柴油机装配工艺设计论文
柴油机壳体加工工艺及夹具设计-加工工艺设计-毕业论文
毕业设计柴油机壳体加工工艺及夹具设计摘要本次毕业设计是制作柴油机壳体的加工工艺及夹具的设计,柴油机壳体为箱体类零件,其箱体类零件就是将各个小部件按照一定顺序和配合安装一起,根据配合安装正确关系[1]。
其加工工艺就是根据图纸的需求制作多工序的加工方案,并从中选择最优一种。
其方案里包括每道加工工艺的计算,具体有机床的选择,刀具的选择,毛坯的加工余量,工序的进给量及切削工时,在做所有的工序之前需要定位粗精基准。
夹具设计需要明确夹具的定位,方式,设计夹具同时需要选用标准件方便日后维修和保养。
关键词:进给量、夹具设计、夹具夹紧、工序Processing Technology and Fixture Design of Diesel Engine ShellAbstractThis graduation design is the design of the processing technology and fixture for making the diesel engine housing. The diesel engine housing is a box-type part, and its box-type part is to install all the small parts together according to a certain sequence and coordination according to the correct relationship of coordination and installation. The processing technology is to make a multi-process processing scheme according to the requirements of drawings, and choose the best one. The scheme inside includes the calculation of each processing technology, specifically including the selection of machine tools, cutting tools, machining allowance of blank, process feed and cutting man-hours, and the coarse and fine datum needs to be positioned before all processes are performed. Fixture design needs to define the location and mode of the fixture, and standard parts should be selected to facilitate future repair and maintenance when designing the fixture.Key words: feed rate, fixture design, fixture clamping, proce目录1绪论 (1)1.1设计目的 (1)1.2设计意义 (1)1.3现状分析 (1)2 零件分析 (2)2.1零件作用 (2)2.2零件分析 (3)3 壳体工艺的设计 (4)3.1确认制造壳体毛坯的材料 (4)3.2粗精基准的选择 (4)3.21 粗基准的选择 (4)3.22 精基准的选择 (4)3.3粗糙度的要求 (4)4 制定加工工艺路线 (5)4.1方案评价 (6)4.2工序的加工过程的余量,工序的尺寸及毛坯尺寸确定 (6)4.3各工序切削用量及工时 (9)5夹具设计 (18)5.1夹具的介绍 (18)5.2夹具的组成与运转 (19)5.3问题的提出 (19)5.4定位误差的分析 (19)5.5夹紧力的预算 (20)5.6夹具的使用与后期维护 (20)5.7夹具零件及壳体的建模 (21)5.8设计夹具环境保护的方面的着想 (22)结论 (24)参考文献 (25)致谢 (26)1绪论1.1设计目的通过毕业设计课题使学生基本掌握机械结构部件设计的步骤,要求学生能够收集有关资料、文献,达到深化理论知识,提高专业素养。
柴油机“连杆”零件的机械加工工艺规程的编制及工装设计 机械设计毕业论文
柴油机“连杆”零件的机械加工工艺规程的编制及工装设计前言毕业设计是在学完了机械制造工艺及夹具和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
这是我们在毕业前对所学课程的一次深入的全面的总复习,也是一次理论联系实际的训练,更是一次毕业总结。
因此,毕业设计在这三年的学习中占有十分重要的地位,要求每位毕业生都能发挥所能,搞好自己的设计,给自己的学业划上一个圆满的句号。
我也十分重视这次毕业设计,并希望通过这次设计对自己今后将从事的工作进行一次适应性的训练,锻炼自己分析问题、解决问题的能力。
由于个人能力有限,设计中难免有许多不足之处。
希望各位指导老师给予批评指正,我也会在以后的工作中严格要求自己,努力提高自己的专业技能。
摘要机械制造工业是国民经济最重要的部门之一,是一个国家或地区经济发展的支柱产业,其发展水平标志着该国家或地区的经济实力、科技水平、生活水平和国防实力。
机械制造业的生产能力和发展水平标志着一个国家或地区国民经济现代化的程度,而机械制造业的生产能力主要取决于机械制造装备的先进程度,产品性能和质量的好坏则取决于制造过程中工艺水平的高低。
连杆作为传递力的主要部件广泛应用于各类动力机车上,是各类柴油机或汽油机的重要部件。
连杆在传递力的过程中,承受着很高的周期性冲击力、惯性力和弯曲力。
这就要求连杆应具有高的强度、韧性和疲劳性能。
同时,因其是发动机重要的运动部件,故要求很高的重量精度。
随着汽车行业的发展,连杆的需求量在不断增加,也出现了许多不同的加工制造工艺。
关键词:机械制造、机械制造装备、连杆、加工工艺目录绪论............................................................................ (4)一. 零件的结构工艺分析 (4)1.1. 零件的作用及保护措施 (4)1.2. 毛坯材料的选用、制造并绘制毛坯图 (6)1.3. 连杆工艺规程的设计 (9)1.4. 零件的工艺过程分析 (13)1.5. 工艺方案的确定 (15)1.6. 机械加工余量、切削用量、工序尺寸的确定 (16)1.7. 工序工时定额的计算 (19)二. 连杆机械加工技术近期发展 (22)三. 连杆的修复 (24)四. 工装设计 (25)五. 总结 (33)六. 致谢 (34)七. 参考文献 (35)八. 毕业设计任务 (36)绪论机械制造工业是国民经济最重要的部门之一,是一个国家或地区经济发展的支柱产业,其发展水平标志着该国家或地区的经济实力、科技水平、生活水平和国防实力。
柴油机毕业设计

柴油机毕业设计【篇一:柴油机毕业论文】(校徽采用新图案)本科毕业论文(设计)题目: 6p130zq柴油机左视图零部件设计学院:机电工程学院专业:车辆工程2班姓名:指导教师:2013年 6 月 5 日修改意见及说明1、论文必须按照学校要求格式(包括字号、字体、层次编号等)进行排版编辑2、语句极不通顺,必须认真修改3、色的为删除或存在问题的字句4、色或红色为修改意见或修改后字句摘要随着科学技术的进步,柴油机的发展越来越快,并有着更加广阔的应用前景。
为了更好的熟悉柴油机具体构造,深入学习机械设计相关内容,本课题以6p130zq (6缸卧式增压四冲程水冷)柴油机左视图零部件设计为核心内容,进行柴油机燃油供给系统的柴油管路部分的相关学习与设计。
在学习与设计过程中,进行了柴油发动机的实体拆装实践,通过阅读相关文献资料,用caxa制图软件设计绘制了燃油管路结构图。
经总体装配分析与性能匹配,所设计零部件满足发动机的基本性能要求。
摘要是全文的概括,要介绍你的设计内容、采用的设计方法等内容关键词柴油机燃油供给系统输油管关键词是体现你论文的关键研究内容,从关键词中应该能体现出你的研究内容用‘柴油机’、‘高压油管’、‘输油管’等均可abstractwith the progress of science and technology, the development of diesel engine is more and more quickly, and will have more broad application prospects. in order to be better familiar with diesel engine’s specific structure,and furtherly study content,related mechanical designing, this topic with 6 p130zq (6 cylinder ,horizontal turbo, four-stroke ,water-cooled )diesel engine’s left view component design as the core cont ent, has carried studying and designing of diesel oil pipe section related.to the diesel engine’s fuel supplying system. in the process of learning and designing, has carried on the diesel engine’s entity dismantling of practice,and by reading relevant literatures, using caxa mapping software to design the fuel lines’ structure. by the general assembly analysis and matching performance, components designed have been meeting the requirements of the basic properties of the engine. keywords technology diese l engine diesel engine’s fuel supplying system第1章前言在当前,世界上车用燃料发动机大致分为汽油机,柴油机及新能源、代用燃料发动机。
柴油机曲轴工艺过程及夹具毕业设计论文

重庆大学网络教育学院毕业设计(论文)柴油机曲轴零件加工工艺及夹具设计学生所在校外学习中心江苏张家港校处学习中心批次层次专业111 专升本机械设计制造及其自动化学号 w11107861学生指导教师起止日期 2013.1.21--2013.4.14摘要曲轴是发动机上的一个重要的旋转机件,装上连杆后,可承接活塞的上下(往复)运动变成循环运动。
曲轴主要有两个重要加工部位:主轴颈和连杆颈。
主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。
发动机工作过程就是:活塞经过混合压缩气的燃爆,推动活塞做直线运动,并通过连杆将力传给曲轴,由曲轴将直线运动转变为旋转运动。
而曲轴加工的好坏将直接影响着发动机整体性能的表现。
曲轴的材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈。
这次毕业设计介绍柴油机曲轴加工工艺规程及相关夹具的设计,及曲轴的规程制定中遇到问题的分析,经济性分析,工时定额,切削用量的计算。
同时还介绍曲轴加工中用到的两套夹具的设计过程。
在工艺设计中,结合实际进行设计,对曲轴生产工艺进行了改进,优化了工艺过程和工艺装备,使曲轴的生产加工更经济、合理。
根据现阶段机械零件的制造工艺和技术水平,本着以制造技术的先进性,合理性,经济性进行零件的形状、尺寸、精度等级、表面粗糙度、材料等技术分析。
并根据以上分析来选择合理的毛坯制造方法,设计工艺规程,夹具设计。
关键词:柴油机曲轴工艺夹具目录中文摘要 (I)1.引言 (1)2.曲轴的生产纲领 (2)3.零件的分析 (2)3.1曲轴的用途及工作条件 (2)3.2分析零件上的技术要求,确定要加工的表面 (3)3.3加工表面的尺寸和形状精度 (4)3.4尺寸和位置精度 (4)3.5加工表面的粗糙度及其它方面的质量要求 (4)3.6热处理要求 (4)4.曲轴材料和毛坯的定 (4)4.1确定毛坯的类型 (4)4.2确定毛坯的生产方法 (4)4.3确定毛坯的加工余量 (4)5.曲轴的工艺过程设计 (5)5.1粗、精加工的定位基准 (5)5.1.1粗加工 (5)5.1.2粗加工 (5)5.2工件表面加工方法的选择 (5)5.3曲轴机械加工的基本路线 (5)5.4加工余量及毛坯尺寸 (6)5.5工序设计 (6)5.5.1加工设备与工艺装备的选择 (8)5.5.2机械加工余量、工序尺寸及公差的确定 (9)5.6确定工时定额 (11)5.7机械加工工艺规程卡片和机械加工工序卡片 (12)5.7.1机械加工工艺过程卡片 (12)5.7.2机械加工工序卡片 (12)6.柴油机曲轴加工键槽夹具设计 (13)6.1.1夹具类型的分析 (13)6.1.2工装夹具定位方案的确定 (13)6.1.3工件夹紧形式的确定 (13)6.1.4对刀装置 (13)6.1.5分度装置的确定以及补补助装置 (14)6.1.6夹具定位夹紧方案的分析论证 (14)6.1.7夹具结构类型的设计 (15)6.2夹具总图设计 (16)6.4绘制夹具零件图 (16)7.结论 (17)8.参考文献 (18)1.引言曲轴是内燃机中的重要零件之一,是承受冲击载荷传递动力的关键零件,在内燃机五大件(机体、缸盖、曲轴、连杆、凸轮轴)中是最难以保证加工质量的零件。
柴油机连杆的优化设计本科学位论文
毕业设计(论文)题目6108柴油机连杆的优化设计注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
3.附件包括:任务书、开题报告、外文译文、译文原文(复印件)。
4.文字、图表要求:1)文字通顺,语言流畅,书写字迹工整,打印字体及大小符合要求,无错别字,不准请他人代写2)工程设计类题目的图纸,要求部分用尺规绘制,部分用计算机绘制,所有图纸应符合国家技术标准规范。
图表整洁,布局合理,文字注释必须使用工程字书写,不准用徒手画3)毕业论文须用A4单面打印,论文50页以上的双面打印4)图表应绘制于无格子的页面上5)软件工程类课题应有程序清单,并提供电子文档5.装订顺序1)设计(论文)2)附件:按照任务书、开题报告、外文译文、译文原文(复印件)次序装订3)其它学生毕业设计(论文)原创性声明本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得重庆科技学院或其它教育机构的学位或证书而使用其材料。
与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
毕业设计(论文)作者(签字):年月摘要连杆在现代汽车工业中所起到的作用无可替代,是发动机中主要传动部件之一。
但由于连杆工作情况的恶劣,传统的设计方法已经很难兼顾稳定性、经济性等方面,缺乏竞争力。
本文基于这一实际情况首先将完成6108型柴油机连杆各参数的设计计算并进行传统校核,校核均安全后运用CATIA和CAXA等软件分别建立三维和二维模型,完成连杆三维和二维的零件图和装配图。
浅析柴油机装配过程中相关工艺技术

浅析柴油机装配过程中相关工艺技术摘要:装配是产品机械制造过程的后期工作。
各种零部件(包括自制的、外购的、外协的)需经过正确的装配,才能够形成最终产品。
柴油机在装配的过程中,型号不同其装配顺序就不同,本文就其装配过程中的相关技术作一分析。
关键词:柴油机;装配;技术引言柴油机的装配是柴油机制造过程中最后一个阶段的工作。
一台柴油机能否保证良好的工作性能和经济性以及可靠地运转,很大程度上决定于装配工作的好坏,即装配工艺过程对产品质量起决定的影响。
因此,为了提高装配质量和生产率,必须对与装配工艺有关的问题进行分析研究。
例如,装配精度、装配方法、装配组织形式、柴油机装配工艺过程及其应注意的问题和装配技术规范等等。
一、机座的安装机座的安装有两种形式,一种是在车间或试验台上将整机安装完毕,经过试验再整机吊运安装在船上;另一种是单独将机座安装在船上,然后在机座上安装其余零部件。
1、安装程序长期以来,机座(或整机)在船上的固定找正都在轴系安装完毕之后,待船舶下坞时在水上进行的。
这种安装程序可以使主机曲轴轴线能较好的处于尾轴轴线的延长线上,避免了船舶下水后由于船体变形对主机轴线位置的影响。
但是这种方法会延长它的生产周期。
2、要求(1)主轴承座孔轴心线(或整机曲轴轴心线)应处在轴系理论中心线的延长线上。
其检验方法大致有以下几种:1)机座(或整机)根据中间轴或推力轴前法兰定位;2)机座(或整机)上的曲轴后法兰与中间轴法兰偏移度和曲折度;3)机座(或整机)根据尾轴前法兰定位。
(2)机座的主机轴向位置是由主机安装图决定的。
因船体建造有误差,所以轴系中最后一节中间轴的长度应按样棒加工。
旧船因主机位置已定,就无须考虑这些了。
3机座与船体基座之间所配好的垫块应与主机座下面及船基支撑面保持良好接触。
检查时,各配合面之间用0.05mm厚的塞尺塞进面积不得超过接触总面积的20。
二、机体安装机体的安装与机座定位相当重要,他不仅决定着气缸中心线相对于曲轴中心线的位置,影响着气缸中心线相对于曲轴中心线的位置,影响着中间齿轮与曲轴及凸轮轴定时传动齿轮的中心距,而且还影响着由曲轴带动的辅助机械传动齿轮的啮合间隙以及柴油机前后端盖板的密封性。
浅析柴油机装配过程中相关工艺技术
2 机体的装配
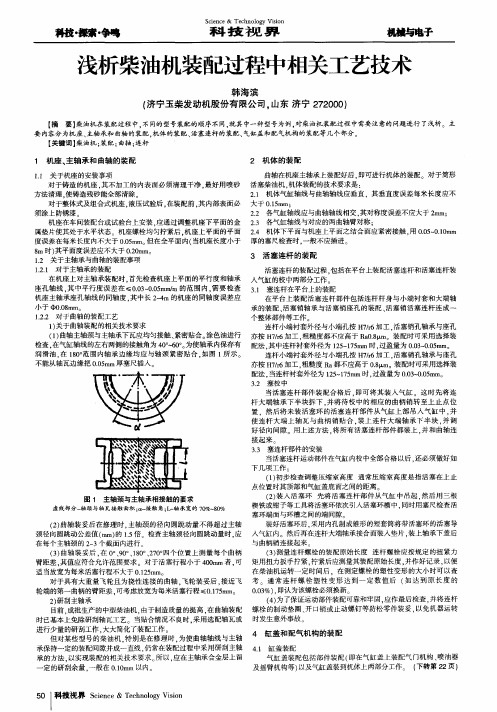
曲轴在机座主轴承上装配好后 , 即可进行机体 的装 配。对 于筒形 活塞柴油机 . 机体装配的技术要 求是 : 2 . 1 机体气缸轴线 与曲轴轴线应垂直 .其垂直度误差每米长度应 不 大于 0 . 1 5 mm: 2 . 2 各气缸轴线应与 曲轴轴线相交 , 其对称度误差不应大于 2 m m ; 2 . 3 各气缸轴线与对应 的两曲轴臂对称 : 2 . 4 机体下平面与机座上平面之结合 面应 紧密接触 . 用0 . 0 5 ~ 0 . 1 0 m m 厚的塞尺检查 时. 一般不应插进 。
3 . 2 塞 校 中
当活塞连杆部 件装配合格 后 . 即可将其装 入气缸 。这 时先将 连 杆 大端轴承 下半块拆下 . 并将待 校 中的相 应的 曲柄销 转至 上止点 位 置 .然后将 未装活塞环 的活塞 连杆部件从气 缸上部 吊入气 缸 中. 并 使 连杆 大端上轴 瓦与 曲柄销 贴合 , 装 上连杆 大端 轴承 下半块 , 并 调 好径 向间 隙 用上述方法 . 将 所有活塞连杆部件 都装上 , 并 和曲轴连 接起来 。 3 . 3 塞连杆部件 的安装 当活塞连杆运动部件在气缸 内校中全部合格 以后 . 还 必须做好 如 下几项 工作 : ( 1 ) 初步检查调整压缩室高度 通 常压缩 室高度是指活 塞在上止 点位置时其顶部和气缸盖底面之 间的距离 。 ( 2 ) 装入 活塞环 先将活 塞连杆部件从 气缸 中吊起 , 然后 用三根 图1 主轴颈与主轴承相接触的要求 楔铁或钳子等工具将 活塞环依次 引入活塞环槽 中, 同时用塞尺检查活 虚线部分一 轴颈与轴瓦接触面积 : d 一 接 触角: L _ 轴承 宽的 7 0 %~ 8 0 % 塞环端面与环槽之间的端 间隙 装好活塞环后 . 采用 内孔制成锥形 的短套筒将带活塞环 的活塞导 ( 2 ) 曲轴装妥后在 修理时 . 主轴 颈的径 向圆跳 动量不得超过 主轴 然后再 在连杆 大端轴承接合面装入垫片 , 装上轴承下盖后 颈径向圆跳动公差值 ( m m) 的1 . 5 倍 检查主轴颈径向圆跳动量时 . 应 人气缸内 在每个主轴颈的 2 ~ 3个截面 内进行 与 曲柄销连接起来 。 f 3 ) N量连杆螺栓 的装配原始 长度 连杆螺栓应 按规定 的扭 紧力 ( 3 ) 曲轴 装妥后 , 在0 。 、 9 0 o 、 1 8 0 o 、 2 7 0 。 四个 位置上 测量每个 曲柄 拧紧后应测 量其装 配原始长度 . 并作好记 录, 以便 臂距差 . 其值应符合允许范围要求 。对 于活塞行程小 于 4 o o m m者 , 可 矩用扭力扳手拧紧 . 在柴 油机 运转一 定时 间后 .在测定螺栓 的塑性变 形的大小 时可 以查 适 当放宽为每米活塞行程不大于 O . 1 2 5 m m 。 如 达到 原 长 度 的 对于具有 大重量飞轮且为挠 性连接 的曲轴 . 飞轮装妥后 , 接近飞 考 通 常连 杆 螺栓 塑性 变形 达 到 一定 数 值后 ( . 0 3 %) . 即认为该螺栓必须 换新。 轮端 的第一 曲柄的臂距差 . 可考虑放宽为每米活塞行程≤O . 1 7 5 m m 。 0 ( 4 ) 为 了保证运动部件装配可靠和牢固 , 应作 最后检查 , 并将 连杆 2 ) 研刮主轴承 开 口销或 止动螺钉等 防松零 件装妥 , 以免 机器 运转 目 前. 成批生产的 中型柴油机 , 由于制造质量的提高 , 在 曲轴装配 螺栓 的制动垫圈 、
毕业设计(论文)-船舶柴油机—柴油机的安装、拆装、故障与维修[管理资料]
![毕业设计(论文)-船舶柴油机—柴油机的安装、拆装、故障与维修[管理资料]](https://img.taocdn.com/s3/m/7747cd296f1aff00bfd51e42.png)
河北交通职业技术学院航海分院毕业论文年月船舶柴油机—柴油机的安装、拆装、故障与维修专业班级:07轮机工程2班姓名:指导教师:引言:柴油机是一种压缩发火的往复式内燃机。
它使用挥发性较差的柴油或劣质燃料油做燃料。
采用内部混合法(燃油与空气的混合发生在气缸内部)形成可燃混合气;缸内燃烧采用压缩式(靠缸内空气压缩形成的高温自行发火)。
这种工作特点使柴油机在热机领域内具有最高的热效率(已达到 55%左右),而且允许作为船用发动机使用。
因而,柴油机在工程界应用十分广泛。
尤其在船用发动机中,柴油机已经取得了绝对领先地位。
Diesel engine is a compression ignition reciprocating internal combustion engines. It uses less volatile diesel fuel or poor quality fuel oil for fuel. With internal mixing (fuel and air mixture in the cylinder inside) the formation of flammable mixture; cylinder combustion by compression (compressed air cylinder formed by self-ignition temperature). This work characteristics of the engine in the field of heat has the highest thermal efficiency (about 55% has been reached), and allows use as a marine engine. Thus, the diesel engine was widely used in engineering. Especially in marine engines, diesel engines have achieved an absolute leader.内容摘要:柴油机的质量除取决于设计、材料和制造工艺外,更重要的是取决于装配或安装与校中质量,并直接影响柴油机的可靠性与经济性。
柴油机论文——精选推荐
柴油机论⽂船⽤发电柴油机的装配与调试摘要 (3)第1章船⽤发电柴油机的概述 (4)1.1船⽤柴油机的简介与运⽤ (4)1.2船⽤柴油机的⼯作原理 (4)第2章6L23/30H型船⽤发电柴油机的装配 (5)2.1装配前的准备⼯作 (5)2.2装配件的检查与确认 (6)2.3装配前对零部件的处理要求 (6)2.4 6L23/30H型船⽤发电柴油机的基本装配⼯序 (6)第3章6L23/30H型船⽤发电柴油机的调整与试车 (13)3.1供油提前⾓的检查与调整 (13)3.2喷油泵供油正时的调整⽅法 (13)3.3⽓阀间隙的检查和调整 (14)3.4配⽓定时的检查 (14)3.5控制系统的检查与调整 (15)3.6柴油机的磨合调整试验 (15)第4章柴油机⾏业发展 (17)4.1 ⾏业发展现状 (17)4.2⾏业发展趋势 (18)致谢 (19)参考⽂献 (19)该毕业设计主要讲述了6L23/30H型船⽤发电柴油机的装配与调试,柴油机的装配过程包括零件的准备、部件装配、总装配、调整与实验等阶段的⼯作。
它们是按照⼀定的先后顺序进⾏的。
装配⼯艺顺序和装配技术的正确合理是保证柴油机的可靠性、经济型和使⽤寿命的⼀个极其重要的问题,即装配⼯艺过程对柴油机的质量起到决定性的作⽤。
关键词:船⽤发电柴油机、MAN&BW、6L23/30H、安装与调试第1章船⽤发电柴油机的概述1.1船⽤柴油机的简介与运⽤柴油机的热效率⾼、经济性好、起动容易、对各类船舶有很⼤适应性,问世以后很快就被⽤作船舶推进动⼒。
⾄20世纪50年代,在新建造的船舶中,柴油机⼏乎完全取代了蒸汽机。
船⽤柴油机已是民⽤船舶、中⼩型舰艇和常规潜艇的主要动⼒(见船舶动⼒装置)。
船⽤柴油机按其在船舶中的作⽤可分为主机和辅机。
主机⽤作船舶的推进动⼒,辅机⽤来带动发电机、空⽓压缩机或⽔泵等。
船⽤主机⼤部分时间是在满负荷情况下⼯作,有时在变负荷情况下运转。
船舶经常在颠簸中航⾏,所以船⽤柴油机应能在纵倾15°~25°和横倾15°~35°的条件下可靠⼯作。
16V240柴油机连杆组设计毕业论文
16V240柴油机连杆组设计毕业论文目录摘要..................................................................................................... 错误!未定义书签。
Abstract ....................................................................................................... 错误!未定义书签。
目录. (I)1 绪论 (1)1.1 内燃机活塞连杆组的意义 (1)1.2国内外的发展趋势 (2)1.3研究的内容 (3)2内燃机的结构原理简介 (4)2.1柴油机的结构参数 (4)2.2 发动机类型 (4)2.2.1 冲程数选择 (4)2.2.2 冷却方式 (4)2.2.3 气缸数和气缸布置方式 (4)2.3 基本参数 (4)2.3.1 行程缸径比S/D选择 (4)2.3.2气缸工作容积V s,缸径D的选择 (5)2.4内燃机的工作原理 (5)2.4.1 进气过程 (5)2.4.2压缩过程 (6)2.4.3燃烧过程 (7)2.4.4膨胀过程 (8)2.4.5排气过程 (9)3运动学分析计算 (10)3.1 曲柄连杆机构的类型 (10)3.2 曲柄连杆比的选择 (10)3.4 连杆运动规律 (11)4连杆组的结构设计 (13)4.1 连杆的设计 (13)4.1.1 连杆的结构类型 (13)I4.1.2 连杆长度 (13)4.1.2 连杆小头 (13)4.1.3 连杆杆身 (14)4.1.4 连杆大头 (14)4.2 连杆的材料选取 (15)4.2.1 连杆衬套材料 (15)4.2.2 连杆杆身材料 (15)4.3 连杆的强度计算 (16)4.3.1 连杆小头 (16)4.3.2 连杆杆身 (19)4.3.3 连杆大头 (21)5连杆的受力分析和校核 (24)5.1连杆小头 (24)5.2 连杆大头 (27)5.3连杆杆身 (27)结论 (29)致谢 (30)参考文献 (31)II1 绪论凡是将燃料所释放的热能经过一些机构转换成机械功的这种装置叫做热力发动机,其中,燃料燃烧所释放的热量通过别的介质从而推动机械装置做功,这一类型的发动机都称为外燃机,而燃料燃烧后的产物是直接推动机械装置做功的这类发动机则称为内燃机。
主机柴油机的装配与主机装船工艺毕业设计论文

威海职业学院毕业设计任务书系部船舶工程系专业船机制造与维修年级2012级班级一班姓名张俊彦学号20121402029 周承禄学号20121402028刘晓明学号20121402027孙凯学号20121402026从培元学号20121402025高树朋学号20121402024吴季博学号指导教师仇善波职称教务处编印摘要本论文主要论述了主机(柴油机)的装配与主机装船工艺。
在装配设计过程中包括零件的准备、部件装配、总装配等阶段工作。
他们是按照一定先后顺序进行的。
装配工艺顺序和装配技术的正确合理对保证柴油机的可靠性、经济性和使用寿命是极其重要的,即装配工艺过程对柴油机的质量起到了决定性的作用。
柴油机部件的装配包括机座定位、主轴承和曲轴的装配、机架的装配、汽缸体的定位装配、机体上贯穿螺栓的装配设计等。
这些部件的装配工艺的好坏直接影响整个柴油机的的工作性能。
因此,在进行部件装配和装船设计时要严格按照技术规范施工。
前言船舶主机作为船舶动力装置。
它的优点显著,有着无可比拟的优越性。
它是船舶的心脏,以推进船舶航行。
由于船舶主机在船舶中的作用,使其显现的尤为重要。
本文主要论述了船舶主机的装配及安装工艺中操作步骤、方法和主要问题。
在本文的开始就对传船舶主机装配过程进行介绍,在随后的章节里,阐述了柴油机的各个部件独自的装配工艺,使它能更高优化船舶,提高主机推进能力。
按此详细的船舶主机装配与安装设计方案,能高效的完成对柴油机的总装配。
从而试车及柴油机在船上的定位于固定。
目录摘要 (2)前言 (3)目录 (4)一、船舶主机装配 (5)1、装配过程 (5)2、基座、主轴承和曲轴的装配 (6)3、机体的装配 (7)4、活塞连杆的装配 (8)5、汽缸盖和配气机构的装配 (9)二、柴油机总装 (10)1、机座安装及三大件定位 (10)2、曲轴、推力轴承和盘车机安装 (11)3、缸盖总成、排气总管及增压器安装 (13)三、船舶柴油机装船工艺 (14)1、主机安装前的技术要求 (14)2、主机在船上安装 (14)3、主机装船工艺实例 (16)四、结论与展望…………………………五、致谢…………………………………六、参考文献……………………………一、筒形活塞柴油机装配工艺1.1装配过程柴油机的装配过程包括零件的准备、部件装配、总装配、调整和实验等阶段的工作。
船用低速柴油机装配试验车间工艺设计探讨

侧布 置小件 预装 和堆放 场地 。
结构 和布局 等方 面都 比较 复 杂 , 对 装 配试 验 车 间 现
工程 工艺设 计 中的一些 主要 问题进行 探讨 。
这种 方案 的装 配 车 间设 置 的轨 高 、 位均 相 对 吨
较 小 , 油 机 组 装 成 大 组 件 之 后 运 至 试 验 车 间 进 行 柴 总 装 、 车 。 此 种 方 案 可 以 提 高 试 验 车 间 的利 用 率 , 试 降低 厂房造 价 , 高装配 效率 。 提 车间 的跨 度根据 机 型 的大小 为 3 ~4m 不 等 , 3 5
关键词
低速柴油机
装 配 试 验 车 间 丁 艺设 计
文 献 标 识 码 B
中 图 分类 号 U6 4 6
配试验 车间 , 车间 内一侧 布置试 车 台位 , 一侧 布置 另
装 配 台位和堆 机场地 。
l 前 言
目前 国 内生 产 和 正 在 建 设 的 低 速 柴 油 机 的 厂 家 有 沪东重机 有限公 司 、 连船用 柴 油机有 限公 司 、 大 宜
层 起 重 机 , 层 为 大 吨位 桥 式 起 重 机 , 于 大 吨 位 柴 上 用 油 机 组 件 和 整 机 的 吊 运 , 层 为 壁 行 起 重 机 或 L 型 下 起 重 机 。考 虑 到 试 车 台 位 侧 布 置 排 烟 管 , 般 采 用 一
耗 。必要 时可考 虑两 套 辅 机 系统 并 联 , 以满 足 更 大
作者简介: 谢 峰 ( 9 7 一 ) 女 , 程 重 机 的 轨 高 是 综 合 考 虑 , 整 以
谢
峰 : 船 用 低 速 柴 油 机 装 配试 验 车 间 工 艺设 计探 讨
浅析柴油机装配过程中相关工艺技术

浅析柴油机装配过程中相关工艺技术【摘要】柴油机在装配过程中,不同的型号装配的顺序不同,就其中一种型号为例,对柴油机装配过程中需要注意的问题进行了浅析。
主要内容分为机座、主轴承和曲轴的装配,机体的装配、活塞连杆的装配、气缸盖和配气机构的装配等几个部分。
【关键词】柴油机;装配;曲轴;连杆1 机座、主轴承和曲轴的装配1.1 关于机座的安装事项对于铸造的机座,其不加工的内表面必须清理干净,最好用喷砂方法清理,使铸造残砂能全部清除。
对于整体式及组合式机座,液压试验后,在装配前,其内部表面必须涂上防锈漆。
机座在车间装配台或试验台上安装,应通过调整机座下平面的金属垫片使其处于水平状态。
机座螺栓均匀拧紧后,机座上平面的平面度误差在每米长度内不大于0.05mm。
但在全平面内(当机座长度小于8m时)其平面度误差应不大于0.20mm。
1.2 关于主轴承与曲轴的装配事项1.2.1 对于主轴承的装配1.2.2 对于曲轴的装配工艺1)关于曲轴装配的相关技术要求对于具有大重量飞轮且为挠性连接的曲轴,飞轮装妥后,接近飞轮端的第一曲柄的臂距差,可考虑放宽为每米活塞行程≤0.175mm。
2)研刮主轴承目前,成批生产的中型柴油机,由于制造质量的提高,在曲轴装配时已基本上免除研刮轴瓦工艺。
当贴合情况不良时,采用选配轴瓦或进行少量的研刮工作,大大简化了装配工作。
但对某些型号的柴油机,特别是在修理时,为使曲轴轴线与主轴承保持一定的装配间隙并成一直线,仍常在装配过程中采用研刮主轴承的方法,以实现装配的相关技术要求。
所以,应在主轴承合金层上留一定的研刮余量,一般在0.10mm 以内。
2 机体的装配曲轴在机座主轴承上装配好后,即可进行机体的装配。
对于筒形活塞柴油机,机体装配的技术要求是:2.1 机体气缸轴线与曲轴轴线应垂直,其垂直度误差每米长度应不大于0.15mm;2.2 各气缸轴线应与曲轴轴线相交,其对称度误差不应大于2mm;2.3 各气缸轴线与对应的两曲轴臂对称;2.4 机体下平面与机座上平面之结合面应紧密接触,用0.05~0.10mm厚的塞尺检查时,一般不应插进。
浅析船舶低速柴油机的组装.
毕业设计(专题论文)题目浅析船舶低速柴油机的组装姓名系部专业班级学号指导教师2015年6月3日浅析船舶低速柴油机的组装摘要:本文通过对中船设备引进的德国Man B&W公司低速柴油机系中的6S42和6S50两种机型的组装过程的基本阐述与讲解。
以此两种机型为代表,简单阐述一下船舶低速柴油机在装配过程中应注意的问题以及过程中出现问题的解决方案。
最后综合讨论船舶低速柴油机装配工艺的好坏对其组装完成后试车运行过程以及各方面性能的影响。
关键词:低速柴油机;组装;装配工艺;性能影响前言镇江中船设备有限公司(镇江船用柴油机厂)公司引进并生产德国MAN B&W 公司L16/24、L21/31、L23/30、L27/38、L28/32 、L32/40、S35、S40、S42、S46、S50等系列机型和丹麦瓦锡兰公司RT-flex35、RT-flex40、RT-flex50等系列机型。
近年来又投资建设低速机生产组装基地,功率范围涵盖450-14240KW。
图1是6S50柴油机的外形图。
本文就我个人在中船设备实习期间所从事的S42、S50低速柴油机装配过程中的一些感悟和看法,在此浅谈一下低速柴油机几项主要部件的组装。
低速柴油机大多为二冲程柴油机。
低速柴油机由于性能优良、可靠性好、使用维护方便、能燃用劣质燃油等优点,已被广泛用于散货船、油船、集装箱船等大型远洋船舶上。
由于船舶日趋大型化、巨型化与自动化以及对船舶主机的经济性、可靠性的要求不断提高,低速柴油机的技术发展呈现出整体优化的趋势具体表现以下几个方面:基本理论方面,柴油机是内燃机,提高热效率,提高热能转化成机械能,控制燃烧,提高经济性。
在结构方面,采用非冷却式喷油器、可变喷油定时油泵、长冲程、液压驱动式排气门、单气门直流扫气、定压增压、高效涡轮增压器。
性能方面,平均有效压力不断提高,增加活塞的平均速度,改进零部件结构,增加强度,不断降低燃油消耗率水平,使柴油机的单机或单缸功率不断增大,使用寿命延长。
毕业设计(论文)zs1105柴油机箱体工艺及组合钻床设计[管理资料]
![毕业设计(论文)zs1105柴油机箱体工艺及组合钻床设计[管理资料]](https://img.taocdn.com/s3/m/f59ab0369ec3d5bbfc0a748a.png)
图书分类号:密级:毕业设计(论文)ZS1105柴油机箱体工艺及组合钻床设计ZS1105 DIESEL OIL ENGINR CASE BODY MANUFACTURE TECHNOLOGICALPROCESS MILLING LATHE UNITCLAMPDESIGN学生姓名班级学院名称专业名称指导教师XXX学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:年月日XXX学位论文版权协议书本人完全了解XXX关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归XXX所拥有。
XXX有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
XXX可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:年月日日期:年月日摘要ZS1105柴油机箱体工艺及组合钻床设计在设计之初,我们应对箱体的各个零件进行整体工艺分析从而进行设计。
这项工作不但要求我们对于S1105柴油机箱体的具体结构十分熟悉,也要求我们对于其技术要求有所了解。
因此,制定两种关于上述结构的工艺方法,并且择优选择。
纵观整体技术要求,共有几个关键量需要我们注意。
分别是:他们选用的相关机床的背吃刀量,有关刀具,类似夹具等等。
只有我们确定了这么多工序的相关时间的有关定额,才能绘制该零件的工序卡再绘制完成工序卡之后,我们接下来就需要对关于钻削一前一后两个端面的相关多轴箱进行整体设计。
仔细分析之后,基于该箱体的结构特点,有关方案的相关尺寸以及有关精度硬性指标。
发动机装配工艺技术论文

发动机装配工艺技术论文
发动机装配工艺技术是发动机制造过程中至关重要的环节,对于确保发动机的质量和性能具有至关重要的作用。
本文将从发动机部件的准备、装配工序的安排、装配质量的检验三个方面对发动机装配工艺技术进行探讨。
首先,发动机部件的准备是发动机装配工艺技术成功的前提。
发动机制造过程中需要大量的部件,如缸体、活塞、曲轴等。
这些部件在装配前需要进行清洗,并进行尺寸检查和外观检查,以确保其符合设计要求。
此外,还需要对部件进行分类和标记,便于后续的装配工作。
其次,装配工序的安排是发动机装配工艺技术的关键。
首先是确定装配的顺序和方法。
一般来说,装配顺序应按照发动机装配的逻辑顺序进行,先装配大部件,再装配小部件。
对于装配方法,应采用合理、高效的方式,确保每个部件都能正确安装到预定位置,同时注意装配过程中的各种技术要求和操作规程。
最后,装配质量的检验是发动机装配工艺技术的保证。
在装配工作完成后,需要进行严格的装配质量检验。
一方面,要进行装配质量的可视检查,检查装配过程中有无出现疏漏,如未连接好的管路、螺栓未拧紧等。
另一方面,还需要进行装配质量的性能检验,如运转试验和传动效率测试等,以确保发动机在装配后的性能和质量符合要求。
综上所述,发动机装配工艺技术是确保发动机质量和性能的重要手段。
在发动机装配过程中,要做好发动机部件的准备工作,
合理安排装配工序,并进行装配质量的检验。
只有做到这些,才能确保发动机在装配后能够具备优异的性能,满足用户的需求。
柴油机装配工艺设计论文

威海职业学院
第1页
ABSTRACT
The article focuses on the selection and assembly of diesel engine design process. Diesel is the right choice for ship design optimization. In the host assembly design process, including preparation of component parts assembly final assembly, etc. They are in accordance with the order must be assembled. Sequence assembly process and assembly technology is to ensure the correct selection of a rational economy of marine diesel engine's reliability and service life is an important issue. Assembly of diesel engine components, including base positioning the crankshaft main bearing assembly design and assembly rack assembly body cylinder on the consistent positioning of the bolt assembly design. Assembly process will directly affect the engine performance, therefore, during the host selection and component assembly operations in strict accordance with specifications.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
威海职业学院
毕业设计任务书
系部船舶工程系专业船机制造与维修年级 2011级班级二班
姓名学号
指导教师职称副教授、工程师
教务处编印
毕业设计指导须知
一、毕业设计是专业教学计划的一个重要的实践教学环节,是学生毕业前进行综
合训练和模拟从业训练的重要实践性教学环节,是高职教育培养高技能适应性人才的基本要求,是学生综合素质与实践能力培养效果的全面检验,是衡量高职教育和办学效益的重要评价内容。
毕业设计的目的是培养学生综合应用所学知识和相应技能,解决问题的本领。
毕业设计应坚持校企合作,贯彻以“生产性实训”为特征的工学结合的人才培养理念,以能力培养为主线,培养学生的创新能力、就业能力和综合能力等。
毕业设计的选题注重科学性、创造性、针对性、应用性和实践性。
二、毕业设计应包括教学目的、选题、调查、撰文(目录→前言→正文→结论→
答谢→参考目录→附录等)、指导、答辩、评语等活动。
三、指导教师具有讲师以上或相应职称的相关专业人员,且专业对口。
经系、教
务处审查同意后,方能指导学生进行毕业设计。
指导过程中,指导教师加强对学生的思想教育工作,培养学生的严谨、勤奋、求实、创新的学风。
抓好关键环节的指导,既不包办代替,也不要放任自流。
要按照进度计划,加强对学生各个阶段设计完成情况的登记、提问。
要求每位学生以热情好学、求实创新的态度参加毕业设计每个环节,综合运用所学知识解决实际问题,获取新知识,提高独立工作能力,在完成学习任务的同时,创造出良好的设计成果。
四、学生应以严肃认真、实事求是的态度按期完成任务书中规定的项目;能熟
练地综合运用所学理论和专业知识,有结合实际的具体项目设计或对某具体课题进行有独立见解的论证,并有一定的技术含量。
根据指导教师给定的课题,独立思考。
自己动手,不得抄袭或找人代笔。
毕业设计要做到内容完整,结构严谨合理,分析处理科学;文字顺畅,技术用语准确,符号统一,编号齐全,书写工整规范,符合国家有关标准和部颁标准,图纸、
图表完备、整洁、清晰、正确;论文结果有应用价值。
在规定时间内完成。
五、答辩委员会成员应由具备讲师以上职称的教师或相应职称的专业人员组
成,提出的问题要有针对性、专业性、准确性、典型性。
六、学生答辩的过程中要严肃认真,文明礼貌。
答辩时,思路清晰,论点真确,
回答问题基本概念清楚,对主要问题回答正确,深入。