坡口刀片1
可转位车刀刀体及刀片的改进和研究

文章编号:C N23-1249(2008)06-0064-02可转位车刀刀体及刀片的改进和研究孙宇辉(哈尔滨锅炉厂有限责任公司,黑龙江哈尔滨150046)摘 要:在锅炉管子制造中,有大量的管端坡口需加工。
且形式不一、加工性能不好,效率不高,成本较大,影响制造周期。
结合产品工艺和图纸发现坡口角度变化特点,合理选用和使用可转位车刀,改变刀体形状和可转位刀片,大幅降低成本,提高生产效率。
关键词:管端坡口;可转位车刀刀体;可转位刀片中图分类号:T H706 文献标识码:BI m pr ove m en t and Res ear ch on Turnable La the Tool C utter Body and Bl adeSu n Yuhu i(Harbin Boile r Co .L td .,Harbin 150046,C hina )Abstra ct:A lot of gr ooves of tube end need t o be pr ocessed during manufac turing .And the f or m is different,the p r oce ss perf or m ance is not good,the efficiency isn ’t high,the c ost is high and influ 2ence the m anufacture peri od .Com bining p r oduc t cr aft and dr auings,the change of gr oove angle can be f ound .The r easonable using of turnable lathe t ool and the changing of the sha pe of cutter body can significantly dec line cost and raise p r oducti on efficiency .Key wor ds:gr oove of tube end;tur nable lathe t ool cutter body;turnable cutte r blade 收稿日期3 作者简介孙宇辉(),男,高级技师。
坡口机的分类和保养方法
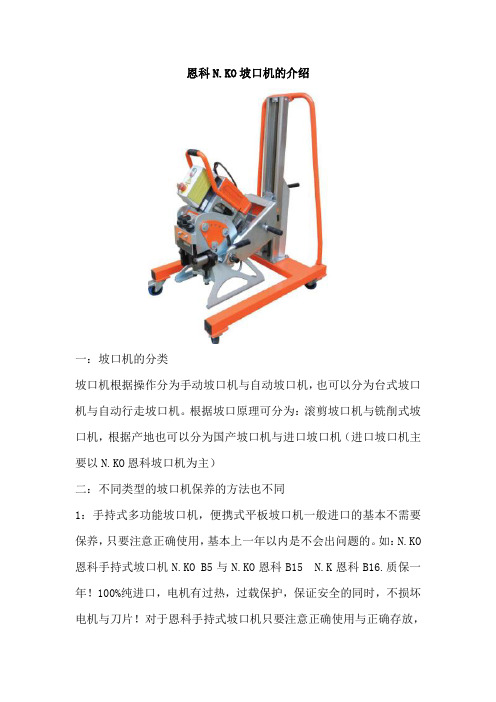
恩科N.KO坡口机的介绍
一:坡口机的分类
坡口机根据操作分为手动坡口机与自动坡口机,也可以分为台式坡口机与自动行走坡口机。
根据坡口原理可分为:滚剪坡口机与铣削式坡口机,根据产地也可以分为国产坡口机与进口坡口机(进口坡口机主要以N.KO恩科坡口机为主)
二:不同类型的坡口机保养的方法也不同
1:手持式多功能坡口机,便携式平板坡口机一般进口的基本不需要保养,只要注意正确使用,基本上一年以内是不会出问题的。
如:N.KO 恩科手持式坡口机N.KO B5与N.KO恩科B15 N.K恩科B16.质保一年!100%纯进口,电机有过热,过载保护,保证安全的同时,不损坏电机与刀片!对于恩科手持式坡口机只要注意正确使用与正确存放,
平时不需要做任何保养!
2:自动行走式坡口机,自动行走式坡口机的保养方法相对手持式坡口机要讲究一些。
自动行走坡口机工作原理主要是以电机带动减速机并实现自动行走,所以自动行走坡口关键是保养电机与减速箱。
自动行走坡口机电机的保养,主要是注意工作时电压是否稳定,是否与大功率电器接在同一插板上。
应该尽可能单独用一根电源线让坡口机电压与电流更稳定。
3.减速机的保养:减速机保养主要是更换减速机油,机油有润滑,冷却的作用。
对齿轮箱有很好的保护作用,如果长期不更换机油可能会导致齿轮箱与齿轮损坏。
再次就是防止减速机过载。
自动坡口机在工作中坡口的强度与坡口的厚度与减速机密切相关。
好的减速机动力更强,更耐用。
但合理与正确使用是前提。
3:恩科手提式坡口机案例图:。
坡口机操作规程(7篇范文)

坡口机操作规程(7篇范文)(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如工作报告、合同协议、心得体会、演讲致辞、规章制度、岗位职责、操作规程、计划书、祝福语、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample texts, such as work reports, contract agreements, insights, speeches, rules and regulations, job responsibilities, operating procedures, plans, blessings, and other sample texts. If you want to learn about different sample formats and writing methods, please pay attention!坡口机操作规程(7篇范文)【第1篇】坡口机操作规程1.操作人员必须身体健康,并经过专业培训考试合格,在取得有关部门颁发的操作证或特殊工种操作证后,方可独立操作。
焊接坡口加工方法的选择

焊接接头设计时,为了保证构件的强度和避免过大的角焊缝尺寸,一般中厚板的对接接头和T形接头都要进行开坡口焊接。
坡口形式主要由接头强度、焊接方法、焊接效率、焊接成本等综合因素来决定。
如果坡口精度(坡口角度、钝角尺寸、坡口表面粗糙度和平直度等)高,则焊缝质量就能保证,焊接成本也低;反之坡口精度差,易出现严重的焊接缺陷,焊接成本也随之增加。
生产中实用的坡口加工方法有许多种,以下介绍几种主要的坡口加工方法。
1.坡口加工方法分类坡口加工方法可分为:1气割、等离子切割、碳弧气刨等热切割加工方法;o切削、剪切、磨削等机械加工方法两大类。
常用材料最佳坡口加工方法的选择见下表。
2.热切割(l)氧气切割在热切割坡口中,最常采用的是氧气切割方法。
氧气切割与机械加工切割相比,常用材料.佳坡口加工方法由于具有设备简单、投资费用少、操作方便且灵活性好等一系列特点,尤其是能够切割各种含曲线形状的零件和大厚工件,切割质量良好,因此一直是工业生产中切割碳钢和低合金钢的基本方法而被普遍使用。
氧气切割时在正确掌握切割参数和操作技术的条件下,气割坡口的质量良好,可直接用于装配和焊接。
用于焊接的主要坡口形式有:I、V、Y、X、U形等。
对横截面是直线形的I、V、Y、X形坡口,可采用单割炬或2一3把割炬同时加工。
对V形坡口可用3把割炬一次加工成形,可以限制多余的热输人量,并在板材宽度方向中心部切割。
这样,相对于切割方向左右对称加热,可保持部件的尺寸精度。
但是,对于左右非对称切割时,必须考虑由于弯曲和热成形所造成的尺寸偏差允许值。
U形坡口用气割工艺加工比机械加工方法效率高、周期短,且不需要投资高的机床设备。
U形坡口(在板边加工时实际上是J形)的下部有弧段,气割时铁的氧化反应不能像一般气割时那样一直垂直向下,当达到一定深度后应转向侧面方向。
为此需采用多割炬同时加工,一边使工件沿板厚方向形成温度梯度,一边通过调节切割氧压力割出圆弧段。
现在国内已生产出配有3割炬的U形坡口半自动气割机,可以切割60m m以下钢板的U形坡口。
坡口参数及工艺1
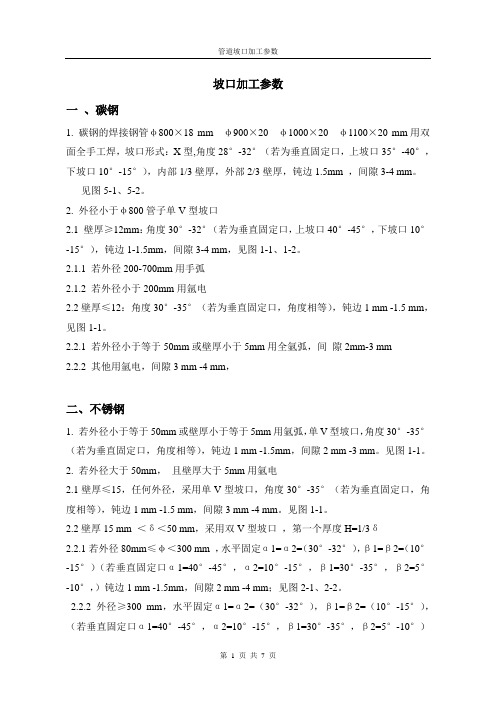
坡口加工参数一、碳钢1. 碳钢的焊接钢管φ800×18 mm φ900×20 φ1000×20 φ1100×20 mm用双面全手工焊,坡口形式:X型,角度28°-32°(若为垂直固定口,上坡口35°-40°,下坡口10°-15°),内部1/3壁厚,外部2/3壁厚,钝边1.5mm ,间隙3-4 mm。
见图5-1、5-2。
2. 外径小于φ800管子单V型坡口2.1 壁厚≥12mm:角度30°-32°(若为垂直固定口,上坡口40°-45°,下坡口10°-15°),钝边1-1.5mm,间隙3-4 mm,见图1-1、1-2。
2.1.1 若外径200-700mm用手弧2.1.2 若外径小于200mm用氩电2.2壁厚≤12:角度30°-35°(若为垂直固定口,角度相等),钝边1 mm -1.5 mm,见图1-1。
2.2.1 若外径小于等于50mm或壁厚小于5mm用全氩弧,间隙2mm-3 mm2.2.2 其他用氩电,间隙3 mm -4 mm,二、不锈钢1. 若外径小于等于50mm或壁厚小于等于5mm用氩弧,单V型坡口,角度30°-35°(若为垂直固定口,角度相等),钝边1 mm -1.5mm,间隙2 mm -3 mm。
见图1-1。
2. 若外径大于50mm,且壁厚大于5mm用氩电2.1壁厚≤15,任何外径,采用单V型坡口,角度30°-35°(若为垂直固定口,角度相等),钝边1 mm -1.5 mm,间隙3 mm -4 mm。
见图1-1。
2.2壁厚15 mm <δ<50 mm,采用双V型坡口,第一个厚度H=1/3δ2.2.1若外径80mm≤φ<300 mm ,水平固定α1=α2=(30°-32°),β1=β2=(10°-15°)(若垂直固定口α1=40°-45°,α2=10°-15°,β1=30°-35°,β2=5°-10°,)钝边1 mm -1.5mm,间隙2 mm -4 mm;见图2-1、2-2。
梅塞尔自动坡口切割机
单支枪 on/off 单支割枪升降
全部割枪 升降
电源开关 8方向运动 操纵杆
无级调速
开始 停止
全部调高
12
on/off
Messer Cutting & Welding Co., Ltd. (Kunshan) 梅塞尔切割焊接有限公司(昆山)
Global Control – 人机界面
最先进的热切割专用CNC系统
• 通过优化的切割程序降低生产成本 •Reduces production cost by optimized cut programs
8
Messer Cutting & Welding Co., Ltd. (Kunshan) 梅塞尔切割焊接有限公司(昆山)
Global Control
Cutting Systems
梅塞尔切割焊接有限公司(昆山)
切割经理界面
Cutting Systems
网页界面:
• 网页界面可用于观察切割机状态
• 界面上的信息可以在将来根据用户需求扩展 • 条件:
不远的将来
– 切割机必须连接到网络上
– 安装网页界面的服务器需要预装网页浏览器
远程预览界面:
• 本界面显示在线切割机的状态 • 目前显示的是切割机的运行屏幕
• Technology data base for •Process parameters •Selection of lead in and run out •Selection of corner loops
• 操作简单方便 •Reduces program generation considerably •Requires only a few steps to generate nc code
切管坡口机机详细介绍及技术参数

管材加工设备,倒角机,板材加工设备,切管机,弯管机公司简介上海油威液压成套设备有限公司是一家集切割设备设计、制造、销售为一体的科技型企业,成立之初即以技术为核心,视质量为生命,致力于打造国内一流的管道切割坡口设备制造商。
经过努力,公司已逐渐壮大,产品受到国内外客户的广泛青睐。
公司于2008年9月通过ISO9001:2008质量管理体系认证。
目前公司已拥有多家海外固定客户,公司业已汇聚行业内多名技术精英,致力于开拓国内外高精尖技术市场。
PESF系列电动切管机,PHSF系列,PHSF系列液压切管机,BM-15多功能管板坡口机和YWE系列内涨式坡口机广泛应用于石化、啤酒、饮料乳品、冶金、生物、水处理、造船、电力等行业中管道切割后直接焊接,同时公司承接各类管道切割、坡口工程,提供切管机租赁服务。
公司拥有数控车床、数控铣床、万能铣床、大型车床、平面磨床、各式钻床、钻铣床、炮塔铣床等先进的生产设备,科学的管理体系,不断改进和创新企业管理,提高企业的综合素质和市场应变能力,产品设计采用CAD,可靠的质保体系和先进的加工、检测手段,以及国内同行业一流的产品试验系统,保证了产品质量的稳定性。
行星式管子切割坡口机(PESF)一、介绍本系列产品为便携式行星电动切管机,可对管道进行快速切割破口加工,生产效率高,加工质量好,广泛应用于石化、石油、电力、造船、水处理、啤酒、饮料、乳业、制药等行业。
二、产品性能1.可进行切割坡口加工,生产效率高,速度快,加工表面不变形、无毛刺、特别适用于焊接质量效率要求较高的场合。
2.适用范围广。
3.适用材质:铸铁、铸钢、结构钢、工具钢、轴承钢、不锈钢、铜及铜合金、铝及铝合金、塑料等。
4.适用尺寸范围:外径19mm~325mm,壁厚1mm~10mm5.采用行星式式切割技术,管道静止,刀具旋转,安全性能高6.具有温升保护,电机使用寿命长7.装夹时管道自动对中,并可自动进刀,操作方便8.主电机采用恒速反馈调节,切割坡口过程平稳9.所有规格均可实现自动进刀功能,使用方便10.设计轻巧,轻便易携带,现场切割具有独特优势三、技术参数机器型号管径范围mm壁厚范围mm刀盘转速250r/min机器净重kg包装尺寸电机PESF-4 19-120 1-10 150-250 100 780*550*500mm 1.8Kw/110/220V/50Hz/60Hz PESF-4E 19-120 1-10 150-250 105 780*550*500mm 1.8Kw/110/220V/50Hz/60Hz PESF-6E 80-180 2-10 150-250 110 780*550*500mm 1.8Kw/110/220V/50Hz/60Hz PESF-8E 125-230 3-10 150-250 125 780*550*500mm 1.8Kw/110/220V/50Hz/60Hz PESF-12E 200-325 3-10 150-250 160 780*550*500mm 1.8Kw/110/220V/50Hz/60Hz四、切割刀片介绍HSS系列切割刀片是专为PESF系列切管机而研制的,也可用于德国进口机器GF系列及法国AXXAIR切管机,它们采用高质量的工具钢或含钴合金钢经特殊工艺制造而成,可适合切割所用种类的标准金属材料。
坡口机的保养方法

坡口机的保养方法
坡口机的保养方法如下:
1.在坡口机使用前,需检查电器线路是否完好,接地线是否可靠。
2.在使用前应检查刀片、刀体是否松动、有异物,刀片是否磨损,应及时紧固和清理。
3.工作时,应注意坡口机刀片与工件之间的间隙,不能太小或太大,以免损坏刀片或工件。
4.使用后,应立即清理坡口机内外的切屑、油污,保持机身内外清洁。
5.存放时,应涂防锈油,并支起支架,机身下面的轮胎应顶起并垫实,以免轮胎漏气。
6.长时间不使用时,应将蓄电池充满电,存放时不能亏电。
以上是坡口机的保养方法,正确的保养可以延长坡口机的使用寿命,确保机器的性能和安全性。
焊接坡口示意图
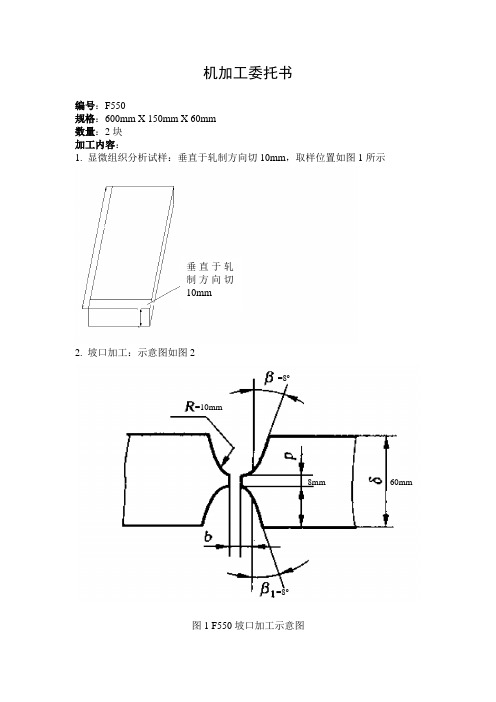
机加工委托书
编号:F550
规格:600mm X 150mm X 60mm
数量:2块
加工内容:
1. 显微组织分析试样:垂直于轧制方向切10mm,取样位置如图1所示
垂直于轧
制方向切
10mm
2. 坡口加工:示意图如图2
=8o
=10mm
8mm 60mm
=8o
图1 F550坡口加工示意图
编号:X120
规格:600mm X 150mm X 16mm 数量:10块
1. 显微组织分析试样:垂直于轧制方向切10mm ,取样位置如图1所示。
2. 坡口加工:示意图如图2。
图2 X120坡口加工示意图
=50o
2mm
16mm
25o
垂直于轧制方向切10mm
编号:Q690E-N
规格:600mm X 150mm X 30mm 数量:6块 加工内容:
1. 显微组织分析试样:垂直于轧制方向切10mm ,取样位置如图1所示
2. 坡口加工:示意图如图2
图2 Q690E-N 坡口加工示意图
30mm
=25o
=25o
19mm
9mm
2mm
垂直于轧制方向切10mm。
坡口机维护保养内容

坡口机维护保养内容坡口机的维护保养主要包括以下几个方面:1. 清洁保养:在使用过程中,坡口机容易积累污物,影响使用效果。
需要定期清洁机器的各个部件,如刀盘、床身、刀片、传动部位等。
此外,还要清洁机器的外壳,保持整体干净、整洁。
2. 润滑保养:坡口机的多个部位需要润滑,如齿轮、轴承、导轨等。
应根据使用手册要求,在适当的位置加入适量的润滑油,保持润滑充足、顺畅,以减少磨损,延长使用寿命。
3. 检查保养:坡口机的各个部位在使用过程中会出现磨损、松动等情况,需要进行定期检查。
主要检查项包括:刀片是否磨损,是否需要更换;传动部位的皮带松紧度是否适当;各处螺丝是否紧固,零部件是否松动;电气控制系统是否正常,线路是否接触良好。
4. 更换部件:在经过一定的使用时间后,一些易损件需要更换,主要包括刀片、皮带、轴承等。
更换部件之前,需要先切断电源插头,拆卸相关零部件,安装新的部件。
需要注意的是,更换部件时一定要使用原厂配件,保证机器的正常运转。
5. 液压系统的维护:液压系统的液压油应选用壳牌T32或同等产品,根据设备的使用时间长短,1-2年更换一次液压油,并经常检查液压油是否亏量。
潮湿的季节,要经常将液压油箱的放油口打开放掉水分。
同时要定期更换液压动力单元的滤芯。
6. 发动机的维护:经常检查发动机的机油标尺,不足则添加至刻度范围内;发动机机油1-2年更换一次;机油应选择使用合格的柴油机机油。
7. 异常情况处理:操作中如发现异常情况如异常噪声、气味等应及时查找原因,排除故障。
总的来说,定期进行清洁、润滑、检查和更换部件等保养工作是非常重要的。
只有做好保养工作,才能延长机器寿命,提高生产效率。
坡口加工方法和清理
3
注意事项
使用化学清理时应注意安全,穿戴防护服和手套, 避免直接接触化学剂,同时应妥善处理废液和废 气,防止环境污染。
03 坡口质量检测
外观检测
总结词
外观检测是检查坡口表面是否存在缺 陷、裂纹、夹渣和气孔等问题的过程 。
详细描述
外观检测主要通过目视检查或使用放 大镜、内窥镜等工具进行。检查内容 包括坡口表面的光洁度、颜色、质地 以及是否存在锈蚀、油污等。
火焰切割法
总结词
利用高温火焰将金属材料熔化,通过控制火焰和切割速度形 成坡口。
详细描述
火焰切割法具有设备简单、操作方便、成本低等优点,适用 于厚度较大的金属材料坡口加工。该方法加工速度较快,但 坡口质量相对较差,需要后续处理。
激光切割法
总结词
利用高能激光束将金属材料熔化并快速冷却,形成精确的坡口形状和尺寸。
02 坡口清理
手工清理
01
02
03
清理工具
使用刮刀、钢丝刷、砂纸 等手工工具对坡口进行清 理,去除毛刺、焊渣和氧 化皮等杂质。
适用范围
适用于小规模、小批量或 特殊形状的坡口加工,灵 活性强,但效率较低。
注意事项
手工清理时应注意安全, 避免使用过大的力量导致 坡口变形或损坏。
机械清理
清理方式
通过机械加工的方式,如 抛丸机、喷砂机等,对坡 口进行清理,去除杂质和 氧化皮。
坡口清理设备
磨光机
通过旋转磨头,对坡口表面进行磨削和抛光,去 除毛刺、焊渣等杂质,使坡口表面光滑。
砂轮机
利用砂轮对坡口表面进行磨削和抛光,适用于各 种金属材料的坡口加工后清理。
清洗机
通过高压水流或清洗剂对坡口表面进行清洗,去 除油污、锈迹等杂质,使坡口表面清洁。
车床刀片规格

[
aaa aaa aaa
aa a
a aa
a aa
a
a
a a
aa a aa
a a a aa aa
a
a a
C008 C009 E013 E036 E041 H006 ─ 008
C008 C009 E013 E036 E041 H006 ─ 008
C008 C009 E013 E036 E041 H006 ─ 008
作为选择刀片材料的标准。
:稳定切削 :一般切削 :不稳定切削
刀片形状、角度的 标记
表示正角、负角
产品所属大类
刀片形状标题
TURNING INSERTS [NEGATIVE]
CN 80°
TYPE INSERTS WITH HOLE
CNMG 12 04 02- FH
Size Thickness Corner Radius Chip Breaker
0 0.1 0.3 0.5 f (mm/rev)
SY
Mild Steel
4
3
CNMG120404-SY 0.4 120408-SY 0.8
ap (mm)
2
1
Light Cutting
0 0.1 0.3 0.5 f (mm/rev)
C
Carbon Steel • Alloy Steel CNMG120404-C
ap (mm)
3
2
1
Light Cutting
0 0.1 0.3 0.5 f (mm/rev)
CNMG 120402-FH 120404-FH 120408-FH 120412-FH
CNMG 120404-FS 120408-FS
半自动坡口机操作规程
半自动坡口机操作规程(版本:1)前言为了快速掌握半自动坡口机的操作技能,充分利用半自动坡口机进行管口坡口的加工,根据当前管道的施工技术要求,正确合理使用半自动坡口机将有效地满足施工现场的需要,确保坡口加工的正确规范,特编写本规程。
说明:本规程以SDJ800-II半自动坡口机为例,但操作均相同。
SDJ800-II半自动坡口机是应用差动径向自动进刀机构的管口加工机械,加工管径为φ108-φ830毫米壁厚在180毫米以下管道的不同型式坡口加工,还能加工各种铸钢三通、铸钢弯头、压制弯头和修改焊接式阀门、高颈法兰等的坡口以及车削平面和内径,坡口型式可为:U、X、V、双V型。
一、结构特点:SDJ800-II半自动坡口机由铣削动力头,仿型切削机构,电动升降机构,差动机构,液压夹紧机构,床身和电气控制操作机构等七部分组成,铣削动力头,共有九档变速机构,根据加工管件的直径和材料,可选择合理转速,以保证设备的安全和提高工效。
移动差动箱的拨叉,可使仿型刀架静止和径向自动进给,进口量为0.10~0.18毫米/转,并装有机械过载机构,坡口角度可调换刀盘上的仿型刀架来实现,具有足够的刚度,最大切削宽度分别可达8—10毫米和3—6毫米,并能保证坡口加工质量。
采用V型夹具和座标移位法找中,工件可以不受外形限制,由于装有差动径向自动进刀和专用刀具可使切削平稳,提高加工精度和延长设备使用寿命。
刀具采用夹固式,不重磨硬质刀片和专用刀排,有各种型式,适应不同坡口形式的要求,使用方便、操作简易、降低了对工作人员的技术要求。
二、主要技术规范:1、铣削动力头:专用电机:P=7.5kw n=1450转/分380V主轴转速:34、51、71、89、133、146、186、217、304转/分,九档,可根据工件直径选用。
2、仿型切削机构:径向自动进刀量S=0.10~0.18毫米/转,可根据仿型刀架选用,最大切削宽度t=8~10毫米、3~6毫米,备有φ800刀盘及各种专用刀具。
结构件快速倒坡口的方法

结构件快速倒坡口的方法我折腾了好久结构件快速倒坡口的方法,总算找到点门道。
咱先说说这倒坡口是啥啊,就好比给结构件的边缘做个特殊形状的整形。
一开始我也是瞎摸索,试过直接用角磨机慢慢磨,这可费劲了。
你想啊,就像用一把不太锋利的小刀去切一块特别硬的肉,特别吃力不说,还弄不整齐。
我就在那儿一点点磨啊,结果弄出来的坡口那叫一个惨不忍睹,歪歪扭扭的。
后来呢,我想这样不行啊。
我就研究上那些专用工具了。
有那种便携式的坡口机,我就买了一个回来试试。
刚拿到手的时候,看着这机器有点蒙,不知道从哪儿下手。
我就按照说明书上的来,把结构件固定好。
这就像把菜放在菜板上得按稳了才能切嘛。
但是刚开始弄的时候,速度还是可慢了。
为啥呢?因为我不敢调太快,怕一下子给切坏了。
然后就发现啊,这机器的刀片就得调好合适的角度才行。
要是角度不对,那出来的坡口就不是想要的那个样儿了。
我还记得有一次我在调整刀片角度的时候,以为差一点没事,结果做出来的坡口跟我想要的斜度差了好多。
这就好像炒菜的时候盐放得少了一点,吃起来就没味儿。
然后我就认认真真地重新测量,调整好角度。
这时候的窍门就是,一点点试,试完就记录下来,这样慢慢就能找到最合适的角度了。
还有啊,这结构件的材质不同,倒坡口的方法也得跟着变。
比如说铁的结构件和铝的就不一样。
铁的呢可能就比较硬,机器的转速啊、切割的力度都要稍微大一点。
铝的就软些,那速度和力度就得小一点儿,要不然很容易就切多了。
就像写不同的字要用不同的笔力一样。
再就是倒坡口之前,得把结构件表面清理干净,要是上面有油污啊或者锈迹的话,就像地上有石头块儿,你走路肯定不稳当,倒坡口的时候也会不顺畅的。
所以呢,这结构件的清洁也很重要,不要小看这一点,我之前就忽略过,结果做出来的坡口质量就不好。
对于那些比较大的结构件,我后来发现找个帮手挺重要的。
一个人有时候摆弄不过来,两个人就方便多了。
一个人看着机器这边,另一个人可以看着结构件的固定情况啥的。
就像盖房子,一个人搬砖肯定忙不过来,多个人就轻松些对吧。
焊接刀片一览表.doc
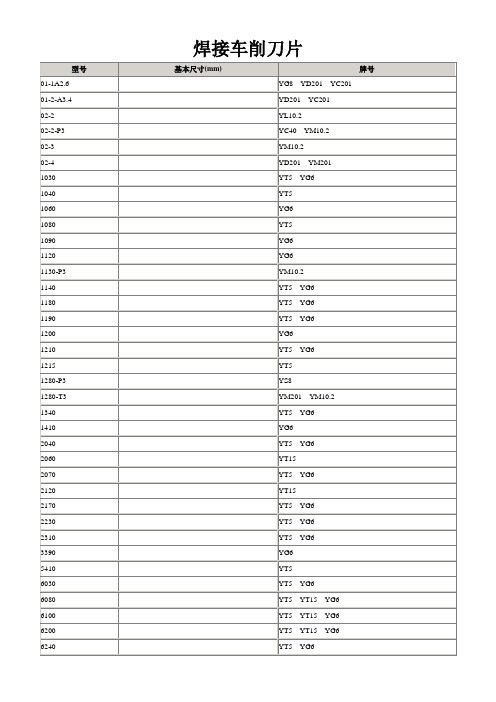
焊接车削刀片
情感语录
1.爱情合适就好,不要委屈将就,只要随意,彼此之间不要太大压力
2.时间会把最正确的人带到你身边,在此之前,你要做的,是好好的照顾自己
3.女人的眼泪是最无用的液体,但你让女人流泪说明你很无用
4.总有一天,你会遇上那个人,陪你看日出,直到你的人生落幕
5.最美的感动是我以为人去楼空的时候你依然在
6.我莫名其妙的地笑了,原来只因为想到了你
7.会离开的都是废品,能抢走的都是垃圾
8.其实你不知道,如果可以,我愿意把整颗心都刻满你的名字
9.女人谁不愿意青春永驻,但我愿意用来换一个疼我的你
10.我们和好吧,我想和你拌嘴吵架,想闹小脾气,想为了你哭鼻子,我想你了
11.如此情深,却难以启齿。
其实你若真爱一个人,内心酸涩,反而会说不出话来
12.生命中有一些人与我们擦肩了,却来不及遇见;遇见了,却来不及相识;相识了,却来不及熟悉,却还要是再见
13.对自己好点,因为一辈子不长;对身边的人好点,因为下辈子不一定能遇见
14.世上总有一颗心在期待、呼唤着另一颗心
15.离开之后,我想你不要忘记一件事:不要忘记想念我。
想念我的时候,不要忘记我也在想念你
16.有一种缘分叫钟情,有一种感觉叫曾经拥有,有一种结局叫命中注定,有一种心痛叫绵绵无期
17.冷战也好,委屈也罢,不管什么时候,只要你一句软话,一个微笑或者一个拥抱,我都能笑着原谅
18.不要等到秋天,才说春风曾经吹过;不要等到分别,才说彼此曾经爱过
19.从没想过,自己可以爱的这么卑微,卑微的只因为你的一句话就欣喜不已
20.当我为你掉眼泪时,你有没有心疼过。
DISCONBC-ZH刀片总结
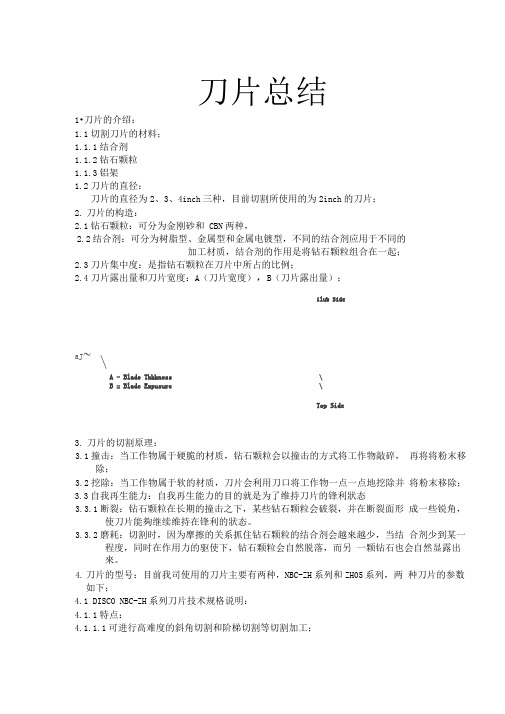
刀片总结1•刀片的介绍:1.1切割刀片的材料;1.1.1结合剂1.1.2钻石颗粒1.1.3铝架1.2刀片的直径:刀片的直径为2、3、4inch三种,目前切割所使用的为2inch的刀片;2.刀片的构造:2.1钻石颗粒:可分为金刚砂和CBN两种,2.2结合剂:可分为树脂型、金属型和金属电镀型,不同的结合剂应用于不同的加工材质,结合剂的作用是将钻石颗粒组合在一起;2.3刀片集中度:是指钻石颗粒在刀片中所占的比例;2.4刀片露出量和刀片宽度:A(刀片宽度),B(刀片露出量);ilub SideaJ~ \A - Blade Thkkness \B = Blade Expusure \Top Side3.刀片的切割原理:3.1撞击:当工作物属于硬脆的材质,钻石颗粒会以撞击的方式将工作物敲碎,再将将粉末移除;3.2挖除:当工作物属于软的材质,刀片会利用刀口将工作物一点一点地挖除并将粉末移除;3.3自我再生能力:自我再生能力的目的就是为了维持刀片的锋利狀态3.3.1断裂:钻石颗粒在长期的撞击之下,某些钻石颗粒会破裂,并在断裂面形成一些锐角,使刀片能夠继续维持在锋利的狀态。
3.3.2磨耗:切割时,因为摩擦的关系抓住钻石颗粒的结合剂会越來越少,当结合剂少到某一程度,同时在作用力的驱使下,钻石颗粒会自然脱落,而另一颗钻石也会自然显露出來。
4.刀片的型号:目前我司使用的刀片主要有两种,NBC-ZH系列和ZH05系列,两种刀片的参数如下;4.1 DISCO NBC-ZH系列刀片技术规格说明:4.1.1特点:4.1.1.1可进行高难度的斜角切割和阶梯切割等切割加工;4.1.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;4.1.1.3使超薄型切割刀片的装卸使用更方便;4.1.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时间;4.1.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO3 等)、其他材料;4.1.3适用设备:4.1.3.1全自动切割机:6000系列、600系列4.1.3.2半自动切割机:3000系列、300系列、500系列4.1.4技术规格4.2 DISCO ZH05系列刀片技术规格说明:4.2.1特点:421.1可进行高难度的斜角切割和阶梯切割等切割加工;4.2.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;4.2.1.3使超薄型切割刀片的装卸使用更方便;4.2.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时间;4.2.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO3 等)、其他材料;4.2.3适用设备:4.2.3.1全自动切割机:6000系列、600系列4.2.3.2半自动切割机:3000系列、300系列、500系列4.2.4技术规格:【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】。
船体构件的边缘加工

割炬2:在后,与加工表面成一倾斜 角,割 出所需坡口;
间距a:依板厚不同而变,不使熔渣粘着 板边的反面.
间距b:取决于板的厚度、坡口角度和钝 边的大小.
方案Ⅱ:所开坡口在板材的反面 割炬布置与方案I基本相同; b值比方案I小得多.
方案Ⅱ和方案I比较 切除金属的体积相同, 方案Ⅱ的切割速度稍高<因为间距b减小了,倾斜割炬的预热比方案I好>,熔
③ 等离子切割的优点 热变形较小; 切割速度快<是氧乙炔切割的3~6倍>; 切割质量好;
能切割的材料多〔铜、铝、不锈钢和各种高 温难熔金属〕;
切割成本低. 将等离子切割设备装到普通数控切割机上能
提高数控切割效率.
2、激光切割
① 原理 激光器发出水平激光束经过45°
全反射以及聚焦形成极小的光 斑;
被切割材料受激光光斑的照射产 生局部高温<高达10000℃以上 >使材料瞬时熔化或气化;
一定压力的辅助气体将割缝处的 熔渣吹除;
随着割嘴的移动,在材料上形成割 缝,从而使材料被切开.
② 优点
速度快,割缝窄<约0.2~0.3mm>,热影响区小<宽度约 0.1mm>;
割缝边缘垂直度好、光洁度高.
应用范围很广〔可切割各种高熔点材料、耐热合金 等特种金属材料,硅、锗等半导体材料和塑料、橡 胶、石英、陶瓷、玻璃等非金属材料〕.
②塑性变形阶段: 上、下剪刀继续作用,应力超过屈服极限并继续 上升,直到相当于材料抗剪强度的最大值.这时最大 剪切变形从剪刀的刃边部分开始,变形沿着滑移面发 生
③断裂阶段: 随着塑性变形的增加,由于剪刃间有一定 间隙使金属纤维弯曲拉伸,沿着滑移面的 方向逐渐形成裂隙并迅速扩大,直到材料 的一部分与另一部分完全脱离.