热处理检验记录
热处理产品检验报告
热处理产品检验报告背景介绍热处理是一种通过控制材料加热和冷却的过程,改变材料的物理和化学特性。
热处理常用于调节材料的硬度、韧性、强度和耐腐蚀性等方面,使材料适应特定的工作环境。
为了确保热处理产品的质量,检验是不可或缺的一步。
本次热处理产品检验报告详细记录了对热处理产品进行的一系列测试和分析,旨在评估产品是否符合设计要求和制定标准。
测试项目以下是本次热处理产品检验的测试项目:1. 硬度测试2. 弯曲测试3. 压缩测试4. 冲击测试5. 显微组织分析硬度测试硬度测试是评估材料硬度的重要指标之一。
在本次检验中,我们使用了洛氏硬度计进行硬度测试。
测试结果显示,产品的硬度达到了设计要求,符合制定标准。
弯曲测试弯曲测试用于评估材料的弯曲能力和韧性。
我们进行了一系列弯曲实验,并根据标准进行评估。
结果显示,产品在弯曲过程中仍然能够保持较高的韧性,没有出现明显的断裂和变形。
压缩测试压缩测试旨在评估材料在受到压力时的强度和稳定性。
通过将热处理产品置于压力机中进行测试,我们得出结论:产品在压力作用下表现出良好的稳定性和抗压能力。
冲击测试冲击测试用于评估材料在受到冲击时的抗冲击能力。
我们使用冲击试验机对产品进行了冲击测试,并记录了冲击能量和产品的反应。
测试结果显示,产品具有良好的抗冲击性能。
显微组织分析显微组织分析是通过对产品的显微结构进行观察和分析,评估材料的内部特性和组织状态。
我们使用金相显微镜对产品进行了显微组织分析。
结果显示,产品具有均匀细致的晶粒结构,没有明显的疏松和缺陷。
结论基于以上测试和分析结果,我们得出以下结论:1. 产品的硬度符合设计要求,达到了制定标准。
2. 产品具有良好的弯曲、压缩和冲击性能。
3. 产品的显微组织结构均匀细致,没有明显的疏松和缺陷。
综上所述,本次热处理产品检验结果显示产品的质量符合设计要求和制定标准,可以放心使用。
建议考虑到产品的使用环境和要求,我们建议在使用过程中继续进行定期的检验和维护,以确保产品的性能和质量持续稳定。
热处理检验方法和规范
热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
一、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 -2002 金属洛氏硬度试验方法(合并了GB1818 金属表面洛氏硬度试验方法)GB231-2002 金属布氏硬度试验方法GB4340-2000 金属维氏硬度试验方法(合并了GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法)2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正式试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常周期式加热炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
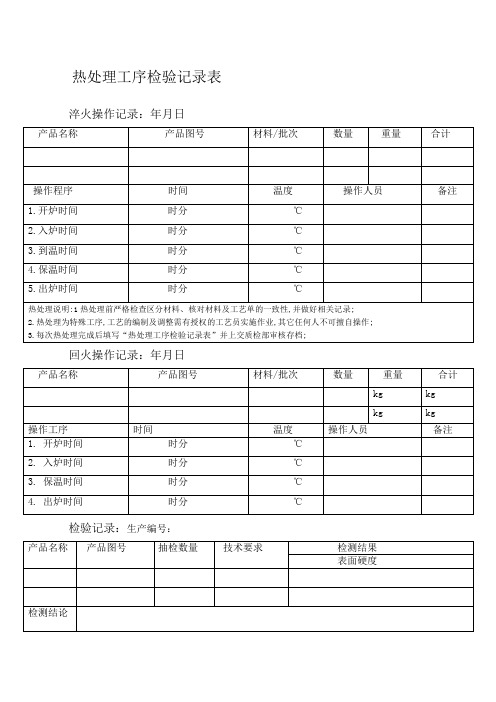
热处理检验记录表

淬火操作记录:年 月 日
产品名称
产品图号
材料/批次
数量
重量
合计
操作程序
时间
温度
操作人员
备 注
1.开炉时间
时分
2.入炉时间
时分
C
3.到温时间
时分
C
4.保温时间
时分
C
5.出炉时间
时分
热处理说明:1热处理前严格检查区分材料、核对材料及工艺单的 致性,并做好相关记录。
2.热处理为特殊工序,工艺的编制及调整需有授权的工艺员实施作业,其它任何人不可擅自 操作。
检测结论
检验员:
3.每次热处理完成后填与热处理工序检验记录表并上交质检部审核存档。
回火操作记录:年 月曰
产品名称
产品图号
材料/批次
数量
重量
合计
kg
kg
kg
kg
操作工序
时间
温度
操作人员
备注:
1.开炉时间
时分
2.入炉时间
时分
3.保温时间
时分
4.出炉时间
时分
检验记录:生产编号:
产品名称
产品图号
抽检数量
技Байду номын сангаас要求
检测结果
表面硬度
热处理检验方法和规范

热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在G B/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法 GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
热处理检验方法国家标准
中国热处理检验规范热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
热处理质量检验的内容和方法

热处理质量检验的内容和方法热处理是机械制造中的一个重要环节,热处理的质量好坏,直接关系着产品或零件的内在质量及性能。
在生产中影响热处理质量的因素很多,为了确保产品质量达到国家标准或行业标准规定的要求,所有的热处理零件从原材料进厂开始,每一道热处理工序后都必须进行严格的检验。
产品出现质量问题不能直接转入下道工序,这样才能确保产品质量。
另外在热处理生产中一个称职的检验员,只是按照技术要求对热处理后的工件进行质量检验和把关是不够的。
更重要的任务是当好参谋。
在热处理的生产过程中首先要看操作者是不是严格执行工艺规程,工艺参数是否正确。
在质量检验过程中如果发现质量问题要帮助操作者分析产生质量问题的原因,找出解决问题的方法。
把可能影响热处理质量的各种因素都控制起来以保证生产出质量优良、性能可靠、用户满意的合格品。
一、热处理质量检验的内容(一)预先热处理预先热处理的目的是改善原材料的组织、软化,以便于机械加工,消除应力,获得理想的热处理原始组织等。
对有些大件预先热处理也是最终热处理,预先热处理一般采用正火及退火。
1)铸钢件的扩散退火由于在高温长时间加热晶粒易粗大,在退火后还应再进行一次完全退火或正火来细化晶粒。
2)结构钢的完全退火一般用于中低碳钢铸件、焊接件、热轧及热锻件的改善组织、细化晶粒、降低硬度、消除应力等。
3)合金结构钢的等温退火主要用于42CrMo等钢的退火。
4)工具钢的球化退火球化退火的目的是改善切削加工性能及冷变形性能。
5)去应力退火去应力退火的目的是消除铸钢件、焊接件、机加工件的内应力,减少后工序的变形与开裂。
6)再结晶退火再结晶退火的目的是消除工件的冷作硬化。
7)正火正火的目的是改善组织、细化晶粒,可作为预先热处理,也可作为最终热处理。
上述退火与正火获得的组织都是珠光体。
在质量检验中,重点是做工艺参数的检查,即在退火及正火进行过程中,做流动检查工艺参数的执行情况,这是首要的,在过程结束后主要检验硬度,金相组织,脱碳深度,及退火正火目的项,带状,网状碳化物等。
热处理及硬度检查记录
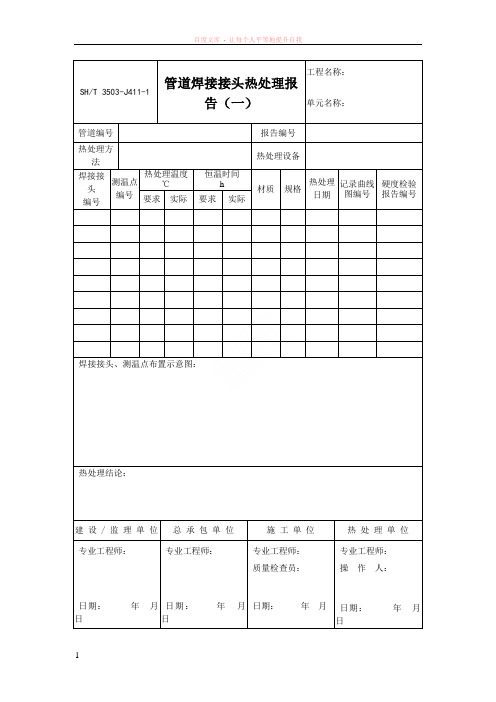
SH/T 3503-J411-1管道焊接接头热处理报告(一)工程名称:单元名称:管道编号报告编号热处理方法热处理设备焊接接头编号测温点编号热处理温度℃恒温时间h 材质规格热处理日期记录曲线图编号硬度检验报告编号要求实际要求实际焊接接头、测温点布置示意图:热处理结论:建设/ 监理单位总承包单位施工单位热处理单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:日期:年月专业工程师:操作人:日期:年月日SH/T 3503-J411-2管道焊接接头热处理报告(二)工程名称:单元名称:管道编号报告编号热处理方法热处理设备焊接接头编号测温点编号热处理温度℃恒温时间h材质规格热处理日期记录曲线图编号硬度检验报告编号要求实际要求实际SH/T 3503-J129硬度检验报告第页共页工程名称:单元名称:委托单位报告编号检件编号承包单位检件名称检件规格mm 检件材质热处理状态表面状态检验方法检验标准被检验产品标准设备型号检验比例% 检验数量检验部位编号测点编号硬度值检验部位编号测点编号硬度值检验部位编号测点编号硬度值检验结论:备注:试验人:资格:审核人:资格:检测单位:(公章)报告日期:年月日。
热处理检验方法和规范
热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
一、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 -2002 金属洛氏硬度试验方法(合并了GB1818 金属表面洛氏硬度试验方法)GB231-2002 金属布氏硬度试验方法GB4340-2000 金属维氏硬度试验方法(合并了GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法)2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正式试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常周期式加热炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
热处理检验方法和规范

3.1各种硬度测量的试验条件,见下表1:
试验类别 硬度范围
压头要求 mm
预载 荷/N
总载荷/N
保荷时 间/S
∮10mm钢球 140-450HB
(要 布氏硬度 求P=30D2)
∮5mm钢球
P:总载
∮2.5mm钢球
荷/N
无
D:钢球 压头直 径/mm
4-140HB
(要 求P=10D2)
∮10mm钢球 ∮5mm钢球 ∮2.5mm钢球
4.2应设立专职检验人员,且经正规培训与考核,具有正式的资格证书;生产线的操作人员检验, 应经一定培训,在专职检验人员的认可或指导下进行。
5、测量数据的表示与记录:
5.1硬度值的表示应按相应国家标准硬度试(检)验方法的规定,一般以硬度范围法表示,标出 上、下限值,如60-65HRC;特殊情况液可以只标下限值或上限值,应用不小于或不大于表示, 如不大于229HBS;若记录换算硬度值时,应在换算值后面加括号注明实测值 【如:48.5HRC(75.0HRA)】;若记录硬度平均值时,应在硬度值平均值后米那加括号注明计 算平均值所用的各测点硬度值【如:64.0HRC(63.5HRC、64.0HRC、64.5HRC)】
29421 7355 1839 9807 2452 613
10-15
70-85HBA
120°金刚石圆 锥体
588
洛氏硬度 30-100HRB
∮1.588mm钢 球
98
980
10
20-67HBC
120°金刚石圆 锥体
1471
70-94HR15N
147.1
表面洛氏
120°金刚石圆
硬度 42-86HR30N
热处理检验记录表
回火操作记录:年月日
产品名称
产品图号
材料/批次
数量
重量
合计
kg
kg
kg
kg
操作工序
时间
温度
操作人员
备注
1.开炉时间
时分
℃
2.入炉时间
时分
℃
3.保温时间
时分
℃
4.出炉时间
时分
℃
检验记录:生产编号:
产品名称
产品图号
抽检数量
技术要求
检测结果
热处理工序检验记录表
淬火操作记录:年月日
产品名称
产品图号
材料/批次
数量
重量
合计
操作程序
时间
温度
操作人员
备注
1.开炉时间
时分
℃
2.入炉时间
时分
℃
3.到温时间
时分
℃Hale Waihona Puke 4.保温时间时分℃
5.出炉时间
时分
℃
热处理说明:1热处理前严格检查区分材料、核对材料及工艺单的一致性,并做好相关记录;
2.热处理为特殊工序,工艺的编制及调整需有授权的工艺员实施作业,其它任何人不可擅自操作;
表面硬度
检测结论
检验员:年月日
热处理检验方法和规范

热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在G B/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法 GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
热处理检验方法和规范

热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
热处理检验规范

热处理检验规范属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在 GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法 GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法 GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
热处理检验方法和规范

热处理检验方法和规范(总22页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230金属洛氏硬度试验方法 GB231 金属布氏硬度试验方法GB1818金属表面洛氏硬度试验方法 GB4340 金属维氏硬度试验方法GB4342金属显微维氏硬度试验方法 GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
热处理检验方法和规范
热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
一、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 -2002 金属洛氏硬度试验方法(合并了GB1818 金属表面洛氏硬度试验方法)GB231-2002 金属布氏硬度试验方法GB4340-2000 金属维氏硬度试验方法(合并了GB4342 金属显微维氏硬度试验方法 GB5030 金属小负荷维氏试验方法)2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正式试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常周期式加热炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。