原辅料预处理流程图
药品生产典型工艺流程框图

常见药品生产典型工艺流程框图药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分图1-3 片剂生产工艺流程框图及环境区域划分图1-4 硬胶囊剂生产工艺流程框图及环境区域划分图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分下面是赠送的广告宣传方案不需要的朋友可以下载后编辑删除!!!!!广告宣传方案每个人在日常生活中都有意、无意的接受着广告的洗礼,继而有意或无意的购买、使用广告中的产品和服务。
这是每个厂家所希望的,也是他们做广告的初衷。
当今社会的广告媒体大致分为:电视媒体、、电台媒体、报纸报刊媒体、网站媒体、户外广告媒体,以及最新的网吧桌面媒体。
那么,到底哪种媒体的宣传效果性价比最高呢,我们来做个分析;首先我们大概了解下各个媒体的宣传方式:电视媒体:优势:将广告直接插播在电视剧当中,是强迫式使受众接受,受众为了能够完整的看完自己所喜欢的节目,不得不浏览其中插播的广告,其二,由于小孩在懵懂的成长时期,易于接受颜色绚丽,变换节奏快的事物,电视广告更容易被小孩子所接受,这是电视广告的高明之处,也是其客户多,利润大的主要原因。
劣势:随着网络的发展,以及年轻人的生活方式的改变,电视广告的优势在日益削减。
当今月来越多的年轻人开始接受速食文化,篇幅过长的电视连续剧的受众逐渐衰减,由于年轻人的思维快捷,逐渐掌握了电视广告的播出时间,往往在广告播出的时间转换频道,避开广告的冲击。
电台媒体和户外广告就不用多做分析,大家想想你记住了几个电台的广告,记住了几个路边的广告就清楚了。
原料预处理操作规程
原料预处理操作规程第一章装置概况第一节工艺流程简述 (1)一、原料油预处理及换热 (1)二、一脱四注部分 (7)第二节装置工艺标准 (12)第二章装置开停工第一节装置正常开工 (18)一、开工的准备工作 (18)二、设备、流程贯通试压 (20)三、减压塔抽真空气密性试验 (24)四、开车程序 (24)第二节装置正常停工 (28)一、停工的准备工作 (28)二、正常停工程序 (29)三、正常停工扫线及设备吹扫 (31)第三章岗位操作法第一节电脱盐脱水岗位操作 (33)焦化原料预处理工艺规程与操作法第一章装置概况第一节工艺流程简述1、原料油预处理及换热约45℃的原油自罐区经泵加压至l.0Mpa,经计量后进入原油换热系统。
原油顺序经E-2101(原油一初顶循环油换热器),E-2102(原油-减-线油)后,分为两路,其中:一路经E-2103(原油-初侧油换热器),E-1104(原油-减三),E-1105(原油-减二换热器)换热至131℃;另一路经E-2106(原油-减二换热器),E2107(原油-减渣换热器),E2108(原油-减四)换热至138℃,进入电脱盐部分。
脱后原油再分为两路分别换热:一路经E2109(原油-减渣换热器),E2110(原油-减渣换热器),E2111(原油-减四换热器)换热至225℃;另一路经E-2112(原油-减三换热器),E2113(原油-减渣换热器),E2114(原油-减三换热器)换热至254℃后,与第一路混合,经E2115(原油-减渣换热器),E2116(原油-减四换热器),E-2117(原油-减渣换热器)换热至287℃后,进入初馏塔。
2、初馏部分126℃的初顶油气经初顶热水换热器(E2112)、初顶空冷器(EC2112)冷凝冷却至40℃后,进入初顶回流罐(V2101)。
初顶不凝气引至初顶瓦斯罐(V2111),分液后引入减压炉。
初顶汽油由初顶汽油泵(P2101)抽出,一部分作为塔顶回流返回初馏塔(T2101),另一部分作为产品出装置。
液体制剂的制剂流程
液体制剂的制剂流程
液体制剂的制作过程主要包括以下步骤:
1. 原辅料预处理:首先对原料药及辅料进行严格的称量和质量检查,必要时进行粉碎、溶解、过滤等预处理操作。
2. 溶解配制:按照处方比例,将固体药物溶于适宜的溶剂中,或将液体药物混合均匀,确保药物充分溶解或分散。
3. 混合与过滤:将溶解后的药物溶液与其他辅料(如稳定剂、防腐剂等)进行均匀混合,并通过滤器进行除菌过滤,去除杂质颗粒。
4. 调配与pH调整:根据需要调配至合适的浓度,并调节pH值至稳定且适合药物活性与稳定性的范围。
5. 灭菌与灌装:将调配好的溶液在无菌条件下进行灌装,并采用适当的灭菌方法(如热压灭菌、流通蒸汽灭菌等)保证制剂无菌。
6. 包装与质检:灌装后的液体制剂进行密封包装,贴签标识,并进行严格的质量检测,确认各项指标符合药典要求后方可出厂。
术后器械、辅料的回收清洗和处置流程图

特殊感染手术处置流程
术后
所有一次性耗材和废弃物品如纱布、纱垫等均装入两层黄 色垃圾袋内(标志特殊感染),包装严密后按医疗废物处 理程序送垃圾站焚烧处理。
污物的消毒处理:引流液。冲洗液等污染液体用含氯消毒 剂2000mg/L作用30~60min后倒入下水道;切除的病残组 织用无渗漏袋严密包裹后密闭运送并焚烧;送检的组织标 本,立即用10%甲醛固定送检,以防污染周围环境。
05
明标志,锐器弃于锐器桶后密闭,送医疗废物处理站处理。
05 章 节
Part
特殊感染手术处置流程
特殊感染手术处置流程
术前
须在《手术通知单》上注明感染诊断、隔离种类并逐 级上报护士长、感染管理科、医务处等。
手术安排在感染手术间进行。室内设备力求简单、 实用,不用的仪器设备全部撤出手术间,手术间外 悬挂“隔离”标记,禁止参观。
02 章 节
Part
术后敷料处置流程
手术污衣送洗之前,应先检查有无 夹杂手术物品及金属异物;
包布上的化学消毒试纸和手术膜须 清除干净,以免损坏洗衣机和影响 洗涤效果;
折叠布类时,应清除毛发、线头、 纸屑等一切杂物;
发现有破损布单,应及时缝补,若 布单变得稀薄应立即报废,不应再 用。
清理手术单上的 杂物,如皮肤保 护膜、线头等
在器械台上 将使用后的布 类进行打包
将打包好的布类 放入传递窗
保洁员转运 放入污衣袋
03 章 节
Part
感染手术分类
01 感染手术包括一般感染手术和特殊感染手术。
一般感染手术包括梅毒、艾滋病、淋病、各 02 型病毒性肝炎患者的手术以及阿米巴肝脓肿、
铜绿假单胞菌等病原菌的感染手术。
在器械箱盖上注明:器械名称、数量、打包 者姓名。
食品机械实验——肉丸加工
实验六肉丸加工生产线一、实验目的1、了解并掌握肉丸加工生产线的工艺流程;2、了解肉丸生产线的一般工艺要点;3、了解肉丸加工所需的机械设备。
二、肉丸加工生产线的工艺流程1、肉丸加工生产线的工艺流程:原料预处理(分割,漂洗)→破碎(预斩拌)→斩拌(雷溃)→肉丸煮制成型冷却→速冻→包装2、肉丸生产的工艺流程图:三、肉丸加工生产线的工艺要点1、原料预处理:原料预处理主要包括原料的分割和漂洗,分割的目的便于下一步原料破碎处理。
而漂洗的主要目的是除去原料中阻碍肉糜形成凝胶体的水溶性蛋白质及其他影响品质的物质,如内原酶、残留血液、有色物质、残留脂肪、腥味物质、无机盐和残留骨屑等,从而提高肉丸的成品的总体感官品质。
2、破碎(预斩拌):在添加辅料、配料斩拌制成肉糜之前,原料肉的破碎处理是一道必须的工艺操作,其目的在于用物理方法将大块的原料肉分解成为较小的组织,便于进行下一步斩拌,避免在下一步斩拌过程中原辅料混合不均匀,斩拌时间过长、温度过高而影响制品的品质。
3、斩拌(雷溃):肉丸生产工艺中斩拌的作用在于切断、打碎肌间结缔组织和肌肉组织中的肌维,破坏肌纤维膜、肌内膜和肌纤维的完整性,并在盐溶液的作用下,使肌纤维膨胀、肌球蛋白解聚和溶解以及使肌原纤维从肌纤维中分离出来,暴露出它们分子内的各种极性基团,从而形成较强的持水作用。
随斩拌作业时间的延长,高速旋转的斩刀与肉粒之间的作用力增大,原料温度升高,蛋白质变性凝固,分子间相互交联形成网状结构,把水分子及其它成分包裹在其中,最终成为一个具有复杂结构的凝胶集体。
斩拌时间不足会导致原料破碎程度不够,不能实现蛋白质分子结构交联后的持水效果。
斩拌时间过长又会使原料温度升高,一方面导致盐溶蛋白变性,使肌球蛋白改变空间构象,暴露出分子内的非极性基团降低了蛋白质的溶解度,影响肉糜凝胶结构的形成;另一方面,原料温度升高易引起微生物污染,导致原料肉变质,影响制品的品质。
因此斩拌过程中通常添加碎冰块或冰水以控制原料温度。
包装物及其它废料处理工作流程图
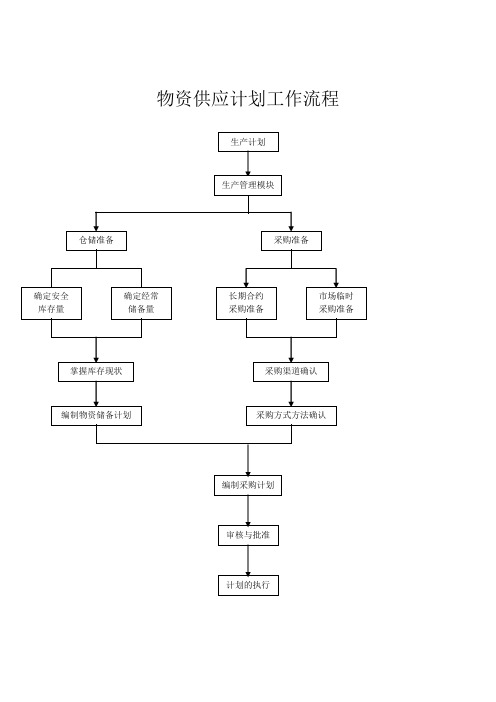
生产过程组织设计流程
生产过程各职能模块配合流程
生产制程控制流程
劳动定额管理程序
说明:完善劳动生产定额管理,对于一车间这样的装备制造型车间尤为重要。
劳动工时消耗构成图
返工处理作业流程图
外协计划编制流程图
设备管理流程与责任图
设备使用的管理程序
原材料验收管理流程
成品出货质检流程图
产品生产质量控制流程
技术准备计划产品设计工艺编排产品明细图样工艺加工流程劳动定额研究工艺难度分析时间耗用分析试行初步定额确定正式定额是否合格上级审批执行noyes劳动工时消耗构成图返工处理作业流程图全部时间消耗定额时间非定额时间作业时间照管工作地时间休息和生理需要时间准备和结束时间基本时间辅助时间机动时间机手动时间手动时间非生产工作时间非工人造成的损失时间工人造成的损失时间半成品成品质量异常隔离标示通报不合格品处理生管排制单制造单位返工作业生产线返工ipqc检验oqc检验下工序入库异常情况分析外协计划编制流程图设备管理流程与责任图产品生产任务内部能力分析外部环境分析综合经济分析安排内部生产申请外协审核审批是否同意是否同意执行编制外协计划nonoyesyes设备使用的管理程序no申请购买购置审核审批验收建卡编号入账使用与日常保养一级保养与修理二级保养与修理设备大修报废销账可行性必要性分析预算是否1万元投资项目申请固定资产购置申请安装调试计量保养修理申请是否同意使用单位制造研发财务部部门负责人总经理no制造工艺设备模块或设备项目组制造工艺设备模块设备管理员制造研发财务管理部制造工艺设备模块财务部使用单位操作者维修工维修工维修工制造工艺设备模块财务部制造工艺设备模块财务部使用单位yesnonoyesnoyes注意异常情况发生原材料验收管理流程使用前事项制定操作规程规定安全使用事项制定保养计划操作者培训使用中事项启动前安全检查按操作顺序启动紧急状况正确处理使用后事项设备清扫润滑保养做好运行记录对异常现象检查做好交接班成品出货质检流程图采购计划供应商原料入厂品保对质量验收仓储对数量验收是否合格原材料入库通知使用通知财务noyes付款反馈产品生产质量控制流程通知使用出货送检通知oqc检验oqc执行检验是否需qe量产试验qe测试是否符合要求出货退货返工处理ngnong生产制程质量检验流程图用户提出要货要求销售支持组织合同评审接受否研发部提出处理办法质量控制系统生产部编制生产计划物流组织原材料生产制造质量控制入库前产品检验产品入库出厂前检验合格品出厂特殊要求yesnono进料过程检验操作流程生产任务下达首件取样检验数据分析判断再次取样异常问题处理异常分析检验是否合理检验报告继续生产抽样检查是否合理正常生产异常分析检验异常问题处理noyesnoyes进货检验不合格处理程序采购材料程序收料前通知检验抽样作业检验财务仓库填写收料单是否合格制造品保登录检验
食品原辅材料包装材料验收及前处理工艺流程

食品厂加工工艺流程3.1原辅料、包装材料验收及前处理工艺流程3.1.1肉类制品前处理工艺流程及描述(模块一)说明:☆:原料、辅料投入点;△:中间产品投入点;◎:废弃物、污水排放点;◇:副产品产生点;○:终产品放行点;▽:返工点;※:循环点。
肉类制品前处理工艺流程描述:3.1.1.2蔬菜类前处理工艺流程(模块二)说明:☆:原料、辅料投入点;△:中间产品投入点;◎:废弃物、污水排放点;◇:副产品产生点;○:终产品放行点;▽:返工点;※:循环点。
◇蔬菜类前处理工艺流程描述:3.1.1.4干制品前处理工艺流程及描述(模块四)说明:☆:原料、辅料投入点;△:中间产品投入点;◎:废弃物、污水排放点;◇ :副产品产生点;○:终产品放行点;▽:返工点;※:循环点。
干制品前处理工艺流程描述:说明:☆:原料、辅料投入点;△:中间产品投入点;◎:废弃物、污水排放点;◇:副产品产生点;○:终产品放行点;▽:返工点;※:循环点。
其他原辅料、包装材料前处理工艺流程描述3.1.2中式快餐菜式工艺流程图3.1.2.1炒制类工艺流程图及描述(模块六)包含以下菜式:含肉类:非含肉类:番茄炒鸡蛋炒制类工艺流程描述(模块六)3.1.2.1焖制类工艺流程描述(模块七)包含以下菜式:冬冬焖鸭、腐竹红烧肉、玲珑果味骨、萝卜牛腩、梅菜炆肉焖制类工艺流程描述(模块七)3.1.2.4蒸制类工艺流程图及描述(模块九)包含以下菜式:东江咸鸡菜(蒸制15min)、金瓜红豆菜(红腰豆先蒸制30min后再蒸制15min)蒸制类工艺流程描述:3.1.2.3烤制类工艺流程图及描述(模块八)包含以下菜式:烤鸡腿菜、烤鸡翅菜烤制类工艺流程描述(模块八)3.1. 5米饭制作工艺流程图米饭制作工艺流程图描述3.1. 6例汤制作工艺流程图例汤制作工艺流程图描述资料源自网络。
原料预处理操作规程
第一章装置概况第一节工艺流程简述 (1)一、原料油预处理及换热 (1)二、一脱四注部分 (7)第二节装置工艺标准 (12)第二章装置开停工第一节装置正常开工 (18)一、开工的准备工作 (18)二、设备、流程贯通试压 (20)三、减压塔抽真空气密性试验 (24)四、开车程序 (24)第二节装置正常停工 (28)一、停工的准备工作 (28)二、正常停工程序 (29)三、正常停工扫线及设备吹扫 (31)第三章岗位操作法第一节电脱盐脱水岗位操作 (33)焦化原料预处理工艺规程与操作法第一章装置概况第一节工艺流程简述1、原料油预处理及换热约45℃的原油自罐区经泵加压至l.0Mpa,经计量后进入原油换热系统。
原油顺序经E-2101(原油一初顶循环油换热器),E-2102(原油-减-线油)后,分为两路,其中:一路经E-2103(原油-初侧油换热器),E-1104(原油-减三),E-1105(原油-减二换热器)换热至131℃;另一路经E-2106(原油-减二换热器),E2107(原油-减渣换热器),E2108(原油-减四)换热至138℃,进入电脱盐部分。
脱后原油再分为两路分别换热:一路经E2109(原油-减渣换热器),E2110(原油-减渣换热器),E2111(原油-减四换热器)换热至225℃;另一路经E-2112(原油-减三换热器),E2113(原油-减渣换热器),E2114(原油-减三换热器)换热至254℃后,与第一路混合,经E2115(原油-减渣换热器),E2116(原油-减四换热器),E-2117(原油-减渣换热器)换热至287℃后,进入初馏塔。
2、初馏部分126℃的初顶油气经初顶热水换热器(E2112)、初顶空冷器(EC2112)冷凝冷却至40℃后,进入初顶回流罐(V2101)。
初顶不凝气引至初顶瓦斯罐(V2111),分液后引入减压炉。
初顶汽油由初顶汽油泵(P2101)抽出,一部分作为塔顶回流返回初馏塔(T2101),另一部分作为产品出装置。
部分产品工艺流程及关键质量控制点

部分产品工艺流程及关键质量控制点一、小麦粉(一)基本生产流程。
小麦→清理(筛选,去石,磁选等)→水分调节(包括润麦,配麦)→研磨(磨粉机,松粉机,清粉机)→筛理(平筛,高方筛)→成品包装(二)关键控制环节。
小麦的清理,研磨,增白剂(过氧化苯甲酰)的添加。
(三)容易出现的质量安全问题。
1.在小麦粉中过量使用增白剂(过氧化苯甲酰)。
2.小麦粉中灰分超标.3.含砂量超标。
4.磁性金属物超标。
二、植物油(一)基本生产流程。
1.制取原油⑴压榨法制油工艺流程:①以花生仁为例:清理→剥壳→破碎→轧胚→蒸炒→压榨→花生原油。
②以橄榄油为例(冷榨):低温冷压榨→倾析鲜果→清理→磨碎→融合初榨橄榄油离心倾析→离心分离⑵浸出法制油工艺流程:以大豆为例:清理→破碎→软化→轧胚→浸出→蒸发→汽提→大豆原油⑶水代法制油工艺流程:以芝麻为例:芝麻→筛选→漂洗→炒子→扬烟→吹净→磨酱→对浆搅油→振荡分油→芝麻油2。
油脂精炼化学精炼工艺流程:原油→过滤→脱胶(水化)→脱酸(碱炼)→脱色→脱臭→成品油物理精炼工艺流程:原油→过滤→脱胶(酸化)→脱色→脱酸(水蒸气蒸馏)→脱臭→成品油3. 油脂的深加工工艺(包括油脂的氢化,酯交换,分提等)⑴棕榈(仁)油分提工艺流程①干法分提工艺:棕榈(仁)油→加热→冷却结晶→过滤→软脂、硬脂②溶剂法分提工艺:棕榈(仁)油→溶剂稀释→冷却结晶→分离→蒸发溶剂→软脂、硬脂③表面活性剂法分提工艺:棕榈(仁)油→棕仁软脂稀释棕仁油→冷冻→润湿硬脂晶体→离心分离→洗涤→干燥→软脂、硬脂(二)关键控制环节。
油脂精炼:脱酸,脱臭。
水代法制芝麻油:炒子温度、对浆搅油。
橄榄油:选取原料、低温冷压榨。
棕榈(仁)油:分提工艺。
(三)容易出现的质量安全问题。
1. 酸值(酸价)超标;2. 过氧化值超标;3. 溶剂残留量超标;4. 加热试验项目不合格三、饮料瓶(桶)装饮用水类(一)基本生产流程。
1。
饮用纯净水及矿物质水的生产工艺。
服(3章)预处理
图2-6
污垢卷离过程示意
三、 常用的表面活性剂 1. 阴离子表面活性剂—在水中电离后,带有 负电荷的表面活性剂。主要用作乳化剂、 扩散剂、渗透剂、润湿剂、净洗剂等,按
亲水基的不同可分为羧酸盐类、硫酸酯盐
类、磺酸盐类、磷酸酯盐类四大类。
2. 阳离子表面活性剂 在水中电离后带有正电荷的表面活性剂。这 类表面活性剂洗涤能力不太强,价格又较贵, 一般不用作洗涤剂。但它有很强的乳化、分散、 起泡等作用,特别是有很强的杀菌力,在染整 中常用作柔软剂、匀染剂、固色剂、防水剂、
织物重量与工作液重量之比
㈢ 煮练用剂及其作用 1. 烧碱 可去除棉纱上的大部分天然杂质,如 果胶物质、油蜡物质、蛋白质、灰分等; 可使棉籽壳发生膨胀,因相嵌程度下降 而易被去除。
2. 纯碱
起软水作用。
3. 表面活性剂
4. 亚硫酸钠
起润湿、渗透、净洗和乳化
有利于棉籽壳的去除(使棉籽壳
作用。可起提高煮练效果的作用。 的木质素生成木质素磺酸钠,成为可溶而去 除);防止棉织物在高温碱性条件下被氧化。 5. 硅酸纳 具有吸附煮练液中杂质的作用, 防止它们吸附在棉织物上。这可提高织物的吸
抗静电剂、杀菌防霉剂等。
3. 两性表面活性剂 两性表面活性剂是在水中电离后既带有正电
荷又带负电荷,可在酸性、中性、碱性条件
下使用。该类表面活性剂毒性低、刺激小、 生物降解性好,使用方便,有很好的渗透、 乳化、洗涤、杀菌等作用,但价格较贵。
4 . 非离子表面活性剂——在水中不电离而不带 电荷。 非离子表面活性剂具有良好的洗涤、分散、 乳化、润湿、发泡、增溶、抗静电、匀染等作
用,配伍性好,使用方便。用于纺织品的非离
子表面活性剂主要有聚氧乙烯和多元醇。
片剂生产管理要点
片剂生产管理要点对前工序来的原辅料、冲模、包装材料及生产过程中各工序间的半成品,周转容器及盛具等宜分设专用的中间站进行管理。
1.原辅料的预处理(1)原辅料使用前需核对品名、规格和数量,并目检、过筛,如为液体应过滤,除去异物。
(2)处理后的原辅料应在盛器内外附有标签。
写明品名、规格和重量,作好记录。
剩余的原辅料应立即退回中间站。
(3)过筛或粉碎设备应有捕尘或吸尘装置。
.2.配料与制粒(1)由前工序转来的细粉、稠膏(攫膏)应通过中间站或专职质检人员检查,并附检验合格单。
(2)配料前应先核对原辅料品名、数量、规格、批号、生产厂,应与化验单相符,以防错投。
配料计算、投料复核、操作者及复核者均应在记录上签名。
(3)制粒时,必须粉料混合均匀后,逐渐加入稠膏或粘合剂,一个批号分几次制粒时,颗粒大小,松紧要一致。
(4)对粘合剂的温度、浓度、数量等技术条件,必须按品种、特点制定必要的技术参数,严格控制操作,用水制粒时应采用纯水。
(5)称量所用的衡器,使用前应校正,并定期校验。
(6)所使用的容器应洁净、无异物。
3.颗粒干燥(1)按品种制定及控制干燥盘中的湿颗粒厚度、数量,干燥过程中应经常翻料,并记录。
(2)严格控制并定时记录烘房温度,定时打开循环通风装置,防止颗粒融溶焦糊、变质,并控制颗粒水分在规定范围之内。
(3)应定期检查烘箱温度的均匀性。
(4)采用沸腾床干燥时,所用的空气要净化除尘,制定出有关相应的技术参数,操作中应不断检查有无结料现象。
(5)干燥后的颗粒应放凉后装入洁净的容器中下转。
4.整粒与混合(1)整粒机落料斗中应装有永久磁铁,吸除意外进入颗粒中的铁屑。
(2)芳香性物料按规定用量经计算后在整粒过程中逐渐加入,以便混合均匀,加入芳香性物料的颗粒混合后,应在容器中密闭存放4小时以上,便于渗透均匀。
(3)混好的颗粒装在洁净的容器内,容器内外均应附有标签,标明品名、批号、数量、件数、日期、工号。
及时送中间站。
(4)特殊有毒品种,应在密闭室中生产,操作人员应隔离操作,室内应装有吸尘装置,排除的粉尘应集中处理。
13类药用包装材料工艺流程图
成
检
物料缓冲
形
查
灌装
脱外包
5.2 塑料输液袋(包括注射剂用塑料容器)
备
拉
印
料
管
刷
输液灌装
制袋、分切、热合、检查
物料缓冲 脱外包
6
5.3 塑料输液膜
备 料
共
挤
收
卷
吹
物料缓冲
脱外包
分切、检查 内包装 外包装
7
6 固体、液体药用塑料瓶
制
制ห้องสมุดไป่ตู้
检
印
瓶
盖
查
刷
物料缓冲
内包装
脱外包
外包装
注:如果用于特殊用途或更高洁净级别的场合,该生产工序的洁净级别必须与之适应。
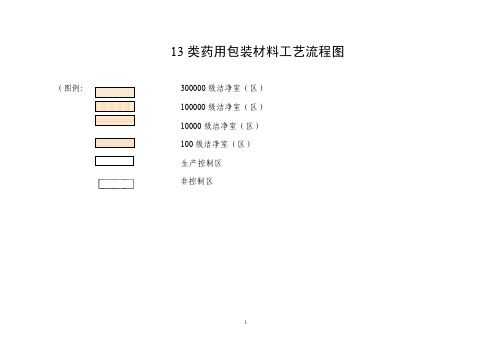
(图例:
13 类药用包装材料工艺流程图
300000 级洁净室(区) 100000 级洁净室(区) 10000 级洁净室(区) 100 级洁净室(区) 生产控制区 非控制区
1
1 药用氯化丁基橡胶瓶塞、药用溴化丁基橡胶瓶塞
清洗硅化烘干 内包装 物料缓冲
冲
硫
停
边
化
放
成 形
配料 混炼
脱外包
外包装
2
2 药品包装用铝箔
备
印
料
刷
涂
熟
裁
布
化
切
物料缓冲
内包装
脱外包
外包装
3
3 药用硬片、药用复合硬片
收
复
熟
分
检
卷
合
化
切
查
物料 缓冲
内包装
配料
炼塑
压延
脱外包
外包装