生产工艺介绍 - 概述共67页文档
生产工艺流程简述(3篇)
第1篇一、引言生产工艺流程是指将原材料通过一系列的加工、组装、检验等环节,最终形成合格产品的整个过程。
在生产过程中,合理的生产工艺流程可以提高生产效率、降低生产成本、保证产品质量。
本文将对某典型产品的生产工艺流程进行简述,以期为相关行业提供参考。
二、生产工艺流程概述以某电子产品为例,其生产工艺流程主要包括以下环节:1. 原材料采购与检验(1)原材料采购:根据产品设计要求,选择合适的原材料供应商,签订采购合同。
(2)原材料检验:对采购的原材料进行外观、尺寸、性能等方面的检验,确保原材料符合设计要求。
2. 零部件加工(1)零部件加工:根据产品设计图纸,对原材料进行切割、钻孔、焊接、组装等加工,形成半成品。
(2)零部件检验:对加工后的零部件进行尺寸、性能等方面的检验,确保零部件质量。
3. 产品组装(1)产品组装:将检验合格的零部件按照设计要求进行组装,形成成品。
(2)产品检验:对组装后的产品进行外观、性能、功能等方面的检验,确保产品合格。
4. 产品包装(1)产品包装:将检验合格的产品进行包装,确保产品在运输过程中不受损坏。
(2)包装检验:对包装好的产品进行外观、密封性等方面的检验,确保包装质量。
5. 产品出货(1)产品出货:将检验合格的产品按照客户需求进行分拣、打包、运输。
(2)出货检验:对出货的产品进行数量、质量等方面的检验,确保产品符合客户要求。
三、生产工艺流程优化措施1. 优化原材料采购与检验(1)建立长期稳定的原材料供应商关系,降低采购成本。
(2)采用先进的检验设备和技术,提高检验效率和质量。
2. 优化零部件加工(1)引进先进加工设备,提高加工精度和效率。
(2)优化加工工艺,降低加工成本。
3. 优化产品组装(1)采用模块化设计,提高组装效率。
(2)加强组装人员培训,提高组装质量。
4. 优化产品包装(1)采用环保、安全的包装材料,降低生产成本。
(2)优化包装设计,提高包装质量。
5. 优化产品出货(1)加强物流管理,提高运输效率。
生产工艺说明及材料说明

解酒护肝宝生产工艺及简图一、工艺流程图生产工艺说明:二、原料药的要求所有原辅料按企业质量标准采购,经质量检查合格后,直接用于生产三、软胶囊的制备(一)内容物的制备将葛花、葛根、五味子山楂、蜂蜜、维生素C搅拌0.5小时,使混合均匀,胶体磨研磨均匀,抽真空(真空度≤-0.08Mpa)脱尽气泡,制成内容物料液,待用。
(二)胶液的配置按明胶、甘油、水、对羟基苯甲酸乙酯1∶0.40∶1∶0.0005的比例,取明胶,加水浸泡使溶胀,加入甘油及对羟基苯甲酸乙酯(按明胶量0.05%的比例),70-80℃加热使完全溶解,搅拌均匀,100目筛过滤,抽真空(真空度≤-0.08Mpa)脱尽气泡,制成胶液,56℃保温,待用。
(三)压制软胶囊囊分别将内容物混合油料与胶液置于软胶囊压丸机中,压制成软胶(胶盒温度45-65℃,喷体温度35-45℃,湿度45-55%),内容物每粒装0.5g。
(四)定型、洗丸、干燥、选丸压制成的软胶囊置定型转笼中定型(温度20-24℃);定型后经洗丸(95%乙醇),除去表面的液状石蜡后,置干燥间(温度30-40℃,湿度≤35%)干燥;再经选丸,除去不合格者。
(五)包装经检验合格后,内包装,60粒/瓶,再经外包装,即得成品。
(六)各提取物的制备工艺葛花提取总异黄酮的方法,其步骤是a.在葛花中加入醇浓度为10~80%含水醇溶液热回流提取1~4次,每次含水醇溶液用量为葛花重量的6~30倍,每次回流时间0.5~2小时,滤过,合并滤液,减压-0.02~-0.09Mpa回收至无醇味,温度控制在50~90℃,得到葛花提取液;b.在葛花提取液中加入为葛花重量4~10倍的水或醇溶液,其中用的醇溶液醇浓度为10~60%,滤过,得滤液;c.滤液经填充有吸附材料的吸附柱,选用的吸附材料为聚酰胺、大孔吸附树脂或硅胶中的任一种;d.洗脱前或选用体积为吸附材料4~8倍的水淋洗吸附柱至流出液为无色;e.用含20~70%的醇溶液洗脱,洗脱液用量为吸附材料的4~10倍,收集洗脱液;f.减压-0.02~-0.09Mpa)收溶剂,温度控制在50~90℃,得稠膏,稠膏经干燥后得含葛花总异黄酮50~90%的提取物,其中鸢尾甘含量为20-90%。
产品生产工艺简述

产品生产工艺简述产品的生产工艺是指将原材料经过一系列的加工和组装等工艺步骤,从而转变为成品的过程。
产品生产工艺的好坏直接关系到产品的质量和成本,因此在产品的生产过程中,要注重工艺的设计和优化,以提高产品的品质和生产效率。
产品生产工艺的概述可分为以下几个步骤:1. 材料准备:首先要根据产品的要求,选择适合的原材料,并进行采购和入库。
入库后,要对原材料进行检验和质量控制,确保符合产品的标准要求。
2. 加工工艺:在材料准备完成后,根据产品的设计要求,进行材料的加工工艺。
例如,对于金属类产品,可以通过切割、铣削、冲压等方法将材料加工成需要的形状和尺寸。
3. 组装工艺:在材料加工完成后,将不同的零部件进行组装。
组装工艺要求准确,需要按照设计要求,将各个零部件进行正确的组合和连接。
4. 装配工艺:对于复杂的产品,可能需要进行装配工艺。
装配工艺是指将组装完成的零部件进行更细致的组合和调试,最终形成完整的产品。
5. 检测和质量控制:在整个生产工艺中,需要进行检测和质量控制,以确保产品的质量符合要求。
检测可以分为原材料的检测、加工过程的检测和成品的检测等。
质量控制可通过管理制度、检测设备和标准化操作等手段进行。
6. 包装和出库:完成产品的制造后,需要进行包装和标识,并进行库存管理和出库。
包装工艺要求防潮、防震和便于搬运等,以保护产品不受损坏。
通过对产品生产工艺的简述,可以看出产品生产过程是一个复杂的系统工程,需要协调各个环节的工艺步骤,以保证产品的质量和效益。
只有在生产工艺优化和合理化的基础上,才能提高产品的竞争力,满足市场的需求。
因此,对于企业来说,重视产品生产工艺的设计和改进,是提升自身核心竞争力的重要手段之一。
生产工艺简介

生产工艺简介
生产工艺是指将原材料经过一系列工序来加工、制造成最终产品的过程。
下面给大家简要介绍一下生产工艺。
首先,在生产工艺的第一步,即原料准备阶段,需要采购原材料,并对原材料进行检验、分类和储存。
这一步非常重要,因为原材料的质量和合格率将直接影响到最终产品的质量和性能。
然后,在原料准备完成之后,就进入到生产加工阶段。
在这个阶段,首先需要进行原料的预处理,例如清洗、切割、研磨等。
然后,根据产品的要求和设计,将原料进行成型,可以通过压制、注塑、铸造等不同方式来完成。
接着,需要进行产品的表面处理,例如喷涂、电镀、镀膜等,以提高产品的外观和耐腐蚀性。
在加工阶段完成后,就需要对产品进行组装和调试。
这一步是将各个零件或部件按照设计要求进行组装,可以通过焊接、螺纹连接、粘接等方式完成。
然后,需要进行产品的功能性测试和调试,确保产品的性能和功能达到设计要求。
最后,就是产品的包装和质量检验阶段。
在这个阶段,需要对产品进行包装,以保护产品在运输和储存过程中不受损坏。
同时,还需要进行产品的质量检验,确保产品达到相关的标准和要求。
可以通过外观检查、尺寸测量、性能测试等方式来进行质量检验。
总结起来,生产工艺是一个将原材料加工成最终产品的过程,
包括原料准备、加工、组装、调试、包装和质量检验等多个环节。
通过不断的优化和改进工艺流程,可以提高产品的质量和效率,降低生产成本,满足市场需求。
主要生产工艺(3篇)

第1篇一、引言生产工艺是指在生产过程中,按照一定的顺序和方法,对原材料进行加工、处理,使其成为合格产品的整个过程。
生产工艺的优化对于提高产品质量、降低生产成本、提高生产效率具有重要意义。
本文将详细介绍主要生产工艺的概述,包括原材料处理、加工、装配、检测、包装等环节。
二、原材料处理1. 原材料采购原材料采购是生产过程中的第一步,主要包括原材料的种类、质量、数量、价格等方面。
在采购过程中,企业应充分考虑原材料的供应稳定性、质量保证、价格合理等因素。
2. 原材料检验原材料进入生产车间后,需进行严格的质量检验,确保原材料符合生产工艺要求。
检验内容包括外观、尺寸、化学成分、物理性能等。
3. 原材料储存原材料储存是保证生产顺利进行的关键环节。
储存过程中,应确保原材料不受潮、不受污染,并定期检查库存情况。
三、加工1. 预处理预处理是指对原材料进行初步加工,使其达到后续加工的要求。
预处理包括切割、打磨、清洗、热处理等工序。
2. 主要加工工序(1)机械加工:机械加工是利用机床等机械设备对原材料进行切削、磨削、钻孔、铣削等加工,使其达到一定的尺寸、形状和表面质量。
(2)热处理:热处理是通过加热、保温、冷却等工艺,改变材料的内部组织结构,提高其性能。
热处理包括退火、正火、淬火、回火等工序。
(3)表面处理:表面处理是指对材料表面进行化学或物理方法处理,以提高其耐磨性、耐腐蚀性、导电性等性能。
表面处理包括镀层、阳极氧化、电镀、涂装等。
四、装配1. 装配前的准备装配前,应对零部件进行清洗、检查、分类,确保零部件的清洁、完好。
2. 装配过程装配过程中,应严格按照装配图纸和技术要求进行,确保零部件的相对位置和配合精度。
3. 装配后的检查装配完成后,应对产品进行外观检查、性能测试等,确保产品符合质量要求。
五、检测1. 检测目的检测是保证产品质量的重要手段,其主要目的是确保产品在加工、装配过程中符合设计要求。
2. 检测方法检测方法包括目视检查、测量、试验、无损检测等。
工艺过程描述与说明
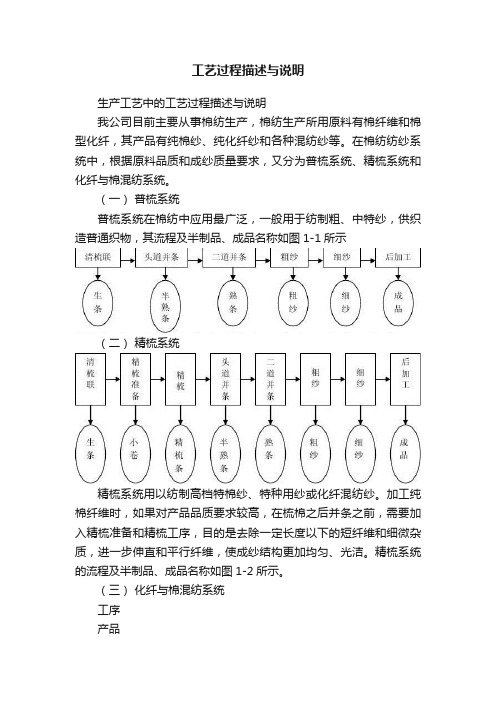
工艺过程描述与说明生产工艺中的工艺过程描述与说明我公司目前主要从事棉纺生产,棉纺生产所用原料有棉纤维和棉型化纤,其产品有纯棉纱、纯化纤纱和各种混纺纱等。
在棉纺纺纱系统中,根据原料品质和成纱质量要求,又分为普梳系统、精梳系统和化纤与棉混纺系统。
(一)普梳系统普梳系统在棉纺中应用最广泛,一般用于纺制粗、中特纱,供织造普通织物,其流程及半制品、成品名称如图1-1所示(二)精梳系统精梳系统用以纺制高档特棉纱、特种用纱或化纤混纺纱。
加工纯棉纤维时,如果对产品品质要求较高,在梳棉之后并条之前,需要加入精梳准备和精梳工序,目的是去除一定长度以下的短纤维和细微杂质,进一步伸直和平行纤维,使成纱结构更加均匀、光洁。
精梳系统的流程及半制品、成品名称如图1-2所示。
(三)化纤与棉混纺系统工序产品图1-1 普梳纺纱系统流程图工序产品图1-2 精梳纺纱系统流程图涤纶(或其他化学纤维)与棉混纺时,因涤纶与棉纤维的性能及含杂不同,不能在清梳工序混合加工需各自制成条子后,再在头道并条机(混并)上进行混合,为保证均匀,需采用三道并条。
其普梳与精梳纺纱工艺流程图如图1-3所示。
精梳系统普梳系统棉纺系统在细纱以后的工序,视产品的用途不同,如股线需经络筒、并纱、捻线、等工序;售纱需经络筒、摇纱、成包等工序,细纱以后的各工序统称为后加工工序。
(四)工艺过程说明1、原棉根据客户具体要求来选择原棉或化纤,并对原棉进行分类排队,计算混合棉的性能及预测纱线性能,最后绘制棉包的排包图。
2、清梳联清梳联作为第一道工序,将棉包中压紧的大棉块或化纤块进行开松;按照配棉成分把几种不同产地、不同性质的原棉或化纤混合均匀;通过机械和气流作用,清除棉或化纤中的大部分杂质、尘屑、籽壳和疵点;通过锡林等部件的梳理,提高纤维伸直度;最终制成符合一定规格、达到质量要求的生条,有规律的圈放在棉条筒中。
3、精梳准备梳棉棉条中,纤维排列混乱、伸直度差,大部分纤维呈弯钩状态,如直接用这种棉条在精梳机上加工梳理,梳理过程中就可能形成大量的落落棉,并造成大量的纤维损伤。
生产工艺流程简述(3篇)
第1篇一、引言生产工艺流程是指将原材料或半成品通过一系列的加工、组装、检验等工序,最终生产出合格产品的整个过程。
它包括原材料的采购、生产加工、检验、包装、销售等环节。
本文将对某产品的生产工艺流程进行简述,以期为读者提供参考。
二、原材料采购1. 原材料选择:根据产品设计和生产要求,选择符合国家标准和行业标准的原材料。
2. 供应商选择:通过市场调研和对比,选择质量稳定、价格合理、信誉良好的供应商。
3. 订单下达:与供应商签订采购合同,明确原材料规格、数量、交货时间、付款方式等条款。
4. 物料验收:收到原材料后,按照合同要求进行验收,确保原材料质量符合要求。
三、生产加工1. 预处理:对原材料进行预处理,如切割、清洗、打磨等,为后续加工做准备。
2. 主要加工工序:a. 组装:将预处理后的原材料按照产品结构进行组装,确保组装精度和可靠性。
b. 机加工:对组装后的部件进行机加工,如钻孔、铣削、磨削等,以达到设计要求。
c. 热处理:对机加工后的部件进行热处理,如淬火、退火、时效等,以提高材料的性能。
d. 表面处理:对部件进行表面处理,如镀层、涂装等,以提高产品的美观性和耐腐蚀性。
3. 检验:在加工过程中,对关键工序进行检验,确保产品质量。
四、检验1. 内部检验:在生产过程中,对每个工序的产品进行自检和互检,发现问题及时整改。
2. 出厂检验:产品加工完成后,进行出厂检验,确保产品符合国家标准和行业标准。
3. 检验方法:采用感官检验、仪器检验、试验检验等方法,对产品进行全面检测。
五、包装1. 包装设计:根据产品特性和运输要求,设计合理的包装方案。
2. 包装材料:选择环保、耐用、安全的包装材料。
3. 包装过程:将检验合格的产品进行包装,确保产品在运输过程中不受损坏。
六、销售1. 市场推广:通过广告、展会、网络等多种渠道进行市场推广,提高产品知名度。
2. 销售渠道:建立完善的销售渠道,包括直销、代理、分销等。
3. 客户服务:提供优质的客户服务,包括售前咨询、售后服务等。
生产工艺说明(3篇)
第1篇一、概述生产工艺是指将原材料通过一系列加工、组装、调试等过程,最终制成产品的技术过程。
本生产工艺说明旨在详细阐述某产品的生产工艺流程,为生产过程中的质量控制、生产效率提升和成本控制提供参考。
二、产品概述本产品为XX型号智能家电,主要用于家庭日常使用,具有节能、环保、安全等特点。
产品主要由以下部件组成:主机、显示屏、控制器、传感器、电源模块等。
三、生产工艺流程1. 原材料准备(1)主机材料:选用高品质铝合金材料,具有良好的耐腐蚀性、耐磨性和稳定性。
(2)显示屏材料:选用高清液晶显示屏,具备良好的可视性和耐用性。
(3)控制器材料:选用高性能微处理器,具备强大的数据处理能力和稳定的运行性能。
(4)传感器材料:选用高精度传感器,具备灵敏的检测能力和良好的抗干扰性。
(5)电源模块材料:选用高品质电子元件,具备稳定的供电能力和良好的散热性能。
2. 零部件加工(1)主机加工:采用CNC加工中心进行铝合金材料的切削、钻孔、攻丝等工序,确保主机尺寸精确、外观美观。
(2)显示屏加工:对液晶显示屏进行切割、焊接、封装等工序,确保显示屏性能稳定、画面清晰。
(3)控制器加工:对微处理器进行焊接、编程、调试等工序,确保控制器功能齐全、运行稳定。
(4)传感器加工:对传感器进行封装、焊接、调试等工序,确保传感器检测准确、性能可靠。
(5)电源模块加工:对电子元件进行焊接、组装、测试等工序,确保电源模块供电稳定、散热良好。
3. 零部件组装(1)将加工完成的显示屏、控制器、传感器等部件按照设计要求进行组装。
(2)将组装好的部件与主机进行连接,确保连接牢固、接触良好。
(3)对组装好的产品进行外观检查,确保产品外观整洁、无划痕、无瑕疵。
4. 调试与测试(1)对产品进行功能测试,确保产品各项功能正常、性能稳定。
(2)对产品进行稳定性测试,确保产品在长时间运行下仍能保持良好的性能。
(3)对产品进行安全性能测试,确保产品符合国家相关安全标准。
生产工艺介绍

生产工艺介绍
1.原料选择
根据客户的要求选择不同的原料,如:(1)天然优质植物纤维:以天然棉花、亚麻、甘蔗等植物纤维为主,采用高品质的纸浆,对生产过程中的废丝、边角料进行处理,将其循环利用。
(2)合成纤维:以石油为主要原料,采用聚合、纺丝等工艺生产。
2.纺丝工艺
(1)天然纤维素纤维:采用棉浆、木浆、果渣等为原料,
采用高温高压法生产。
具有高强度、高模量等优点。
在天然纤维中应用较多。
具有成本低、产量高等特点。
(1)天然纤维素纤维:采用纤维素原料为主,以硫酸盐为
催化剂、以煤为燃料等方法生产的天然纤维产品。
如:稻草、芦苇等植物纤维原料;棉短绒等动物纤维原料。
—— 1 —1 —。
生产工艺简述

生产工艺简述生产工艺指的是将原材料经过一系列的加工和处理过程,转变为最终产品的过程。
以下是对生产工艺的简述:一、原材料准备在生产工艺的开始阶段,必须准备适量的原材料。
这包括从供应商处采购原材料、检查原材料的质量和数量是否符合要求等。
原材料通常是有机物或无机物,例如在制造汽车时,金属材料如钢铁则是常见的原材料。
二、加工预处理在原材料准备完毕后,需要对原材料进行加工预处理。
这一步通常包括清洗、切割、粉碎、研磨等处理过程,以便能够更好地进行下一步的加工操作。
例如在制造家具时,木材会首先被切割成所需的尺寸和形状。
三、加工操作加工操作是生产工艺的核心环节,也是最关键的一步。
根据产品的要求,加工操作可以包括机械加工、化学加工、热处理、焊接等。
在这一步中,可以使用各种机器设备和工具来改变原材料的形态、结构和性质,使其符合产品的要求。
例如在制造电子产品时,电路板上的元器件需要通过焊接来连接在一起。
四、组装和装配在加工操作完成后,需要将各个部件按照设计要求进行组装和装配。
这一步通常需要工人手工操作,确保各个部件之间的配合良好,整体结构的稳定和精度的准确。
例如在制造汽车时,需要将发动机、底盘、车身等不同部分进行装配,最终组成一辆完整的汽车。
五、调试和检验组装完成后,需要对产品进行调试和检验,以确保其质量合格。
这一步通常包括对产品的外观、尺寸、功能等进行检查,同时也会进行必要的测试和试验。
例如在制造机械设备时,会进行负载测试和性能测试,以确保设备可以正常运行。
六、包装和保管通过检验合格后,产品需要进行包装和保管。
这一步包括对产品进行包装,采用适当的包装材料和方法,以确保产品在运输和储存过程中不受损。
同时也需要对产品进行标识和记录,以方便以后的追溯和管理。
例如在制造食品时,需要对食品进行密封包装,防止变质和污染。
七、出厂和销售最后,产品需要出厂销售。
这一步包括将产品运送至销售点或经销商,进行促销和销售活动,以满足市场需求。
生产工艺介绍 - 概述67页PPT

41、实际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
45、法律的制定是为了保证每一个人 自由发 挥自己 的才能 ,而不 是为了 束缚他 的才能 。—— 罗伯斯 庇尔
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
T
生产工艺简介

五、文件的编写(续一)
• 2、PFMEA
• 生产过程中每一个工序的操作有哪些 失效模式,这些失效模式有可能发生 过或没有发生过都要列出来编入文件 中(从人、机、料、法分析4M)。如 滑轨晃动、螺栓断裂、外观件划伤、 面套褶皱、头枕插拔力大、滑轨滑动 力大、解锁手柄解锁力大等。
五、文件的编写(续二)
五、文件的编写(续四)
• 1)编制前要对生产工序进行过程参数 确定。
• 2)生产作业用时观测(时间观测表) • 3)山积表的制定(人机图制定) • 4)平面规划图(Layout)
五、文件的编写(续五)
• 5、检验指导书 • 根据控制计划制作检验标准书,包含检验标
准、方法、数量、频次、使用的检具、量具 等。
• 3、控制计划 • 生产过程中针对每一个工序的操作步
骤及可能产生的失效模式进行控制, 保证生产出的产品质量稳定,防止不 良品的产生。如用扭矩搬手控制扭矩 大小、设备点检及参数控制、自主检 查等。
五、文件的编写(续三)
• 4、操作指导书(作业指导书)
• 就是具体到每一个环节,通常为操 作者使用,同时要写明本工位(或 工序)名称,用什么材料,用什么 工装,操作中要注意哪些事项,操 作时要达到什么标准,更多的主要 内容是操作步骤顺序和方法。
生产工艺简介
一、 什么是工艺
• 工艺是产品从原材料到成品的生产 所有的过程叫工艺过程。
• 简单的说,生产工艺就是批量生产 产品的标准化生产过程。
• 制定和执行生产工艺的目的就是为 了规范生产过程中的各个环节,避 免因为人员、工装、环境、材料、 设备的不同造成批量产品质量有差 异。
二、工艺的概念
• 。工艺就是如何将设计好的图纸转 化成产品的方法,其实现在的整个 制造水平的高低,应该取决于工艺 水平的高低。
各行业生产工艺介绍

铅酸蓄电池
电池气密性检测---->定量加酸---->充电----> 超声波封盖片密封----> 电池内阻测试---->电池酸密封性检测----> 电池OCV检测----> 电池内部可靠性检测---->生产日期烙印 ---->电池商标丝印----> 包装---->入库---->OQC检测---->出库
煤化工
煤化工是指以煤为原料,经化学加工使煤转化为 气体、液体和固体燃料以及化学品的过程。主要 包括煤的气化、液化、干馏,以及焦油加工和电 石乙炔化工等。(粗加工有:苯和焦油,细加工 有柴油和其他附属品,主要设备锅炉风机,脱 硫风机,水泵,空压机,推荐 WGQ,WGQH,WLQ,WBB,WDJ,)
煤化工
钢铁冶金行业生产过程流程图总汇
图1 烧结矿生产过程基本流程图2 球团矿生产过程基本流程
图3 高炉炼铁生产过程基本流程
图4 转炉炼钢生产过程基本流程
电炉炼钢生产过程基本流程
图6 型钢生产过程基本流程
图7 线材生产过程基本流程
木业生产工艺流程
资料1: 普通木材刨花板的主要生产工序包括:刨花制 备和贮存、刨花干燥和分选、施胶、板坯铺装、 预压、热压以及后续冷却、截边、砂光等工序。
铅酸蓄电池
拿阀控式密封铅酸蓄电池(VRLA)制造制作 工艺如下: 合金配置---->板栅制造---->机械涂板----> 极板固化干燥---->极板化成---->极板冲洗干燥 ---->极板分片清刷---->包极组----> 极群的焊接---->极群入壳---->电池短路测试 ---->极组对焊串联----> 封盖---->高温固化---->端子焊接---->端子密封 ---->高温固化---->(WDY充放电机)
生产工艺简述

生产工艺简述
1)加料——根据反应釜容积及产品要求,计算盐酸和氢氧化铝的投加量,通过计量仪器加入反应釜中,并开启搅拌仪器和尾气吸收塔;
2)升温——在搅拌条件下,通过蒸汽加热,将温度提升至设定温度后,关闭蒸汽:
3)酸溶反应——盐酸和氢氧化铝在设定温度反应设定的工艺时间;
4)加铝酸钙粉——加入适量水将反应温度降至设定的适合温度后,缓慢加入计算配比的铝酸钙粉,时间约为10-15分钟;
5)高温聚合——加入铝酸钙粉后,反应物料在设定温度条件下反应一定的时间后,聚合成聚氯化铝液体;
6)沉淀池沉降
7)滚筒干燥(或喷雾干燥)->聚合氯化铝
喷雾聚合氯化铝与滚筒的不同
喷雾聚合氯化铝与滚筒在生产工艺上主要是最后干燥过滤的环节不一样,喷雾聚合氯化铝使用喷雾塔干燥,具有产品颗粒小,入水晚溶解,沉淀效果快等特点,。
生产工艺详细介绍

车间生产工艺详细介绍1、概述本公司现有热加工和冷加工两大总工艺,其中热加工包括火焰下料和焊接;冷加工主要包括车削加工、铣削加工、镗削加工和钳工,以及电火花线切割加工。
一般工艺路线为:2、详细介绍2.1焊接工艺2.1.1焊接方法a、下列焊缝一般采用手工焊:强度要求不高且板厚δ>3mm的炭钢板材;b、下列焊缝一般采用钨极氩弧焊:板厚δ<3mm的炭钢板材、不锈钢及铝材;c、下列焊缝一般采用熔化极CO2气体保护焊:强度要求高且板厚δ>3mm的炭钢板材。
2.1.2焊接材料a、根据产品图纸或规定选用相应的焊接材料。
b、焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。
2.1.3 焊接环境a、焊接环境出现下列任一情况时,须采取有效防护措施,否则禁止施焊:风速大于10m/s;相对湿度大于90%;雨、雪环境;焊件温度低于-20℃。
b、不锈钢、有色金属容器应有与钢制产品隔离的专用的焊接场地,地面应铺设橡胶等软垫,保持环境清洁。
c、当焊件温度为0℃时,应在施焊处100mm 范围内预热到15℃左右。
有预热要求时,应不低于预热温度。
2.2火焰下料工艺2.2.1火焰下料板厚范围为2—120mm,主要板材材料有Q235A、Q345B、WNM400A;2.2.2火焰下料气体为氧—乙炔,氧气要求纯度为99.5%,瓶内最高压力不能超过15MPa;2.2.3火焰下料的切割机理为预热燃烧吹渣过程;2.2.4该设备的最大加工能力为7×4m。
2.3车削加工工艺2.3.1本公司的主要车削加工设备有两台CA6140、一台CW6263D和一台简式数字控制车床,最大加工工件直径为630mm;最高加工精度:数控车床0.001,普通车床0.02;2.3.2车间主要加工材料有Q235、Q345、45#、40Cr,没有难加工材料;2.3.3车削刀具材料主要有高速钢和硬质合金,硬质合金材料为YT15;2.4 铣削加工工艺2.4.1本公司主要铣削加工设备有两台立式铣床、一台卧式铣床和一台龙门铣床,立式铣床工作台最大行程920×400;2.4.2车间主要加工材料有Q235、Q345、45#、40Cr,没有难加工材料;2.4.3本公司的铣床主要用于铣外形和焊接件坡口,没有高精度加工工件;2.4.4铣床刀具主要有立铣刀和盘铣刀;2.4.5本公司的龙门铣床最大行程为15米,为公司的重点设备。