英国AAE 电火花地震系统培训教程
火花机培训教材

火花机培训教材一关于加工参数1 放电脉波放电脉波是种波型,波型有方波、正弦波、阶梯波、锯齿波、冲击波等等。
火花机用的是方波,放电脉波是指脉波持续时间。
单位;μs2 休止脉波休止脉波是指脉波间隔时间。
单位:μs 一个脉波持续时间加一个脉波间隔时间为一个放电周期。
3电流电流区分为两种,峰值电流及平均电流。
峰值电流=电压÷电阻,平均电流=峰值电流×占空此,火花机所指的电流为平均电流。
单位;А4间隙放电时电极与工件是不接触,它们之间的距离称为间隙。
5放电时间放电火花产生时间。
单位:s6排渣高度设定的放电时间完成后z轴抬升的高度。
单位:mm7积碳灵敏度放电机有一个对放电不良的检测回路,是指对该回路灵敏度的调整。
8伺服稳定度放电时z轴伺服速度的调整。
9电压选择(高270v 中150v 低100v)放电空载电压,也直接影响间隙。
二如何调整放电参数1占空比占空比=放电脉波÷(放电脉波+休止脉波)×100%例:放电脉波800 休止脉波200800÷(800+200)×100%=80%即占空此为80%占空此对放电结果的影响占空此大放电能量高,加工速度快。
但过于大会造成放电不稳定,而降低加工速度。
占空比大放电能量高,表面光洁度差。
占空比大放电频率低,电极损耗少占空比大不易排渣及消电离,易产生积碳。
2放电频率放电频率(千赫)=1000÷(放电脉波+休止脉波)例:放电脉波800 休止脉波2001000÷(800+200)=1千赫放电频率对放电结果的影响放电频率对加工速度影响不大,频率高会偏慢。
放电频率高周期占空此小即能量低及单位时间内放电次数增加,表面光洁度好。
放电频率高单位时间内放电次数增加,电极损耗大。
放电频率高光洁度好,放电渣颗粒小易排渣较不易积碳。
3放电能量放电能量于电流、放电脉波、电压相关。
放电能量与电流、放电脉波成正比。
放电能量与电压成反比。
消防地震安全培训教材(NXPowerLite)

企业应建立完善的安全管理制度和应急预案,加强安全检查和隐患排查,确保员 工在工作中的安全。
05 培训效果评估和总结
培训效果评估的方法和标准
01
02
03
04
测试和问卷调查
通过测试和问卷调查,了解学 员对消防和地震安全知识的掌
掌握防护技能
如快速找到坚固的遮蔽物、采取正确 的躲避姿势等,以降低被砸伤或挤压 的风险。
组织有序疏散
在地震发生后,应有序疏散至开阔地 带,避免因混乱造成踩踏等次生伤害。
消防地震安全知识竞赛
总结词
设计多样化的竞赛题目
消防地震安全知识竞赛旨在通过趣味性的 竞赛形式,提高参与者对消防地震安全知 识的掌握程度和实际应用能力。
互救协作
在紧急情况下,应发扬团结互助的 精神,协助受伤或受困的人员进行 自救和互救,共同应对地震灾害。
03 消防地震安全综合演练
模拟火灾逃生演练
总结词
模拟火灾逃生演练旨在训练参 与者在火灾发生时,能够迅速 、正确地采取应对措施,确保
自身安全。
制定逃生路线
根据场所特点和人员分布,制 定合理的逃生路线,确保所有 人员都能快速撤离。
灭火器材的使用和保养
使用方法
针对不同类型的火灾选用合适的灭火器,如干粉灭火器、水 灭火器等。
保养要求
定期检查灭火器压力是否正常、是否过期,以及清洁和维修 。
火灾逃生的基本原则和技巧
原则
保持低姿,用湿布捂住口鼻,尽量靠 近地面。
技巧
熟悉逃生路线,不知识
消防地震安全培训教材 (nxpowerlite)
contents
电火花操作步骤及方法
电火花操作步骤及方法电火花加工作为一种先进的金属加工技术,广泛应用于模具制造、模板零件、航天航空部件制造等行业。
下面我们详细介绍电火花加工的操作步骤和方法。
1. 设计CAD图纸和刀具路径首先,需要由工程师根据产品设计及规格要求,用CAD软件制图。
然后,根据CAD图纸生成刀具路径,确定好加工零件的形状和尺寸。
2. 设置机床参数机床应根据材料、刀具、电极等要素的要求进行适当的设置,包括电极、夹具和加工深度等参数的设置。
3. 制作电极制作电极是电火花加工中一个非常重要的环节,要求精度高、硬度好、抗磨损、稳定性好,并能承受高压放电的能力等性能优点。
一般采用铜、铝等材质制作。
4. 安装工件、电极和液压系统将工件和电极安装在机床上,调节好位置,确保正确的加工位置和方向。
在操作过程中,还需将机床内液压系统的气压、油温、油位等相关参数调整好,以确保正常的工作和加工效果。
5. 开始加工启动机床后,操作人员可根据预先设定的加工路径和工艺参数进行操作,控制电极和工件的位置,确保加工深度和精度。
同时,在加工过程中,应随时注意机床情况,避免发生意外和不必要的振动。
6. 进行后续加工处理经过以上步骤的加工后,要进行后续的加工处理。
例如,可以将加工表面进行抛光、调试、热处理、放电加工等工艺,以达到更高的精度、耐磨性和减少留存电极的划痕等效果。
总体来说,电火花加工技术具有无须接触加工、切割精度高、弯曲切割能力强、生产效率高等优点,为制造业的快速发展和提高机械制造水平做出了重要贡献。
操作人员在进行电火花加工时,要按照正确的操作步骤和方法,确保安全、高效地完成加工任务。
电火花培训
电火花培训电电火花培训(10)电火花加工常用名词、术语及符号1、放电间隙:放电间隙指加工时工具和工件之间产生火花放电的一层距离间隙。
在加工过程中,则称为加工间隙S,它的大小一般在0.01-0.5mm之间,粗加工时间隙较大,精加工时则较小。
加工间隙又可分为端面间隙SF 和侧面间隙SL (见图三)2、脉冲宽度ti(μs):脉冲宽度简称脉宽,它是加到工具和工件上放电间隙两端的电压脉冲的持续时间(见图)为了防止电弧烧伤,电火花加工只能用断断续续的脉冲电压波。
粗加工可用较大的脉宽ti>100μs,精加工时只能用较少的脉宽ti<50μs。
3、脉冲间隔to(μs):脉冲间隔简称脉间或间隔,也称脉冲停歇时间。
它是两个电压脉冲之间的间隔时间(见图四)。
间隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生电弧放电,烧伤工具和工件;脉间选得过长,将降低加工生产率。
加工面积、加工深度较大时,脉间也应稍大。
4、开路电压或峰值电压:开路电压是间隙开路时电极间的最高电压,等于电源的直流电压。
峰值电压高时,放电间隙大,生产率高,但成型复制精度稍差。
5、火花维持电压:火花维持电压是每次火花击穿后,在放电间隙上火花放电时的维持电压,一般在25V左右,但它实际是一个高频振荡的电压(见图四)。
电弧的维持电压比火花的维持电压低5V左右,高频振荡频率很低,一般示波器上观察不到高频成分,观察到的是一水平亮线。
过渡电弧的维持电压则介于火花和电弧之间。
见图四。
6、加工电压或间隙平均电压U(V)加工电压或间隙平均电压是指加工时电压表上指示的放电间隙两端的平均电压,它是多个开路电压、火花放电维持电压、短路和脉冲间隔等零电压的平均值。
在正常加工时,加工电压在30-50V,它与占空比、预置进给量等有关。
占空比大、欠进给、欠跟踪、间隙偏开路,则加工电压偏大;占空比小、过跟踪或预置进给量小(间隙偏短路),加工电压即偏小。
7、加工电流I(A)加工电流是加工时电流表上指示的流过放电间隙的平均电流。
AE全仪表系统培训讲义

•
图1 SIS的构成
下图为由PES构成的SIS
检测单元
输入模块
PES 控制模块
输出模块
执行单元
•
SIS安全仪表系统
SIS仪表安包含全控制功能,也可包含仪表安全保护功 能,或包含这两者。
需要说明的是,这里所说的仪表控制功能,是指以连 续模式(Continuous Mode)操作并具有特定的SIL,用 于防止危险状态发生或者减轻其发生的后果,与常规 的PID控制功能是完全不同的概念。
④ 美国仪表学会制定的ISA-S84.01-1996《安全仪表系统 在过程工业中的应用》。
⑤ 美国化学工程学会制定的AICHE(ccps)-1993,《 化学过程的安全自动化导则》。
⑥ 英国健康与安全执行委员会制定的HSE PES-1987, 《可编程电子系统在安全领域的应用》。
•
SIS的相关标准及认证机构
•
SIS安全仪表系统
按照SIS的定义,下述系统均属于安全仪表系统: 安全联锁系统(Safety Interlock System—SIS) 安全关联系统(Safety Related System—SRS) 仪表保护系统(Instrument Protective System—IPS) 透平压缩机集成控制系统(Integrated Turbo &
② 2006年、2007年等同采用IEC61508、IEC61511的中国 国家标准GB/T20438、GB/T21109相继发布,中国的 功能安全标准开始规范我国的功能安全工作。
•
SIS的相关标准及认证机构
③ 国际电工委员会1997年制定的IEC 61508/61511标准, 对用机电设备(继电器)、固态电子设备、可编程电 子设备(PLC)构成的安全联锁系统的硬件、软件及 应用作出了明确规定。
NVHCAEANSA初级培训教程(一)

06
总结与展望
培训成果总结
学员掌握了NVHCAEANSA基础知识
通过本次培训,学员们对NVHCAEANSA的基本概 念、原理和应用有了更深入的了解。
提升了解决实际问题的能力
学员们通过案例分析和实践操作,提升了运用 NVHCAEANSA解决实际问题的能力。
培养了团队协作和沟通能力
培训过程中,学员们通过小组讨论、项目合作等方 式,增强了团队协作和沟通能力。
边界元法在NVH中应用
边界元法基本原理
将微分方程的边值问题转化为边界积 分方程问题,通过求解边界上的未知 量来得到整个域内的解。
在NVH中的应用
建立声学边界元模型,进行声场分析 、声辐射计算、声学灵敏度分析等, 以评估结构的声学性能。
04
ANSA软件操作指南
ANSA软件界面及功能介绍
01
02
03
培训背景
随着NVHCAEANSA领域的不断发展,对相关人才的需求也日益 增加。为了满足这一需求,本培训教程应运而生,旨在为广大学 员提供系统、全面的学习资源和实践机会。
培训内容和目标
02
01
03
培训内容 NVHCAEANSA基本概念和原理 相关技术和应用
培训内容和目标
实践操作和案例分析 培训目标
未来发展趋势及挑战
NVHCAEANSA技术不断更新升级
随着科技的不断发展,NVHCAEANSA技术也在不断更新升级,学员 需要保持持续学习,跟上技术发展的步伐。
应用领域不断拓展
NVHCAEANSA技术在汽车、航空、机械等领域的应用越来越广泛, 未来还将拓展到更多领域,为学员提供更多就业机会。
面临复杂多变的实际问题
NVHCAEANSA初级培训教程 (一)
jason地震反演软件培训课件

jason地震反演软件培训
31
做好质量控制
jason地震反演软件培训
32
合理使用井的约束作用
反演过程中井的约束控制
F L p ( r ) L q ( s d ) 1 L1 ( Ztrend )
约束方法: 无 约 束 ( disable any constraint ) 软 约 束 ( soft constraint) : α -1, 硬 约 束 ( hard constraint) : 趋 势 + 边 界 条 件
约束稀疏脉冲反演是基于道的反演,它的实质就是在阻抗趋势的约束 下,用最少数目的反射系数脉冲达到合成记录与地震道的最佳匹配。
jason地震反演软件培训
26
数据加载
分析和预处理、极性分析
井旁子波
相关性分析 校正
初标定 子波优选 综合标定
层位解释
断层解释及趋势面分析 地层结构分析 框架模型
初始模型 选择反演井、范围、子波等
4、反演结果特点
体现地震资料振幅、频率、相位特征, 适用范围较广 。但反演结果分辨率不太高。
(一) 稀疏脉冲地震波阻抗约束反演方法
Y8
Y118-
4
1
Y8
Y118-
4
1
10m reservoir
delineation
稀疏脉冲反演波阻抗剖面与对应的地震剖面对比
The Menu of Constrained sparse spike inversion
jason地震反演软件培训
7
5、近几年,从叠后反演发展到叠前反演 。 叠前同步反演能够反演出纵横波阻抗等,直接进行岩性 和流体识别。 Zoeppritz方程组是叠前反演的理论基础,但关系复杂 难以直接求解。Shuey和Aki、Richards等在二十世纪 八十年代对其进行了简化研究。Ali Tura(1999)、 David M Dolberg(2000)等AVO反演、AVA反演方 法。JASON公司等推出了实用的叠前和叠后地震反演 软件系统。
电火花操作工培训教材.
电火花操作工培训教材一、安全教育1.电柜输入电源为三相380V,不使用交流电源中性线,机床须可靠接地。
三相交流电源的缺相故障将导致电柜工作异常,损坏电器元件等。
2.电柜上安装的保险丝容量为5A,如遇到保险丝熔断的情况,请检查设备。
排除故障后更换相同容量的保险丝,千万不可盲目将保险丝容量随意加大。
3.在操作过程中,如遇到严重异常情况,要立刻关闭电柜总电源开关,切断输入电源。
若遇到一般性异常现象,则关闭急停开关即可。
4.在需要打开电柜门的时候,务必要关闭总电源开关以保证安全。
5.操作人员离开工作现场时,应使设备处在停止加工状态。
6.操作人员在进行放电加工之前要仔细检查设备的安全装置是否处在正常状态,如防火侦测及液面开关是否正常。
7.加工时应控制加工液液面高于工件上表面5-10厘米以上。
8.放电加工中,不得两手分别接触正、负电极以免遭受电击。
9.在机床工作场地适当位置必须放置必要的消防设施。
10.易燃品不得放置在加工槽内。
11..电柜箱内风扇须保持正常运转,避免温升过高。
12.在加工时要使用电加工专用液或工业煤油,严禁使用生活煤油。
二、电火花加工介绍电火花加工是利用浸在工作液中的正、负两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文简称EDM。
进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液冲入放电间隙。
通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时两电极上施加的脉冲电压将工作液击穿,产生火花放电。
在放电瞬间产生大量热能,使这一点工作表面局部微量金属材料立刻熔化、气化,飞溅到工作液中,形成固体金属微粒,被工作液带走。
这时在工件表面上便留下一个微小的凹坑,放电短暂停歇,两电极间的工作液处在绝缘状态。
紧接着,下一个脉冲电压又在两电极相对接近的另一点处击穿,产生火花放电,重复上述过程。
在保持工具电极与工件之间恒定放电间隙的条件下,一边蚀除工件金属,一边移动工具电极不断地向工件进给,最后加工出与工具电极形状相对应的形状来。
(整理)火花机培训资料
电火花加工原理电火花加工是不断放电蚀除金属的过程。
虽然一次脉冲放电的时间很短,但它是电磁学、热力学和液体力学等综合利用的过程,是相当复杂的。
综合起来,一次脉冲放电的过程可分为以下阶段:(1)极间介质的电离,击穿及放电通道的形成当脉冲电压施加于工具电极与工件之间时,两极之间立即形成一个电场。
电场强度与电压成正比,与距离成反比,随着极间电压的升高或是极间距离的减小,极间电场强度也将随着增大。
由于工具电极和工件的微观表面是凸凹不平的,极间距离又很小,因面极间电场强度是很不均匀的,两极间离得最近的突出点或尖端处的电场强度一般为最大。
当电场强度增大到一定数量时,介质被击穿,放电间隙电阻从绝缘状态迅速降低到几分之一欧姆,间隙电流迅速上升到最大值。
由于通道直径很小,所以通道中的电流密度很高。
间隙电压则由击穿电压迅速下降到火花维持电压(一般约为20-30V),电流则由0上升到某一峰值电流。
(2)介质热分解、电极材料熔化、汽化热膨胀极间介质一旦被电离、击穿,形成放电通道后,脉冲电源使通道间的电子高速奔向正极,正离子奔向负极。
电能变成动能,动能通过碰撞又转变为热能。
于是在通道内正极和负极表面分别成为瞬间热源,达到很高的温度。
通道高温将工作液介质汽化,进而热裂分解汽化。
这些汽化后的工作液和金属蒸汽,瞬间体积猛增,在放电间隙内成为气泡,迅速热膨胀并具有爆炸的特性。
观察电火花加工过程,可以看到放电间隙间冒出气泡,工作液逐渐变黑,并听到轻微而清脆的爆炸声。
电火花加工主要靠热膨胀和局部微爆炸,使熔化、汽化了的电极材料抛出蚀除。
(3)电极材料的抛出通道和正负极表面放电点瞬时高温使工件液汽化和金属材料熔化、汽化,热膨胀产生很高的瞬时压力。
通道中心的压力最高,使汽化了的气体不断向外膨胀,压力高处的熔融金属液体和蒸汽,就被排挤、抛出而进入工作液中。
由于表面张力和内聚力的作用,使抛出的材料具有最小的表面积,冷凝时凝聚成细小的圆球颗粒。
电火花培训指导书精品文档10页
电火花成型机培训指导书翟照东编长春工程学院机电学院一.手控盒操作点动速度键。
选择中速、高速、单步,开机时为中速。
单步步距为高速、中选各有10档可以设定,0档最快,9档最慢,对应速度为900——10mm/min。
点动移动键。
指定轴及运动方向。
定义如下:面对机床正面,工作台向左移动为+X,反之为-X;滑枕移近工作者为-Y,远离为+Y;主轴头上升为+Z,下降为-Z;C轴逆时针旋转为+C,反之为-C。
PUMP键。
加工液泵开关。
按下开泵,再按停止。
泵开启状态时键左上角灯亮。
HALT(暂停)键。
在加工状态,按下此键将使机床动作暂停。
RST(恢复加工)键。
1)在暂停状态,按此键恢复暂停的加工。
2)按此键开始加工(相当于键盘上的“Enter”键)。
ST(忽视感知)键:电极与工件接触状态,按此键,灯亮,再按点动键可忽视接触感知进行移动。
要特别注意移动方向,以免电极和工件相撞。
此键仅对当前的一次操作有效。
灯亮时,要取消“忽视感知”功能,再按一次此键,灯灭。
ACK(确认)键。
在出错或某些情况下,其他操作被中止,按此键确认。
OFF键。
1)中断正在执行的操作。
2)关闭电阻箱内的风扇。
加工开始系统会自动启动风扇,加工结束五分钟后按此键关闭风扇。
二.准备屏(ALT+F1)进行加工前的准备。
光标移到某个功能模块后回车,即选中此功能,再选择或输入相关数据,即可实现此功能。
要退出此模块按F10。
输入的数据有小数点为mm/inch,/0.0001inch。
若无,则为m·原点:回机械零点,即各轴的正极限。
选择“三轴”时,执行顺序为Z轴、Y 轴、X轴。
·置零:把当前点设为当前坐标系的任一点。
开机后,若没有返回上次的零点就进行置零操作,系统会提示操作者确认后再置零。
·回零:回当前坐标系的零点。
可选任一轴或都回零。
·移动:有绝对(以当前坐标系零点为参考点)和增量(以当前点为参考点)两种方式。
选定轴,输入数值按回车执行。
CGG用户手册要点
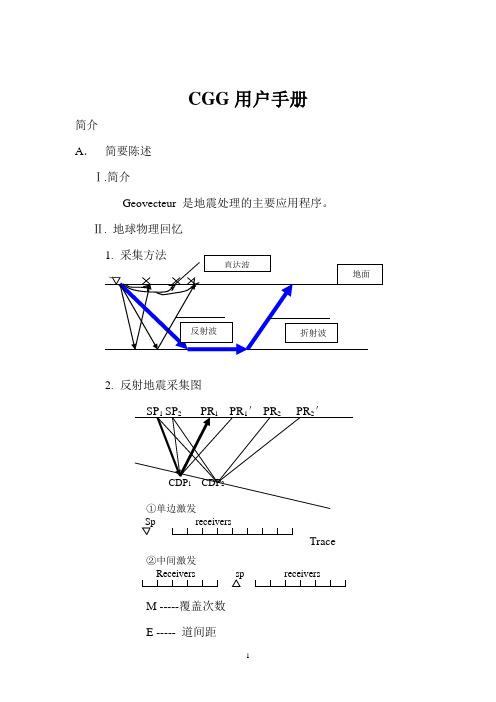
CGG 用户手册简介A . 简要陈述Ⅰ.简介Geovecteur 是地震处理的主要应用程序。
Ⅱ. 地球物理回忆2.反射地震采集图receiversTrace②中间激发Receivers receiversM -----覆盖次数E ----- 道间距I -----炮点距N ----- 排列道数M=NE/2I3.地球物理词汇定义SP-----炮点或PTPT-----point de tirVP-----vibrated pointReceiver position 接收点Trace number 地震记录道号DP-----depth point 深度点CDP-----common depth point 共深度点CMP-----common mid point 共中心点Stacking fold : number of traces that make up a CDP Section : 剖面Ⅲ. Geovecteur 原理1.基本原理以地震作业(seismic job)方式工作。
Seismic job 组成:①库:包括切除,静校正量,速度函数等②地震处理命令作业(JOB)的建立:用字符编辑器或XJOB图形编辑器基本处理单位:道JOB的提交: 分两个阶段分析阶段:库的句法及处理命令的检查,资源(内存,磁盘)分配,执行阶段作准备.这个阶段不处理,不读数据.执行阶段:2. 术语定义Job: 执行命令集GSL: geovecteur seismic language 处理命令专用语言分析(Analyzer): 由job描述的分析命令执行(Executor): 由job描述的执行命令AM: 分析阶段可执行模块的代码部分PM: 执行阶段可执行模块的代码部分模块Module(或program):由一个AM 或多个PM组成是一个给定处理的特殊命令类型. 标准的模块是一个带有输入和输出的操作.Pseudo-module: 虚拟模块特殊的命令类型,其功能是定义job的结构(例如:BOUCL或DLOOP ,FINBO 或ENDLP)一个特别的虚拟模块,称为PROCS,用于定义“处理流程”和“次序”。
AVO地震反演中文培训
构造解释
可能首先关注630 ms -640 ms 有意义的地震同相轴 ,已经拾取和解释的H1。1970年以前地震解 释员只关心构造,可能在CDP330位置定一口井.
6
气井位置
在这个例子中,她是正确的!在这个位置打到了成功的气井。以上显示的是声波测井曲线,时 深转换后显示在地震剖面上。 气藏的顶底如图中的黑线显示。
3500
3000
2500
2000
1500
1000 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Oil
Gas Water Saturation
33
Biot - Gassmann 方程
体平均方程应用于气藏,结果是不准确的。Gassmann (1951) 和 Biot (1956) 提出 了流体饱和状态岩石中更为完整的波传播理论,即利用饱和状态的体模量和剪切模 量替换以上通常的方程以求取P波和S波速度:
如下图所示,突出的区域对应于气砂(粉红)顶部,气砂底 部(黄色)和气砂层之下的硬条纹(蓝色).
17
AVO 反演
将AVO反演和AVO分析结合 起来进行分析是一个非常重 要的识别油气藏的手段
Far Inversion
Near Inversion
18
AVO方法总结
输入NMO动校正后的道集
正演
处理分析
反演
只改变形状
改变形状和体积
25
P波和S波速度
这就导致有两种不同类型的速度: P波(压缩波)粒子运动方向和波传输方向一样 S波(剪切波)粒子运动方向和波传输方向成90度角
P-waves
S-waves
26
用 和 表示的速度方程
电火花培训
2、什么是电火花加工的基本原理? 、什么是电火花加工的基本原理
电火花加工的原理是基于工具电极和工件(正、负 电极)之间脉冲火花放电时的电腐蚀现象来蚀除多 余的金属,以达到对零件的尺寸、形状及表面质量 预定的加工要求。 (1)放电间隙 必须使工具电极和工件被加工表面之 间经常保持一定的放电间隙。 (2)脉冲放电 火花放电必须是瞬时的脉冲放电.放电 延续一段时间后,需停歇一段时间,放电延续时间一 般为1~1000µs,这样才能使放电所产生的热量来不 及传导扩散到其余部分,把每一次的放电蚀队点分别 局限在很小的范围内;否则,会像持续电弧放电那样, 使表面烧伤而无法用作尺寸加工.因此,接在工具电 极和工件电极间电火花加工用的电源必须采用脉冲 电源。
二、排屑与排气的技巧
1、为什么要进行排屑与排气 、 电火花加工一定要在工作液介质当中进行,在电火花加工过 程中电蚀产物(金属熔化、汽化的细微颗粒、炭粒及工作液 被汽化、裂化产生的有害气体)如果不及时排除扩散出去, 就会改变间隙介质的成分,降低绝缘强度,如果放电蚀除产 物在间隙中某局部聚积太多,将会形成电极与蚀除物质(如 炭的微粒等)二次放电,二次放电的反复增加,就会使火花 放电转变为有害的电弧放电,导致电极与工件的烧伤,严重 的致使工件报废;如果工作液被高温分解产生的有害气体大 量的聚积,得不到及时的排出,形成局部真空,就会产生 “放炮”现象,导致电极或工件的位置偏移,容易造成废品。 因此,这结蚀除产物的堆积、放电气体的聚积,要靠排屑与 排气来解决,也就是要加强工作液在放电间隙中的循环,改 善工作液的污染程度,保证工作液的绝缘强度。另外,选择 合理工的加工参数、加工工艺,使放电过程稳定,使工作液 的污染程度产生最佳效果,减少电极损耗,提高加工效率, 保证加工质量。所以说电火花加工过程中必须要进行排屑与 排气。
Omega地震数据处理系统介绍PPT课件

可对色标进行编辑。
CGM View:CGM文件的监测---可检查CGM图件,直接提交绘图作业
第28页/共44页
Omega处理模块
模块名称 模块原理、参数说明
参数项
参数组
填写各 项参数
查看参 数说明
参阅帮 助文件
第29页/共44页
某一速度谱点速度曲线
T=1500ms处的速度场
第17页/共44页
(6)IVP(交互速度分析管理)— IVP工区和数据库的交互处理图形界面
对IVP工区和数据库进行管理
主要功能:1、列数据库内定义的工区和组名 2、释放被锁工区 3、列出载入所选工区的地震文件 4、列所选工区更新和备份日期 5、对所选工区进行删除、备份和恢复 6、提供管第1理8页Or/共ac44l页e数据库的功能
瞬时相位 瞬时振幅
第20页/共44页
瞬时频率
(8)GEOMETRY_QC(观测系统-QC)— 观测系统库检测的图形界面
主要功能:
通过图形和表格方式对 观测系统库的各种信息进行显 示和检查,可在任一方式下对 库中的信息进行修改,并且, 两种方式可进行实时通讯。
以颜色来显示某一 信息
显示炮检点 位置
选择显 示信息
显示所有炮点 静校正量
信息的表格 第21页/共44页
用颜色显示炮点 静校正量值
(9)Grid_Utility(网格应用)— 三维地震勘探网格定义、调整使用程序
主要功能: 以交互方式定义三维地震勘探网格(包括
主网格和处理网格),可实现多个主网格和处理 网格的定义、显示查看、各种坐标转换、距离和 方位角测量和距离以及经纬度不同数制的转换, 并将交互定义的网格输出到一流程。
火花组培训授课内容提纲 (2)

火花组培训授课内容提纲一、放电加工原理简述:二,电极校正方法简述:2.1 要利用大面,长边来决定小面,短边。
2.2 利用六点定位原理。
两个点(水平)控制电极的旋转方向; 其余四点(垂直)控制电极平面方向。
从而控制电极的空间位置。
2.3在校正电极时易犯的错误是以下几点:2.3.1方向拧反。
2.3.2用小面短边来确定大面,长边。
2.3.3校表压死而误认为电极已正。
2.4 预防措施: 首先应明确知道校表顺(逆)时针转时是哪边,将表针压的过紧(松); 注意六个螺丝松紧时电极如何转动,来带动校表转动,从而反向进行调整。
2.5 几种电极校正时所适用位置推荐:2.5.1 平面电极校正时用大面及长边。
2.5.2 园柱电极如无锥度应用所需用阶段校正:a,如端面面积较大校底面。
B,如端面面较小,校两最大素线垂直度。
2.5.3 NC的3D电极校正中间平面。
2.5.4 线割2D电极校正上表面。
三、两种放电机的特性3.1同条件下E型放电机的表面质量较F型高。
(Ra小)3.2同条件下E型比F型的加工进度快。
3.3F型放电机可一次性设置多段阶条件,而且还可以很明显地观察出不同条件下所需要的电极间隙,进度及消耗比(%),并配有自动设深度装置(方法面介)。
四、各功能键的名称: (附一)五、各功能键间的大致关系: (附二)六、几种特性情况下的加工方法推荐: (附三)七、放电加工时电易出现的错误。
1 坐标移反2 坐标移错 (一般为整数)3 间隙扣反4 粗细电极用反5 积碳产生积碳的原因和常见的易发生情况及其预防措施如下:5.1 冲油方法不正确, 导致排屑不易。
(冲油最好不要使油形成回旋状。
5.2条件设置不合理,深孔(或排屑不易)放电时应提高机头的定时上升时间, 适当拉长放电修止时间提高伺服敏感度。
附一 火花机各主要功能键的名称和用途及电极的校正方法:一、 主要键名称和作用:BT 高压电流: 不作常用。
AT 低压电流:主要控制放电速度及表面质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确保采取了足够的安全措施。
.
CSP 地震电源
系统安全指南
为了运行安全,CSP必须和船体或海接地。必须用CSP随带的10mm² 接地电缆或10mm扁平编织 接地线连接接地。否则会导致对人员和设备的严重危害。 确保CSP安装位置干燥,通风良好。否则会导致对人员和设备的严重危害。 禁止在甲板上带震源启动CSP。建议使用锁定系统,防止发生这种情况。否则会导致对人员和 设备的严重危害。 检查高压HV连接(水下和甲板部分) 是否干净、干燥和安全。否则会导致对人员和设备的严重危害。 建议定期检查接地部分,因为腐蚀或磨损可能产生危害,设备接地不良会造成不安全。
�
�
CSP 地震电源
基本故障 / 问题诊断
�
正常工作时,HV FAULT LED 亮 高压充电器检测到电压,温度过高或内部负载电容问题。检查电源或AVIP。检查通风情况。 检查高压继电器,更改power level。 EOC闪烁很慢 增加触发率,触发率过低使高压上升过慢。注意,AVIP引起抑制电路震荡,使充电器产生啸音。 HV 不可用 检查REMOTE / LOCAL 开关的位置。检查 HV Enable Key。有没有哪个故障灯亮了。 高压开关开机30秒后关闭 系统如果在30秒内未接收到脉冲输入,将关机,HV OFF, FAULT & TIMEOUT 灯亮。 按HV OFF重置。
� � � �
浅地层剖面系统 声学定位信标 声学释放器 & 遥报 声学跟踪系统 - Easytrak
CSP地震电源系列
CSP 地震电源
Introduction
CSP 系列地震电源为震源提供能量- Boomer Plates和Sparker 系统。 最新系列的CSP是在久经野外考验的老系统基础上开发的,附加了安全输出、安全保护 和声源频率调制。
�
Front Panel board: 处理用户控制和为控制板提供接口的power level 设置。 AVIP board: 为控制板和HV充电器之间提供智能接口。 Key In board: 为所有控制板输入脉冲IN选项提供隔离接口。 Relay board: 为高压充电器控制电源隔离继电器。 CSP使用了特别设计的强电流晶闸管开关 ,通过接口板和控制板连接。用隔离钳固定。 Power Supply
Operator Indicators
�
HI / LO SELECT 开关
旋转开关,选择CSP功率。 CSP将重置,HV OFF点亮。 和HV ON 开关组合使用,激活高压。
�
�
�
本开关选择AVIP电路或充满电。建议开关位于 : Out (AVIP Engaged) EOC (End Of Charge) 指示灯 蓄能电容达到其潜在电压(~2.5 ~4 kV)时,LED亮起。这样 作业员能看到CSP运行是否比充电器所能处理的快。如果作业员注意到记录系统丢失数据,可能表明 CSP-D发射过快,电容器无法充电到满电位。调低发射率,直到EOC LED闪烁,确保蓄能电容 达到合适的电压,同样震源上释放合适的能量。 -
操作
启动
�
旋转Power level按钮,选择所需的功率。 注意,激活任何功率设置,HV OFF 将点亮。 并且需要按下RESET 按钮。
�
�
按下HV OFF,所有故障指示灯熄灭,否则 需要检查。
.
CSP 地震电源
操作
HV ON
�
� � �
向左旋转HV Enable 按钮,按下 HV ON, 打开高压。 HV Relays开始工作。 HV ON 将点亮。 HV Charger 将往电容中存储电能。 EOC (End of Charge)点亮。 注意,Delay 取决于AVIP设置。
�
CSP电源带有CE标记,表示电源的电磁泄漏很小。但是由于系统特性,最好将电源远离其它 敏感记录系统,尽可能接近甲板。
CSP地震电源
操作
前面板控制 / 指示灯/ 接口
CSP 地震电源
操作控制
�
MAINS POWER开关
双刀开关,还是 过电流断路器。开关具有标准O I 位置。
�
�
�
EMERGENCY STOP 开关 紧急情况下,可以关闭单元。此开关关闭充电器的控制逻辑,使系统失效。 旋转它可以复位。 HV OFF/RESET 开关 如果出现故障或者有人乱改了控制,需要按下它。 此按钮也是HV OFF 关闭按钮。 HV ON 开关 电容和HV PSU开关。 (注意切换延迟), 高压打开并且HV ENABLE 按键开关时, 开关点亮,打开高压,HV ENABLE必须同时打开。 MANUAL KEY 开关 按下时触发CSP。检测到外部触发脉冲时也会点亮。
HV ENABLE KEY 开关 (瞬时开关) 防止作业员的意外操作。 CHARGE RATE 开关(在后面板)
�
FAULT 指示灯 CSP开机时,此指示灯会正常点亮,按下RESET按钮时,指示灯熄灭。大多数 故障情况下,指示灯点亮。请注意,如果充电模块中的热断路器工作,故障指示灯不会点亮。
CSP 地震电源
�
HV Detect Board :此板通过光电隔离器使用高压电阻分压器,对电容器的充电状态,提供高压反馈到 高压监测板,监测开放电路故障状态。此板还包含二极管,保护充电器输出桥免受反向电压摆幅。还有 一组高电流二极管,用于限制对单元输出的反向电压摆幅。
�
Thyristor Interface Board :此板通过光电隔离5V 电源,将12V CMOS触发器脉冲下调到5V TTL, 为控制板和晶闸管之间提供接口。 HV Charger: 高压充电器安装在机架的中间,并从CSP后部送到前部。充电器模块化设计,无法 指望能够现场维修
CSP产品系列: � CSP-L 50J或 100J 高分辨率Boomer 测量 � CSP-P 350J 可选开关多用途地震电源 � CSP-D 700J 或1200J 或2400J 可选开关多用途地震电源 � CSP-S 4000J 或 6000J 高功率地震电源
CSP地震电源
警告
本设备含致命性高电压,必须时刻保持接地。
� �
�
CSP 地震电源
基本故障/问题诊断
�
�
�
系统启动但是指示灯不亮 检查Fuse F1 –检查12V Logic PSU 故障& INTERLOCK LED 不能重置 检查HV 接头是否完全到位,检查高压接线盒是否关闭,检查顶面板是否到位 检查F2 –Mains to relay board. 系统不接收脉冲– KEY LED 不闪烁 –TIME OUT & FAULT LED 关闭系统 检查CSP接线,检查 KEY极性开关是在所要触发器选项的方向上i 系统关闭报告LOAD FAULT & HV OFF. 检查开放或短路LOAD。系统探测到故障。 HV ON LED亮,EOC LED灭。其它灯都不亮 检查AVIP 操作限制,重试。 如果正常了,则是AVIP 故障。 检查其它功率设置,例如100J 或200J ,检查是否是电容器故障。
Safety Interlock Relay Board
Switched HV Capacitors Energy Storage
Solid State Discharge Switch
HV Connector Safety Interlock
LEGEND Mains Connection Logic Connection HV Connection
� �
�
CSP地震电源
操作
启动 � 启动前,确保
� � � �
系统接地 连接震源并布放 连接电源 随后可以安全启动系统
�
开始启动时,将点亮下面指示灯。
CSP 地震电源
操作
启动 � 10 s后,Load Fault 指示灯将熄灭。
�
按HV OFF,所有故障指示灯将熄灭, 否则需要检查。
CSP 地震电源
A/C to DC HV Charger
HV Relays
HV Pulse Shaping HV Diodes
Interface & Load Monitoring Circuitry
Sound Source
Trigger In via BNC Connector
AVIP Interface Circuitry
� �
� �
CSP地震电源
系统回顾
�
HV Monitor Board :使用电流传感器,高压监测电路监视输出电流,防止过流损害部件。 电路还监测高压电,检测开放电路加载状态,这里,还没有放电。监测到上述故障。监测到上述故障后 监测板给控制板一个LOAD故障标记,10s后自动重置故障,目的是警告作业员可能的故障,阻止对内部 电路的损害。
�
�
�
CSP 地震电源
连接
� �
MAINS INPUT 200-250VAC 50/60Hz电源输入 REMOTE CSP 远程控制连接。 KEY 隔离BNC 接头,触发系统。 TRANSDUCER 特别设计的HV 接头,连接HV接线盒和CSP GROUND M8 接地柱,用于系统和船体或海的接地
�
CSP 地震电源
安全设计原理
�
�
双层安全锁 – 机械& 电子 以下情况不能高压工作: � HV 接头到位, HV 接线盒关闭 � 盖子到位 � 12V 逻辑电源正在运行 关闭时,高压迅速放电。高压继电器落下,这样powered OFF时,继电器自动连接高压电容器和放电电阻。 高压电容器还装有电阻,玩意出了故障,可以确保安全。 高压接头自动将 Live terminal 和接地短路,确保安全。 新一代CSP监测每次发射的开放或短路载荷输出电流和电压。
GND