蜗轮机械加工工艺过程卡
习题册参考答案-《机械制造工艺学(第二版)习题册》-B01-4148.docx
全国技工院校机械类专业通用(高级技能层级)机械制造工艺学(第二版)习题册参考答案1第一章机械加工精度与表面质量第一节机械加工精度一、填空题1.符合2.加工精度表面质量3.尺寸精度形状精度位置精度4.测量5.φ40 .008φ606.φ18.010φ18.018mm7.工艺系统8.静态动态9.“让刀”10.垂直度11.平面度12.锥形圆柱度二、选择题1A2C3D4C5C6C三、判断题1(×) 2(×)3(√) 4(×)5(√) 6(√) 7(× )8(√) 9(√) 10(×)四、名词解释1.工艺系统由机床、夹具、刀具和工件组成的系统。
2.加工误差加工误差是指加工后零件的实际几何参数(尺寸、形状和表面的相互位置)与理想几何参数的偏离程度。
3.定尺寸刀具法是指用具有一定尺寸精度的刀具(如钻头、铰刀、拉刀等)来保证工件被加工部位(如孔)的尺寸精度。
五、简答题1.答:加工精度是指加工后零件的实际几何参数(尺寸、形状和表面的相互位置)与理想几何参数的符合程度。
2机械加工精度包括尺寸精度、形状精度和位置精度三方面的内容。
获得机械加工精度的方法有:(1)获得尺寸精度的方法:试切法、调整法、定尺寸刀具法、自动控制法、数字控制法。
(2)获得形状精度的方法:轨迹法、成形法、展成法。
(3)获得相互位置精度的方法:一次安装法、多次安装法。
2.答:通常在设计机器零件及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。
精密零件或零件重要表面,其形状精度要求应高于位置精度要求,位置精度要求应高于尺寸精度要求。
3.答:第一种误差是马鞍形圆柱度误差,其原因:(1)径向力方向改变。
(2)加工粗短轴时,轴的刚度比较机床的大,工艺系统的变形主要是由主轴箱、尾座、刀架等形成(3)由机床误差引起。
改进措施:(1)加工细长轴,可采用与上述消除腰鼓形圆柱度误差相同的方法。
蜗轮蜗杆的工艺性分析
蜗轮蜗杆的工艺性分析蜗轮蜗杆是一种常用的传动装置,具有传动效率高、传动精度高、承载能力强等特点,广泛应用于工程机械、船舶、冶金、化工等领域。
蜗轮蜗杆的工艺性分析主要从制造工艺、加工工艺、装配工艺三个方面进行。
一、制造工艺分析蜗轮蜗杆的制造工艺包括锻造、车削、磨削等工序。
首先是锻造工艺,通过热锻或冷锻将蜗轮蜗杆锻造成半成品。
锻造工艺对于蜗轮蜗杆的性能影响很大,不合理的锻造工艺容易导致材料的晶粒粗化,从而影响蜗轮蜗杆的剪切强度和耐磨性。
其次是车削工艺,通过车床将蜗轮蜗杆进行精确加工。
车削工艺的关键是对切削刀具和刀具刃磨的精确控制,以保证蜗轮蜗杆的尺寸精度和表面质量。
最后是磨削工艺,通过研磨机对蜗轮蜗杆进行修整。
磨削工艺能够提高蜗轮蜗杆的表面粗糙度和尺寸精度,增强其耐磨性和传动效率。
二、加工工艺分析蜗轮蜗杆的加工工艺主要包括机械加工和热处理两个环节。
机械加工是对蜗轮蜗杆进行精确加工,确保其尺寸精度和表面质量。
机械加工过程中,切削刀具和刀具刃磨的选择非常重要,合理的切削条件和切削参数可以提高蜗轮蜗杆的加工效率和加工质量。
热处理是对蜗轮蜗杆进行退火处理,以消除内部应力,提高材料的强度和韧性。
热处理工艺的关键是加热温度和保温时间的控制,过高或过低的温度都会影响蜗轮蜗杆的性能。
三、装配工艺分析蜗轮蜗杆的装配工艺主要包括配合间隙的设计和装配精度的控制。
蜗轮蜗杆的配合必须满足一定的间隙要求,既不能过大以影响传动精度,也不能过小以增加传动功率损失。
装配过程中,需要对蜗轮蜗杆的尺寸精度和运动配合进行严格控制,以保证蜗轮蜗杆装配后的工作性能。
综上所述,蜗轮蜗杆的工艺性分析涉及制造工艺、加工工艺和装配工艺三个方面。
制造工艺的良好选择和控制能够提高蜗轮蜗杆的性能和精度,加工工艺的优化能够提高蜗轮蜗杆的加工效率和质量,装配工艺的精确控制能够确保蜗轮蜗杆的工作性能。
蜗轮蜗杆的工艺性分析对于提高蜗轮蜗杆的传动效率和使用寿命具有重要意义,也对推动相关行业的发展起到积极的推动作用。
蜗轮蜗杆设计步骤

蜗轮蜗杆设计步骤第一步:确定传动比蜗轮蜗杆传动是一种非常特殊的传动方式,它的传动比取决于蜗杆的头数、蜗轮的齿数、蜗杆的导程角以及蜗轮与蜗杆轴线的交角等因素。
设计蜗轮蜗杆传动时,要根据传动要求和传动动力参数来计算传动比。
第二步:选择材料在选择蜗轮和蜗杆的材料时,考虑到它们的载荷、传动功率和工作环境温度等因素。
通常,蜗轮和蜗杆都可以采用高强度的合金钢材料。
第三步:确定齿轮参数蜗轮的齿数和模数都是通过计算得到。
注意,蜗轮的轴向厚度越小,蜗杆的导程角越小,那么蜗轮和蜗杆的接触线就会越靠近齿面根部。
在选择齿轮参数时需要进行综合考虑,以保证蜗轮蜗杆传动的良好性能。
第四步:计算蜗杆的导程和展角根据蜗杆轴线与垂直轴线的夹角以及螺旋线的参数,可以计算出蜗杆的导程和展角。
展角的计算对于蜗轮蜗杆传动来说非常重要,因为它直接影响到传动效率和噪声。
一般来说,展角越大,传动效率越高,但噪声也会增加。
第五步:计算蜗轮蜗杆的几何参数根据蜗杆的导程、蜗轮的模数和齿数,可以计算出蜗轮和蜗杆的几何参数,包括齿顶直径、节圆直径、齿根直径、齿顶高度、齿根高度和重要齿廓参数。
这些参数决定了蜗轮蜗杆传动的传动效率、运行平稳性和噪声等关键性能指标。
第六步:进行蜗轮蜗杆的装配在进行蜗轮蜗杆的装配之前,需要对蜗轮齿形进行测量,以保证齿形质量。
然后,将蜗轮和蜗杆进行配合,精确控制配合间隙大小。
还要注意蜗轮和蜗杆的对中度和平行度等装配要求,以保证传动系统的稳定性和性能。
总结:1. 传动效率的优化:传动效率是蜗轮蜗杆传动系统的重要性能指标,也是设计过程中需要优化的关键因素之一。
通常情况下,使用高质量的蜗轮和蜗杆、采用适当的润滑方式、控制装配精度、优化齿轮参数以及合理设计蜗杆展角等方法,可以大大提高传动效率。
2. 噪声的控制:蜗轮蜗杆传动在工作时容易产生噪声,主要是由于蜗轮和蜗杆的接触面积较小,表面接触压力较大,同时还会在传动过程中产生震动和共振。
为了降低噪声,可以优化设计参数、采用低噪声等级的蜗轮和蜗杆材料、选用合适的蜗杆展角、进行制造精度控制以及采用降噪材料等方式。
蜗轮蜗杆设计步骤
蜗轮蜗杆设计步骤蜗轮蜗杆是一种常见的传动机构,它可以将高速旋转的电机转换成低速高扭矩的输出,广泛应用于各种机械设备中。
在设计蜗轮蜗杆时,需要遵循一定的步骤,以确保传动系统的可靠性和高效性。
本文将介绍蜗轮蜗杆设计的步骤和注意事项。
一、确定传动比和输出扭矩在设计蜗轮蜗杆传动系统时,首先需要确定传动比和输出扭矩。
传动比是指输入轴转速与输出轴转速的比值,通常用i表示。
输出扭矩是指输出轴所能提供的扭矩大小,通常用T表示。
传动比和输出扭矩的确定需要考虑到传动系统的工作条件和要求,如负载大小、转速范围、传动效率等。
二、选择蜗轮和蜗杆的材料和加工工艺蜗轮和蜗杆是蜗轮蜗杆传动系统的核心部件,其材料和加工工艺的选择对传动系统的性能和寿命有着重要的影响。
一般来说,蜗轮和蜗杆的材料应具有高强度、高硬度、高耐磨性和高耐腐蚀性等特点。
常用的材料有合金钢、不锈钢、铜合金等。
加工工艺方面,蜗轮和蜗杆的加工精度要求较高,通常采用数控加工或磨削加工等高精度加工工艺。
三、确定蜗轮和蜗杆的几何参数蜗轮和蜗杆的几何参数包括蜗轮的齿数、蜗杆的螺旋角、蜗杆的导程等。
这些参数的确定需要考虑到传动比、输出扭矩、传动效率等因素。
一般来说,蜗轮的齿数越多,传动效率越高,但制造难度也越大;蜗杆的螺旋角越小,传动效率越高,但输出扭矩也越小。
四、进行传动系统的设计计算在确定了传动比、输出扭矩、蜗轮和蜗杆的几何参数后,需要进行传动系统的设计计算,以确定各个部件的尺寸和工作参数。
设计计算包括蜗轮和蜗杆的模数、齿宽、轴径、轴承尺寸、传动效率等参数的计算。
设计计算的准确性和合理性对传动系统的性能和寿命有着重要的影响。
五、进行传动系统的结构设计在进行传动系统的结构设计时,需要考虑到传动系统的安装、维修和保养等方面的要求。
传动系统的结构设计应尽可能简单、紧凑、可靠,方便安装和维修。
同时,还需要考虑到传动系统的密封性、散热性等方面的问题,以确保传动系统的正常工作。
六、进行传动系统的试验和验证在完成传动系统的设计和制造后,需要进行试验和验证,以确保传动系统的性能和可靠性。
蜗轮加工方法
蜗轮加工方法蜗轮是机械传动中常用的一种齿轮,其特点是齿比大、齿数少。
蜗轮加工方法是一项重要的工艺,下面详细介绍一下蜗轮加工方法的内容。
一、蜗轮加工工艺流程1.制定蜗轮加工工艺路线,明确加工工艺要求。
2.对毛坯进行检验,确保其符合加工要求。
3.进行车削和铣削加工,使蜗轮的精度和尺寸达到标准要求。
4.进行齿切加工,形成蜗轮的齿形。
5.进行齿磨加工,使齿形更加精细。
6.进行齿轮淬火和回火处理,增加蜗轮的硬度和耐磨性。
7.进行终修加工,去除表面瑕疵,使蜗轮表面光洁度高。
8.进行蜗轮的检验和验收,保证蜗轮性能达到要求。
二、蜗轮加工工艺要点1.车削和铣削加工要求准确,保证蜗轮直径和齿厚的精度。
2.齿切加工要求加工精度高,齿形清晰,切削刃磨损小。
3.齿磨加工要求精细,磨削出的齿形与设计要求一致。
4.淬火和回火处理要求淬透性好,回火温度和时间要控制好。
5.终修加工要求打磨光洁,表面无毛刺、划痕等缺陷。
6.检验要求检查齿形误差、硬度、齿面载荷系数等性能指标,确保依照国家标准。
三、蜗轮加工的常用方法1.数控蜗轮加工:采用数控机床进行加工,效率高,精度高,自动化程度高。
2.传统蜗轮加工:采用传统机床进行加工,工艺流程繁琐,加工效率低,但操作简单,适用于小批量生产。
3.模数蜗轮加工:将齿轮分成模数齿和浸润齿两部分,先加工模数齿再加工浸润齿,可大幅提高效率。
四、结语蜗轮加工是机械制造领域中一项重要的技术,要求操作人员具有严谨的工艺技能和专业的加工设备。
以上就是蜗轮加工方法的相关内容,希望对你有所帮助。
机械加工工艺过程及工序卡片模板
机械加工工艺过程及工序卡片模板一、工艺规划工艺规划是在设计任务和制造要求的基础上,确定产品的加工工艺和加工工序的流程,具体步骤如下:1.了解产品的使用功能、要求以及材料的特性,确定最佳的加工方法和加工工艺。
2.绘制产品的工艺流程图,包括加工工序、顺序和设备选择等。
3.制定加工工艺卡,记录每个加工工序的详细信息,包括工具刀具的选择、加工参数等。
二、技术准备技术准备包括原材料准备、机床设备准备和工装量具准备等,具体步骤如下:1.检查原材料的规格、质量和数量是否符合要求,如有问题及时采取补救措施。
2.检查机床设备的运行状态和性能,确保设备正常运行。
3.准备需要的工装量具,确保其准确性和可靠性。
三、加工操作加工操作是根据工艺规划和技术准备的要求,对原材料进行加工操作,具体步骤如下:1.根据工艺流程图和加工工艺卡,按照预定的顺序进行加工工序。
2.调整和选择合适的机床设备,安装和装夹好加工零件。
3.根据加工工艺卡的要求,合理设置机床的工作参数和工装量具的位置。
4.进行切削、剪切、钻孔、磨削等加工操作,确保加工质量和加工效率。
四、检验与维护在加工过程中,需要进行产品质量的检验和设备维护,具体步骤如下:1.进行零件的尺寸和表面质量的检验,确保零件的几何精度和表面质量符合要求。
2.检查机床设备的工作状态和性能,及时发现和解决问题,确保设备的正常运行。
3.根据机床设备的维护手册,定期对设备进行清洁、润滑和维护保养,延长设备的使用寿命。
以上是机械加工工艺过程的一般步骤和主要内容。
下面是一个工序卡片的模板,供参考:工序卡片工序名称:(填写工序名称)主要工艺参数:1.切削速度:(填写切削速度,单位)2.进给速度:(填写进给速度,单位)3.切削深度:(填写切削深度,单位)刀具/工具:1.刀具名称:(填写刀具名称)2.刀尖半径:(填写刀尖半径,单位)3.刀具材料:(填写刀具材料)4.工具冷却方式:(填写工具冷却方式)夹具/工装:1.夹具类型:(填写夹具类型)2.夹具安装位置:(填写夹具安装位置)3.工装定位方式:(填写工装定位方式)检验要求:1.尺寸精度:(填写尺寸精度要求)2.表面质量:(填写表面质量要求)3.其他检验要求:(填写其他检验要求)注意事项:1.在操作中注意安全,佩戴必要的防护设备。
工艺卡

宿迁学院机械加工工艺过程卡零件图 项目第 1 页 零件名称蜗轮轴 过程卡编制共 12 页材料 名称 材料消耗( )公斤 材料单件数毛坯种类送来单位 产品型号 设计批量型号及规格45钢毛重 净重送往单位产品名称车间及工锻 工序号 工序名称 工序(步)简要内容工艺卡或工艺守则等编号设备工艺装备工人 级别 基本时间工时定额准备结束时间工时每小时产量定额名称 种类名称代号 数量金工 10 下料 27060⨯Φ锯床 锻造 20 锻造毛坯 锻造毛坯 平锻机 热处理 30 热处理 正火金工 40 铣端面钻中心孔 钻中心孔 铣端面钻中心孔专用机床 金工 50 粗车 粗车大端各部 液压仿形车床 金工 60 粗车 粗车小端各部 液压仿形车床 热处理 70 热处理调质 220-240HBS数控机床 金工 80 精车大端各部 定位基准:中心孔 数控车床 金工 90 精车小端各部 定位基准:中心孔 数控车床 金工 100 铣键槽 铣轴上的两个键槽铣床 金工 110 磨对有配合的部分磨加工磨床热处理 120 热处理高频淬火金工130检验更改标记 通知单号 更改内容日期签章 绘制 审 核 定额员 校对 会 签 描写标准批 准宿迁学院机械加工工序卡片产品型号零(部)件图号第 2 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工10 下料毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数锯床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时10 下料锯床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 3 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工20 锻造毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数平锻机夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时20 锻造毛坯平锻机机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 4 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工40毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数铣端面钻中心孔专用机床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时40 铣两端面,在两端面上钻中心孔中心机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 5 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工50毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时50 粗车粗车大端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 6 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工60毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时60 粗车粗车小端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 7 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工80毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步工步内容工艺装备主轴转切削进给量切削进给次工步工时号速速度深度数80 精车大端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 8 页产品名称零(部)件名称共 12 页车间工序号工序名称材料牌号金工90毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数数控车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时90 精车小端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 9 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工100毛坯种类毛坯外型尺寸每坯件数每台件数设备名称 设备型号 设备编号 同时加工数 铣床 夹具编号 夹具名称 冷却液乳化液 工位器具编号工位器具名称工序时间工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 100铣键槽 铣轴上的两个键槽 立式铣床 机动 辅助 描图 描校 底图号 装订号设计(日期) 审核(日期) 标准(日期) 会签(日期) 批准(日期)标记 出处 更改文件号 签字 日期 标记 更改文件号 签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号 第 10 页 产品名称蜗轮轴 零(部)件名称 共 12 页 车 间工序号工序名称材料牌号金工110毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数磨床夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时110 磨对有配合的部分磨加工磨床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 11 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工120毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时120 热处理高频淬火轴上的四个部分机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 12 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工130毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时130 检验机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期车间工序号工序名称材料牌号金工120。
蜗轮加工工艺
蜗轮加工工艺嘿,朋友们!今天咱就来聊聊蜗轮加工工艺这档子事儿。
你说这蜗轮啊,就像是机械世界里的小齿轮精灵,别看它个头不大,作用可不小嘞!想象一下,要是没有蜗轮,那好多机器不就跟没了魂儿似的,转都转不起来啦!蜗轮加工工艺啊,那可是一门大学问。
就好像咱做饭似的,得有合适的材料,合适的火候,一步一步来,才能做出美味的菜肴。
加工蜗轮也一样,从选材开始就得精挑细选。
这材料要是不好,那做出来的蜗轮能耐用吗?肯定不行呀!然后就是加工的过程啦,那可真是个精细活儿。
师傅们得拿着各种工具,小心翼翼地切削、打磨,就跟雕琢一件艺术品似的。
这时候要是手一抖,哎呀,那可就麻烦大啦!这蜗轮的形状、尺寸都得把握得死死的,差一点都不行。
你知道吗,加工蜗轮就像是给机器打造一双合适的鞋子。
鞋子不合脚,人走路就别扭;蜗轮不合适,机器运转就不顺畅。
所以啊,这个过程可不能马虎。
在加工的时候,还得注意各种参数呢,什么模数啦、齿数啦,这些可都关系到蜗轮能不能和其他零件完美配合。
就好像两个人跳舞,得步伐一致才能跳得好看,对吧?而且啊,这加工工艺还得不断创新呢。
时代在进步,技术也在发展,咱不能老是守着老一套呀。
得跟上潮流,研究新的方法、新的技术,让蜗轮加工得越来越好,越来越高效。
说起来,我记得有一次去参观一个工厂,看到那些师傅们专注地加工蜗轮,那认真的样子,真让人佩服。
他们就像是一群默默奉献的工匠,为了让机器更好地运转,付出了自己的心血和汗水。
总的来说,蜗轮加工工艺虽然复杂,但是它的重要性不言而喻。
没有它,那些厉害的机器都没法好好工作啦!所以啊,咱可得重视这门工艺,让它不断发展,为我们的生活和工作带来更多的便利和惊喜。
这就是我对蜗轮加工工艺的看法,你们觉得呢?。
蜗轮箱加工工艺及夹具设计说明书
蜗轮箱的工艺工装设计目录摘要 (4)绪论 (6)1、零件的分析 (7)1.1、零件的作用 (7)1.2、零件的技术要求 (7)2、确定毛坯、画毛坯—零件合图 (12)2.1、确定毛胚的制造形式及材料 (12)2.2、机械加工余量、工序尺寸及毛坯尺寸的确定 (13)2.3、选择加工设备及刀、夹、量具 (13)3、工艺规程设计 (17)3.1、定位基准的选择 (17)3.2、定位元件........................................................... .. (17)3.3、切削力及夹紧力的计算........................................ (18)3.4加工工序设计 (19)4、镗孔夹具1的设计 (20)4.1定位基准的选择 (20)4.2切削力的计算与夹紧力分析 (20)4.3夹紧元件及动力装置确定 (21)4.4定位销及夹具体设计 (22)4.5夹具精度分析 (23)5、镗孔夹具2的设计 (20)5.1定位基准的选择 (20)5.2切削力的计算与夹紧力分析 (20)5.3夹紧元件及动力装置确定 (21)5.4夹紧装置的设计 (22)5.5夹具操作的简要说明 (23)小结 (24)致谢 (25)参考文献 (26)摘要在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词:工序,工位,工步,加工余量,定位方案,夹紧力AbstractEnable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.Keywords:The process, worker one, worker's step , the surplus of processing, orient the scheme , clamp strength绪论加工工艺及夹具毕业设计是在学完了机械制造工艺学和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
蜗杆加工工艺流程
蜗杆加工工艺流程蜗杆加工是一种常用的机械加工工艺,用于制造各种传动装置中的蜗轮和蜗杆。
下面我将介绍一下蜗杆加工的工艺流程。
首先,在进行蜗杆加工之前,需要准备好蜗杆加工所需的原材料。
常用的材料有铸铁、钢等。
选用合适的材料来制造蜗轮和蜗杆,能够确保其强度和耐磨性,使其能够承受较大的负载和长时间的工作。
接下来,进行蜗杆的车削加工。
首先,在车床上进行转车,即将原材料装夹在车床的主轴上,并通过车刀进行切削。
在车削加工中,需要根据蜗杆的要求来选择合适的车刀和车削速度,以确保能够得到尺寸精度高、表面光洁度好的蜗杆。
然后,进行蜗杆的切割加工。
切割加工是将蜗杆的齿轮部分进行切削,以形成蜗轮。
切割加工通常使用齿轮加工机床进行,通过齿轮刀具与蜗杆进行啮合切削,使蜗轮的齿数和齿形满足设计要求。
接下来是蜗杆的磨削加工。
磨削加工是为了进一步提高蜗杆的尺寸精度和表面光洁度。
通常采用磨削机进行磨削加工,通过砂轮与蜗杆进行磨削,使其表面更加光滑、尺寸更加精确。
最后是蜗杆的热处理。
热处理是为了改善蜗杆的材料性能,提高其硬度和耐磨性。
一般采用淬火和回火两个工艺步骤进行热处理。
淬火是将蜗杆加热到临界温度后迅速冷却,使其达到所需的硬度;回火是将淬火后的蜗杆再加热到较低的温度并保持一定时间后冷却,以减轻淬火带来的脆性和应力。
综上所述,蜗杆加工工艺流程包括原材料准备、车削加工、切割加工、磨削加工和热处理。
每个工艺步骤都需要合理选择加工设备和工艺参数,才能够得到质量满足要求的蜗轮和蜗杆。
蜗杆加工工艺流程的优化和改进,能够提高蜗杆的加工效率和质量,满足各种传动装置的使用要求。
蜗轮滚切加工

蜗轮滚切加工
《机械加工方法与通用设备》
扬州市职业大学 机械工程学院
•蜗轮加工
•蜗轮滚刀加工蜗轮的原理是模拟蜗杆与蜗轮的啮合传动过程。
加工蜗轮所用的滚刀与该蜗轮实际工作时的蜗杆完全相同,只是在上面做出了切削刃,这些切削刃位于原蜗杆的齿廓螺旋线上。
蜗轮滚刀是一种专用刀具,每加工一种蜗轮就要设计一种专用滚刀。
加工蜗轮时,展成运动和主运动与加工直齿圆柱齿轮时相同。
由于在蜗轮的轴向平面内蜗轮齿底部是圆弧形,滚刀轴线就在圆弧中心,所以不需要垂直进给运动。
为切出全齿深,滚刀相对于蜗轮切入运动可以有两种方式,一种是径向进给,一种是切向进给。
为了防止干涉(过切),多头蜗杆滚刀,一般只能采用切向进给;而单头蜗杆滚刀,一般两种进给方式都可采用。
为保证滚刀与蜗轮的啮合传动关系不变,必须
在滚刀切向进给的同时,给蜗轮附加一个转动,保证在蜗轮的中心面内蜗轮与蜗杆保持纯滚动的关系。
因此,滚刀的轴向进给A21与工作台的附加圆周进给B22之间就构成了一条内联系传动链。
即滚刀在切向刀架的带动下沿滚刀轴线作切向进给,这一运动通过换置机构ut使工件产生一个附加转动。
展成运动的圆周进给B12与附加圆周进给B22通过合成机构合成后驱动工作台旋转。
注意:
采用切向进给时,蜗轮齿面有更多的包络切线,加工表面粗糙度小。
对大螺旋升角的蜗轮,应尽可能采用切向进给。
但切向进给时,需要机床有切向进给刀架。
感谢同学们观看
EDUCATION PRACTICE SESSION PPT 扬州市职业大学 机械工程学院周益军 老师。
机械加工工艺设计过程卡片及工序卡片
机械加工工艺设计过程卡片及工序卡片机械加工工艺设计是将产品设计图纸上的几何形状和尺寸转化为加工工艺方案的过程。
在机械加工工艺设计中,设计师需要根据产品的要求和加工设备的特点,综合考虑材料、工艺和生产成本等因素,制定出一套合理的加工工艺方案。
下面是机械加工工艺设计过程卡片及工序卡片的详细介绍。
一、机械加工工艺设计过程卡片1.工件信息:包括工件名称、图号、材料、尺寸等信息。
2.工艺要求:包括工艺要求、加工精度要求、表面质量要求等。
3.设计依据:包括设计图纸、产品规范等依据。
4.工艺路线:包括加工顺序、加工方式、工序安排等。
5.工具选择:包括刀具、夹具、量具等选择。
6.主要设备:包括加工设备、工艺设备等。
7.工时计算:包括加工时间、换刀时间等计算。
8.参考资料:包括机床手册、刀具技术参数表等。
通过填写机械加工工艺设计过程卡片,可以使机械加工工艺设计的过程更加规范化、有条理,减少因为遗漏或者不清晰导致的错误和纠纷。
二、工序卡片工序卡片是机械加工工艺设计中用于记录每个工序细节的文件。
它可以帮助加工工人了解工件的加工要求,掌握加工过程中的关键参数和控制要点,提高加工效率和质量。
工序卡片一般包括以下内容:1.工序号:标识每个工序的唯一编号。
2.工序名称:描述工序的名称。
3.工序要求:描述工件在该工序中的加工要求,包括加工尺寸、加工精度、表面质量等。
4.加工工艺:描述工序的加工工艺,包括加工方式、切削参数等。
5.设备与工具:描述该工序需要使用的机床、刀具、夹具等设备与工具。
6.加工顺序:描述该工序在整个工艺中的位置和顺序。
7.注意事项:描述该工序中需要注意的事项,如安全注意事项、操作要点等。
通过填写工序卡片,加工工人可以清晰地了解每个工序的加工要求和操作步骤,避免因为操作不当导致的错误和事故发生。
总之,机械加工工艺设计过程卡片和工序卡片都是机械加工工艺设计过程中重要的文件记录工具。
通过填写和使用这些卡片,可以使机械加工工艺设计更加规范化、有条理,提高生产效率和产品质量。
机械毕业设计-蜗轮箱体加工工艺及夹具设计_镗孔_
2
2.1 2.1.1 2.2 2.2.1 2.2.2 2.3 2.3.1 2.3.2 2.4 2.5 2.6 2.7
········································································ 5
···································································································· 5 ······························································································· 5 ··································· 5 ··················································································· 5 ······················································································ 6 ············································································· 6 ···························································································· 6 ···························································································· 7 ··············································································· 7 ························································· 10
蜗轮减速器箱体机械加工工艺规程卡片
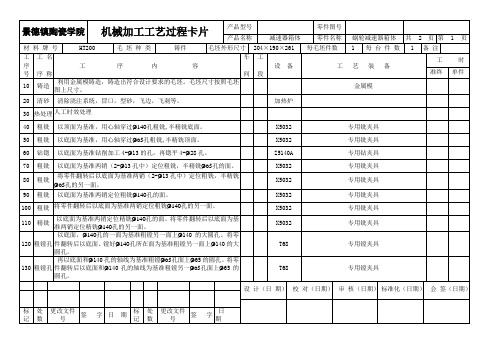
景德镇陶瓷学院机械加工工序卡片产品名称减速器零件名称蜗轮减速器箱体第 1 页共21 页车间工序号工序名称材料牌号10 铸造HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件204×190×261 1设备名称设备型号设备编号同时加工件数金属模夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 金属模铸造,铸造出符合设计要求的毛坯。
毛坯尺寸按照毛坯图上尺寸。
游标卡尺,分度值为0.02mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)景德镇陶瓷学院机械加工工序卡片产品名称减速器零件名称蜗轮减速器箱体第 2 页共21 页车间工序号工序名称材料牌号20 清砂HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件204×190×261 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 清除浇注系统,冒口,型砂,飞边,飞刺等。
60设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)景德镇陶瓷学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称蜗轮减速器箱体第 3 页共21 页车间工序号工序名称材料牌号30 热处理HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造件204×190×261 1设备名称设备型号设备编号同时加工件数加热炉夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 人工时效处理: 把工件放入炉中,装炉温度≤200℃,升温速度≤100℃,保温温度:500~550℃,保温时间:4~6小时,冷却速度:30℃,出炉温度:≤200℃。
机械加工工艺过程卡
机械加工工艺过程卡简介机械加工是通过一系列的工艺过程,将原材料加工成具有一定形状、尺寸和表面质量要求的工件的过程。
机械加工工艺过程卡是指用于记录和指导机械加工工艺的一种文件,通过详细描述工艺过程及相关参数,能够确保机械加工过程的准确性和标准化。
内容机械加工工艺过程卡通常包含以下内容:1. 工艺流程图工艺流程图是对机械加工过程的整体流程进行图形化描述,用于直观地展示各个加工步骤的顺序和关系。
流程图的绘制应该清晰简洁,能够帮助操作人员快速了解工艺过程。
示例:流程图示例2. 工艺参数工艺参数是指在机械加工过程中需要控制和调节的各项参数,包括但不限于切削速度、进给速度、切深、切宽、刀具半径、冷却液的类型和流量等。
这些参数的合理设置对于确保工件的加工精度和表面质量至关重要。
工艺参数值单位切削速度200 m/min进给速度0.2 mm/r切深 1 mm切宽10 mm刀具半径 5 mm冷却液类型水基冷却液-冷却液流量 5 L/min3. 加工顺序加工顺序是指各个加工步骤的先后顺序和具体操作方法。
在机械加工工艺过程卡中,应当详细描述各个加工步骤的操作方法、机床和刀具的选择、刀具装夹和工件夹紧方式等,以确保操作人员能够按照正确的顺序完成加工工艺。
1.将工件夹入机床的工作台上,并根据工艺要求进行夹紧固定。
2.选择合适的刀具,并进行装夹。
3.调节切削速度、进给速度和刀具位置,确保加工参数符合要求。
4.进行第一道切削,检查加工质量和表面粗糙度。
5.根据加工情况进行调整,依次进行后续的切削、钻孔、铣削等加工步骤,直至完成工件的加工。
4. 安全注意事项在机械加工过程中,操作人员应当遵守相应的安全操作规程,确保人员和设备的安全。
机械加工工艺过程卡中应当包含相应的安全注意事项,提醒操作人员注意并遵守安全操作规定,以防止事故的发生。
示例:•在操作之前,确保机床和刀具的正常运行状态。
•切削液中应当添加防锈剂和防菌剂,定期更换。
•在加工过程中应当佩戴符合安全要求的防护眼镜和手套。
涡轮减速器箱体机械加工工艺规程及钻床夹具设计

毕业设计题目:涡轮减速器箱体机械加工工艺规程及钻床夹具设计涡轮减速器箱体机械加工工艺规程及钻床夹具设计班级:姓名:指导教师:完成日期:一、设计题目涡轮减速器箱体机械加工工艺规程及钻床夹具设计二、原始资料(1) 被加工零件的零件图(草图)1张(2) 生产类型: 5000件/年三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程综合卡片1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体零件图1张(6) 课程设计说明书(5000字左右) 1份四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4) 编写说明书3天(5) 准备及答辩2天五、指导教师评语成绩:指导教师日期摘要机械制造程设计的主要内容是机械加工工艺规程编制和钻削孔工序专用夹具设计。
在设计的过程中,学生能综合运用机械制造技术基础和其他课程的基本理论和方法,为了能够完成设计任务,必须竭尽所学,找到一种正确的设计方法。
正确的制定一个零件的机械加工工艺规程。
结合工艺设计内容,能够熟练的应用工艺计算方法,正确的进行工艺计算,如工艺参数、切削力、切削功率、切削速度、定位误差、夹紧力等。
学生通过该课程设计,将所学理论与生产实践相结合,得到解决问题和分析问题能力的初步培养.在三周的课程设计中,学生对机械工程学的兴趣将大有增长。
他们将享受设计中的每一时刻。
除此之外,他们将挖掘隐含的动力去学习机械自动化及材料科学的本专业课程.AbstractThe design course of Manufacturing are the main contents of a point of order processing machinery and drilling holes for fixture design process.In the process of the design ,we Can make comprehensive use of machinery manufacturing technology and other courses based on the basic theories and methods. In order to finish the design. We have to think about the method that make full use of what we have. Combination of design, the application process can be skilled method of calculating the cor rect conduct of calculation, such as technical parameters, cutting force, cutting power, cutting speed, positioning error, the clamping force, and so on.Through the curriculum design, Students will learn theory and practice of combining production, resolved the issue of capacity issues and the initial training.In the course of three weeks of Manufacturing Design, students’interest in mechanical engineering has been growing rapidly. They enjoy every moment of the lecture. Besides, they will found large room for giving full play of my latent energy by studying the courses offered by departments of industrial automation and materials science目录1.涡轮箱的工艺性分析及生产类型的确定 (1)1.1涡轮箱的用途 (1)1.2涡轮箱的技术要求 (1)1.3审查涡轮箱的工艺性 (2)1.4确定蜗轮箱的生产类型 (2)2 确定毛坯、绘制毛坯简图 (3)2.1选择毛坯 (3)2.2确定毛坯的尺寸公差和机械加工余量 (3)3 拟定蜗轮箱工艺路线 (4)3.1定位基准的选择 (4)3.2表面加工方法的确定 (5)3.3加工阶段的划分 (5)3.4工序的集中和分散 (6)3.5工序顺序的安排 (6)3.6确定工艺路线 (6)4.4-∅13的孔加工余量、工序尺寸和公差的确定 (7)5.4-∅13的孔切削用量的计算 (8)6. 加工4-Ø13MM的孔专用钻床夹具设计 (9)6.1夹具设计的任务 (9)6.2确定夹具的结构方案 (9)6.2.1确定定位原件 (9)6.2.2定位误差的分析与计算 (10)6.2.3确定导向装置 (10)6.2.4确定夹紧装置 (10)6.2.5夹紧力的计算 (10)7 方案的综合评价与结论 (10)8.设计体会 (11)参考文献 (13)1.涡轮箱的工艺性分析及生产类型的确定1.1涡轮箱的用途涡轮箱主要用作减速器的箱体,用来支承涡轮蜗杆,其加工质量的优劣,将直接影响到涡轮与蜗杆相互位置的准确性及机器总成的使用寿命和可靠性。
机械加工工艺过程卡片及工序卡片
机械加工工艺过程卡片及工序卡片一、机械加工工艺过程卡片1.卡片概述2.卡片结构(1)标题:指明卡片的名称、版本和编号等信息。
(2)工件信息:包括工件名称、材料、尺寸和表面要求等信息。
(3)工序信息:列出每个工序的名称、加工方法、加工顺序和精度要求等信息。
(4)机床设备和工具信息:包括机床的型号、规格和相关的工具设备信息。
(5)加工参数:记录每个工序的加工参数,如切削速度、进给速度、切削深度等。
3.卡片填写与使用(1)填写:在填写机械加工工艺过程卡片时,需要准确和详细地记录每个工序的信息,并根据实际情况调整参数和要求。
(2)使用:机械加工工艺过程卡片应与工件一起交由操作工使用。
操作工根据卡片上的信息进行加工,并及时记录和反馈加工结果。
二、工序卡片1.卡片概述工序卡片是用于记录和指导每个工序操作的文件。
它通常包括加工步骤、刀具选择和刀具路径等信息,以确保工序的准确和高效。
2.卡片结构工序卡片通常由以下几个部分组成:(1)标题:指明卡片的名称、版本和编号等信息。
(2)工序信息:列出工序的名称、加工方法和顺序等信息。
(3)加工步骤:记录每个工序的具体加工步骤,如切削、钻孔、螺纹加工等。
(4)刀具选择:根据工序要求和工件特性,选择合适的刀具进行加工。
(5)刀具路径:指明刀具在工件上的移动轨迹和路径,以确保加工的准确和高效。
3.卡片填写与使用(1)填写:在填写工序卡片时,需要准确和详细地记录每个工序的信息,并根据实际情况进行刀具选择和路径规划。
(2)使用:工序卡片应与刀具一起交由操作工使用。
操作工根据卡片上的信息进行加工,并及时记录和反馈加工结果。
总结:机械加工工艺过程卡片及工序卡片是机械加工操作的重要工具,用于指导和记录每个工序的加工方法、参数和要求。
它们的填写和使用需要准确和详细,以确保加工的质量和效率。
同时,对于提高机械加工工艺的规范化和标准化也起到了积极的促进作用。
箱体机械加工工艺过程卡片

蜗轮蜗杆减 速箱体
每台件
1
数
备 1注
工艺装备
共页 第页
工时 准终 单件
专用钻床
专用铣床 专用铣床 专用铣床 专用铣床
专用镗床
描图 描校 底图号
粗镗
以底面和两销孔定位,装夹
工件,粗镗蜗轮面Φ85mm 轴
8
机加工
承 孔 , 留 加 工 余 量 0.2 —
0.3mm
半精镗 以底面和两销孔定位,装夹
工件,半精镗蜗杆面Φ72mm
入库
机加工 机加工 总装
设计
审核
标准化 会签
(日期) (日期) (日期) 日期
标记 处数
更改 文件
号
签 字
日期
标记
处数
更改
文件 签字 日期 号
13
紧工件,钻、攻 M20 螺纹, 机加工
钻 10-φ12、锪平
钻、攻 用底面与两销钉定位用钻模
14
机加工
板钻、攻蜗轮轴承孔端面螺
专用镗床
专用镗床
专用镗床 专用镗床 专用镗床 专用钻床 专用钻床
装订号
15 钳 16 钳 17 检验 18 入库
孔 8-M10 拆箱、清理飞边、毛刺 合箱、装锥销紧固 检查个部尺寸及精度
机加工
粗铣 4
以底面和两销孔定位,装夹 工件,铣前后端面
机加工
精铣 5
以底面和两销孔定位 ,装夹 工件, 铣左右两端面
机加工
精铣 6
以底面和两销孔定位, 装夹工件,铣前后两端面,
机加工
粗镗
以底面和两销孔定位, 机加工
装夹工件,粗镗蜗杆面Φ 7
72mm 轴承孔,留加工余量 0.2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
半精镗Φ40,半精镗两端面,倒角
TG6140B
专用夹具
11
镗
精镗Φ40,精镗两端面,倒角
TG6140B
专用夹具
12
钻
锪Φ98端面,倒角
Z3025
专用夹具
13
钻
钻6-M10底孔,攻丝
Z3025
专用夹具
14
钻
钻6-M8底孔,攻丝
Z3025
专用夹具
15
钻
钻M16底孔,锪平,攻丝
Z3025
专用夹具
16
钻
钻M10底孔,攻丝
钻孔
钻6-Φ15孔,绞对角孔,(工艺用)
Z3025
专用夹具
6
镗
粗镗Φ58,Φ138,粗镗两端面
TG6140B
专用夹具
7
镗
半精镗Φ58,Φ138,半精镗两端面,倒角
TG6140B
专用夹具
8
镗
精镗Φ58,Φ138,精镗两端面,倒角
TG6140B
专用夹具
9
镗
粗镗Φ40,粗镗两端面
TG6140B
专用夹具
10
机械加工工艺过程卡
湖南工程学院
机械加工工艺过程卡
零件名称
零件图号
第1页
共2页
蜗轮减速器箱体
材料名称
HT200
材料牌号
每批数量
毛坯种类
铸件
工
序
号
工序
定额
名称
型号
名称
编号
名称
规格
1
铸造
铸造毛坯
2
热处理
对毛坯进行时效处理
3
钳工
划线
4
铣底面
粗铣,半精铣,精铣底面
X60K
专用夹具
5
Z3025
专用夹具
17
终检
检验
更改内容
班级
机械1002班
设计者姓名
设计日期
2013.6.15