国际标准焊接符号(ISO 2553)
国际标准焊接符号(ISO 2553)之欧阳文创编
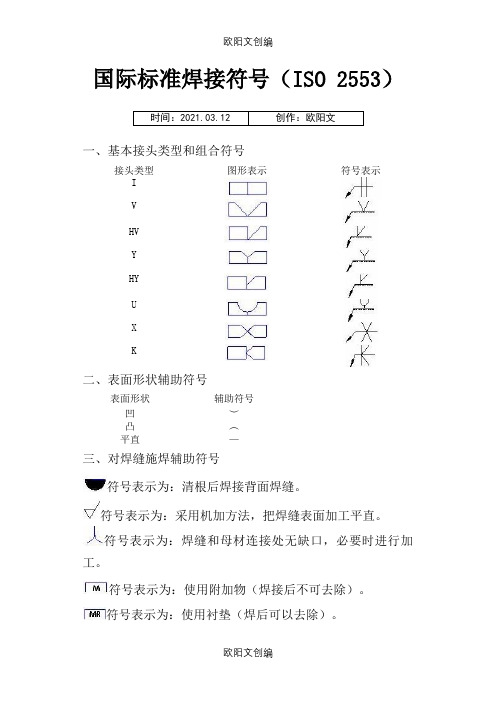
国际标准焊接符号(ISO 2553)时间:2021.03.12 创作:欧阳文一、基本接头类型和组合符号接头类型图形表示符号表示IVHVYHYUXK二、表面形状辅助符号表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
(图一)▲焊缝位于表示符号所指背面(如图二所示)如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面。
(图二)3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度5、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝。
C、双侧错位排列断续角焊缝。
6、补充说明除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
ISO 2553-1992 中文版 焊接、硬钎焊和软钎焊接头在图样上的表示方法

国际标准 ISO 2553第三版1992-10-01焊缝在图样上的符号表示法w ww .b zf xw .c o m目 录1 应用范围2 标准化引用3 概述4 符号4.1 基本符号4.2 基本符号组合4.3 增补符号5 符号在图样上的位置5.1 概述5.2 箭头线和焊缝的关系5.3 箭头线的位置5.4 参考线的位置5.5 有关参考线符号的位置6 焊缝尺寸6.1 一般规则6.2 显示出来的主要尺寸7 补充信息7.1 环状焊接7.2 现场焊接7.3 焊接工序说明7.4 参考标识尾部信息的排列顺序8 点焊和滚焊的应用举例附件AA 符号使用举例B 将根据ISO 25531974编制的图纸转变成ISO 25531991新系统的实例w ww .b zf xw .c o m前言ISO 国际标准化组织是一个世界范围内各国家级标准化组织ISO 成员组织的联合会国际标准的制订工作通常由ISO各技术委员会完成每个成员组织对技术委员会确定的某一主题感兴趣有权参加该委员会工作其他与ISO 协作的政府或非政府的国际组织也可参加该项工作ISO 在电工技术标准化所有方面与国际电工委员会IEC紧密合作国际标准根据ISO/IEC 规程第2部分提供的原则起草技术委员会的主要职责是制订国际标准技术委员会通过的国际标准草案散发给各成员实体表决作为国际标准的出版物要求至少75%的成员实体发表意见投票赞成国际标准ISO2553是由技术委员会ISO/TC 44焊接和相关程序子委员会SC7表示和词汇编制的此第3版代替和取消了第2版ISO 25531984它进行了技术上的修订柄包含了ISO 2553/DAD11987的内容此国际标准的附件A 和B 只作参考w ww .b zf xw .c o m焊缝在图样上的符号表示法1 应用范围此国际标准描述了用于图样上焊缝符号表示的方法2 标准化引用下列标准文件是ISO 2903的参考标准ISO 2903含有其中的某些条款对标注有日期的标准其后的补充修改或更新版本的内容都不得采用然而鼓励基于ISO 2903此部分而达成协议的各方对采用更新版本的可能性进行研究磋商对未标注有时间的标准建议采用最新的版本ISO 和IEC 会员应对最近有效的国际标准进行注册登记ISO 1281982技术图纸表示的一般原理ISO 5441989手动焊接的填充材料尺寸要求ISO 13021978技术图纸显示图纸表面纹理的方法ISO 25601973粗钢和低合金钢手动弧焊的覆盖电极符号代码IO 3098-11974技术图纸字母第1部分当前使用的字符ISO 35811976不锈钢和其它类似高合金钢的手动弧焊的覆盖电极符号代码ISO 40631990金属焊缝工艺术语和图样上符号表示法的参考号ISO 58171992钢的弧焊缺陷的质量等级指南ISO 69471990焊接工作位置斜面和旋转角度的定义ISO 81671989电阻焊接ISO 100421铝和可焊接铝合金的弧焊缝缺陷质量等级指南3 概述3.1焊缝可以采用技术图纸上通用的方法来表示然而为了简化表示的内容建议采用此国际标准中描述的符号表示法3.2符号表示法应清楚的给出特定焊缝所有必须的信息但不应因此而造成图纸上信息冗余或繁杂w ww .b zf xw .c o m3.3 符号表示法包含一些基础符号除此外还可以有下列附加内容λ 增补符号λ 显示尺寸的方法λ 一些补充信息特别是对车间用的图纸而言3.4为了尽量简化图纸建议参考特定的技术规格书或说明其中规定了所有焊接准备和焊接过程的详细信息这些是焊接部件图纸上所没有的如手头并无此类的说明书则有关准备焊接的尺寸应接近符号4 符号4.1 基本符号不同焊缝的类别可以采用符号了表示总的来说符号的形状大体与实际的焊缝相同不能根据符号来预先判断应采用何种焊接工序基本符号见表1的内容如焊缝不容易被规定则只能采用下种符号来表示w ww .b zf xw .c o m表1基本符号有抬高边缘板的对接焊缝边缘工字焊/USA(抬高的边缘应全部熔掉)方对接焊单V 对接焊单斜面对接焊带阔根面的单V 对接焊带阔根面的单斜面对接焊单U 对接焊平行边或斜边w ww .b zf xw .c o m单J 对接焊缝反转底焊/USA/角焊塞焊塞焊/USA/点焊滚焊陡侧面单V 对接焊陡侧面单斜面对接焊w ww .b zf xw .c o m4.2 基本符号组合如要求可以将基本符号组合使用对从两边焊接的焊缝基本符号可以被组合使用可以根据参考线成比例的安排适用的基本符号表2中给出了一些典型的例子而表A.2中则给出了适用的符号表示注1表2给出了成比例焊接的符号组合表示的一些例子对符号表示而言基本符号应根据参考线见表 A.2成比例的安排对超出符号表示内容的其它符号的使用则相关符号可以不采用参考线而被使用边缘焊接表面表面焊缝斜接合焊缝折角焊缝w ww .b zf xw .c o m表2成比例焊接的符号组合表示示例4.3 增补符号增补符号可能包含规定焊缝形状或外表面形状的符号表3给出了建议的增补符号如无增补符号意味着焊缝表面的形状不需要被清楚的表示出来基础符号和增补符号的联合使用的示例见表4和表A.3注2尽管不限制同时组合几个符号但如简化表示太困难时则应在单个图纸上表示焊缝双V 对接焊X焊缝双斜面对接焊带阔根面的双V 对接焊带阔根面的双斜面对接焊双U 对接焊w ww .b zf xw .c o m表3增补符号焊接面或焊缝的形状符号平通常完成后成光亮红凸起凹进缘趾应平滑折弯出来使用的永久性反转带使用的可移动的反转带w ww .b zf xw c o m表4给出了增补符号的应用举例表4增补符号的应用举例5 图样上符号的位置5.1 概述此规则涵盖的符号只是整个表示方法的一部分图1除此外还有符号3本身λ 每个焊缝见图2和图3的箭头线1λ 包含两条平行线的双参考线一条实线一条续弦2见注3的例外规定平光亮单V 对接焊凸起双V 焊缝凹进角焊带平光亮反转的平光亮单V 对接焊带阔根面和反转的单V 对接光亮表面的单V 对接带平滑折弯面的角焊w ww .b zf xw .c o mλ 一定数量的尺寸和常用符号注释3虚线可以在实线之上也可在之下见5.5和附件B对成比例的焊接虚线是不需要的可以被省略4箭头线参考线的线的厚度和符号字母的厚度应与ISO 128和ISO 3098-1中有关规定相符下列规则的目的是规定焊缝的位置λ 箭头线的位置λ 参考线的位置λ 符号的位置箭头线和参考线是整个参考标识中的一部分如给出了详细的信息如工艺验收等级位置填充物和辅助材料见第7条则尾部应加在参考线的端部5.2 箭头线和焊缝间的关系图2和图3中给出的例子解释了下列术语的含义λ 焊缝的箭头侧λ 焊缝的其它侧注视5在这些图中的箭头的位置是根据简洁的目的被选出来的通常情况下它应被安排在紧靠焊缝的地方6见图22a 参考线实线标识线虚线3焊接符号w ww .b zf xw .c o m图1表示的方法图2带一个角焊的T 形焊缝图3带两个角焊的十字形焊缝5.3 箭头线的位置焊缝箭头线的位置总的来说没有特殊的规定见图4a 和4b单如出现类型46和8见表1的焊缝箭头线应指向被准备的板子上见图4c 和4d箭头线λ 联入参考实线的端部并与之形成一个角度λ 应由箭头来收尾其它侧箭头侧箭头线a) 在箭头侧的焊缝箭头侧其它侧箭头线b)在其它侧的焊缝“焊缝A的其它焊缝A 的箭头箭头线焊缝A焊缝箭头线焊缝B 的箭头焊缝B 的其它焊缝A 的其它焊缝B 的箭头侧箭头线箭头线w ww .b zf xw .c o m图4箭头线的位置5.4 参考线的位置参考线最好是平行图纸底边缘来画或垂直来画5.5 参考线符号的位置符号可以放置在参考线之上或之下但应满足下列规定λ如焊缝焊面在接头的箭头侧则符号应置于参考线的实线侧见图5aλ 如焊缝焊面处于接头的其它侧则符号应置于虚线侧见图5b注7如点焊是采用凸焊方法得来的则凸面应被当作焊缝的外部面w ww .b zf xw .c o m图5根据参考线确定的符号位置6 焊缝的尺寸6.1 一般规则每个焊缝符号都跟随有一个特定的尺寸数字这些尺寸根据图6的方法采用下列的书写方式a) 剖面的主要尺寸写在符号的左手面或前面b) 纵向尺寸写在符号的右手面或后面显示主要尺寸的方法见表5的规定如何确定这些尺寸的规定也在表5中其它次要的尺寸可以视需要而决定是否表示出来只针对成比例的焊缝a)在箭头侧被焊接w ww .b zf xw .c om图6原理举例6.2 需要被表示出来的主要尺寸在板材边缘的焊缝的定位尺寸不显示在符号上但应在图纸上加以反应6.2.1 如无下列符号的指示则表示焊接应在整个工件长度上完成6.2.2 如无相反的只是表示对接焊应全部穿透6.2.3 对角焊而言有两个显示尺寸的方法见图7因此字母a 或z 应一直处于下列相关尺寸的值的前面为了显示角焊的深穿透喉部厚度是s 见图86.2.4 在带斜面边缘的塞焊情况下应考虑进孔底部的直径喉部厚度w ww .b zf xw .c o m图7显示角焊尺寸的方法注释对角焊的深穿透而言尺寸采用如s8a6来表示图8表示角焊深穿透尺寸的方法w ww .b zf xw .c o m表5主要尺寸对接焊带抬高边缘的板子间的对接焊角焊不连续角焊w ww b zf xw .c o m从部件表面到穿透底部的最小距离它不能大于较瘦部件的厚度从焊接外表面到穿透底部的最小距离此区域中最大等腰三角形的高度此区域中最大等腰三角形的边焊缝长度端部无凹陷相邻焊缝间的距离焊缝数量见第3条w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m7 补充信息为了规定焊缝的其它特性也需要某些补充信息如7.1 环状焊缝当在某部件四周都焊上时符号是个圆见图9图9环状焊缝表示7.2 现场焊接现场焊接采用旗形标志来表示见图10图10现场焊接的表示7.3 焊接工序的表示如要求焊接工序的符号表示方法为在远离参考线的参考线端部的叉形线之间标上一个数字图11给出了此方面的举例数字和工序之间的对应关系的列表见ISO 4063w ww .b zf xw .c o m图11焊接工序的表示法7.4 参考表示尾部信息的顺序可以在尾部以下列顺序排列焊缝和尺寸增加的信息λ 工序如根据ISO 4063λ 验收等级如根据ISO 5817和ISO 10042λ 工作位置如根据ISO 6947λ 填充材料如根据ISO 544ISO 2560ISO 3581单个项目可以采用/符号来分隔另外应采用一个闭合尾部它可以用参考标识显示特定的说明如程序文件见图12图12参考信息举例采用手动金属弧焊制造的带反转的单V 对接焊见图13根据ISO 4063的参考号为111要求的验收等级根据ISO 5817平面位置PA 根据ISO6947电极覆盖层根据ISO 2560-E 51 2 RR 22w ww .b zf xw .c om图13带反转的单V 对接焊8 点焊缝和滚焊缝的应用举例在点焊缝和滚焊缝条件下焊缝是通过熔掉两个部件中一个一部分来焊接或在两个研磨板的接口上进行焊接见图14和15图14不连续电阻滚焊w ww .b zf xw .c o m图15点焊w w w .b z f x w .c o m附件A 参考信息符号使用举例表A.1到A.4给出了符号使用的例子所显示的表示法只是简单的给出进行说明解释表A.1基本符号的使用举例w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m表A.2基本符号的组合举例w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m表A.3基本和增补符号的组合举例w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m表A.4例外情况举例w w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m附件B 参考信息将根据ISO 25531974编制的图纸转变成ISO 25531991新系统的实例将根据ISO 25531974焊缝图样上的符号表示法编制的旧图纸进行转变的折中方法见下列图示的方法但这这能当作过渡时期的一个临时解决方案图B.1箭头侧的焊缝图B.2其它侧的焊缝注8当根据ISO 25531974中的E 或A 方法中的一个编制的图纸变成此新系统时对角焊而言最重要的时将字母a 或z 加在与参考线焊缝位置符号相连的尺寸的前面w ww .b zf xw .c o m。
国际标准焊接符号(ISO 2553)之欧阳法创编
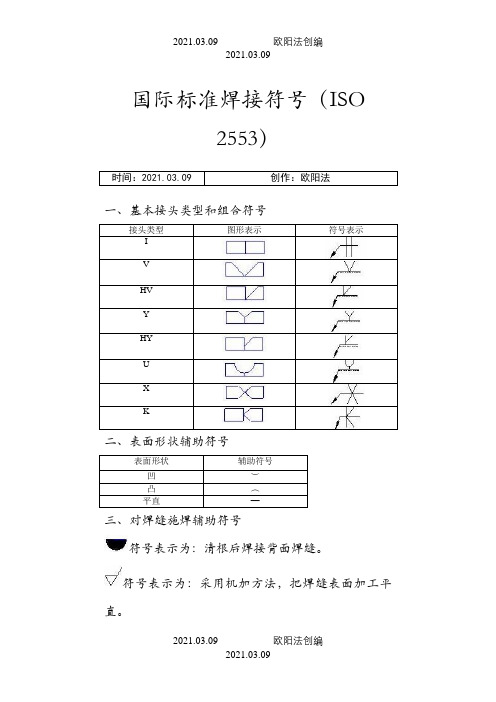
国际标准焊接符号(ISO2553)时间:2021.03.09 创作:欧阳法一、基本接头类型和组合符号接头类型图形表示符号表示IVHVYHYUXK二、表面形状辅助符号表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
(图一)▲焊缝位于表示符号所指背面(如图二所示)如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面。
(图二)3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度5、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝。
C、双侧错位排列断续角焊缝。
6、补充说明除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
ISO2553焊缝在图样上的符号表示方法
18
从部件表面到穿透底部的最小距离 它不能大于较瘦部件 的厚度
从焊接外表面到穿透底部的最小距离 此区域中最大等腰三角形的高度 此区域中最大等腰三角形的边
焊缝长度 端部无凹陷 相邻焊缝间的距离 焊缝数量
见第 3 条
19
20
21
7 补充信息 为了规定焊缝的其它特性 也需要某些补充信息 如
7.1 环状焊缝 当在某部件四周都焊上时 符号是个圆 见图 9
图 14 不连续电阻滚焊
24
图 15 点焊
25
附件 A 参考信息 符号使用举例
表 A.1 到 A.4 给出了符号使用的例子 所显示的表示法只是简单的给出进 行说明解释
表 A.1 基本符号的使用举例
26
27
28
29
30
31
32
33
34
35
36
37
表 A.2 基本符号的组合举例
箭头线
焊缝 B 的箭头 侧
箭头线
图 3 带两个角焊的十字形焊缝
5.3 箭头线的位置 焊缝箭头线的位置总的来说没有特殊的规定 见图 4a 和 4b 单如出现类
型 4 6 和 8 见表 1 的焊缝 箭头线应指向被准备的板子上 见图 4c 和 4d 箭头线 λ 联入参考实线的端部 并与之形成一个角度
焊接接头图纸符号最新国际标准解析

教育培训焊接接头图纸符号最新国际标准解析咼欣(机械工业哈尔滨焊接技术培训中心,黑龙江哈尔滨150046)摘要:随着中国焊接制造国际化融合程度越来越高,焊接制造国际合作越来越多,焊接接头图纸符号符合国际规范化标注要求也越来越高。
国际标准化组织%ISO)也于2013年和2019年升级了ISO2553-焊接和相关工艺方法一图纸符号表示一焊接接头》,目前IS02553:2019第五版作为图纸焊接接头标注的最基本国际标准,清晰的介绍了焊接接头种类、图纸符号种类、焊缝的标注、坡口准备、应用实例。
国际标准的推广和应用将大大统一焊接标注准确性,减少标注歧义,搭建起焊接制造的国际合作技术交流基础平台,为焊接行业内的设计、工艺标注和制造生产等环节提供执行及参考依据。
关键词:国际标准;焊接接头;图纸符号;焊接标注中图分类号:TG47Analysis of latest ISO standard of welded jointssymbolic representation on drawingsGao Xin%Harbin Welding Training Institute,Harbin150046,Heilongiang,China)Abstract:With the increesingiy high deeree of intemationai inteeration of welding manufacturing in China, moro and more internationai cooperation in welding manufactuang is achieved,and the drawing symbois of wei-ded joints meet the requirements of internationai standardization.The internationai oraanization fcc Standardization%ISO)—so upgraded ISO2553*Welding and tied processes一symbolic representation on drawings一welded joints"in2013a nd2019.At present,the fiflt edition of ISO2553:2019is the most basic ion—siandaad ioaweided ooinisamboii aepaeseniaiion on daawings.IiMieaaiainiaoduMesiheiapesoiweidingooinis, drawing symbols,weld symbois,groove preparation and application examples.The promotion and application of this ion—standard wili greatiy unify the accurace of welding marking,reduce the ambiguity of marking,and buili a basic platform I v intern—ion—cooperation and technicoi exchange of welding manufactuang,and provide the implementation and reference basis for tee design,process,manufactuang and production of welding industro.Key woris:internationai standards;welded joint;symbolic representation on drawings;welding symbois0前言不同国家和地区早期都有自身的焊接接头符号标准,如欧盟引用EN22553:1997%2013年后直接转化ISO2553作为欧洲标准),美国引用AWS A2.4:2012,澳大利亚引用AS1101-3:2005,日本引用JIS C Z 3021:2010。
i型焊缝符号
i型焊缝符号焊接是一种常见的金属连接方式,在工业和建筑领域中广泛应用。
为了标示焊接过程中不同类型的焊缝,国际标准化组织(ISO)制定了一套符号系统,被称为焊缝符号。
本文将详细介绍和解释I型焊缝符号的含义和使用方法。
I型焊缝符号是焊缝符号中的一种,它用于标示具有特定形状和特征的角焊缝。
I型焊缝符号由几个不同的标记组成,包括一条水平线和一条垂直线。
水平线表示焊缝的底部,垂直线表示焊缝的两侧。
在I型焊缝符号中,水平线的长度和位置代表了焊缝的相关信息。
根据国际标准ISO 2553,水平线的长度表示焊缝的有效长度。
这是指焊接过程中实际参与熔化和填充金属的长度,而不是焊缝的总长度。
除了水平线的长度,I型焊缝符号还可以包含其他附加信息。
其中一个附加标记是位于水平线下方的数字,表示焊缝的深度。
这个数字通常是以毫米为单位的,用于指示焊缝底部的深度。
另一个附加标记是位于水平线上方的字母。
这个字母代表了使用的焊接方法。
例如,字母“A”代表手工电弧焊,字母“B”代表气焊,字母“C”代表氩弧焊。
I型焊缝符号还可以根据需要添加其他标记来描述焊缝的特征。
例如,一个“X”字标记可以添加到垂直线上方,用于指示焊缝的角度。
一个带箭头的线段可以添加到I型焊缝符号的一侧,用于表示焊接顺序。
使用I型焊缝符号时,需要注意准确性和一致性。
符号的绘制应该清晰可辨,以避免歧义和误解。
焊缝的尺寸和特征应该与符号中的信息相匹配,以确保焊接过程的质量。
总结起来,I型焊缝符号是一种用于标示特定形状和特征的角焊缝的符号。
它由水平线和垂直线组成,用于表示焊缝的底部和两侧。
通过添加附加标记,可以描述焊缝的深度、焊接方法和其他特征。
在使用I型焊缝符号时,需要保证绘制的准确性和一致性,以确保焊接过程的正确性和质量。
通过了解和理解I型焊缝符号的含义和使用方法,我们可以更好地理解焊接图纸和规范,提高焊接过程的准确性和效率。
无论是从事焊接工作的工程师还是学习焊接知识的学生,都应该熟悉和掌握焊缝符号系统,以便在实际工作中能够正确理解和应用。
25.ISO2553-2013(EN)焊接符号翻译

1. 范围本国际标准规定了技术图纸上焊接坡口符号采用规则,这可能包括几何形状、制造、质量和焊缝测试方面的信息,本标准的原则可能也用于钎焊。
目前市场上有两种方法得到认同用于在图纸上,在本国际标准中,规定、表格和数据带有后缀A 仅仅适用于根据双基准线的符号标识系统规定表格和数据带有后缀B 仅仅用于基于单基准线的符号标识系统规定、表格和数据没有后缀A 或B 的适用于上面两种符号标识系统本标准中规定的符号可以结合技术图纸中其他符号使用,例如wield 显示表面光洁度要求另外一种标识方法是用于代表焊接坡口,方法是规定关键涉及信息如焊缝尺寸、质量级别等,坡口制备和焊接工艺然后由生产单位确定来满足规定的要求。
注:本标准中的例子,含尺寸仅仅是说明作用,是为了演示适当的标准的应用,不是代表了实际的标准良好的涉及或替代标准或规范要求。
2. 参考标准3.1 焊接符号焊接符号包括一个箭头和一个基准线,可能也包括基本符号和增补符号,尺寸和或尾巴来指示焊接坡口类型和位置以及坡口的制备3.2 基本焊接符号符号包括箭头参考线以及当坡口没有规定出时,仅仅是为了表示做了坡口3.3 箭头主要的焊接符号线指示出坡口一般相对于基准线135℃3.4 参考线焊接符号的一部分,一般与图纸的底部边缘平行3.5 尾巴V 形状的基本符号3.6 箭头侧坡口侧面箭头指向的位置3.7 其他侧坡口朝着箭头侧面的对立面3.8 基本符号形成焊接符号的符号,在基准线上画出指示焊接坡口类型3.9 增补符号结合基本符号使用来表示对坡口其他信息的说明3.10 补充信息非符号信息,与焊缝相对,可能包含在焊接符号尾巴中3.11 间断焊缝沿着坡口按一定间隔的一系列焊缝单元3.11.1 并列焊缝坡口每边间断焊缝排列的方式使得焊缝沿着坡口彼此相对3.11.2 交错间断焊缝坡口每边的间断焊缝排列的方式使得一边的焊缝与另一边焊缝间隙相对3.12 偏移间断焊缝一边焊接起始端间隙?3.13 背衬熔敷焊根部最后熔敷焊道3.14 背衬焊缝以焊缝形式的背衬3.15 名义焊缝长度焊缝的设计长度3.15.1 名义焊缝元素长度间断焊缝中焊缝元素设计的长度3.16 名义喉道厚度角焊缝截面能截取的最大角度的高度值3.17 脚长度熔敷面和角焊缝焊趾的实际或凸起界面,测量整个熔敷面3.18 渗透深度对接焊缝金属厚度不包括焊缝余高3.19 深度穿透喉道厚度角焊缝名义或有效的喉道厚度,一定量的熔敷穿透加在这个厚度上3.20 斜面焊缝对接焊缝坡口组成部分之间有一个曲面和一个平面3.21V 焊缝对接焊缝坡口元素之间有一个曲面3.22 现场焊缝在车间以外的进行的焊接焊缝,一般是在装配地点4 焊接符号4.1 总则参考线和箭头线是基本要求,可能有额外的要求来表达更具体的信息最好焊接符号显示在要焊接的坡口的同一边箭头线、参考线、基本符号和字母的厚度按照ISO 128 和ISO 3098-2为避免图纸上内容过分多,应在图纸或其他设计相关的文件中做注释4.2 基本焊接符号如果没有规定出坡口详情,且唯一的要求是指示出要焊接的坡口,基本符号显示在图1 中,这样的情况下,双参考线不要求,因为没有就要焊接的焊缝有什么相关的详细情况说明。
焊缝符号标准的简介

• 在相反侧(符号前面) 没有任何标注时,对 接焊缝必须完全焊透。 (标准的6.2.1)
角焊缝: 有两种标注方法来表示尺寸,因此,字
母a 或z应置于相应尺寸值的前面。
在角焊缝标注上如果为了注明角焊的 熔深还必须用熔深符号S:例:
标注:s8a6
• 大家在接触国外图纸时会发现,在焊缝 尺寸前S、a、z 是要出现的。 • 下面是ISO标准中主要尺寸标注的表,为 便于比对,原标准中是分开的,这里将 其连接到一起了。 • 与国家标准还是比较一致的。 • 有双面焊、断续焊、交错焊…
ISO 2553标准简介
ISO 2553标准简介
• ISO 2553-1992 《熔焊、铜焊和钎焊 接头——在图纸上的符号标注法》 与现行GB/T 324-1988《焊缝符号表 示法》的主要对比:
2 基本符号的组合
• 对称焊缝的组合符号(GB 324-88 是 放在附录A 符号应用举例中) ,这 里列举了几种:
6 补充表示:(下图是GB 324 的图例)
• • • • •
有: 1 现场焊; 2 周围焊;(1、2 两点大家已使用的很熟了) 3 焊接工艺要求(尾部标记<) 4 这里没有三面焊的补充表示,也就是说尽 量不采用。 • 5 序号1 带垫板的 与ISO辅助符号中的 M 相 同。
• 对于焊接工艺的表示:焊接工艺要求可 以按ISO 4063 标准标注焊接工艺对应的 数字。如果还有验收等级等要求都可以 在这里标注,标准7.4给出了实例和顺序。 每项要求之间用斜线分开。
这里将焊缝符号标在连续线上和标在虚线 上,以及采用对称焊缝去掉虚线做个示例
5 焊缝尺寸的标注:
• 表述焊缝横断面的主要尺寸标在符号的 左侧(在符号的前面)如:S • 表述焊接纵向的尺寸要求标在符号的右 侧(在符号的后面)如:l
电阻焊符号标注说明
电阻焊符号标注说明
电阻焊符号标注。
坡口形式为K型,就是在竖板的端部开焊接坡口,坡口深度为每一面14mm深。
外侧坡口要求打磨齐平。
也就是符号最上面的横杠代表的意思;
角内侧除了焊接14mm深的坡口焊,还需要焊接12mm高焊脚的角焊缝。
焊接符号有专门的标准的。
中国的是GB/T324,米国的是AWS A2.4,欧洲的是EN ISO2553。
里面有详细的焊接符号的意思。
一般情况下都是一个黑色的小三角旗,跟扫地雷游戏上面的旗子
差不多. 单边焊为一个45度的直角三角形的小三角,双面焊为90度
的小三角形。
国际标准焊接符号(ISO 2553)之欧阳理创编

国际标准焊接符号(ISO 2553)时间:2021.03.05 创作:欧阳理一、基本接头类型和组合符号接头类型图形表示符号表示IVHVYHYUXK二、表面形状辅助符号表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
(图一)▲焊缝位于表示符号所指背面(如图二所示)如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面。
(图二)3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度5、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝。
C、双侧错位排列断续角焊缝。
6、补充说明除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
ISO2553_2013焊接符号_省略_注标准在轨道车辆行业中的应用理解_林燕

( a) 螺柱焊符号标注 ( b) 喇叭口型焊符号标注 ( c) 销钉焊符号标注 图 7 新增符号标注
4. 2 统一了 V 与 Y 型焊缝、熔深与坡口深度的认识 2013 版的新标准中,阐明了熔深 s 与坡口深度
h 间的关系: 熔深 s 可以大于、等于或小于坡口深度 h。同时,通过熔深与坡口深度的关系,新标准中将 V 与 Y 型对接焊缝都统一起来,归结为 V 型对接焊 缝,即: V 型焊缝可以不全熔透,Y 型焊缝可以全熔 透、也可以不全熔透,如图 8 所示。无论是 V 型焊 缝还是 Y 型焊缝,如果不全熔透时,都需在焊接符 号的前面增加具体的熔深值。在具体标注时,s 和 h 都需用具体的数值取代,同时坡口深度 h 一般可以 不标注出来。图 9 给出了轨道行业常见、且在标注 时易造成混乱的接头的熔深 s 与坡口深度 h 关系。
2 定义了背部焊透、背部焊、封底焊的区别
与 1994 版相比较,在 2013 版的标注中,明确规定 了“背部焊透”、“背部焊”、“封底焊”,指出三者都只能 用于对接焊缝,同时明确了三者在标识上的区别:
“背部焊透”的焊接符号( 见图 2) 代表焊接时 要求单面焊时需双面成型,强调的重点是背部必须 成型。同时在标注上,还可以定义背部成型后余高 的具体背透值的要求,如图 2( a) 所示。
1 A 和 B 两套标注体系并行
2013 版同时规定了 A 和 B 两套标注体系,但在 同一套图纸中,只能采用其中 1 套标注体系,且要求 在图纸中明确说明具体采用哪套标注体系。
A 标注体系延用了 ISO 2553: 1994 版( 以下简 称 1994 版) 的标注方式: 采用虚线和实线结合的双 参考线标注; B 套标注体系融合了美国 焊 接 协 会 AWS A2. 4 标准中的相关规定: 采用单实体参考线 标注。纵观 A、B 两套标注体系,其采用的焊接符号 基本相同,主要差异体现在参考线上,如图 1 所示。
25.ISO 2553-2013(EN)焊接符号翻译

1.范围本国际标准规定了技术图纸上焊接坡口符号采用规则,这可能包括几何形状、制造、质量和焊缝测试方面的信息,本标准的原则可能也用于钎焊。
目前市场上有两种方法得到认同用于在图纸上,在本国际标准中,规定、表格和数据带有后缀A 仅仅适用于根据双基准线的符号标识系统规定表格和数据带有后缀B仅仅用于基于单基准线的符号标识系统规定、表格和数据没有后缀A或B的适用于上面两种符号标识系统本标准中规定的符号可以结合技术图纸中其他符号使用,例如wield 显示表面光洁度要求另外一种标识方法是用于代表焊接坡口,方法是规定关键涉及信息如焊缝尺寸、质量级别等,坡口制备和焊接工艺然后由生产单位确定来满足规定的要求。
注:本标准中的例子,含尺寸仅仅是说明作用,是为了演示适当的标准的应用,不是代表了实际的标准良好的涉及或替代标准或规范要求。
2.参考标准3.1 焊接符号焊接符号包括一个箭头和一个基准线,可能也包括基本符号和增补符号,尺寸和或尾巴来指示焊接坡口类型和位置以及坡口的制备3.2 基本焊接符号符号包括箭头参考线以及当坡口没有规定出时,仅仅是为了表示做了坡口3.3 箭头主要的焊接符号线指示出坡口一般相对于基准线135℃3.4 参考线焊接符号的一部分,一般与图纸的底部边缘平行3.5 尾巴V形状的基本符号3.6 箭头侧坡口侧面箭头指向的位置3.7 其他侧坡口朝着箭头侧面的对立面3.8 基本符号形成焊接符号的符号,在基准线上画出指示焊接坡口类型3.9 增补符号结合基本符号使用来表示对坡口其他信息的说明3.10 补充信息非符号信息,与焊缝相对,可能包含在焊接符号尾巴中3.11 间断焊缝沿着坡口按一定间隔的一系列焊缝单元3.11.1 并列焊缝坡口每边间断焊缝排列的方式使得焊缝沿着坡口彼此相对3.11.2 交错间断焊缝坡口每边的间断焊缝排列的方式使得一边的焊缝与另一边焊缝间隙相对3.12 偏移间断焊缝一边焊接起始端间隙?3.13 背衬熔敷焊根部最后熔敷焊道3.14 背衬焊缝以焊缝形式的背衬3.15 名义焊缝长度焊缝的设计长度3.15.1 名义焊缝元素长度间断焊缝中焊缝元素设计的长度3.16 名义喉道厚度角焊缝截面能截取的最大角度的高度值3.17 脚长度熔敷面和角焊缝焊趾的实际或凸起界面,测量整个熔敷面3.18 渗透深度对接焊缝金属厚度不包括焊缝余高3.19深度穿透喉道厚度角焊缝名义或有效的喉道厚度,一定量的熔敷穿透加在这个厚度上3.20 斜面焊缝对接焊缝坡口组成部分之间有一个曲面和一个平面3.21V 焊缝对接焊缝坡口元素之间有一个曲面3.22 现场焊缝在车间以外的进行的焊接焊缝,一般是在装配地点4 焊接符号4.1 总则参考线和箭头线是基本要求,可能有额外的要求来表达更具体的信息最好焊接符号显示在要焊接的坡口的同一边箭头线、参考线、基本符号和字母的厚度按照ISO 128 和ISO 3098-2为避免图纸上内容过分多,应在图纸或其他设计相关的文件中做注释4.2 基本焊接符号如果没有规定出坡口详情,且唯一的要求是指示出要焊接的坡口,基本符号显示在图1中,这样的情况下,双参考线不要求,因为没有就要焊接的焊缝有什么相关的详细情况说明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国际标准焊接符号(ISO 2553)
一、基本接头类型和组合符号
接头类型图形表示符号表示I
V
HV
Y
HY
U
X
K
二、表面形状辅助符号
表面形状辅助符号
凹︶
凸︵
平直—
三、对焊缝施焊辅助符号
符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的
焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用
同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)
如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
(图一)
▲焊缝位于表示符号所指背面(如图二所示)
如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面。
(图二)
3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)
4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度
2
5、断续焊接(间断焊)的角焊缝
▲说明:
①断续焊接角焊缝标注由长度说明引出
n 表示焊缝数量
L表示单个焊缝长度
e表示焊缝之间的间隔
②举例:
A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝。
C、双侧错位排列断续角焊缝。
6、补充说明
除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
包括:
A、焊接方法如111(焊接电弧焊),12(埋弧焊)、136(二氧化碳气体保护焊)等。
B、焊接位置如PA (平焊)、 PB(平角焊)、PC(挂焊)、PD(仰角焊)等。
C、焊缝质量要求说明、焊接材料说明等。
Love is not a maybe thing. You know when you love someone.。