,……五、线材工艺及各工段的注意事项:线材流程:铜线——芯线——对绞——缠绕——包带——编织——总绞——外被;(各工段以产品做调整);1、绞铜:注意事项:导体规格,绞距,绞向,排线,铜线条数,标识;2、押出芯线:注意事项:同心度,绝缘材质,导体规格,颜色,配色比例,延伸,抗张,外观,排线,标示;模具规格;3、发泡线押出:注意事项:同心度,发泡度,导体规格,颜色,电容值,绝缘材质,外观,排线,标示,模具规格;4、芯线对绞:注意事项:绞距,绞向,导体规格,模具规格,颜色,耐压测试,排线,标示;5、总绞(将对线或几芯线绞合使外观圆整又集绞):注意事项:填充材质规格,线位,绝缘OD,绞距,绞向,导体规格,耐压,模具规格,;排线,标示;6、编织:不同锭数及条数的铜线交叉编织屏蔽:注意事项:编织物导体规格,绝缘OD,编织铜线规格,编织率,条数,锭数,目数(测试1INCH之间有几个交叉点数前不数后),模具规格,外观,铝箔规格,标示;7、缠绕:注意事项:缠绕物导体规格,绝缘OD,缠绕铜线规格,条数,绞距,绞向,缠绕率,外观(是否有重叠),标示,模具规格;8、包带:注意事项:包带材料规格,绝缘OD,模具规格,导体规格,绞向,外观(有无打折),重叠率,标示;9、外被:注意事项:前工段检验,绝缘材质,外观,绝缘厚度,同心度,延伸,抗张,印字内容及印字油墨,颜色(对色样),排线,标识;六,生产中使用的测试工具:1、测铜线:分厘卡,延伸机;2、测绞距:游标卡尺,布尺;3、测同心度:数显示放大镜;4、测OD:厚薄规,游标卡尺,布尺;5、测延伸及抗张:拉力机;七、押出机头及模具的分类:1、机头分为:传统机头,U7奂对机头,U14机头,FEP机……2、模具:传统模具,U7模具,U14模具,FEP模具,钻石模具……八、各种电线的设计与开发:。
《线材基础知识》课件

接影响。
耐腐蚀性
线材抵抗化学物质侵蚀 的能力,与其材质和表
面处理有关。
抗氧化性
线材在高温或空气中保 持稳定,不被氧化的能
力。
电绝缘性
线材在电场中的绝缘性 能,影响其作为导线的
电气性能。
线材的性能指标
导电性能
衡量线材传导电流的能力,与 电阻、电导率等参数相关。
详细描述
线材是一种常用的工程材料,其基本定义是指长度较长、横 截面较小的金属或非金属材料。这些线材通常用于制造各种 产品或工程结构中的受力或传力部件,如钢筋、钢丝、钢绞 线等。
线材的常见分类
总结词
线材可以根据不同的分类标准进行分类,常见的分类方式包括按材质、形状和用途等。
详细描述
根据材质的不同,线材可以分为金属线材和非金属线材两大类。金属线材如钢丝、钢筋 等,具有良好的机械性能和耐腐蚀性,广泛应用于建筑、交通、能源等领域。非金属线 材如塑料线、纤维线等,具有轻便、绝缘性好等特点,主要用于电子、通信、航空航天
《线材基础知识》 ppt课件
目录
CONTENTS
• 线材的定义与分类 • 线材的特性与性能指标 • 线材的生产工艺与制造流程 • 线材的连接与加工方法 • 线材的选用与使用注意事项
01 线材的定义与分类
线材的基本定义
总结词
线材是指长度较长、横截面较小的金属或非金属材料,通常 用于制造各种产品或工程结构中的受力或传力部件。
存储方式
合理存放线材,避免过度 弯曲、挤压和潮湿等对线 材造成损害。
感谢您的观看
THANKS
02 线材的特性与性能指标
线材的物理特性
01
02
线材基础知识
第一章线材基础知识一、检测工具的使用(1)酸洗磷酸盐测试,使用的检测工具有烧杯、吸管、滴定管等仪器,主要测试磷酸盐之全酸度(33-37)、游离酸酸比(5-7)与含铁量。
(2)分厘卡经品保校验且有合格标识和补正卡后方可使用。
每次测量时先归零,然后按正确的测量方法去量测(圆经必须在同一截面上测试三点)读值±补正值,对精度产生怀疑时,应及时将工具送交品保部校验。
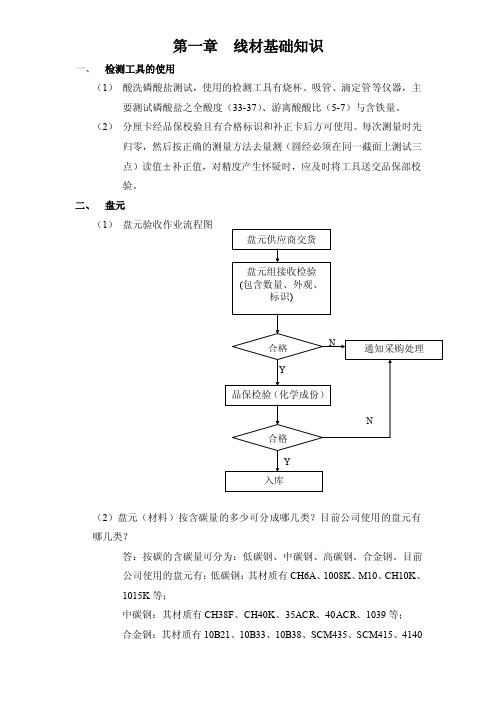
二、盘元(1)盘元验收作业流程图Array(2)盘元(材料)按含碳量的多少可分成哪几类?目前公司使用的盘元有哪几类?答:按碳的含碳量可分为:低碳钢、中碳钢、高碳钢、合金钢。
目前公司使用的盘元有:低碳钢:其材质有CH6A、1008K、M10、CH10K、1015K等;中碳钢:其材质有CH38F、CH40K、35ACR、40ACR、1039等;合金钢:其材质有10B21、10B33、10B38、SCM435、SCM415、4140等。
(3)前公司使用的盘元有哪些厂商,各厂商代码是什么?答:使用之厂商有:浦项 (代码PO)、中山(代码NS)、阪和(代码NB)、南达(代码SO)、优基诺(代码US)、太钢(代码TG)、宝钢(代码AG)、沙钢(代码HG)、聚亨(代码TY)、包钢(代码BG)、印尼(代码PT)等。
三、酸洗(1)酸洗作业流程图:(2)盘元或线材经过酸洗的目的是什么?答:线材在酸洗时经弱中强酸。
盐酸浓度5-10%为弱酸,其作用是剥离氧化膜,盐酸浓度15-20%为强酸,其作用是侵蚀素材,盐酸浓度10-15%为中酸,其作用是剥离氧化膜及侵蚀素材。
若盐酸浓度大于20%素材会大量侵蚀,线材酸洗应避免盐酸浓度过高。
(3)线材在磷化液反应的作用是什么?答:其作用是:线材在经过加温后的磷化液中,做上磷酸锌皮膜,这层皮膜附着力极强,可随着线材在冷镦变形时变型,起着隔离或减少模具和线材之间的磨擦,延长模具的使用寿命。
(4)润滑主要目的是什么?答:润滑的主要目的是在磷酸盐皮膜表面增加润滑作用,在伸线和冷墩变形时磨擦阻力减小。
线材基础必学知识点
线材基础必学知识点
1. 线材的材料:常见的线材材料有铜、铝、铁、钢、银等。
其中,铜线具有良好的导电性能和可焊性,广泛用于各种电气连接;铝线轻便且价格相对较低,常用于输电线路和低压电气设备。
2. 线材的截面积和导电能力:线材的截面积越大,其导电能力越强。
通常以:平方毫米(mm²)为单位来表示截面积大小。
3. 线材的绝缘材料:线材表面涂覆或包裹绝缘材料,以防止电流泄露或短路。
常见的绝缘材料有聚氯乙烯(PVC)、聚乙烯(PE)、聚丙烯(PP)等。
4. 线材的额定电流和额定电压:线材能够承受的最大电流和电压称为额定电流和额定电压。
选择合适的线材规格是确保电路安全、可靠运行的关键。
5. 线材的接头与连接方式:线材在使用过程中需要进行连接,常见的连接方式有焊接、螺纹连接和插拔连接等。
接头的质量将直接影响电路连接的可靠性。
6. 线材的损耗和温升:当电流通过线材时,会产生一定的电阻损耗和热量,导致线材温升。
合理选择线材规格和加强散热措施,可以降低损耗和温升,提高线材的使用寿命。
7. 线材的阻抗:线材导体材料和几何形状等因素会影响线材的阻抗大小。
合理的线材选择可以降低电路的阻抗,提高电路的传输效率。
8. 线材的防护措施:在特殊环境下,线材可能受到机械、化学、热或
电磁等因素的损害。
为了保护线材的安全和可靠性,需要采取适当的防护措施,如加装护套、使用绝缘管或套管等。
以上是线材基础必学的一些知识点,了解这些知识可以帮助你更好地选择和使用线材,并确保电路的安全和可靠性。
线材基础知识
8.线材规格对照表
•
导体截面积:约等于0.78Nd² N:铜丝数量 d:铜丝大小
二、常用UL认证线材介绍
UL1007 PVC电子线 额定温度80℃ 额定电压300V 32AWG-16AWG UL3302 无卤电子线/排线 额定温度105℃ 额定电压30V 32AWG-24AWG UL3385 无卤照射PE电子线 额定温度105℃ 额定电压300V 32AWG-18AWG UL1061 300V 80°电子线30AWG -16AWG ,单根或者裸铜,镀锡铜丝 UL10064 极细铁氟龙电子线 额定温度105℃ 额定电压30V 32AWG-28AWG UL1015 600V 105°电子线32AWG -10AWG ,单根或者裸铜,镀锡铜丝 UL1571 PVC电子线可做排线 额定温度80℃ 额定电压30V 34AWG-24AWG UL2468 PVC并排线 额定温度80℃ 额定电压300V 28AWG-18AWG UL2651大PIN位排线PVC 额定温度105℃ 额定电压300V 30AWG-26AWG(常用灰排线) UL2547 80°多芯屏蔽线缆80度,30-16AWG 2-3芯,录放音响电子系统 UL2854 80°30V 多芯屏蔽线缆80度,30-18AWG UL2725 30V 80° 30-28AWG 2-13芯用于2类系统视听电子设备内外部连接线 UL1185,300V 80°单芯屏蔽线,30-4AWG 单根或者裸铜,镀锡铜丝
17
6.常用线材颜色
Black 黑色 Yellow 黄色
White Blue Brown Gray Pink
Ivory Beige
白色 蓝色 棕色 灰色 粉红色
象牙色 贝吉色
线材基础知识
2019/2/3
二、铜线的各种性能 1. 导体电阻 — 导体之电阻与其长度成正比与其截面积成 反比 。 R=ρ(L/A) 其中ρ称为导体之电阻系数,单位为:ohm-cm 2.导电率—以20℃时长度为1m、截面积为1mm2之标准软铜线 之电阻 1/58ohm(0.017241 ohm) 为基准,称为 100% 导电率。 电阻愈大,则导电率愈低,两者成反比例。 3.耐弯折性—单线之一端固定,另一端加上重量使垂直向下, 然后来回180地弯折,直至线断为止,弯折次数愈多,表示 耐弯折性愈强。 4.拉断力—抗张试验时,施于试样而使其断裂之最大负荷重 量或力。 5.抗张强度—抗张试验时,使得试样断裂,单位面积承受的 拉断力 6.伸长率 — 于规定之标准距离,试样经伸长至断裂后所增 加之长度与原来长度之比率。 导体在温度不同时会有不同的阻抗,一般常以20℃或 L R 25℃时为标准,温度愈高,阻抗会愈大。 A
8
UL758 导体规格标准
2019/2/3
9
2019/2/3
10
二 、绞铜导体规格的确定 1.单位换算 单铜导体可通过用千分尺或者螺旋测微表直接测量直径,对照标准确定 规格即可﹔绞铜导体不能直接测量,而要通过计算截面积来确定规格。UL 758导体标准里有用mil(密尔)和 cmil(圆密尔)作单位,所以先要懂得它们 和国际单位(公制单位)的换算。mil(密尔)是长度单位,cmil(圆密尔)是 面积单位。 1inch(英寸) = 25.4mm = 1000 mil;1mm = 39.37mil; 1inch2 = 106 cmil;1mm2 = 39.372 cmil = 1550 cmil 2.截面积的计算 UL758对导体截面积的计算,和我们以前学习到的计算圆的面积不一样, 假设: A 为截面积,单位为cmil或mm2﹔d为绞铜组成中单根铜线的直径, 单位为mil或mm﹔n为绞铜导体由单根直径为d组成的条数﹔则其截面积为 A = 0.7854*nd2 ※ 这里需特别指出:上面的计算公式只适用于确定导体规格标准时截 面积的计算,不能用于其它面积计算! 举例:请计算导体7/36AWG = 7/0.127mm (36AWG Solid = 0.127 mm)是属于 什 幺规格的。 解:n = 7, d = 0.127*39.37mil, 则 A = 0.7854*n*d2 = 7*(0.127*39.37)2 = 174.9993cmil
线材基础知识
线材基础知识目录一、线材概述 (2)1.1 线材定义 (3)1.2 线材分类 (3)1.2.1 按材质分类 (4)1.2.2 按截面形状分类 (5)1.2.3 按用途分类 (6)二、线材生产工艺 (7)2.1 原材料准备 (8)2.2 线材成型工艺 (9)2.3 线材表面处理工艺 (10)三、线材性能与检测 (11)3.1 线材力学性能 (12)3.2 线材电学性能 (13)3.3 线材热性能 (14)3.4 线材环保性能 (16)3.5 线材质量检测方法 (17)四、线材应用领域 (18)4.1 建筑行业 (19)4.2 电子行业 (20)4.3 通信行业 (21)4.4 纺织行业 (22)4.5 轨道交通 (23)五、线材市场与供应链 (24)5.1 线材市场概况 (25)5.2 线材供应链结构 (26)5.3 线材价格波动及影响因素 (28)六、线材产业发展趋势 (29)6.1 技术创新与研发动态 (30)6.2 市场需求与挑战 (31)6.3 行业发展趋势与前景展望 (32)一、线材概述作为现代工业、通信、电子及建筑等领域不可或缺的基础材料,是指由金属(如铜、铝等)或其他合金材料制成的连续带状型材。
线材具有多种形态和规格,广泛应用于电力传输、信号传输、制造加工、建筑连接等方面。
线材可定义为一种细长且连续的金属条带,根据其用途和特性可分为多种类型。
常见的线材分类主要包括:电力线、通信线、数据线、音视频线、网络线等。
这些线材在结构、性能及外观上都有所区别,以满足不同的应用需求。
线材的发展历经多个阶段,随着科技的不断进步,其制造工艺和性能也在持续提升。
从最初的简单手工制作,到现在的自动化生产,线材的精度、稳定性和可靠性得到了极大的提高。
新型材料的出现,如纳米材料、高性能合金等,也为线材的进一步发展提供了广阔的空间。
线材作为现代社会的连接纽带,其重要性不言而喻。
在电力、通信、电子、建筑等行业中,线材是信息传输和能量转换的关键元件。
线材结构的基础知识
线材结构的基本知识
培训文件
GX-MQ-099
起草:
审核:
批准:
20 年月日发布 20 年月日实施
1.导体:
导体材质分祼铜和镀锡铜(有直放与绞铜),导体规格有30AWG:7/0.10MM 、10/0.08MM; 28AWG:7/0.127MM 、7/0.12MM 、10/0.10MM;26AWG:7/0.16MM 、12/0.12MM 、19/0.10MM; 24AWG:7/0.20MM 、11/0.16MM 、19/0.12MM;22AWG:17/0.16MM;20AWG:21/0.18MM; 18AWG:34/0.18MM 、41/0.16MM 等等 2.芯线:
绝缘材质分SR-PVC 聚氯乙烯、PP 聚丙烯、PE 聚乙烯:LD-PE 低密度PE 、HD-PE 高密度PE 、 FPE 发泡PE 、TFE 铁弗龙等等 3.填充:
填充有棉纱、高强丝、充麻及填充胶条等 4.遮蔽:
用途1.防止外界电场干扰,2.防止信号被窃取,3.防止漏话 4.1.AL 铝箔:分单面和双面导电铝箔,双面发亮铝箔、银色和蓝色 4.2.缠绕:材质、条数、导体ID 4.3.编织、锭数、条数、导体ID
5.地线:功能:与AL 一起将静电荷引入地下,需与AL 导电面接触
6.外被:材质有PVC 聚氯乙烯(耐寒ABS )、PU 聚尿烯、橡胶等
线材结构的基本知识
编号
版本 A 版 页数
1 OF 1
绝缘材质SR-PVC 导体
棉纱填充 铝箔AL 地线
外被。
线材基础知识
2、绝缘体(胶体部分):
2.1:绝缘体材料:纸、棉、漆、塑料、橡胶、云母等;其中塑料在电线中使用最广。
塑料主要有PVC(聚氯乙烯)、 PE(聚乙烯)、PP(聚丙烯)等。
2.2:绝缘电阻:UL/CULF规定线材绝缘体的最低绝缘电阻为:20℃,500VDC,2.5MΩ/1KFT。
CUL标识(举例):LONG HUI CUL TYPE SJTW 18AWG×3C105℃FT2 300V
VDE标识(举例):LONG HUI HO3VV-F3G0.75mm2 VDE ÖVE KEMA-KEVR CEBEC
CCC标识(举例):LONG HUI 227 IEC 53(RVV) 300/500V 3×0.75mm290℃CCC 2002010105024716
0.0063
0.0201
956
10
2.59
0.1019
5.26
3.36
35
0.142
0.0056
0.0169
1,200
11
2.30
0.0907
4.17
4.24
36
0.127
0.0050
0.0127
1,530
12
2.05
0.0808
3.332
5.31
37
0.114
0.0045
0.0098
1,377
13
VDE/CCC则规定了各种不同线种在70℃,80-500VDC下的最小电阻。
(UL/CUL与VDE/CCC标准中对绝缘电阻的测试方式不同)
2.3:绝缘材料的阻燃性:
2.3.1:UL/CUL有明确定分为:FT1、FT2、FT4、FT6、VW-1;其中FT1或VW-1是UL对电线的常用要求,CUL(CSA)一般只要求达到FT2标准。
线材基础知识讲解
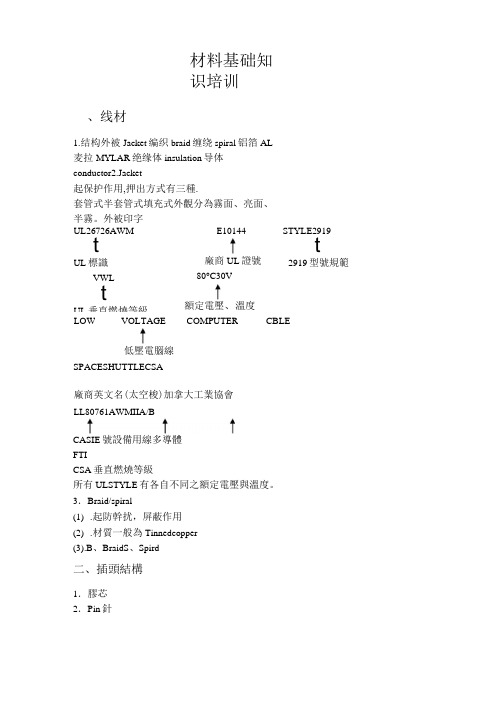
材料基础知识培训、线材1.结构外被Jacket 编织braid 缠绕spiral 铝箔AL麦拉MYLAR 绝缘体insulation 导体conductor2.Jacket起保护作用,押出方式有三種.套管式半套管式填充式外觀分為霧面、亮面、半霧。
外被印字低壓電腦線SPACESHUTTLECSACASIE 號設備用線多導體FTICSA 垂直燃燒等級所有ULSTYLE 有各自不同之額定電壓與溫度。
3.Braid/spiral(1) .起防幹扰,屏蔽作用(2) .材質一般為Tinnedcopper(3).B 、BraidS 、Spird二、插頭結構1.膠芯2.Pin 針廠商英文名(太空梭)加拿大工業協會LL80761AWMIIA/B UL26726AWM t UL 標識VWL tUL 垂直燃燒等級 E10144 廠商UL 證號 80°C30V 額定電壓、 溫度 LOW VOLTAGE COMPUTER STYLE2919 t 2919型號規範CBLE3.鐵殼(1).膠芯、材料PBT+CLASSFIBER玻纤(2).顔色:白色、黑色、藍色(3).作用:絕緣、隔離(1).Pin針材質銅合金。
⑵.電鍍:TinPlated鍍錫.GoldFlash漂金.(3).作用:做地線連接作用插頭種類(1).DB類DB9P-50P(2).HDB類HDB15P(高密度DB插頭)一般用於顯示器接口(3).CEN類(焊線式、編線式)(母端帶扣環)一般用於打印機接口分任位型及新型⑷.大DIN類3-9P分車針對性沖針兩種⑸.MiNiDIN類3-9P一般用於鼠標,鍵盤,分車針,沖針(6).RCA類分梅花式,高張力式(銅管式)(7).USB類USBATYPEUSBBTYPEMiNiUSB(8).IEEE1394類4-6P(9).立體頭(2.5-3.5)分單音,雙音.(10).香蕉頭(11).電話頭(PC頭)4P4C6P6C8P8C(12).PCFMCA類(13).DVI類等1、電線供應商:億泰(EVERTOP)瑞興(REIHSING)萬泰(WONDERFUL)高鋒(KEENTOP)元太(YUANTAI)新亚(XINYA)2、膠殼和端子的供應商捷仕美(JMT)威力盛(WST)加煒(JWT)世荃(SC)營暢(臺灣)(WTR)健暉(JH)旗欣(ECI)3、客戶協發友訊益衡精原龍駿康舒七盟TYCO等a、連接端子b、空中接導端子c、PC板端子(PCBTERMINAL)d、管狀端子e、圓盤端子(RINGTERMINAL)注:端子按包裝類別可分為兩种:連續端子(L)和單粒端子(S)磷青銅端子可以代替黃銅端子使用,黃銅端子不可以代替磷青銅端子使用,pc板上一般用磷青銅端子端子按材質可分為:黃銅端子(B)、磷青銅端子(P)、不銹鋼端子(S)、鋁端子、鐵端子等2、厂內的常用端子a、黃銅端子銅質為黃色b、磷青銅端子銅質為紅色,一般可從切面看到.。
线材基础培训资料
线材基础培训资料线材是电工行业中常用的一种电气导体材料,广泛应用于电力输配、通信、建筑等领域。
本文将为大家介绍线材的基础知识,包括线材的分类、材质、规格参数以及生产工艺等方面的内容。
一、线材的分类根据线材的用途和特性,可以将线材分为多个类别。
常见的线材分类有:1. 电力线材:用于电力传输和配电系统,包括高压输电线、中压线、低压线等。
2. 通信线材:用于电话、网络、广播电视等通信领域,包括电话线、光纤线、同轴电缆等。
3. 建筑线材:用于建筑工程中的电气布线,包括家庭电线、楼宇布线线等。
4. 控制线材:用于自动化控制系统,包括信号线、电机线等。
二、线材的材质线材的材质对其性能和适用范围有着重要影响。
常见的线材材质有:1. 铜线:具有良好的导电性能和导热性能,广泛应用于各个领域。
根据导电材料的纯度,铜线可以分为无氧铜线和五九高导铜线。
2. 铝线:与铜线相比,铝线价格更为便宜,但导电性能稍逊色。
一般用于低压、短距离的输电线路。
3. 铜包铝线:由铜包覆在铝芯上而成,兼具铜线的优点和铝线的经济性。
广泛应用于电力和通信领域。
三、线材的规格参数1. 截面积:通常以平方毫米(mm²)作为单位,表示线材导体横截面的大小,截面积越大,电流负载能力越高。
2. 绝缘厚度:绝缘层的厚度决定了线材的耐压能力和绝缘性能,常用单位为米(mm)或英寸(inch)。
3. 铜线直径:铜线的直径影响着其柔韧性和强度,常用单位为毫米(mm)或英寸(inch)。
四、线材的生产工艺线材的生产过程一般包括以下几个步骤:1. 选材:根据线材的用途和要求选择合适的导体材料和绝缘材料,确保线材的性能。
2. 绞线:将多根单股线材按照一定规则进行绞合,增加线材的柔韧性和稳定性。
3. 绝缘处理:在线材的导体表面和绞合线上涂覆绝缘材料,保护导体免受外界电磁干扰和环境影响。
4. 护套加工:在线材绝缘层的外部加上护套,提高线材的耐磨损能力和抗拉性能。
5. 检测:对生产出的线材进行严格的质量检测,确保线材符合标准和要求。
标准圆钢线材基础知识

线材按其断面外形属型钢,实际上已成独立钢类。
直径5-4mm的热轧圆钢和10mm以下的螺纹钢,通称线材。
线材大多用卷材机卷成盘卷供给,故又称为盘条或盘圆。
线材基础知识线材一般用普通碳素钢和优质碳素钢制成。
按照钢材分配目录和用途不同,线材包括普通低碳钢热轧圆盘条、优质碳素钢盘条、碳素焊条盘条、调质螺纹盘条、制钢丝绳用盘条、琴钢丝用盘条以及不锈钢盘条等。
1、普通低碳钢热轧圆盘条(GB701-65),普通低碳钢热轧圆盘条由低碳普通碳素结构钢或屈服点较低的碳素结构钢轧制而成,是线材品种中用量最大、使用最广泛的盘条,故又称普通线材,简称普线。
主要用途:普线主要用于建筑钢筋混凝土结构作配筋用,也可冷拔拉制成钢丝,作捆扎等用。
2、普通低碳钢无扭控冷、热轧盘条(ZBH4403-88),无扭控冷、热轧盘条由无扭高速线材轧机轧制后采取控制冷却制成,材质与普线相同,但无扭控冷、热轧盘条具有尺寸精度高、表面质量好、较高的力学性能等优点。
主要用途:无扭控冷、热轧盘条尺寸精度分A、B、C三级。
A、B、C级精度适用于拉丝、建筑、包装和焊条等用途,B、C级精度适用于加工成螺栓、螺丝和螺母等。
3、优质碳素钢盘条(GB4354-84),优质碳素钢盘条是用优质碳素结构钢轧制而成。
是线材品种中用量较大的品种之一。
主要用途:优质碳素钢盘条主要用于加工制造碳素弹簧钢丝、油淬火回火碳素弹簧钢丝、预应力钢丝、高强度优质碳素结构钢丝、镀锌钢丝、镀锌绞线钢丝绳等。
4、优质碳素钢无扭控冷、热轧盘条(ZBH44002-88),优质碳素钢无扭控冷、热轧盘条由无扭高速线材轧机轧制而成,轧制后采取控制冷却处理。
与优质碳素钢盘条相比,具有尺寸精度高、表面质量好,有较高的力学性能。
主要用途:主要用途与优质碳素钢盘条相同。
常用于制造碳素弹簧钢丝、油淬火回火碳弹簧钢丝、预应力钢丝、优质碳素结构钢丝,镀锌钢丝等。
5、制绳钢丝用盘条(YB349-64),制绳钢丝用盘条是优质碳素结构钢热轧圆盘条之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Soldering
烙鐵溫度430℃±20℃
焊接時間:2.0-3.0s
线材类产品基础知识
工段二十三:上塑殼
1.將連接頭放於套壓機模槽中,左手食指按住連接頭 使其放平整固定,腳踩套壓機踏板,將塑殼套緊 於鐵殼上.
3.確定塑殼套緊,鐵殼無浮高、變形後將線材流入下 工站.
塑殼與連接頭大邊對 大邊,小邊對小邊套好
2.取磁環、外模、馬口鐵依流程圖要求數 量按先後順序依次穿入線材兩端.
3.檢查有無漏穿物料後流至下一站作業.
先穿成型磁環, 穿好後拉至尾部
再穿成型外模, 穿好後拉至尾部
最後穿鐵殼, 穿好後拉至尾部
线材类产品基础知识
工段三:兩頭去皮
1.取一把已紮好的線材,將其對齊. 2.將線材待去皮端靠緊尺寸檔板,
2.用手將多余的膠邊撕下,膠邊放 於回收盒內.
打膠末打滿,露 錫點的不良圖示
线材类产品基础知识
工段十七:上鐵殼(手動式)
1:檢查鐵殼卡槽無變形後 將鐵殼大邊對大邊,小邊 對小邊套到連接頭上,將 連接頭置於壓鐵殼機的 定位槽中.
各芯線、色線不 可露出熱熔膠外
线材类产品基础知识
工段十八:T2測試
1.線材插入測試機連接頭後進行測試.
2.用手將線材盡量把線材往鐵殼內推, 固定好之後把鐵殼頸部鉚壓成“||” 狀,且壓的長的要4mm以上。
鉚壓後銅箔需露出1mm左右
线材类产品基础知识
工段二十一:刷同軸地線與跳線
1.用左手拿線材,右手拿銅刷,將同軸地 線與跳線全部後翻平貼於鐵殼頸部上.
线材类产品基础知识
工段二十二:焊鐵殼頸部
1.左手拿線,右手拿錫絲將同軸地線 與跳線焊至鐵殼頸部,不可湯傷線 材.
2.檢查無銅絲外露、未擰緊等不良現象後流入下 一工站.
不良圖示: 銅絲外露
线材类产品基础知识
工段十:芯線去皮沾錫
1.將芯線的頭端理平, 用 手在距去皮口15mm左右的 位置捏緊。
將芯線排列成扇形 其中要焊1、5、10、15
PIN的芯線排於兩邊
线材类产品基础知识
工段十:芯線去皮沾錫
2.芯線平放於去皮機的刀口中, 頭端靠緊檔板,啟動去皮機 去皮。
HDMI Cable:
线材类产品基础知识
Raw Cable
线材类产品基础知识
Raw Cable:
线材类产品基础知识
Raw Cable:
About 25%
<95%
95%
线材类产品基础知识
Typical raw cable AWG
• AWG
絲數
單絲外徑
• 32
7
0.08
• 30
7
0.10
• 28
实机测试设备(目前测试方式) 1).
信号源 2). 接收机
线材类产品基础知识
二. HDMI 检测方式、高频测试规格及参数说明
实机测试设备(后续测试方式)
Plays DVD
Pass or Fail ??
HDTV
线材类产品基础知识
Lightning Cable
线材类产品基础知识
• Lightning CABLE:
不搖擺
注:如連續測試出三條不良品,測試人員須叫
線長分析原因.
300V hi-pot
线材类产品基础知识
工段十四:打熱熔膠
1.將連接頭按大邊朝下,小邊朝上的方 向裝入治具內固定穩.
2.左手拇指按住連接頭,右手拿線材將 連接頭置於射料嘴下,啟動熱熔膠 機在連接頭錫點部位均勻打滿熱熔 膠.
熱熔膠機溫度160±20℃
线材类产品基础知识
工段六:兩頭包銅箔
2.檢查包好銅箔的有無銅絲外露、露包 銅箔等不良現象後流入下一工站.
銅絲外露不良圖示
线材类产品基础知识
工段七:兩頭剪編織
1.齊銅箔末端用剪刀將編織剪幹凈.
线材类产品基础知识
工段七:兩頭剪編織
2.檢查無銅絲未剪幹凈,漏剪編織等不良後流入下一工站.
銅絲未剪幹凈不良圖示
再將線材放入去皮刀口內.
3.腳踩去皮機踏去板皮將端線靠材緊尺去寸皮檔.板線材放入Biblioteka 皮刀口內线材类产品基础知识
工段三:兩頭去皮
4.檢查無去斷銅絲、去皮不齊、 漏去皮等不良後流入下工 站. 去斷銅絲不良圖示
膠皮未去平整不良圖示
线材类产品基础知识
工段四:兩頭編織後翻
1.將兩頭編織/地線全部後翻. 編織後翻
7
0.127
• 26
7
0.16
• 24
7
0.20
• 22
7
0.254
• 20
7
0.32
Cu
Sn Cu
线材类产品基础知识
USB Cable
线材类产品基础知识
USB Cable family
USB A: USB B:
线材类产品基础知识
USB Cable family
USB C:
线材类产品基础知识
USB CABLE:
3.自檢芯線無去斷銅絲等不良 後方可流入下工站。 去皮口平齊檔板 不良圖示: 去斷銅絲
线材类产品基础知识
工段十:芯線去皮沾錫
錫爐溫度300℃±20℃
器皿內助焊劑量 不可沒過海棉
5.將芯線銅絲擰緊無銅絲分岔後 沾少許助焊劑,沾助焊劑時不可 用力過大以免頂彎銅絲。
沾助焊劑/沾錫時隻要沾到銅 絲七分滿,不可沾到芯線膠皮上.
线材类产品基础知识
工段二十六:外觀檢查
• 五.螺絲
1.有無螺牙或螺牙刮傷 2.兩顆螺絲的外露長度是否是致 3.有無外露3-4牙 4.螺帽上是否有不飽、縮水、流紋、發白 5.螺帽下方是否露咬花
线材类产品基础知识
外觀檢查
1.右手抓住線材外被不動,左手
捏住外模垂直後拉,使外模受 力,檢查有無脫落及嚴重鬆動 等不良現象.
4.良品流入下工站,不良品標識清楚放入不良 品箱中.
注:1.如連續測試出三條不良品,測試人員須
叫來品管、線長等相關單位確認、分析原因. 2.單邊回形外模,回字形一邊朝上
300V hi-pot 90 degree bending
线材类产品基础知识
工段二十五:磁環點膠
1.依定位治具把成型磁環拉至相 應位置定位.
线材类产品基础知识
2020/11/30
线材类产品基础知识
Typical cable:
Mobile Cable:
1. Apple Lightning. 2. Micro USB. 3. USB Type C.
PC Cable:
1. VGA/DVI 2. DP/Thunderbolt 3. Dongle 4. Others
編織後翻
线材类产品基础知识
工段五:兩頭挑鋁箔
1.齊去皮口將鋁箔挑一個缺口, 然後用手將鋁箔撕幹凈.
线材类产品基础知识
工段五:兩頭挑鋁箔
2.檢查挑鋁箔無挑傷色線、未挑 幹凈等不良現象後流入下一工 站.
鋁箔未挑幹凈不良圖示
线材类产品基础知识
工段六:兩頭包銅箔
1.將編織分成兩半,用銅箔齊去皮口將編 織纏一圈半包緊.
烙鐵溫度380℃±20℃ 焊接時間:1.0-1.5s
約5-10分鐘用海棉沾非 離子水擦拭烙鐵頭一次.
线材类产品基础知识
焊接不良圖示一
連錫
錫尖
燙傷芯線
絞線
銅絲分岔
线材类产品基础知识
焊接不良圖示二
電氣斷路:錫點 假焊線材脫落
電氣不良:焊接 時煬傷色線
线材类产品基础知识
工段十二:擰跳線
1.將跳線理在連接頭大邊,去 掉下節外被.
• 二.連接頭
1.連接頭變形,PIN針歪斜下陷 2.連接頭內有無異物 3.外模與連接頭有無裂隙 4.連接頭表面有無生鏽
线材类产品基础知识
工段二十六:外觀檢查
1.刮傷
• 三.磁環
2.拉脫 3.不飽模,縮水,流紋
• 四.線材
1.線材上印字有無磨損,模糊 2.線材刮傷、破皮 3.臟污 4.是否有膠水沾到線材上 5.起鼓
焊接時間:2.0-3.0s
烙鐵溫度430℃±20℃ 焊點高度不可超出連接 頭鐵殼平面
线材类产品基础知识
焊鐵殼(對角點焊)
2.作業順序 待焊物置於 烙鐵
頭下方
預熱
线材类产品基础知识
焊鐵殼(對角點焊)
2.作業順序 加錫
移開錫絲 移開烙鐵
线材类产品基础知识
工段二十:鉚壓鐵殼頸部
1.將連接頭大邊朝上,小邊朝下放入鉚 壓機內,連接頭一定要與治具吻合
线材类产品基础知识
上塑殼不良圖示
鐵殼浮高
連接頭變形
线材类产品基础知识
工段二十四:終檢測試
1.取線材按連接頭大邊對大邊,小邊對小邊將 連接頭插入測試座中進行測試.
2.測試機屏幕顯示“良品”時握連接頭將其依 搖擺治具上下左右90度搖擺測試.
3.搖擺測試完屏幕仍顯示“良品”或“PASS” (亮綠燈)為良品;若顯示FAIL或其它(亮 紅燈)為不良品.
线材类产品基础知识
工段八:去麥拉
1.右手拿鋸片將帶有麥拉/鋁箔的芯線齊去皮 口處輕輕的劃一道小口.
2.用手把割有傷口的麥拉/鋁箔拉掉放於回收 膠盒內。
3.檢查無割傷芯線、地線等不良後將線材流 入下一工站.
线材类产品基础知识
工段九:同軸地線後翻
1.將同軸地線/地線理在一起,用擰線夾擰緊,並 后翻於外被上.
线材类产品基础知识
工段十五:打熱熔膠
3.將打完膠的線材跟治具一起放在桌面 上,待凝固.
4.每打5模後,將前面的線材取下,檢查 有無不飽模的,良品流入下一工站. 不良品補膠.
打膠不飽模圖片
线材类产品基础知识