塑料收缩率和模具尺寸
模具相关尺寸的计算:

模腔尺寸的计算: (1)、型腔的径向尺寸确定:按平均值计算,塑件的平均收缩率S为0.6% 7级精度模具最大磨损量取塑件公差的1/6;模具的制造公差£z=△/3取x=0.75。
LM1 5.98O+0.48 →6.26O-0.48 (LM1)o+£z=〔(1+s)Ls1-X△〕o+£z =〔(1+0.006)×0.26-0.75×0.48〕0+0.18=5.930+0.16 ②LM2 48O+0.48 →5.28O-0.48 (LM2)o+£z=〔(1+S) ×5.28-0.75×0.48〕o+£z =4.950+0.16 ③LM3 5.15O+0.48 →5.63O-0.48 (LM3)o+£z=〔(1+S) ×5.63-0.75×0.48〕o+£z =5.300+0.16 ④LM4 1O+0.48→1.38O-0.38 (LM4)o+£z=〔(1+S) ×1.38-0.75×0.38〕o+£z=1.100+0.12 ⑤LM5 18.89O+0.88→19.77O-0.88 (LM5)o+£z=〔(1+S)×19.77-0.75×0.88〕o+£z =19.230+0.29 ⑥LM60.96O+0.38→1.34O-0.38 (LM6)o+£z=〔(1+S) ×1.34-0.75×0.38〕o+£z =1.060+0.12 ⑦LM7∮2O+0.38 →∮2.38O-0.38 (LM7)o+£z=〔(1+S) ×2.38-0.75×0.38〕o+£z =2.100+0.12 ⑧LM8 ∮6.1O+0.58 →∮6.68O-0.38 (LM7)o+£z=〔(1+S) ×6.68-0.75×0.38〕o+£z =6.290+0.19 ⑨LM9 ∮0.77→1.05 (LM9) =〔(1+S)*1.05-0.75*0.38〕=0.86 o+0.13 ⑩LM10 10.5 →11.18 (LM10) =〔(1+S)*11.18-0.75*0.68〕 =10.74 (2)、型芯高度尺寸① H 4.7 →5.18 HM1 =〔(1+S)*5.18-0.75*0.48] =[(1+0.006)*4.7+0.5*0.48]=4.97 ② H 8.9 →9.48 HM2 =〔(1+S)*9.48-0.75*0.58〕 =[(1+0.006)*8.9+0.5*0.58] = 9.25 (3)、型芯的径向尺寸:① LM1=5.98 →5.98 LM1 =[(1+s)*Ls+x△] =[(1+0.006)*5.98+0.75*0.48]= 6.37 ②LM2=2.12 →2.12 LM2 =[(1+s)*Ls+X△] =[(1+0.006)*2.12+0.75*0.38] =2.42 (4)、型腔的深度尺寸① H m1 0.77 →1.15 Hm1 =〔(1+s)Hs1-x 〕 =〔(1+0.006)*1.15-0.5*0.38〕=0.97 Hm2 10.5 →11.18 Hm1 =〔(1+s)Hs2-x 〕 =〔(1+0.006)*11.18-0.5*0.68〕 =10.9 (5)斜导柱侧抽芯机构的设计与计算①:抽芯距(S) S=S1+(2→3)㎜ = +(2→3)㎜= +(2→3)㎜ =2.93+2.5㎜ =5.43㎜②:抽芯力(Fc) Fc=chp( cos -sin ) =[2*3.14*(3.1+1)∕2*10 ]*3.5*10 *1*10 *(0.15*cos30-sin30) =60.38N ③: 斜导柱倾斜角()斜导柱倾角是侧抽心机构的主要技术数据之一,它与塑件成型后能否顺利取出以及推出力、推出距离有直接关系。
塑料注塑成型尺寸公差来源

6Y.F/}B~R]3{
设计塑料模时,确定了模具结构之後即可对模具的各部分进行详细设计,即确定各模 板和零件的尺寸,型腔和型芯尺寸等。这时将涉及有关材料收缩率等主要的设计参 数。因而只有具体地掌握成形塑料的收缩率才能确定型腔各部分的尺寸。即使所选模 具结构正确,但所用参数不当,就不可能生产出品质合格的塑件。
浇口形式对收缩率也有影响。用小浇口时,因保压结束之前浇口即固化而使塑件 的收缩率增大。注塑模中的冷却回路结构也是模具设计中的一个关键。冷却回路设计 得不适当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸超差或变 形。在薄壁部分,模具温度分布对收缩率的影响则更为明显。
iAx开C思论坛O TR vK-i e6a$N
CAD,EMIXiesn模dg具,设计,招聘,培训[e$L0WcG
w.iAxcnP3W"`j)kC `}x;bn6\
补料:在成形条件中,尽量减少补料以使塑件尺寸保持稳定。但补料不足则无法 保持压力,也会使收缩率增大。
iAx开C思论坛H^p ovd1b8hU bs.iaxcnfqk ]_ `A;i pn
注射压力:注射压力是对收缩率影响较大的因素,特别是充填结束後的保压页号 335 压力。在一般情况下,压力较大的时因材料的密度大,收缩率就较小。
CAD,EMIXiesn模dg具,设计,招聘,培训U.v%K4TC(l CAD,EMIXiesn模dg具,设计,招聘,培训H0[*Ee1L5gv:zD w.iAxcnlh\er|Id9XUC-
注射速度:注射速度对收缩率的影响较小。但对於薄壁塑件或浇口非常小,以及 使用强化材料时,注射速度加快则收缩率小。
塑胶收缩率表

成型加工温度,模具温度及射出成型过程的一般塑胶收缩率a 注意与流动方向及横向的不同收缩率,制程影响。
b 共聚物塑料名称:PCTA实际开模缩水率:0.003开模产品类型:化装品塑料名称:PETG实际开模缩水率:0.004 开模产品类型:化装品塑料名称:AS实际开模缩水率:0.005 开模产品类型:化装品PBT+30%GF实际开模缩水率:0.004 保安器上下盖,支架塑料名称:ABS实际开模缩水率:5/1000 开模产品类型:电器外壳塑料名称:PP实际开模缩水率:16/1000 开模产品类型:餐具塑料名称:POM实际开模缩水率:16/1000开模产品类型:胶轮塑料名称:PC实际开模缩水率:8/1000开模产品类型:手机水晶壳塑料名称:PA6实际开模缩水率:0.020开模产品类型:闭锁器摇臂塑料名称:TPR实际开模缩水率:0.015开模产品类型:车仔轮胎看来这里面多数是做壳子类的高温阻燃材料用得极少塑料名称:LCP??实际开模缩水率: 1.5~2/%0开模产品类型:连接器塑料名称:PA6T实际开模缩水率: 3~5/%0开模产品类型:连接器塑料名称:PA9T实际开模缩水率: 3~5/%0开模产品类型:连接器塑料名称:PC940实际开模缩水率: 8/%0 开模产品类型:各式插头座外壳塑料名称:NTF FR52实际开模缩水率: 3~5/%0开模产品类型:连接器塑料名称:pom实际开模缩水率:0.018开模产品类型:遥控-开关-支架==塑料名称:POM M90-44实际开模缩水率:0.018开模产品类型:小齿轮塑料名称:POM TR-20实际开模缩水率:0.015开模产品类型:机芯塑料名称:TPR实际开模缩水率:0.012开模产品类型:软胶塑料名称:PPS+30%GF实际开模缩水率:0.0045开模产品类型:测距仪机芯塑料名称:PP实际开模缩水率:0.016开模产品类型:汽车配件(反光镜)塑料名称:PA+30%GF实际开模缩水率:0.0035开模产品类型:汽车配件(反光镜)塑料名称:ABS+PA实际开模缩水率:0.007开模产品类型:汽车配件(反光镜)塑料名称:PVC实际开模缩水率:0.025开模产品类型:汽车配件塑料名称:LCP??实际开模缩水率: 0.001-0.002 开模产品类型:电脑连接器塑料名称:POM实际开模缩水率:0.018开模产品类型:小齿轮塑料名称:PVC实际开模缩水率:0.020开模产品类型:医疗器材塑料名称:ABS实际开模缩水率:0.005开模产品类型:医疗器材塑料名称:PP实际开模缩水率:0.020开模产品类型:医疗器材塑料名称:PC实际开模缩水率:0.005开模产品类型:医疗器材塑料名称:PA66实际开模缩水率:0.009开模产品类型:扎带塑料名称:LCP实际开模缩水率:0.002开模产品类型:线圈骨架,电脑连接器塑料名称:H161实际开模缩水率:0.008 开模产品类型:电表底壳塑料名称:POM实际开模缩水率:0.025 开模产品类型:塑料齿轮塑料名称:PVC实际开模缩水率:0.03 开模产品类型:密码箱手柄塑料名称:ABS实际开模缩水率:0.005 开模产品类型:汽车配件塑料名称:PP实际开模缩水率:0.025开模产品类型:密码箱塑料名称:PC实际开模缩水率:0.0055开模产品类型:汽车配件塑料名称:PA66实际开模缩水率:0.018开模产品类型:锁具塑料名称:ABS 实际开模缩水率:0.0025开模产品类型:伟易达的子母机的支架塑料名称:PA6+35%GF实际开模缩水率:0.004开模产品类型:汽车配件(内部功能件)塑料名称:pom实际开模缩水率:0.018开模产品类型:齿轮,齿条塑料名称:PC+ABS实际开模缩水率:0.045开模产品类型:光驱托盘PMMA(亚加力):5/1000? ?? ?POM(赛钢):20/1000 PS(硬胶):5/1000? ?? ?? ? PP(百折胶):16/1000PC(防弹胶):5/1000? ???ABS(超不碎胶):5/1000HIPS(不碎胶):5/1000? ? AS(透明大力胶):5/1000GPPS:5/1000? ?? ?? ???PBT:15/1000PA66(尼龙):16/1000? ?? ?? ? PA6(尼龙):9/1000TPR(软胶):18/1000? ?? ?? ?TPU(软胶) 18/1000PE:(软胶)20/1000? ?? ? KVA(橡皮胶):20/1000GP(硬胶):5/1000? ?? ???CA(酸性胶):5/1000??K唐(KRATON):20/1000? ?ACETAL(AC):20/1000PU:20/1000? ?? ?? ?? ???PVC(软):20/1000??PC+ABS:5/1000? ?? ?? ???BDS(K-RESIN0)/K料:7/1000PA66+50%GPT:2/1000? ???PA66+30%GPT:3/1000PA66+15%GPT:8/1000? ? PBT+30%GPT:3/1000PP+20%GPT:5/1000? ???PP+30%GPT:3/1000? ?以上收缩率经过几年实践得来,在产品不超过300mm平均胶厚不超过3MM以内绝对可靠(产品尺寸有超过300mm的要小计0.0005,产品长宽高尺寸差异太大的要X轴,Y轴,Z轴分开来计算,遇到产品平均胶位过厚,过薄(0.5以下)及产品尺寸大都要特别注意) 塑料名称:RUBBER实际开模缩水率:0.030开模产品类型:手机RUBBER键塑料名称:ABS实际开模缩水率:0.0045开模产品类型:打印机壳塑料名称:ABS实际开模缩水率:0.005 开模产品类型:手机壳塑料名称:PP实际开模缩水率:0.015 开模产品类型:美的电水壶塑料名称:ABS实际开模缩水率:0.005 开模产品类型:美的饮水机塑料名称:PP实际开模缩水率:0.0155 开模产品类型:本田汽车壳塑料名称:PA+30%GF 实际开模缩水率:0.013开模产品类型:宗申摩托车配件塑料名称:PS实际开模缩水率:0.005开模产品类型:东芝,华凌冰柜抽屉塑料名称:H-PE实际开模缩水率:0.018开模产品类型:美的电水壶塑料名称:ABS实际开模缩水率:0.005开模产品类型:美的饮水机塑料名称:PP实际开模缩水率:0.0155开模产品类型:本田汽车壳塑料名称:PA+30%GF塑料名称:PP实际开模缩水率:0.016开模产品类型:厨房用品塑料名称:EVA实际开模缩水率:0.025 开模产品类型:厨房用品塑料名称:SAN实际开模缩水率:0.004 开模产品类型:厨房用品塑料名称:POM实际开模缩水率:0.025 开模产品类型:厨房用品塑料名称:ABS实际开模缩水率:0.005 开模产品类型:厨房用品塑料名称:ABS开模产品类型:键帽塑料名称:PPR实际开模缩水率:0.017 开模产品类型:水管接头塑料名称:pom实际开模缩水率:0.02 开模产品类型:调火环塑料名称:pp实际开模缩水率:0.018 开模产品类型:托盘塑料名称:ABS实际开模缩水率:0.005 开模产品类型:机壳塑料名称:AS开模产品类型:机壳塑料名称:PA66+30%GF实际开模缩水率:0.005 开模产品类型:办公椅的椅脚塑料名称:PP实际开模缩水率:0.016开模产品类型:汽车配件(反光镜)塑料名称:PA+30%GF实际开模缩水率:0.0035开模产品类型:汽车配件(反光镜)塑料名称:ABS+PA实际开模缩水率:0.007开模产品类型:汽车配件(反光镜)塑料名称:PVC实际开模缩水率:0.025开模产品类型:汽车配件塑料名称:ABS+PC实际开模缩水率:0.004开模产品类型:手机面盖? ?底盖塑料名称:PC实际开模缩水率:0.005开模产品类型:手机装饰件塑料名称:TPU实际开模缩水率:0.010开模产品类型:手机胶塞??USB接口胶塞PA+30%GF? ?实际开模缩水率:0.007电源插头内架。
塑胶报¤公式范文

塑胶报¤公式范文塑胶报公式塑胶报公式是指应用于塑胶加工过程中的各种计算公式,用于确定塑胶制品的性能、处理参数以及加工工艺等。
下面介绍几种常用的塑胶报公式。
一、结晶温度公式塑胶材料的结晶过程是塑胶制品冷却固化时发生的一种物理变化。
结晶温度公式可以用于计算塑胶材料的结晶温度,以确定塑胶制品的冷却速率。
结晶温度公式如下:Tc=Tm-K其中,Tc为结晶温度,Tm为材料的熔融温度,K为结晶温度下降的常数。
二、制品收缩率公式制品收缩率是指塑胶加工过程中制品由热态到冷态时的尺寸变化比例。
制品收缩率公式可以用于计算制品在不同温度下的收缩率,以进行制品尺寸的修正和预测。
制品收缩率公式如下:Ls=Lm*(1-α*(Tc-Tr))其中,Ls为制品的收缩率,Lm为模具腔尺寸,α为线性热膨胀系数,Tc为结晶温度,Tr为退火温度。
三、塑胶射出成型压力公式塑胶射出成型压力是指塑胶材料在射出成型过程中受到的压力,用于计算射出成型机的射出单元的压力参数。
塑胶射出成型压力公式如下:P=(C*Q*L)/(A*S)其中,P为射出成型压力,C为塑胶材料的挤出系数,Q为单位时间的材料流量,L为塑胶制品的长度,A为熔胶密度,S为射出成型机的螺杆截面积。
四、塑胶材料的熔体指数公式塑胶材料的熔体指数是指塑胶材料在一定温度和一定外力下熔化的速度,用于评估塑胶材料的流动性能。
塑胶材料的熔体指数公式如下:MI=M/t其中,MI为熔体指数,M为塑胶样品的质量,t为样品在规定温度和规定外力下熔化所需的时间。
以上是几种常用的塑胶报公式,通过这些公式可以进行塑胶材料的性能计算、工艺参数的确定以及制品尺寸的修正等。
塑胶加工过程中,合理运用这些公式可以提高塑胶制品的质量和生产效率。
模具技术标准

版本:拨杆与拨左右单边0.1~0。
15 ±0。
05盘三:模具的总体要求参考模具协会的标准,本公司依照以下要求.大量生产模(250,000— 1,000,000模或以上),具体要求如下:1。
要有详细模具结构图。
2.精确的散件图.3. 用Mold—flow软件模拟模具注塑过程、注射分析、压力分布及温度分布,以确定最好的入水位置、流道尺寸、疏气位置等。
4。
模胚的A、B板及通腔背板均用28Hrc硬度的钢材;(内采用镶嵌模腔)。
5.上、下模及镶件使用硬度为48Hrc或以上的钢料,所有移动的零件应使用硬钢,而且必须有限位及定位锁.6.模具尽可能自动断水口.如可能,尽量使用潜水、细水口、香蕉型水口、并要考虑热流道的可行性。
7.模具设计应具备最大限度的冷却,上、下模肉高温度点应该个别地冷却.8.顶出方法应尽可能使流道与产品自动掉下,避免运用多次顶出方法。
9.模具应能够全自动生产,大的零件应能够轻松取出。
10.顶针板必须有导向柱,顶出限位,以及模具支撑柱。
11.安装浇口定位环应与塑机尺寸匹配12.非天侧处有油缸装置,必须有油缸立柱。
13.模具装配后的闭合高度以及安装部分的配合尺寸,顶出形式、开模距离等均符合客户使用的设备技术条件要求。
14.模具应具备所有的安全特性,以预防受到意外的损害及错误的安装。
15.上、下模需要精确的配合,有插穿位的地方,模具一定要有直身锁.16.需要高温及热流道的模具,必须有隔热板。
17.所有可替换的元件必须是标准件。
18.模具外表面无凹痕/切割片/凿子/磨头/锉刀等痕迹。
19.冷却水要在非操作侧进出,冷却、气动系统应标记进出口标志。
20.模具上的水、液、气、电路的进出口应采用封口措施防止异物进入。
精密塑料齿轮收缩率对模具型腔尺寸设计的影响
选择 t 选 项 ( D表 面 网格 )并 让程 序 自动对齿 轮 表 r i 2
面 的 网格 进行 划分 ;该程 序将 在形状 复 杂 的位 置 自动
需求 。
1 精 密 塑 料 齿 轮 几 何 与 材 料 参 数
塑料 齿轮 目前 还没有 专 门 的精 度标 准 ,高精度 塑 料齿 轮 主要参 考金 属齿 轮 的精 度标 准制 造 ,以典 型 的 精 密齿 轮 注 塑 成 型 制 品—— 尼 龙 6 ( A 6 6 P 6 )7级 精 度 小模数 齿 轮为例 。该 齿轮 为直齿 圆柱齿轮 ,主要用 于轿车 车窗 升降器 ,所需 精 度高 ,但受 力不 大 。研究 中使用 的 U rm d公 司牌 号 A WG 5 ha i 3 M 3的 P 6 A 6主要 性 能参 数如 表 1 示 。 所
影 响收 缩率 的 因素 ,通 过 多组 实 验 总 结 出 经验 公 式 ,
为模具 设计 中收缩 率 的预测 提供 了计算 方法 ,但 材料 种 类 分 析 有 限 ,不 能 适 应 其 他 种 类 的 材 料 收 缩 情 况 ;李健 心 [介 绍 了对 待 齿 轮 收 缩 率 常 用 的 等距 2 3 放大法 和变 模数 法 ,指 出等距放 大法 将整个 齿 轮按轮 廓放 大 同样 的距 离虽 然简单 可行 ,但 是容 易产 生齿顶
过控 制制 品厚度 、型腔 压力 、熔体 温度 、模 具温 度等
联 系 人 jy s. eu c b @eu d . n 作者简介 :蒋 丰泽 ,男 ,18 99年生 ,硕 士研究生 ,从事微纳注塑成 型工艺研究 。j0 3 @q .o f 7 1 q em z
如何计算收缩率

如何计算收缩率设计塑料模时,确定了模具结构之后即可对模具的各部分进行详细设计,即确定各模板和零件的尺寸,型腔和型芯尺寸等。
这时将涉及有关材料收缩率等主要的设计参数。
因而只有具体地掌握成形塑料的收缩率才能确定型腔各部分的尺寸。
即使所选模具结构正确,但所用参数不当,就不可能生产出品质合格的塑件。
塑料收缩率及其影响因素热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。
塑件从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为后收缩。
另一种变化是某些吸湿性塑料因吸湿而出现膨胀。
例如尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为40%时尺寸增加量为0.3%。
但其中起主要作用的是成形收缩。
目前确定各种塑料收缩率(成形收缩+后收缩)的方法,一般都推荐德国国家标准中DIN16901的规定。
即以23℃±0.1℃时模具型腔尺寸与成形后放置24小时,在温度为23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。
收缩率S由下式表示: S={(D-M)/D}×100%(1)其中:S-收缩率; D-模具尺寸; M-塑件尺寸。
如果按已知塑件尺寸和材料收缩率计算模具型腔则为D=M/(1-S)在模具设计中为了简化计算,一般使用下式求模具尺寸:D=M+MS(2)如果需实施较为精确的计算,则应用下式: D=M+MS+MS2(3)但在确定收缩率时,由於实际的收缩率要受众多因素的影响也只能使用近似值,因而用式(2)计算型腔尺寸也基本上满足要求。
塑料收缩率大全
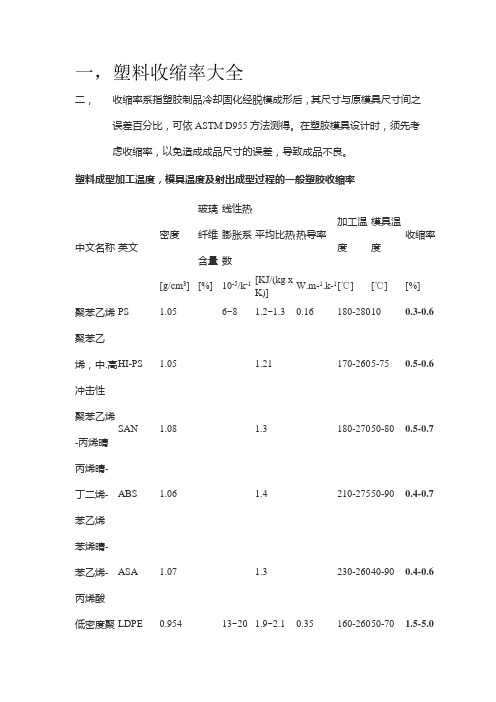
一,塑料收缩率大全二,收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率中文名称英文密度玻璃纤维含量线性热膨胀系数平均比热热导率加工温度模具温度收缩率[g/cm3] [%] 10-5/k-1[KJ/(kg xK)]W.m-1.k-1[℃] [℃] [%]聚苯乙烯PS 1.05 6~8 1.2~1.3 0.16 180-280 10 0.3-0.6聚苯乙烯,中.高冲击性HI-PS 1.05 1.21 170-260 5-75 0.5-0.6聚苯乙烯-丙烯晴SAN 1.08 1.3 180-270 50-80 0.5-0.7丙烯晴-丁二烯-苯乙烯ABS 1.06 1.4 210-275 50-90 0.4-0.7苯烯晴-苯乙烯-丙烯酸ASA 1.07 1.3 230-260 40-90 0.4-0.6低密度聚LDPE 0.954 13~20 1.9~2.1 0.35 160-260 50-70 1.5-5.0乙烯高密度聚HDPE 0.92 11~13 2.3-2.5 0.44 260-300 30-70 1.5-3.0乙烯聚丙烯PP 0.915 6~10 0.84-2.5 0.24 250-270 50-75 1.0-2.5聚丙烯PPGR 1.15 30 1.1-1.35 260-280 50-80 0.5-1.2 -GR聚异丁烯IB 150-200聚甲基戊PMP 0.83 280-310 70 1.5-3.0烯软质聚氯PVC-soft 1.38 7~25 0.85 0.15 170-200 15-50 >0.5乙烯硬质聚氯PVC-rigid 1.38 5~18.5 0.83-1.05 0.16 180-210 30-50 0.5乙烯聚氟亚乙PVDF 1.2 250-270 90-100 3.0-6.0烯聚四氟乙PTFE 2.12-2.17 10 1.02~1.08 0.27 320-360 200-230 3.5-6.0烯氟化乙烯基丙烯共FEP 2.15 3.0-4.0聚物聚甲基丙PMMA 1.18 4.5 1.39~1.46 0.19 210-240 50-70 0.1-0.8烯酸甲脂(丙烯)聚甲醛POM 1.42 10 1.47-1.5 0.23 200-210 >90 1.9-2.3聚苯撑氧或聚氧化PPO 1.06 1.45 250-300 80-100 0.5-0.7亚苯聚苯撑氧PPO-GR 1.27 30 1.3 280-300 80-100 <0.7-GR醋酸纤维CA 1.27-1.3 1.3-1.7 180-320 50-80 0.5素醋酸-丁CAB 1.17-1.22 1.3-1.7 180-230 50-80 0.5酸纤维素丙酸纤维CP 1.19-1.23 1.7 180-230 50-80 0.5表素聚碳酸醋PC 1.2 1.3 280-320 80-100 0.8聚碳酸脂PC-GR 1.42 10-32 1.1 300-330 100-120 0.15-0.55 -GR聚氨基甲TPU 10~20 1.76 0.3酸酯聚乙烯对苯二PET 1.01 0.14甲酸乙酯聚乙烯对苯二PET-GR 1.5-1.57 20-30 260-290 140 1.2-2.0甲酸乙酯-GR聚丁烯对苯二PBT 1.3 240-260 60-80 1.5-2.5酸聚丁烯对苯二PBT-GR 1.52-1.57 30-50 250-270 60-80 0.3-1.2酸-GR尼龙6(聚酸胺PA 6 1.14 6 1.6~1.8 0.31 240-260 70-120 0.5-2.2 6)尼龙6-GR PA 6-GR 1.36-1.65 30-50 1.26-1.7 270-290 70-120 0.3-1尼龙6/6 PA 66 1.15 9 1.7 0.25 260-290 70-120 0.5-2.5尼龙6/6-GR PA66-GR 1.20-1.65 30-50 1.4 280-310 70-120 0.5-1.5尼龙11 PA 11 1.03-1.05 2.4 210-250 40-80 0.5-1.5尼龙12 PA 12 1.01-1.04 1.2 210-250 40-80 0.5-1.5聚醚砜PES 5.5 1.12 0.18聚醚矾PSO 1.37 310-390 100-160 0.7聚硫化亚苯PPS 1.64 40 370 >150 0.2热塑性聚亚胺PUR 1.2 1.85 195-230 20-40 0.9脂酚甲醛树脂GP P F 1.4 1.3 60-80 170-190 1.2三聚氰胺甲醛MF 1.5 1.3 70-80 150-165 1.2-2 GP三聚氰胺酚甲MPF 1.6 1.1 60-80 160-180 0.8-1.8醛聚脂树脂UP 2.0-2.1 0.9 40-60 150-170 0.5-0.8环氧树脂EP 1.9 30-80 8 1.05-1.9 0.17 ca.70 160-170 0.2氧丁橡胶24 1.7 0.21 天然橡胶 1.92 0.18 聚乙丁烯 1.95。
abs材料收缩率
abs材料收缩率ABS材料收缩率。
ABS材料是一种常用的工程塑料,具有良好的机械性能和耐高温性能,因此在工业制造中得到广泛应用。
然而,在使用ABS材料进行注塑成型时,我们需要考虑到其收缩率,以确保最终制品的尺寸精度。
本文将对ABS材料的收缩率进行详细介绍,希望能为相关行业提供一些参考和帮助。
ABS材料的收缩率是指在冷却过程中,塑料制品由于温度变化而产生的尺寸变化比例。
一般来说,ABS材料的线性收缩率约为0.4%~0.7%,这意味着在注塑成型后,制品的尺寸会在长度、宽度和厚度方向上都有所收缩。
因此,在设计模具和制品尺寸时,需要考虑到ABS材料的这一特性,以便在生产过程中得到符合要求的制品尺寸。
ABS材料的收缩率受到多种因素的影响,包括材料的成分、注塑工艺参数、模具结构等。
首先,材料的成分对收缩率有着直接影响。
一般来说,ABS材料中填充剂的含量越高,收缩率越低;而增塑剂和稳定剂的添加则会对收缩率产生一定的影响。
其次,注塑工艺参数也是影响ABS材料收缩率的重要因素。
例如,注射压力、注射速度、模具温度等参数的选择都会对制品的收缩率产生影响。
最后,模具结构的设计也会影响ABS制品的收缩率。
合理的模具结构设计可以减小制品的收缩率,并且在一定程度上提高制品的尺寸精度。
针对ABS材料的收缩率特性,我们可以采取一些措施来减小其对制品尺寸精度的影响。
首先,我们可以通过调整材料配方来控制ABS材料的收缩率。
其次,在注塑成型过程中,可以通过优化注塑工艺参数,如控制注射压力、速度和模具温度等,来减小制品的收缩率。
此外,合理设计模具结构,采用合适的冷却系统,也可以有效地减小ABS制品的收缩率,提高其尺寸精度。
综上所述,ABS材料的收缩率是影响制品尺寸精度的重要因素。
了解并控制ABS材料的收缩率,对于保证制品的尺寸精度具有重要意义。
在实际生产中,我们应该根据具体情况,通过调整材料配方、优化工艺参数和设计模具结构等方式,来减小ABS制品的收缩率,从而提高其尺寸精度,满足客户的需求。
注射模具设计尺寸计算公式
注射模具设计尺寸计算公式注射模具设计是塑料制品生产过程中至关重要的一环,它直接影响着产品的质量和成本。
在注射模具设计中,尺寸计算是一个重要的环节,它直接决定了模具的精度和稳定性。
本文将介绍注射模具设计尺寸计算公式,帮助读者更好地理解和应用这一知识。
首先,我们需要了解一些基本概念。
在注射模具设计中,尺寸计算主要包括模具的尺寸、材料厚度、收缩率等参数的计算。
这些参数直接影响着模具的成型效果和产品的质量。
因此,设计师需要根据产品的要求和材料的特性,合理地计算这些参数,确保模具的设计符合实际生产的需求。
其次,我们来看一些常用的注射模具设计尺寸计算公式。
首先是模具的尺寸计算公式。
模具的尺寸主要包括产品的尺寸和模具的结构尺寸。
产品的尺寸通常由产品图纸给出,而模具的结构尺寸则需要根据产品的形状和结构来计算。
一般来说,模具的结构尺寸可以根据产品的尺寸和结构来确定,常用的计算公式包括:1. 模具的长度计算公式,L = Lp + S + D。
其中,Lp为产品的长度,S为产品的收缩率,D为模具的收缩率。
2. 模具的宽度计算公式,W = Wp + S + D。
其中,Wp为产品的宽度,S为产品的收缩率,D为模具的收缩率。
3. 模具的厚度计算公式,H = Hp + S + D。
其中,Hp为产品的厚度,S为产品的收缩率,D为模具的收缩率。
以上公式中,产品的收缩率和模具的收缩率是非常重要的参数。
产品的收缩率通常由材料的特性和产品的形状来确定,而模具的收缩率则需要根据产品的收缩率和模具材料的特性来确定。
一般来说,模具的收缩率可以通过实验和经验来确定,设计师需要根据实际情况来选择合适的收缩率。
另外,还有一些常用的注射模具设计尺寸计算公式,如材料厚度的计算公式、模具的结构尺寸的计算公式等。
这些公式可以根据具体的产品和模具来确定,设计师需要根据实际情况来选择合适的公式。
最后,需要注意的是,注射模具设计尺寸计算是一个复杂的过程,设计师需要综合考虑产品的要求、材料的特性、模具的结构等多个因素,才能确定合适的尺寸。
pet塑料收缩率

pet塑料收缩率
PET塑料收缩率是指在制造PET塑料制品时,由于材料的性质和制作工艺等原因,塑料制品在冷却过程中会发生一定程度的收缩。
这种收缩率的大小会直接影响到制品的尺寸精度和外观质量。
收缩率是通过测量塑料制品的尺寸变化来计算的。
一般来说,PET 塑料的收缩率在1%到3%之间,但具体数值会受到材料质量、加工工艺、模具设计等因素的影响。
为了保证PET塑料制品的尺寸精度和外观质量,需要在制造过程中进行收缩率的控制。
一些常见的控制方法包括调整材料成分、加工温度和压力、优化模具设计等。
总之,在PET塑料制品的制造过程中,收缩率是一个非常重要的参数,对于制品的质量和使用寿命都有着重要的影响。
因此,需要对其进行严格的控制和管理。
- 1 -。
机械设计全部的公差标准

定义
1.塑料收缩率:塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
以百分数表示。
2.径向收缩率:指料流方向的塑料收缩率。
3.切向收缩率:指垂直于料流方向的塑料收缩率。
4.收缩特性值:表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向收缩率减去切向收缩率的绝对值之差表示。
表1 塑料件尺寸公差(SJ/T 10628-1995)[中华人民共和国电子行业标准]
偏差的规定
本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
例如φ60mm的6级公差为0.32mm,其上下偏差可分配为;φ60+0.32m m,φ60mm,φ60±0.16,也可以上偏差为+0.20mm,下偏差为-0.12mm或上偏差为+0.42mm,下偏差为+0.10mm等。
受模具活动部分影响的尺寸公差
受模具活动部分影响的尺寸公差,为本标准规定公差值与附加值之和。
1、2级附加值为0.02mm;3、4级附加值为0.04mm; 5至7级附加值为0.1mm;8至10级附加值为0.2mm。
表2 公差等级的选用
2.1、2级为精密级,只有在特殊条件下才采用。
3.当沿脱模方向两端尺寸均有要求时,应考虑脱模斜度对公差的影响。
4.其他增强塑料的收缩特性值,应比表2中规定的小,或由试验结果定。
收缩率公式
收缩率公式收缩率是指在材料加工或冷却过程中,尺寸的减小比例。
这在制造业、工程领域等可是个相当重要的概念。
我还记得有一次去一家工厂参观,那是一家专门生产塑料制品的工厂。
我看到工人们在操作机器,将原材料加热融化后注入模具,然后等待冷却成型。
当时我就很好奇,为啥这模具的尺寸和最终产品的尺寸会有差别呢?厂里的老师傅跟我说,这就是收缩率在起作用啦。
比如说塑料,在高温下变成液态注入模具,等冷却后,它就会收缩。
不同的塑料材料,收缩率可不一样。
像聚乙烯、聚丙烯,它们的收缩率就有差别。
收缩率的公式通常表示为:收缩率 = (模具尺寸 - 产品尺寸)/ 模具尺寸 × 100% 。
咱们来举个例子哈,假如有个模具的长度是 10 厘米,生产出来的产品长度是 9.8 厘米,那收缩率就是(10 - 9.8)/ 10 × 100% = 2% 。
这收缩率可不光影响塑料制品,金属加工也一样。
比如说铸造金属零件,液态金属冷却凝固时也会收缩。
如果不考虑收缩率,做出来的零件尺寸就可能不符合要求,那可就麻烦啦。
在实际生产中,为了得到准确的尺寸,工程师们得对收缩率进行精确的计算和控制。
他们得先了解材料的特性,知道这种材料大概的收缩率范围,然后根据产品的要求来设计模具的尺寸。
我还听说过一个事儿,有个小工厂接了一批订单,生产一种金属零件。
结果因为没算好收缩率,做出来的零件尺寸都小了,客户不满意,工厂只能重新生产,赔了不少钱。
这就充分说明了收缩率计算的重要性。
而且啊,收缩率还会受到一些其他因素的影响。
比如加工温度、冷却速度、产品的形状和结构等等。
温度高了、冷却快了,收缩可能就大一些;产品结构复杂,不同部位的收缩也可能不一样。
所以啊,在设计和生产过程中,得综合考虑各种因素,通过试验和经验来不断优化收缩率的计算和控制。
总之,收缩率公式虽然看起来简单,但要真正用好了,可不是一件容易的事儿。
得细心、认真,还得有丰富的经验。
这就像我们做数学题,公式记住了,还得会灵活运用,才能得出正确答案,做出满意的产品。
常用塑料的收缩率

0.84-2.5 250-270 50-75 1.0-2.5
30
1.1-1.35 260-280 50-80 0.5-1.2
150-200
280-310 70
1.5-3.0
0.85
170-200 15-50 >0.5
0.83-0.92 180-210 30-50 0.5
250-270 90-100 3.0-6.0
LDPE
0.954
HDPE 0.92
PP
0.915
PPGR 1.15
IB
PMP
0.83
PVC-soft 1.38
硬质聚氯乙烯 PVC-rigid 1.38
聚氟亚乙烯
PVDF 1.2
玻璃纤维含
加工温 模 具 温
平均比热
收缩率
量
度
度
[KJ/(kg x
[%]
[℃ ]
[℃ ]
[%]
K)]
1.3
180-280 10
0.3-0.6
1.21
170-260 5-75 0.5-0.6
180-270 50-80 0.5-0.7
1.4
210-275 50-90 0.4-0.7
1.3
230-260 40-90 0.4-0.6
2.0-2.1 160-260 50-70 1.5-5.0
2.3-2.5 260-300 30-70 1.5-3.0
UP
1.37
1.64
40
1.2
1.4
1.5
1.6 2.0-2.1
310-390 100-160 0.7
370
>150 0.2
1.85
常用塑料的收缩率取值

常用塑料的收缩率取值塑料产品成型收缩率是指塑件自模具中取出冷却到室温后,室温尺寸的缩小值对其原未冷却尺寸的百分率。
由于收缩不仅是树脂本身的热胀冷缩,而且还与各成形因素有关,所以成型后塑件的收缩率称为成型收缩率。
1, PC系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC 0.3-0.5 PCG1020%玻纤增强PC 0.3-0.5 PCG2025%玻纤增强PC 0.2-0.4 PCG2530%玻纤增强PC 0.2-0.4 PCG3020%玻纤增强阻燃PC 0.2-0.4 Z-PCG2025%玻纤增强阻燃PC 0.2-0.4 Z-PCG2530%玻纤增强阻燃PC 0.2-0.4 Z-PCG3020%玻纤增强无卤阻燃PC 0.2-0.4 Z-PCG2030%玻纤增强无卤阻燃PC 0.1-0.3 Z-PCG3020%玻璃微珠填充PC 0.3-0.6 PCM202. PC/ABS系列成型收缩率名称及描述成型收缩率% 备注20%玻纤增强PC/ABS 0.2-0.4 PC/ABSG20溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS无卤阻燃PC/ABS 0.4-0.7 Z-PC/ABS耐侯级PC/ABS 0.4-0.7 PC/ABS35%PC 0.4-0.6 PC/ABS65%PC 0.4-0.7 PC/ABS85%PC 0.4-0.7 PC/ABS3,PC/PBT系列成型收缩率名称及描述成型收缩率% 备注10%玻纤增强PC/PBT 0.5-0.8 PC/PBTG1020%玻纤增强PC/PBT 0.4-0.6 PC/PBTG2030%玻纤增强PC/PBT 0.3-0.5 PC/PBTG30 30%玻纤增强阻燃高耐热PC/PBT 0.3-0.5 Z-PC/PBTG30 高冲击高耐热PC/PBT 0.6-1.0 PC/PBT4,ABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率% 备注20%玻纤增强ABS 0.2-0.4 ABSG2025%玻纤增强ABS 0.2-0.4 ABSG2530%玻纤增强ABS 0.1-0.3 ABSG3020%玻纤增强阻燃ABS 0.1-0.3 Z-ABSG20一般阻燃级ABS 0.4-0.7 Z-ABS一般注塑级ABS 0.4-0.7 ABS耐侯级ABS 0.4-0.7 ABS5, PP系列成型收缩率名称及描述成型收缩率% 备注20%滑石粉填充PP 1.0-1.5 PPM2030%滑石粉填充PP 0.8-1.2 PPM3040%滑石粉填充PP 0.8-1.0 PPM4020%滑石粉填充增韧PP 1.0-1.2 PPM20 20%碳酸钙填充PP 1.2-1.6 PPM2010%玻纤增强PP 0.7-1.0 PPG1020%玻纤增强PP 0.5-0.8 PPG2030%玻纤增强PP 0.4-0.7 PPG3020%玻璃微珠填充PP 1.2-1.6 PPM2030%玻璃微珠填充PP 1.0-1.2 PPM20溴系阻燃级PP 1.5-1.8 PP无卤阻燃级PP 1.3-1.6 PP高流动高钢性PP 1.5-2.0 PP一般增韧PP 1.5-2.0 PP中等增韧PP 1.4-1.9 PP超增韧PP 1.3-1.8 PP耐热老化PP1 1.5-2.0 PP1耐热老化PP2 1.5-2.0 PP2耐热老化PP3 1.5-2.0 PP3抗冲击耐侯PP4 1.5-2.0 PP4高抗冲耐侯PP5 1.5-1.8 PP520%滑石粉填充PP6 1.0-1.2 PP630%滑石粉填充PP7 0.9-1.1 PP740%滑石粉填充PP8 0.8-1.0 PP86,PA6系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA6 0.5-0.8 PA6G1520%玻纤增强PA6 0.4-0.6 PA6G2030%玻纤增强PA6 0.3-0.5 PA6G3040%玻纤增强PA6 0.1-0.3 PA6G4050%玻纤增强PA6 0.1-0.3 PA6G5025%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G25 30%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G30 30%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30 无卤阻燃PA6 0.8-1.2 Z-PA630%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M3030%玻纤矿物复合填充PA6 0.3-0.5 PA6M30 40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M3040%矿物填充PA6 0.4-0.7 PA6M40PA6一般注塑级 1.4-1.8 PA6PA6快速成型 1.2-1.6 PA6PA6一般增韧 1.0-1.5 PA6PA6中等增韧0.9-1.3 PA6PA6超增韧 0.9-1.3 PA6MoS2填充耐磨PA6 1.0-1.4 PA67,PA66系列成型收缩率名称及描述成型收缩率% 备注15%玻纤增强PA66 0.6-0.9 PA66G15 20%玻纤增强PA66 0.5-0.8 PA66G20 25%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G30 30%玻纤增强耐水解PA66 0.3-0.6 PA66G3040%玻纤增强PA66 0.2-0.5 PA66G4050%玻纤增强PA66 0.1-0.3 PA66G5025%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G2530%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G3030%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30无卤阻燃PA66 0.8-1.2 Z-PA6630%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M30 30%玻璃微珠填充PA66 0.8-1.2 PA66M3030%玻纤矿物复合填充PA66 0.2-0.5 PA66M3030%矿物填充PA66 0.6-0.9 PA66M3040%矿物填充PA66 0.4-0.7 PA66M40一般注塑级PA66 1.5-1.8 PA66快速成型PA66 1.5-1.8 PA66一般增韧PA66 1.2-1.7 PA66中等增韧PA66 1.2-1.6 PA66超增韧PA66 1.2-1.6 PA66MoS2填充耐磨PA66 1.2-1.6 PA66上模冬。
塑料成型收缩率

`收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
以下列举几项常用塑胶原料之收缩率比较。
热塑性塑料塑料名称成形收缩率(%)塑料名称成形收缩率(%)ABS0.3~0.8PBT1.3~2.4AS0.2~0.7PC0.4~0.7CA0.3~0.8PCTFE0.2~2.5CAB0.4~0.5PE0.5~2.5CAP1PET2.0~2.5CP0.4~0.5PES0.5~1.0EC0.4~0.5PMMAEPS 0.4 POM 0.8~3.5FEP 3.0~4.0PP 1.0~2.5FRP 0.1~0.4 PPO 0.5~0.7EVA 0.5~1.5 PPS 0.6~1.4HDPE 1.2~2.2PS 0.2~1.0HIPS 0.2~1.0 PVA 0.5~1.5LCP 0.1~1.0 PVAC 0.5~1.5LDPE 1.5~3.0 PVB 0.5~1.5PA 0.6~2.50.1~0.5PA-60.5~2.2软质PVC1.0~5.0PA-660.5~2.5PVCA1.0~5.0PA-6101.2PVDC0.5~2.5PA-6121.1PVFM0.5~1.5PA-111.2SAN0.2~0.6PA-120.3~1.5SB0.2~1.0PAR0.8~1.0热固性塑料塑料名称成形收缩率(%) 塑料名称成形收缩率(%)EP0.1~0.5SP0.0~0.5MF0.5~1.5UF0.6~1.4PDAP0.1~0.5UP0.1~1.2PF0.4~0.9DAP0.1~0.5PU0.6~0.8BMC0.0~0.2热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计塑料模时,确定了模具结构之后即可对模具的各部分进行详细设计,即确定各模板和零件的尺寸,型腔和型芯尺寸等。
这时将涉及有关材料收缩率等主要的设计参数。
因而只有具体地掌握成形塑料的收缩率才能确定型腔各部分的尺寸。
即使所选模具结构正确,但所用参数不当,就不可能生产出品质合格的塑件。
塑料收缩率及其影响因素
热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成型收缩。
塑件从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为后收缩。
另一种变化是某些吸湿性塑料因吸湿而出现膨胀。
例如尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为40%时尺寸增加量为0.3%。
但其中起主要作用的是成型收缩。
目前确定各种塑料收缩率(成形收缩+后收缩)的方法,一般都推荐德国国家标准中DIN16901的规定。
即以23℃±0.1℃时模具型腔尺寸与成型后放置24小时,在温度为23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。
收缩率S由下式表示:
S={(D-M)/D}×100% (1)
其中:
S-收缩率;
D-模具尺寸;
M-塑件尺寸。
如果按已知塑件尺寸和材料收缩率计算模具型腔则为 D=M/(1-S)。
在模具设计中为了简化计算,一般使用下式求模具尺寸:
D=M+MS (2)
如果需实施较为精确的计算,则应用下式:
D=M+MS+MS2 (3)
但在确定收缩率时,由于实际的收缩率要受众多因素的影响也只能使用近似值,因而用式(2)计算型腔尺寸也基本上满足要求。
在制造模具时,型腔则按照下偏差加工,型芯则按上偏差加工,便于必要时可作适当的修整。
难于精确确定收缩率的主要原因,首先是因各种塑料的收缩率不是一个定值,而是一个范围。
因为不同工厂生产的同种材料的收缩率不相同,即使是一个工厂生产的不同批号同种材料的收缩率也不一样。
因而各厂只能为用户提供该厂所生产塑料的收缩率范围。
其次,在成形过程中的实际收缩率还受到塑件形状,模具结构和成形条件等因素的影响。
下面对这些因素的影响作一介绍。
塑件形状
对于成型件壁厚来说,一般由于厚壁的冷却时间较长,因而收缩率也较大。
对一般塑件来说,当熔料流动方向L尺寸与垂直于熔料流方向W尺寸的差异较大时,则收缩率差异也较大。
从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比靠近浇口部位大。
因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。
模具结构
浇口形式对收缩率也有影响。
用小浇口时,因保压结束之前浇口即固化而使塑件的收缩率增大。
注塑模中的冷却回路结构也是模具设计中的一个关键。
冷却回路设计得不适当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸超差或变形。
在薄壁部分,模具温度分布对收缩率的影响则更为明显。
成型条件
料筒温度:料筒温度(塑料温度)较高时,压力传递较好而使收缩力减小。
但用小浇口时,因浇口固化早而使收缩率仍较大。
对于厚壁塑件来说,即使料筒温度较高,其收缩仍较大。
补料:在成型条件中,尽量减少补料以使塑件尺寸保持稳定。
但补料不足则无法保持压力,也会使收缩率增大。
注射压力:注射压力是对收缩率影响较大的因素,特别是充填结束后的保压压力。
在一般情况下,压力较大时,因材料的密度大,收缩率就较小。
注射速度:注射速度对收缩率的影响较小。
但对于薄壁塑件或浇口非常小,以及使用强化材料时,注射速度加快则收缩率小。
模具温度:通常模具温度较高时收缩率也较大。
但对于薄壁塑件,模具温度高则熔料的流动阻抗小,而收缩率反而较小。
成型周期:成型周期与收缩率无直接关系。
但需注意,当加快成型周期时,模具温度、熔料温度等必然也发生变化,从而也影响收缩率的变化。
在做材料试验时,应按照由所需产量决定的成型周期进行成型,并对塑件尺寸进行检验。
用一模具进行塑料收缩率试验的实例如下。
注射机:锁模力70t,螺杆直径Φ35mm,螺杆转速80rpm;
成型条件:最高注射压力178MPa,料筒温度230(225-230-220-210)℃、
240(235-240-230-220)℃、250(245-250-240-230)℃、260(225-260-250-240)℃,注射速度57cm3/s,注射时间0.44~0.52s,保压时间6.0s,冷却时间15.0s。
模具尺寸和制造公差
模具型腔和型芯的加工尺寸除了通过D=M(1+S)公式计算基本尺寸之外,还有一个加工公差的问题。
按照惯例,模具的加工公差为塑件公差的1/3。
但由于塑料收缩率范围和稳定性各有差异,首先必须合理化确定不同塑料所成形塑件的尺寸公差。
即由收缩率范围较大或收缩率稳定较差塑料成形塑件的尺寸公差应取得大一些。
否则就可能出现大量尺寸超差的废品。
为此,各国对塑料件的尺寸公差专门制订了国家标准或行业标准。
中国也曾制订了部级专业标准。
但大都无相应的模具型腔的尺寸公差。
德国国家标准中专门制订了塑件尺寸公差的DIN16901标准及相应的模具型腔尺寸公差的DIN16749标准。
此标准在世界上具有较大的影响,因而可供塑料模具行业参考。
关于塑件的尺寸公差和允许偏差
为了合理地确定不同收缩特性材料所成形塑件的尺寸公差,让标准引入了成形收缩差△V S这一概念。
△V S=V SR-V ST (4)
式中:
△V S-成形收缩差;
V SR-熔料流动方向的成形收缩率;
V ST-与熔料流动垂直方向的成形收缩率。
根据塑料△V S值,将各种塑料的收缩特性分为4个组。
△V S值最小的组是高精度组,以此类推,△V S值最大的组为低精度组。
并按照基本尺寸编制了精密技术、110、120、130、
140、150和160公差组。
并规定,用收缩特性最稳定的塑料成形塑件的尺寸公差可选用110、120和130组。
用收缩特性中等稳定的塑料成形塑件的尺寸公差选用120、130和140。
如果用这类塑料成形塑件的尺寸公差选用110组时,即可能出大量尺寸超差塑件。
用收缩特性较差的塑料成形塑件的尺寸公差选用130、140和150组。
用收缩特性最差的塑料成形塑件的尺寸公差选用140、150和160组。
在使用此公差表时,还需注意以下各点。
表中的一般公差用于不注明公差的尺寸公差。
直接标注偏差的公差是用于对塑件尺寸标注公差的公差带。
其上、下偏差可设计人员自行确定。
例如公差带为0.8mm,则可以选用以下各种上、下偏差构成。
0.0、-0.8、±0.4、-0.2、-0.5等。
每一公差组中均有A、B两组公差值。
其中A是由模具零件组合形成的尺寸,增加了模具零件对合处不密合所形成的错差。
此增加值为0.2mm。
其中B是直接由模具零件所决定的尺寸。
精密技术是专门设立的一组公差值,供具有高精度要求塑件使用。
在此用塑件公差之前,首先必须知道所使用的塑料适用哪几个公差组。
模具的制造公差
德国国家标准针对塑件公差制订了相应模具制造公差的标准DIN16749。
该表中共设4种公差。
不论何种材料的塑件,其中不注明尺寸公差尺寸的模具制造公差均使用序号1的公差。
具体公差值由基本尺寸范围确定。
不论何种材料塑件中等精度尺寸的模具制造公差为序号2的公差。
不论何种材料塑件较高精度尺寸的模具制造公差为序号3的公差。
精密技术相应的模具制造公差为序号4的公差。
可以合理地确定各种材料塑件的合理公差和相应的模具制造公差,这不仅给模具制造带来方便,还可以减少废品,提高经济效期益。