啤酒瓶标准介绍
啤酒包装容器现状及安全性能要求

啤酒包装容器现状及 安全性能要求
□ 刘 晓 江苏省产品质量监督检验研究院
单层 PET 啤酒瓶对氧气和二氧化碳气 体的阻隔性,能达到所有啤酒保质期 标准,并符合欧盟啤酒包装食用安全 标准。
随 着 技 术 的 不 断 进 步 和 成 熟, 我 国 PET 啤酒瓶的应用市场将不断扩大, 而目前 PET 啤酒瓶的相关检测标准尚 属空白。
易拉罐啤酒瓶
啤 酒 包 装 易 拉 罐 以 铝 材 居 多, 最 常见为 330 mL 小容量包装。其优点是 工艺简单,冲压一体成型;相比玻璃 啤酒瓶安全系数高,不易爆瓶;质量 轻,携带方便,小容量满足多数人一 次性饮用需求,且保鲜度好。其缺点 是生产成本和价格定位相对较高,消 费市场受局限。常见质量问题有罐盖 凸起、变形,漏酒、拉坏断开不能正 常开启等。啤酒易拉罐常用检测标准 为《包装容器 铝易开盖铝两片罐》(GB/ T 9106.1—2009),标准对罐体耐内压、 轴向承压力和密封性能都做了严格 规定。
聚酯塑料啤酒瓶
聚 酯 塑 料 啤 酒 瓶 成 型 工 艺 简 单, 成本低,易于运输,不易破裂,安全 系数高,生产过程能耗低、污染小, 避免了玻璃和金属作为啤酒包装容器 的各种弊端,是未来较为理想的啤酒 包装材料。
目 前, 聚 酯 塑 料 瓶 用 作 啤 酒 包 装 容器的最大问题在于气体阻隔性能不 理想,由于啤酒货架期内,要求啤酒 在 120 d(保质期)内啤酒中氧气含量 不超过 1×10-6 g,CO2 损失率≤ 5%, 如果 CO2 损失率超过 5%,则啤酒口 感和风味会明显下降。另外,啤酒灌 装时需进行巴氏杀菌,而传统聚酯材 质耐高温性能较差。
H热 点 Spot 特别报道
啤酒是深受消费者喜爱的酒精饮 料,我国每年啤酒产品超过 2 000 万 t 且逐年增长。这便带来了啤酒包装市 场的蓬勃发展,啤酒包装种类多样。 随着技术的不断革新,新的包装形式 不断涌现。
啤酒瓶的技术标准

啤酒瓶的技术标准主要包括以下几个方面:
1. 材质:根据我国相关标准规定,啤酒瓶的材质主要是玻璃。
玻璃材质具有透明度高、不易变形、不易磨损、易于清洁等特点,能够保证啤酒的品质。
2. 容量:啤酒瓶的容量通常为330ml、500ml、640ml等,也有部分小容量或大容量的瓶子。
容量的大小主要根据啤酒的类型和消费者的需求来选择。
3. 高度:啤酒瓶的高度一般在200mm-350mm之间,具体高度也会根据容量和设计风格有所不同。
4. 瓶颈:啤酒瓶的瓶颈部分较细,便于抓握和倒酒。
瓶颈的直径一般在22mm-35mm之间,具体尺寸也会根据瓶子的容量和形状有所不同。
5. 瓶底:啤酒瓶的瓶底通常较厚,可以增加瓶子的稳定性和抗压性。
瓶底的形状可以是圆形、椭圆形或方形等,具体形状主要根据生产厂家的设计和生产工艺来选择。
6. 印刷:啤酒瓶上通常会印刷有啤酒的品牌、容量、生产日期等信息。
印刷方式可以是丝网印刷、烫金印刷、UV喷印等,具体印刷方式主要根据设计要求和成本考虑来选择。
7. 安全性:根据我国相关标准规定,啤酒瓶需要经过严格的安全检测,包括耐压强度、抗冲击性能、热稳定性能等。
确保啤酒瓶在使用过程中不会出现破裂、爆炸等危险情况。
综上所述,啤酒瓶的技术标准主要包括材质、容量、高度、瓶颈、瓶底、印刷和安全性等方面。
根据不同品牌和类型的啤酒,可能会对这些技术标准进行相应的调整。
酒瓶的分类

酒瓶的分类酒瓶是一种常见的容器,用于储存和装运各种类型的酒类饮品。
根据不同的特点和用途,酒瓶可以分为多个分类。
下面将对几种常见的酒瓶进行介绍。
一、葡萄酒瓶葡萄酒瓶是一种用于储存葡萄酒的特殊瓶型。
它通常采用深绿色或深蓝色的玻璃材质制成,这种颜色有助于阻挡光线,保护葡萄酒的质量。
葡萄酒瓶的形状多样,常见的有波尔多瓶、勃艮第瓶和香槟瓶等。
不同形状的瓶子可以适应不同类型的葡萄酒,同时也能展现出葡萄酒的独特韵味。
二、白酒瓶白酒瓶是一种用于储存白酒的瓶型。
白酒瓶通常采用透明玻璃材质制成,方便消费者观察酒的颜色和清澈度。
白酒瓶的形状一般比较简单,如圆柱形或方形。
白酒瓶的设计注重简洁大方,一般不会过于花哨,以突出酒的高贵和纯净。
三、啤酒瓶啤酒瓶是一种用于装运和销售啤酒的瓶型。
啤酒瓶通常采用棕色或绿色玻璃材质制成,这种颜色能够有效阻挡阳光,保护啤酒的风味。
啤酒瓶的形状多样,常见的有长颈瓶、短颈瓶等。
不同形状的瓶子也对应着不同类型的啤酒,如拉格啤酒常用长颈瓶,而艾尔啤酒则常用短颈瓶。
四、果酒瓶果酒瓶是一种用于储存果酒的瓶型。
果酒瓶通常采用透明玻璃材质制成,以便消费者观察酒的颜色和口感。
果酒瓶的形状多样,有圆形瓶、扁圆形瓶等。
不同形状的瓶子能够突出果酒的特点,如圆形瓶适合储存果味浓郁的果酒,而扁圆形瓶则适合储存口感柔和的果酒。
五、洋酒瓶洋酒瓶是一种用于储存洋酒的瓶型。
洋酒瓶的材质和形状各异,可以根据酒的特点和品牌的形象进行设计。
一些高端洋酒瓶采用玻璃材质,通过瓶身的雕刻和包装的装饰来展现酒的奢华和品质。
而一些普通洋酒瓶则采用塑料或者铝合金材质,更注重实用和便利。
六、保健酒瓶保健酒瓶是一种用于装运和销售保健酒的瓶型。
保健酒瓶的设计注重实用性和便利性,一般采用透明玻璃或塑料材质制成。
保健酒瓶的形状多样,有圆柱形瓶、方形瓶等。
瓶身上通常印有产品的功效和使用方法,方便消费者了解和选择适合自己的保健酒。
总结:酒瓶是不同类型酒类的专用容器,根据不同的特点和用途,酒瓶可以分为葡萄酒瓶、白酒瓶、啤酒瓶、果酒瓶、洋酒瓶和保健酒瓶等多个分类。
PET啤酒瓶国家标准通过评审

低。
据 有 关 方面 人 士 介绍 : 聚对 苯
审 批并 颁发 实施 。
该机构预计2 0 年煤炭供需将基本达到平衡 , 09 但部分地区和部分季节可能
还 会 出现短 缺 。中 国南部 地 区往往 会在 夏 季用 电高 峰期 出现煤 炭 供应 短缺 。
今年6 月份 , 在全球煤炭价格持续上涨的情 况下,国家发改委将主要港 口 的电煤价格最高限制在人民币 80 6 元 /吨 ,希望 以此使飙升的煤价得到 4 ~80
是 目前 世 界 新 兴 的 啤酒 包 装 容 器 。 P T 啤酒 瓶 国 家标 准通 过 审查 并 将 E
的7 8 亿吨。 .5 中国多数煤 田位于山西和陕西等北方省份 , 而电厂、 钢厂等主要 煤炭用户则大多分布在东部和南部省区。 明年跨省区煤炭运输量的增长将归因于东部和南部地区需求的增长以及铁
发改委明年将取消煤炭价格上 限
国 家发改 委表 示 , 由于 煤炭 的国 内供 应 紧 张状 况 已趋 于 缓和 , 同时全 球煤 价也有 所 回落 , L 09 因 ̄ 20 年将 取消 今年 6 月份 设 定的煤 炭价 格上 限 , 允许 煤炭 价格 由买 卖双 方 自行确 定 。 国家 发改 委 已经推 行 了两 年 的市 场定 价机 制 , 价格 反 映需求 、 使 资源 成本 和环境 成 本 ;但 今年 上半 年煤 炭价 格 飙升 打断 了市 场价 格机 制 的运行 。 国家发改委表示 , 如果20年价格再 次 出现剧 烈波动 , 09 该机 构还会 出手干预 。
啤酒瓶包装用的材质和工艺
啤酒瓶包装用的材质和工艺
啤酒瓶包装用的材质主要是玻璃、塑料和金属。
玻璃瓶是一种传统的啤酒瓶包装材料,优点是防氧化、透光性好、不会影响啤酒的味道。
但是玻璃瓶比较易碎,且重量较重,运输成本较高。
塑料瓶则是相对较新的材质,优点是轻巧、不易碎、具有可回收性,但其透光性和氧保持性都略逊色于玻璃瓶。
同时,在长期储存过程中,塑料瓶容易与啤酒中的物质发生反应,导致口感不佳。
金属瓶(如铝罐)逐渐成为啤酒瓶包装的主流,其优点是轻巧、易于携带、易于存储和运输。
此外,由于金属瓶可以更好地遮光和防氧化,啤酒在金属瓶中的保鲜期更长,口感更好。
啤酒瓶包装的工艺包括瓶身成型、印刷和标签贴合。
瓶身成型可以通过吹瓶或注塑等工艺实现。
印刷可以采用丝印、凹印、热转印等技术,以实现对瓶身的标识和装饰。
标签贴合也是一种常见的工艺,通过在瓶身上粘贴标签来实现品牌和产品信息的展示。
啤酒国家标准

一、啤酒国家标准1引用标准:GB 191 包装储运图示标志GB 2758 发酵酒卫生标准GB 4544 啤酒瓶GB 4789.1~ 4989.28 食品卫生检验方法--微生物学部分GB 4928 啤酒试验方法GB 5739 啤酒塑料周转箱GB 6543 瓦楞纸箱GB 10344 饮料酒标签标准2 感官要求⑴浓、黑色啤酒的技术要求⑵淡色啤酒的技术要求2.理化要求3.保质期瓶装、听装熟啤酒保质期不少于120d(优、一级),60d(二级),瓶装鲜啤酒保质期不少于7d。
罐装、桶装鲜啤酒保质期不少于3d。
二、啤酒测定方法标准三、黄酒质量标准DB37/T 879-2007 黄酒生产企业HACCP应用指南DB37/T 914-2007 黄酒生产质量安全控制GB 12698-1990 黄酒厂卫生规范GB/T 13662-2008 黄酒GB/T 17946-2008 地理标志产品绍兴酒(绍兴黄酒)GB/T 23542-2009 黄酒企业良好生产规范NY/T 897-2004 绿色食品黄酒QB/T 2745-2005 烹饪黄酒QB/T 2746-2005 清爽型黄酒SN 0047-1992 出口黄酒检验规程四、柠檬酸标准GB/T 191 包装储运图示标志(GB/T 191-2000,eqv ISO 780:1997)GB/T 601 化学试剂滴定溶液的制备GB/T 602 化学试剂杂质测定用标准溶液的制备GB/T 603 化学试剂试验方法中所用制剂及制品的制备GB/T 606 化学试剂水分测定通用方法卡尔.费休法GB/T 5009.11-2003 食品中总砷及无机砷的测定GB/T 6682-1992 分析实验室用水规格和试验方法(neq ISO 3696:1987) GB/T 50073-2001 洁净厂房设计规范五、食用酒精标准感官要求理化指标六、食用玉米淀粉标准感官要求理化要求卫生要求(注:文档可能无法思考全面,请浏览后下载,供参考。
酒瓶质量鉴定

酒瓶质量鉴定全文共四篇示例,供读者参考第一篇示例:随着酒类消费市场的不断扩大,酒瓶作为酒类包装的重要载体,其质量的稳定和可靠性对于保障酒类产品的质量和安全具有至关重要的意义。
对于酒瓶质量的鉴定是十分必要的。
本文将从酒瓶的材质、外观、重量、尺寸、印刷和包装等多个方面进行详细介绍,希望能够帮助读者更好地了解如何鉴定酒瓶的质量。
一、酒瓶的材质酒瓶的材质通常分为玻璃瓶、陶瓷瓶和塑料瓶三种。
玻璃瓶是目前最常见的酒瓶材质,其透明度高、质地坚硬、不会变质等优点使其成为酒类包装的首选。
酒瓶的质量主要取决于玻璃的透明度、均匀度和坚硬度等指标。
好的玻璃瓶应该色泽均匀,无气泡和瑕疵,敲击时声音清脆。
二、酒瓶的外观酒瓶的外观包括瓶口、瓶颈、瓶身和瓶底等部分。
优质的酒瓶应该有光滑整齐的瓶口,瓶颈线条流畅,瓶身无变形和瑕疵,瓶底平整稳固。
酒瓶的外观还包括是否有气泡、炉头或者其他瑕疵,这些都是影响酒瓶质量的重要因素。
三、酒瓶的重量酒瓶的重量也是衡量酒瓶质量的一个重要指标。
一般来说,同样规格的玻璃瓶,质量越重越好。
但同时也要注意,过重的酒瓶可能会增加运输成本和酒类产品的售价,因此在重量与成本之间需要平衡选择。
四、酒瓶的尺寸酒瓶的尺寸包括高度、直径和容积等方面。
优质的酒瓶应该尺寸统一,不同批次生产的酒瓶应该保持相同的规格。
酒瓶的容积也要符合国家标准,不得有超量或者短量的情况。
五、酒瓶的印刷酒瓶的印刷主要是指酒瓶上的标识和LOGO。
好的酒瓶应该印刷清晰、字迹工整、色彩鲜艳。
标识和LOGO应该符合国家相关规定,不得有虚假宣传或者误导性信息。
六、酒瓶的包装酒瓶的包装也是一个重要的鉴定标准。
好的酒瓶包装应该结实美观、印刷清晰、不易破损。
包装材料应该符合国家标准,不得对酒类产品造成污染或者损害。
第二篇示例:酒瓶质量鉴定一直是酒类生产与销售过程中的重要环节。
鉴定一款酒瓶的质量,不仅可以为消费者提供更好的产品体验,同时也影响到品牌形象以及市场竞争力。
啤酒易拉罐尺寸 标准

啤酒易拉罐尺寸标准
啤酒易拉罐是现代人生活中常见的饮品包装,其尺寸标准化有助于保证生产效率和消费者使用方便。
以下是啤酒易拉罐的尺寸标准:
1. 直径:一般来说,啤酒易拉罐的直径为66毫米或者73毫米。
其中,66毫米的易拉罐可装载330毫升的饮料,73毫米的易拉罐可装载500毫升的饮料。
2. 高度:啤酒易拉罐的高度在50毫米至170毫米之间。
一般来说,装载330毫升饮料的易拉罐高度在110毫米左右,装载500毫升饮料的易拉罐高度在135毫米左右。
3. 厚度:啤酒易拉罐的厚度一般在0.1毫米至0.3毫米之间,具体厚度会根据生产厂家而有所不同。
以上是啤酒易拉罐尺寸的标准化,消费者在购买时可以根据需求选择合适的尺寸,同时也提高了生产效率和降低了成本。
- 1 -。
螺纹口玻璃瓶尺寸 玻璃瓶 玻璃罐 啤酒瓶 白酒瓶 检验制造标准
前
言
本标 准 对 螺纹玻璃瓶口尺寸系列做了规定,其中防盗螺纹玻璃瓶口尺寸非等效采用了 ISO 9056: 1990《玻璃容器— 防盗瓶口系列— 尺寸》,单头螺纹玻璃瓶口参考了英国标准 BS1 918P art1 - 1978《玻璃容器瓶口 第1部分 连续螺纹瓶口规格》,多头螺纹玻璃瓶口结合了国内实际情况。
模 型滚刀
图 2 形式 2
图 3 形式 3
Gs/T 17449- 1998 图 4 多头螺纹玻璃瓶口
图 5 单头螺纹玻璃瓶口
注 尺 寸 应根据瓶口的形状,按图 1至图5及附表所示选定。所有未注公差尺寸为公称尺寸,瓶口厚度应满足正常
操 作
4.3 螺旋升角(滚刀引入角)的计算见式(1)
尸
t0 d,+ d,
2
式 中 13 一螺旋升角(滚刀引入角),’
尸— 螺距 ,mm;
叭 一螺纹外径,mm; 法 一瓶口外径,tntno
本 标 准 规定了螺纹玻璃瓶 口的定 义、分类 、尺寸 本标 准 适 用于盛装非充气物的螺纹瓶口玻璃容f
2 定义
本 标 准 采用下列定义
2.1 防盗螺纹玻璃瓶口 pilferproofth readfi nisho fg lass
在开 启 之 前需要拧断瓶盖的螺纹玻璃瓶口。
2.2 多头螺纹玻璃瓶口 multiple-startth readf inisho fg lass
中华 人民 共和 国国家标 准
包装 玻璃容器 螺纹瓶 口尺寸
Packaging-Glassc ontainers-Threadf inishd imensions
参考资料:
GB /T 17449一 1998 neqI SO 9056:1990
玻璃瓶检验标准
玻璃瓶检验标准1 目的为了规范公司产品用玻璃瓶验收标准,确保所采购此类包材符合公司需求,且有效避免不合格品流入本公司或下一道工序,特制定本检验标准。
2 范围本检验标准适用于公司产品用所有玻璃瓶的样品、进货、库存及在线检验。
本标准属通用标准,涉及具体工艺参数及内容详见单标、样板或图纸。
3 规范性引用文件3.1QB/T 1685 化妆品产品包装外观要求3.2GB/T 2792 压敏胶粘带180°剥离强度试验方法3.3 GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3.4GB/T 15172 运输包装件抽样检验3.5GB 4544 啤酒瓶4 要求4.1外观要求4.4具体技术要求见表2。
5.检验方法5.1外观将待检样品在自然光或40W白炽灯光下,距离样品300mm,以90º角光源、45º视角目测鉴定,并与签样进行比较。
表2:技术要求5.2图案偏移测量试样左右(或上下)任一对称部位的空白处宽度(精确度0.1mm),然后按下列公式计算出成品图案位置偏差:δ=(d1-d2)/2 5.3套印误差将试样放在5.1.2光源下,用精度为0.01mm的20倍计数放大镜分别测量试样主要部位和次要部位任二色间的套印误差各3点,分别取其最大值,作为该试样的主要部位和次要部位的套印误差。
5.4规格测试5.4.1 克重测试用感量为0.1g电子秤测量。
5.4.2 高度测试用高度尺进行测量。
5.4.3 配合间隙测试将对应的盖子(泵头)盖(锁)紧,用厚薄进行测量。
5.4.4 满口容量测试a、用感量为0.1g的电子秤称皮重m0,然后用水将瓶灌满,用电子秤称量m1;b、计算:满口容量=m1- m0单位:ml(不考虑温度对水的密度的影响)。
5.4.5 有效容量测试测试方法与5.4.4相同。
5.5 耐热耐寒测试*将等量的水装入待测容器中,放入(50±2)℃的恒温箱内静放48h;再放入(-5℃~-15℃)的冰箱中冷冻48h后观察。
华润雪花啤酒瓶标准071102

啤酒瓶Q/CRBWH 016—2007 1 范围本标准规定了啤酒瓶的技术要求、试验方法、检验规则及包装、标志、贮运要求。
本标准适用于公司生产中所使用的玻璃啤酒瓶。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 2828-2003 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 4544 啤酒瓶GB 4545-1984 玻璃瓶内应力检验方法GB 4545-1996 玻璃瓶罐内压力试验方法GB 4547-91 玻璃容器抗热震性和抗热耐久性试验方法GB 4948-95 玻璃容器内表面耐水性侵蚀性能试验方法及分级GB 6562-86 玻璃瓶罐抗机械冲击试验方法GB 8452-87 玻璃容器、玻璃瓶垂直轴偏差测试方法GB10809 玻璃容器冠形瓶口尺寸3 术语本标准对啤酒瓶各部位名称定义按GB4544的定义。
可回收CRB专用啤酒瓶CRB专用并标有CRB规定标志,可重复多次灌装啤酒的啤酒瓶。
可回收普通啤酒瓶可在啤酒行业间相互流通,重复多次灌装啤酒的啤酒瓶。
一次性瓶不可重复灌装啤酒的啤酒瓶。
重容比啤酒瓶的质量(g)和满口容量(mL)之比。
4 技术要求新瓶技术要求另:1.四个瓶型都按照可回收CRB专用啤酒瓶的指数,纯生用瓶的理化性能,其他数据仍按照草图申请表设计。
2.瓶型的SNOW中的O里的花纹按照提供的图纸设计。
的2个瓶型规格尺寸按照超高档啤酒瓶,500ML的2个瓶型规格尺寸按照高档啤酒瓶设计。
4.1.1 理化指标新瓶理化指标应符合表1的规定。
Q/CRBWH 016—20074.1.2规格尺寸规格尺寸应符合表2要求。
Q/CRBWH 016—2007 4.1.3 外观外观质量应符合表3要求。
啤酒瓶标准介绍
《啤酒瓶》及其标准介绍(一)近几年,啤酒行业的标准化工作进展较快,除了啤酒主产品及各种原辅材料制订有相应的国家标准及行业标准外,在有关部门的重视和支持下,开始出台一系列的行业管理标准。
目前,啤酒工业的标准化工作处于食品行业前列。
利用会议机会向大家介绍《啤酒瓶》标准及其他一些标准的制修订情况。
一、《啤酒瓶》标准的修订情况九十年代初,啤酒消费是明显的卖方市场,啤酒卖得快,啤酒厂对包装材料的检验把关不严,瓶装啤酒的爆炸伤人事件时有发生,成为消费者投诉的焦点。
国家有关部门决定修改《啤酒瓶》标准,以控制爆瓶事件的发生,所以,《啤酒瓶》标准的修订受到各方面的关注。
至今,《啤酒瓶》标准的修订工作已经历了三个阶段:1、1995年标准修订阶段1995年,《啤酒瓶》标准GB4544—91进行了修订,由于啤酒行业和玻璃瓶制造业在标准修订内容上有重大意见分歧,最终对标准的主要内容未作改动,只增加了原国家有关部门关于加强啤酒瓶质量管理文件的相关内容,即啤酒瓶打专用标记“B”;建议啤酒瓶回收使用期限为两年;单列出轻量一次性使用啤酒瓶等。
修改后的标准GB4544—1996于1996年6月25日发布,1997年1月1日实施。
1998年,国家质检总局下发40号文,明确啤酒企业从1999年4月1日起必须全部使用符合GB4544—1996的啤酒瓶。
即淘汰非“B”瓶,全部使用“B”标记瓶。
但是,在GB4544—1996的执行过程中,出现以下一些问题,啤酒企业对此反应很大。
①企业集中更换非“B”瓶,需投入大量资金,更换过程中,生产线上难以分辨出“B”瓶和非“B”瓶;②对限期淘汰非“B”瓶,各地执法力度不一,有的企业扩大收购其它品牌的“B”字回收瓶,有的企业至今仍在使用非“B”瓶,造成市场混乱;③新标准执行后,仍未解决消费市场的爆瓶问题。
1998年,为全面了解啤酒行业内《啤酒瓶》标准的执行情况,啤酒分会组织了一次啤酒瓶使用情况调查,就啤酒生产使用新瓶比例、使用“B”瓶比例、啤酒瓶周转天数及检测啤酒瓶合格率等情况进行了调查,收回调查表100多份,将调查结果整理后,啤酒分会向国家有关部门反映了情况,提出了标准执行中的问题。
对GB4544—91《啤酒瓶》标准中抗冲击值的研究
第18卷标 准 化 报 道Vol.18第1期REPOR TING OF STANDARDIZATION No.1 1997对GB4544—91《啤酒瓶》标准中抗冲击值的研究杨永洲(甘肃省产品质量监督检验所 兰州 730030)摘 要 根据《啤酒瓶统检细则》对13个省区啤酒瓶的检验结果进行了分折,提出了啤酒瓶抗冲击值在0.5J左右的建议。
关键词 啤酒瓶 抗冲击值 质量检验 随着我国啤酒产量的逐年增加,对啤酒瓶的需求量也逐年增大,啤酒瓶的质量将成为一个突出的问题。
今年国家包装质量监督检验中心(兰州)对13个省区的啤酒瓶生产和使用企业按照《啤酒瓶统检细则》进行了检验。
在120个批次的啤酒瓶中,合格率为11.67%,其中抗冲击合格率为18.33%。
可见有必要对GB4544-91啤酒瓶标准中抗冲击值进行探讨。
1 影响啤酒瓶抗冲击强度的因素啤酒瓶的机械强度除了与瓶子形状、瓶壁厚度和厚薄分布有关外,还与玻璃的匀质度、微观和宏观缺陷以及表面状态有密切关系。
玻璃的理论强度是指其结构键的强度,玻璃成分不同,结构键的强度也不同。
众所周知,≡Si-O-Si≡键具有很高的强度,而≡Si-O-R(碱金属)的强度便很低。
从理论上说,要得到高强度玻璃必须加入大量高电荷、小体积阳离子的玻璃网络形成体(S i4+和B a+等),但这会带来熔化和成型的巨大困难或增大成本,实际上是办不到的。
所以啤酒瓶成分数年来并没有显著的变化,因为玻璃成分首收稿日期6先必须保证玻璃熔化和成型工艺的顺利进行。
啤酒瓶的理论强度可由结构键计算出来,其强度很高,较钢坚固得多,实际上,它的理论强度是实际强度的千百倍。
实际强度之所以这样低,其原因是晶格缺陷、条纹、裂纹等引起的,另一原因是它的非均质性。
由于这些因素的影响,啤酒瓶的实际抗冲击值是比较低的。
2 瓶子形状、壁厚对抗冲击值的影响2.1 瓶子形状对机械强度影响很大,形状越复杂,强度越低。
这是由于形状复杂的瓶子应力集中。
重点玻璃瓶质量标准

[重点]玻璃瓶质量标准包装物质量标准——玻璃瓶罐1 范围本标准规定了各种玻璃瓶罐的技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于我厂的玻璃酒瓶与玻璃酒杯的检验。
下列单项项目范围:圆度:适合于瓶身横截面为圆形的酒瓶、酒杯;表面平整度:适合于瓶身纵轴截面为相互平行并垂直于底部水平面的酒瓶、酒杯,不适合于瓶身纵轴截面为椭圆形或其他异形的就酒瓶、酒杯。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文(以下标准以最新版本为准)。
GB/T 24694 玻璃容器白酒瓶;GB/T 4545 玻璃瓶罐内应力检验方法;GB/T 6552 玻璃瓶罐抗机械冲击试验方法;GB/T 4547 玻璃容器抗热震性和热震耐久性实验方法; GB/T 4548 玻璃容器内表面耐水侵蚀性能测试方法及分级; GB 19778 包装玻璃容器铅、镉、砷、锑溶出允许限量; 3.1 玻璃瓶质量标准3.1.1 材质尺寸应符合下表要求项目指标不合格限材质尺寸材质尺寸符合设计图纸要求,以样为准 0% 3.1.2 卫生指标铅、镉、砷、锑的溶出允许限量满足GB 19778的有关规定。
3.1.3 理化性能应符合下表规定项目指标不合格限抗热震性耐急冷温差42?无爆裂耐水性应符合GB/T 4548中HC3的要求0% 内应力真实应力小于等于4级抗冲击/J 应符合GB/T 6552 中的方法试验,?0.6J3.1.4 海王酒、鹿龟酒等中高档系列产品玻璃瓶外观质量应符合下表规定项目指标规定不合格限内棱应光滑圆角,封合面上不允许有影响密封性的皱褶及破裂现象;口部缺陷 1% 螺纹线皱褶长度不长于1cm口部尖刺不允许有单边口模合缝线凸出量不大于0.12mm模缝线单边凸出量不大于0.2mm 1%尖锐刺手的不允许有大于3mm(圆形)或4mm(长不允许有形);破气泡和表面气泡; 不允许有泡点 2% 直径在?1mm以下,能目测; 每平方厘米不多于6个圆形直径0.3,3mm,能目测; 不多于3个表面平整,无明显凹凸不平现象。
百威英博玻瓶通用标准--20100724
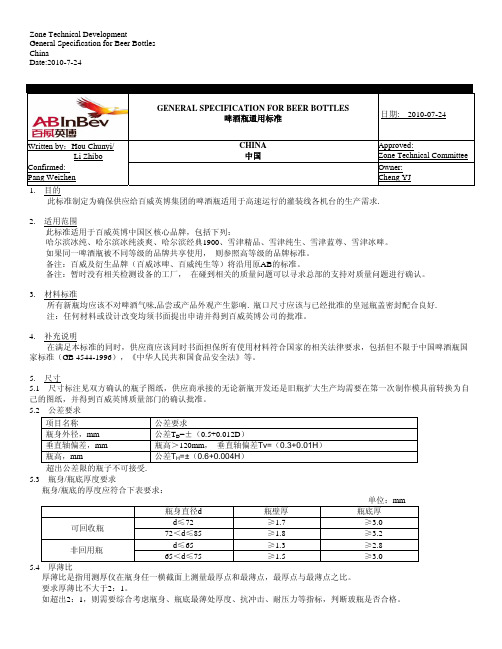
GENERAL SPECIFICATION FOR BEER BOTTLES 啤酒瓶通用标准
日期: 2010-07-24
Written by:Hou Chunyi/ Li Zhibo
补充说明:
类
别
哈尔滨系列
雪津系列
百威英博中国区核心品牌清单
核心品牌名称 哈尔滨冰纯
哈尔滨冰纯淡爽 哈尔滨经典 雪津精品 雪津蓝尊 雪津纯生 雪津冰啤
Zone Technical Development General Specification for Beer Bottles China Date:2010-7-24
9. 玻瓶耐内压力标准 取有代表性的样品,按照中国啤酒瓶国家标准规定的按ASTM147方法测试1分钟(或相当条件下)的最高要求。
下列抽样程序适用于啤酒厂测试玻瓶: 1)从测试批中随机抽取20个样品检测, 2)如果所有结果大于1.21Mpa(12.1 bar), 则接收该批产品, 3)若有2个或2个以上结果低于1.21Mpa(12.1 bar), 拒绝该批产品, 4)若发现一个低于1.21Mpa(12.1 bar),则抽20瓶子复测,复测结果2个低于1.21Mpa(12.1 bar)拒收;小于2个 则接收。 5)任何情况下,只要发现低于1.03Mpa(10.3bar)的值则拒收。
这些要求。如需进行涂层变更,应在第一时间提出书面申请给百威英博集团质量部,并通过统一的质量认证后方可以使 用。 7.1 热端喷涂
瓶口热端涂层应小于等于17CTUs(使用AGR-FCMS测量) 7.2 冷端喷涂
玻璃酒瓶质量标准
1、白酒玻璃酒瓶分为高白、晶白、普白还有乳白瓶和彩色玻璃酒瓶,烤花玻璃酒瓶蒙砂玻璃酒瓶等,什么样的酒选用什么样的瓶,比如茅台多用乳白酒瓶为主,白酒用透明玻璃酒瓶。
2、质量包管系统。
对玻璃酒瓶厂进行审计己成为选购白酒玻璃酒瓶必不成少的主要环节。
经过审计,可对出产厂的软、硬件设备,技能设备、质量综合程度作出具体准确评价。
酒瓶质检人员酒瓶模具都是必不可少的,质量首先是看酒瓶合封线,就是模具包合的部分,老模具一般双合封线这样就需要模具下机检修,对于喷色酒瓶就需要玻璃酒瓶的外表光洁度,酒瓶外表光滑直接影响喷色酒瓶的好坏。
3、瓶体与盖的密封性。
这就要看瓶盖垫片的功绩了,瓶盖垫片在酒瓶盖和玻璃酒瓶之间,首要起到密封的效果。
另外经过工具测量严格的酒瓶,一般都不会出现漏酒,渗酒,所以厂里有好的质检人员是企业不可缺少的!
4、白酒玻璃酒瓶质量规范。
质量是企业立足之本,所以好的酒瓶直接影响企业的发展。
客户的口碑,满意度也是对企业的认可。
好的玻璃酒瓶厂首先要看他们的合作商,酒瓶生产线生产能力用户的口碑。
质量差的酒瓶破损大,瓶壁不均匀,酒瓶机器吹的时候不
美观。
特别是酒瓶口台,配上盖子后缝隙大,酒瓶台吹不起来,直接影响白酒玻璃酒瓶的美观。
所以选择质量可靠的玻璃酒瓶厂,这样才可以让您的酒水升值百倍!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《啤酒瓶》及其标准介绍(一)近几年,啤酒行业的标准化工作进展较快,除了啤酒主产品及各种原辅材料制订有相应的国家标准及行业标准外,在有关部门的重视和支持下,开始出台一系列的行业管理标准。
目前,啤酒工业的标准化工作处于食品行业前列。
利用会议机会向大家介绍《啤酒瓶》标准及其他一些标准的制修订情况。
一、《啤酒瓶》标准的修订情况九十年代初,啤酒消费是明显的卖方市场,啤酒卖得快,啤酒厂对包装材料的检验把关不严,瓶装啤酒的爆炸伤人事件时有发生,成为消费者投诉的焦点。
国家有关部门决定修改《啤酒瓶》标准,以控制爆瓶事件的发生,所以,《啤酒瓶》标准的修订受到各方面的关注。
至今,《啤酒瓶》标准的修订工作已经历了三个阶段:1、1995年标准修订阶段1995年,《啤酒瓶》标准GB4544—91进行了修订,由于啤酒行业和玻璃瓶制造业在标准修订内容上有重大意见分歧,最终对标准的主要内容未作改动,只增加了原国家有关部门关于加强啤酒瓶质量管理文件的相关内容,即啤酒瓶打专用标记“B”;建议啤酒瓶回收使用期限为两年;单列出轻量一次性使用啤酒瓶等。
修改后的标准GB4544—1996于1996年6月25日发布,1997年1月1日实施。
1998年,国家质检总局下发40号文,明确啤酒企业从1999年4月1日起必须全部使用符合GB4544—1996的啤酒瓶。
即淘汰非“B”瓶,全部使用“B”标记瓶。
但是,在GB4544—1996的执行过程中,出现以下一些问题,啤酒企业对此反应很大。
①企业集中更换非“B”瓶,需投入大量资金,更换过程中,生产线上难以分辨出“B”瓶和非“B”瓶;②对限期淘汰非“B”瓶,各地执法力度不一,有的企业扩大收购其它品牌的“B”字回收瓶,有的企业至今仍在使用非“B”瓶,造成市场混乱;③新标准执行后,仍未解决消费市场的爆瓶问题。
1998年,为全面了解啤酒行业内《啤酒瓶》标准的执行情况,啤酒分会组织了一次啤酒瓶使用情况调查,就啤酒生产使用新瓶比例、使用“B”瓶比例、啤酒瓶周转天数及检测啤酒瓶合格率等情况进行了调查,收回调查表100多份,将调查结果整理后,啤酒分会向国家有关部门反映了情况,提出了标准执行中的问题。
2、《啤酒瓶》标准二次纳入制标计划由于企业反映强烈,社会舆论也对新标准未能遏止爆瓶事件提出质疑,2002年,国家又将《啤酒瓶》标准二次纳入修订计划。
6月22日中国轻工业联合会召开了玻璃瓶制造业、啤酒行业代表参加的标准修改讨论会,讨论的主要修改内容有:啤酒瓶不再按质量分级,改分为新瓶标准和最低使用标准,低于指标的啤酒瓶禁止使用;适当提高新瓶理化指标;可回收瓶增加重容比指标;删去“建议啤酒瓶回收使用期限为两年”;啤酒瓶容量、尺寸只定公差,不定具体数值,引导啤酒瓶向小容量发展;引导使用轻量非回收瓶,和国际制瓶业发展趋势接轨。
为充分收集啤酒企业对《啤酒瓶》标准修改的意见,啤酒分会又发送了征求标准修改意见的函,而反馈的意见非常杂乱,提出问题多,具体意见少;提笼统意见多,具体数据少。
总结起来,主要意见有以下几方面:①支持删去啤酒瓶使用期限的建议;②提高啤酒瓶理化指标,如耐内压力、抗冲击力,要求增加啤酒瓶厚度,而个别厂则要求降低啤酒瓶指标;③支持增加重容比指标;④一次性啤酒瓶必须有明显标记,以免和回收瓶混淆;⑤对于啤酒瓶容量及公差尺寸,有两种意见:一是建议多样化,发展专用瓶;二是要求全国啤酒瓶规格统一,啤酒瓶可以通用;⑥对制订啤酒瓶最低使用标准表示担忧。
啤酒分会将以上意见详细整理后,转发给标准修订单位,未在行业内公布。
由于啤酒行业和啤酒瓶制造行业在标准修订内容上仍意见分歧较大,使标准修订工作进展缓慢。
2002年9月,国家质检总局在四川成都召开了“2002年全国啤酒瓶质量分析会”,通报了2002年啤酒瓶质量抽查情况(未对外公布),啤酒企业代表参加得不多。
国家在1999~2002年每年二季度抽样检测啤酒瓶质量:其合格率1999年为79.5%、2000年为76.8%、2001年为83.6%、2002年为87.3%(不包括回收瓶);2002年首次抽查了18个省市39家啤酒厂的回收使用瓶,合格率只有33.3%,其中大型企业70%、中型企业33.3%、小型企业7.1%,主要不合格项是抗冲击、耐内压和轴偏差。
从以上检测结果可以看出:新啤酒瓶的合格率在逐年提高,但回收使用瓶的合格率仍较低;啤酒行业内部大型企业合格率比中小企业高。
本次会议上,武汉百威公司介绍了啤酒瓶质量控制的经验。
3、《啤酒瓶》标准(草案稿)讨论阶段2004年7月12日,啤酒分会接到标准起草单位发来的《啤酒瓶》标准修订(草案稿),此修订(草案稿)和GB4544—1996标准文本相比,主要有以下修改点:①确定不再按啤酒瓶理化性能分优等品、一等品、合格品,理化指标按一次性新瓶、可回收新瓶、使用中旧瓶三种类型分别规定。
原则上是:可回收新瓶采用GB4544—1996标准中的优等品指标;使用中旧瓶采用合格品指标;一次性新瓶指标介于这两者之间;②不再单独对有效容量640mL啤酒瓶提出具体的规格尺寸,按啤酒瓶的不同满口公称容量规定了相应的容量相对公差和绝对公差,有利于引导啤酒容量向小型化发展;③确立了重容比指标,但未定具体指标值;④提出了啤酒瓶交接验收时的接收质量限(指标合格%),但未定具体数值;⑤没有对啤酒瓶使用年限作出规定;⑥啤酒瓶打专用标记“B”,一次性使用啤酒瓶还应在肩部醒目位置打“NR”字样。
近两年来,啤酒厂对啤酒瓶的质量管理有所加强,不少工厂将进厂新瓶检测和在线使用回收瓶抽检工作列入常规检验制度,市场上的瓶装啤酒爆炸伤人事件也有所减少。
为了解当前行业内啤酒瓶使用情况及企业对《啤酒瓶》标准(草案稿)的意见,啤酒分会再次进行啤酒瓶使用情况调查。
本次调查内容主要是:当前使用啤酒瓶的规格及新瓶比例;使用品牌专用瓶的情况;专用瓶的主要理化指标:耐内压、抗冲击、重容比;对修改标准(草案稿)的具体意见。
啤酒分会对315家啤酒厂发送了调查通知,但只收回67份调查表,反馈率22%。
①啤酒行业内啤酒瓶使用情况调查的统计结果A、被调查企业啤酒产量中,瓶装啤酒占91.9%,和全国统计结果接近;瓶装啤酒中,640mL瓶占79.8%,其中新瓶在640mL瓶中占34.3%(计算结果:新瓶在全部啤酒包装中占25%,高于全国产量计算比例);B、被调查企业中,有80.6%的工厂使用了品牌专用瓶(高于全国比例)。
54家啤酒厂的专用瓶有26种规格,分别在53家玻璃厂生产,遍及全国各地。
专用瓶啤酒在总产量中所占比例不大,但品牌、规格之多说明啤酒厂为了突出品牌特性、彰显品牌个性特点,可谓用尽心机;C、专用瓶的理化指标通过加工合同限定,各厂之间差距较大耐内压:1.2~4.0Mpa抗冲击:0.3~1.6J重容比(啤酒瓶重量÷满口容量):640mL瓶0.75~0.85 平均0.77300mL(左右)瓶0.80~0.85 平均0.82色泽:棕、绿、白、翠绿、浅绿、浅蓝均有;D、价格:普通使用的640mL新啤酒瓶平均价0.53元/只,专用瓶平均价0.62元/只。
②对《啤酒瓶》标准(草案稿)的意见A、强调回收瓶不应规定使用年限,少数厂家提出可根据试验结果规定使用年限,个别厂家提出不能单独以时间规定使用年限,应结合其它指标,但未提出具体意见;B、基本同意修改后的啤酒瓶理化指标,但有正反两种意见,大多认为理化指标应提高,又有认为(草案稿)指标过高;C、赞成增加重容比指标,640mL瓶以0.8(536g)以上为宜;D、担心可回收瓶和一次性瓶混淆,流通过程可操作性差;E、建议规定几种啤酒瓶容量指标,目前品牌专用瓶指标杂乱,不利于管理;F、尚有少数不切合实际的要求,如取消“B”标记,取消回收使用旧瓶质量指标等。
4、啤酒企业的态度上面已经对《啤酒瓶》标准的修订情况作了详细介绍,标准修订进展缓慢,啤酒企业持什么态度,我们提出一些看法和大家讨论。
①啤酒企业应该有两种认识:一是啤酒厂加强啤酒瓶使用管理是应有的职责,必须建立完善的啤酒瓶检验制度,除对进厂新瓶分批检验外,还应在生产线上抽检使用的回收瓶,充分了解使用的啤酒瓶质量状况,啤酒瓶检验工作不能依赖于玻璃厂,啤酒厂应具备啤酒瓶质量检测的设备和手段;二是啤酒瓶是重要的啤酒包装材料,是产品的一部分,啤酒生产厂理应对其质量全面负责,承担使用不合格瓶的责任,一味推托啤酒瓶质量差、强调消费者使用中的问题是在逃避法律责任。
②标准修订(草案稿)已经分三类(可回收新瓶、使用中旧瓶、一次性新瓶)对啤酒瓶理化指标作出了规定,即啤酒瓶使用中的旧瓶已规定最低质量要求,低于此界限的啤酒瓶不应使用,这是强制性条文,一味强调回收旧瓶个体质量差异大、抽检样品无代表性、要求删去使用旧瓶的质量监督是不可能的。
③啤酒行业要坚持啤酒瓶重容比和其它质量指标的限值,才能保证回收瓶使用过程中的质量合格率。
通过实验证明,排除回收过程的其它因素(碰撞、摩擦、曝晒等)影响,啤酒瓶质量指标的下降速度和瓶壁厚度(即瓶重)成反比。
重量轻的啤酒瓶瓶壁薄,虽然出厂新瓶指标合格,但使用中质量指标下降很快。
试验中发现:450g左右的640mL瓶(重容比0.67)使用两次,即成为不合格瓶,而600g的640mL啤酒瓶(重容比0.9)使用两年,质量指标仍合格。
国外(德国、日本)的回收瓶重容比均在0.9以上。
从当前品牌专用瓶的使用情况看,啤酒瓶重容比应在0.8以上。
(草案稿)对瓶壁、瓶底厚薄未作改动,仍定为不大于2:1,瓶底厚度大于3mm,如能修改为1.5:1则更好。
在坚持啤酒瓶重容比的同时,啤酒厂还应该有提价的准备。
④啤酒厂最好定点回收旧瓶,不乱收杂牌瓶,使用杂牌瓶不能保证质量,还有损品牌和企业形象。
⑤修订后的标准,不再规定使用年限,但啤酒厂应视回收瓶的质量情况,适当淘汰旧瓶,合格率很低的回收瓶不应使用。