企业生产工艺流程图
生产工艺流程图模板

生产工艺流程图模板生产工艺流程图是一种图形化展示生产过程中各个环节和流程的文档,它可以帮助我们直观地了解生产过程的顺序和关联,以及每个环节和流程的具体要求和执行步骤。
下面是一个生产工艺流程图的模板,用于展示一个产品从原材料到成品的完整生产工艺流程。
1. 准备阶段:- 获取原材料:列出所需原材料的名称和数量,以及获取原材料的渠道。
- 运输原材料:说明原材料的运输方式和所需时间,以及将原材料运输到生产车间的具体流程。
- 储存原材料:描述将原材料存放在何处,以及原材料的储存条件和期限。
2. 加工阶段:- 加工步骤1:详细说明第一道工序的加工步骤,涉及的材料和工具,以及所需时间和操作要求。
- 加工步骤2:重复上述步骤,对所有工序进行描述,直到最后一个工序。
- 质量检验:说明每个工序完成后如何进行质量检验,以确保产品符合质量要求。
- 故障处理:指出如果在加工过程中发生故障或出现问题时,应采取哪些措施进行处理。
3. 装配阶段:- 零部件准备:说明在装配阶段中需要使用的零部件和数量,以及如何获取和储存这些零部件。
- 装配步骤1:详细描述第一道装配步骤,包括所需零部件和工具,以及操作要求和所需时间。
- 装配步骤2:重复上述步骤,对所有装配步骤进行描述,直到最后一个步骤。
- 完成装配:说明在装配完成后如何进行质量检验,以保证最终产品的质量。
4. 测试阶段:- 功能测试:列出对产品进行的功能测试项目和要求,以及测试所需的测试设备和时间。
- 安全性测试:说明产品安全性测试的内容和要求,以及测试所需的设备和时间。
- 可靠性测试:描述对产品进行的可靠性测试项目和要求,以及测试所需的设备和时间。
5. 包装和出厂:- 包装方式:指明产品的包装方式和包装材料,以及包装的具体步骤和要求。
- 标签和标记:说明在包装过程中如何对产品进行标签和标记,以及标签和标记的内容和要求。
- 出厂检验:详细描述产品出厂前的最后一道质量检验项目和要求,以确保出厂产品的质量。
(完整版)注塑生产工艺流程图
(完整版)注塑生产工艺流程图 1 / 1
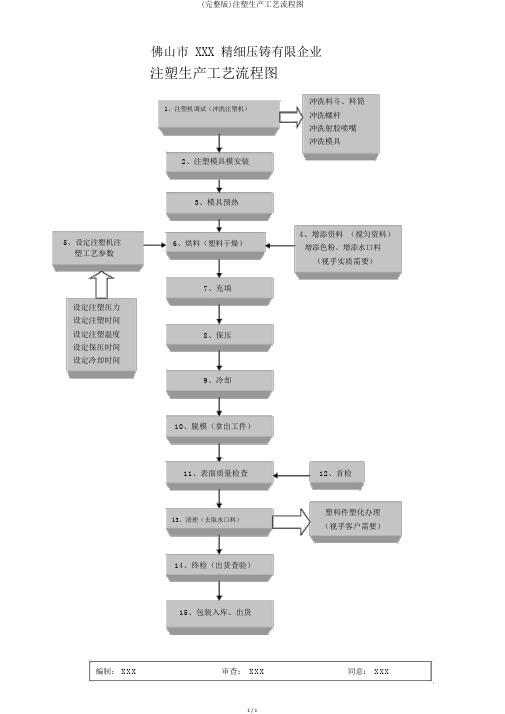
佛山市 XXX 精细压铸有限企业
注塑生产工艺流程图
冲洗料斗、料筒 1、注塑机调试(冲洗注塑机)
冲洗螺杆
冲洗射胶喷嘴
冲洗模具
2、注塑模具模安装
3、模具预热
4、增添资料 (搅匀资料)
5、设定注塑机注
塑工艺参数
设定注塑压力
设定注塑时间
设定注塑温度
设定保压时间 设定冷却时间 6、烘料(塑料干燥) 7、充填 8、保压
9、冷却 增添色粉、增添水口料 (视乎实质需要)
10、脱模(拿出工件)
11、表面质量检查 12、首检
塑料件塑化办理 13、清理(去取水口料)
(视乎客户需要)
14、终检(出货查验)
15、包装入库、出货
编制: XXX 审查: XXX 同意: XXX。
生产工艺流程图
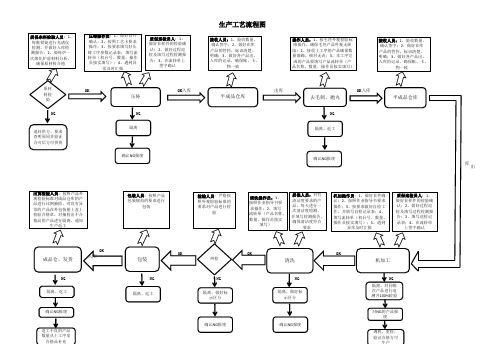
机加操作员:1、做好首件确 认;2、按照作业指导书要求 操作;3、按要求做好自检工 作,并填写自检记录表;4、 填写流转单(机台号、数量、 操作员按实填写);5、遇到 异常及时汇报
质保巡检员人:1、 做好首样件的检验确 认;2、做好过程巡 检及填写过程检测报 告;3、填写巡检记 录表;4、在流转单 上签字确认
原材 料检 验
OK 压铸
OK入库
出库
OK入库
半成品仓库
去毛刺、抛丸
NG
隔离、返工
半成品仓库
NG
NG
隔离
退回供方、要求 查明原因并验证 合可后方可供货
确认NG报废
确认NG报废
出 库
出货检验人员:按照产品外 观检验标准对成品仓库的产 品进行比例抽检,对没有异 常的产品在外包装箱上盖上 检验合格章,对抽检出不合 格品的产品进行隔离,通知 生产返工
生产工艺流程图
质保来料检验人员:1、 每批铝锭进行光谱仪 检测,并做好入库检 测报告;2、做每炉一 次熔化炉前材料分析, 确保原材料合格 压铸操作员:1、做好首件 确认;2、按照工艺卡要求 操作;3、按要求填写好压 铸工序参数记录表;填写流 转单(机台号、数量、操作 员按实填写);4、遇到异 常及时汇报 质保巡检员人:1、 做好首样件的检验确 认;2、做好过程巡 检及填写过程检测报 告;3、在流转单上 签字确认 接收人员:1、验收数量, 确认签字;2、做好在库 产品的管控,标识清楚、 明确;3、做好各产品出、 入库的记录,确保帐、卡、 物一致 操作人员:1、按毛坯外观检验标 准操作,确保毛坯产品外观无缺 陷;2、接收上工序的产品确保数 量准确、核对无误;3、本工序完 成的产品要填写产品流转单(产 品名称、数量、操作员按实填写) 接收人员:1、验收数量, 确认签字;2、做好在库 产品的管控,标识清楚、 明确;3、做好各产品出、 入库的记录,确保帐、卡、 物一致
生产工艺流程图及简述
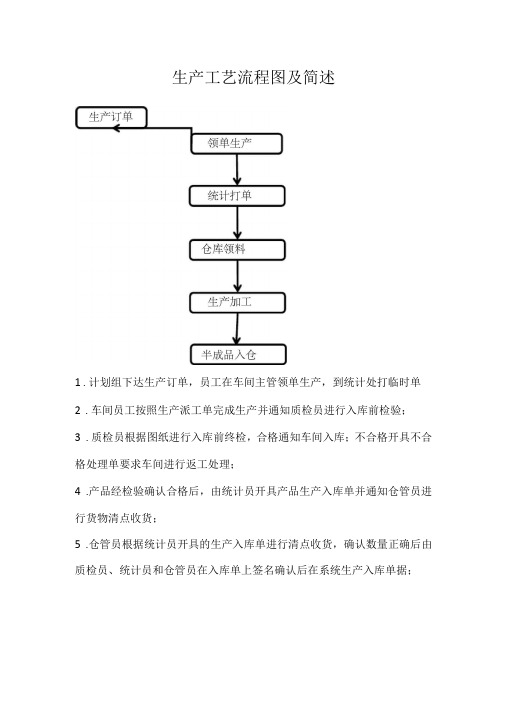
生产工艺流程图及简述
1.计划组下达生产订单,员工在车间主管领单生产,到统计处打临时单
2.车间员工按照生产派工单完成生产并通知质检员进行入库前检验;
3.质检员根据图纸进行入库前终检,合格通知车间入库;不合格开具不合格处理单要求车间进行返工处理;
4.产品经检验确认合格后,由统计员开具产品生产入库单并通知仓管员进行货物清点收货;
5.仓管员根据统计员开具的生产入库单进行清点收货,确认数量正确后由质检员、统计员和仓管员在入库单上签名确认后在系统生产入库单据;
委托方提供资料人员签字:接受资料人员签字:年月日。
生产工艺流程图和工艺说明

生产工艺流程图及工艺说明(一)、原料的接收 1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。
2 、包装原料的接收:分为人工搬运和机械接收两种。
3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。
(二)、原料的贮存饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。
主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。
(三)、原料的清理饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。
饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。
(四)、原料的粉碎饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。
按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。
按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。
1 、一次粉碎工艺:是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。
2 、二次粉碎工艺有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉碎工艺。
( 1 )单一循环二次粉碎工艺用一台粉碎机将物料粉碎后进行筛分,筛上物再回流到原来的粉碎机再次进行粉碎。
( 2 )阶段二次粉碎工艺该工艺的基本设置是采用两台筛片不同的粉碎机,两粉碎机上各设一道分级筛,将物料先经第一道筛筛理,符合粒度要求的筛下物直接进行混合机,筛上物进入第一台粉碎机,粉碎的物料再进入分级筛进行筛理。
生产工艺流程图

生产工艺流程图
图4-1 企业生产工艺流程图
1.采购合格的原料;
2.检验称重入库;
3.按销售计划制定的生产计划进行领料;
4.按倍尺锯料;
5.称重,由行车吊至进料台架依次送入加热炉;
6.加热至1260---1280由出料机将料推出经辊道至穿孔机斜蓖条;
7.进入穿孔机受料槽由推钢机推入穿孔机进而穿孔;
8.穿孔后的毛管由翻料装置送至轧机斜蓖条进入轧机;
9.轧出荒管经辊道进入微张减;
10.由微张减进入链式冷床;
11.冷床前取样检验;
12.在冷床自然冷却后进入矫直机;
13.矫直后进行切头切尾,由锯床完成本工序;
14.切完头尾进入探伤机和检验台架进行逐支检验;
15.合格品喷标;
16.打捆;
17.称重;
18.入合格品仓库。
备注:a.经修应返切仍能达到合格标准的仍按合格处理;b.经修应返切仍不合格但能达到二级管标准入二级管库区;c.达不到二级管入废品仓库。
注明:由于本项目只对加热炉进行改造,生产工艺其他设备设施未做更改。
生产工艺流程图没有变化。
生产工艺及流程图

消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。
工艺流程设计-流程图

CW0401——32x3.5A1A—C H
2023/11/2
(五)管道仪表流程图
管道的公称压力 PG1310-300 A1A-H
管道材质类别 顺序号
代号 A B C
D
管道材质编号
材料名称 铸铁
代号 E
碳钢
F
普通低合金钢
G
合金钢
H
材料名称 不锈钢 有色金属 非金属
衬里及内腐蚀
2023/11/2
2023/11/2
(a)管道相连
(b)管道交叉
(二)工艺流程图的阅读
进
出
表示管道与其他图纸有关,一般在图的左方或右方,在空心 箭头内注明与其相关图纸的图号或序号,在其上方注明来或 去的设备位号或管道号或仪表位号。
2023/11/2
(二)工艺流程图的阅读
• 2.4 工艺流程图中阀门、管件图例
截止阀
管道仪表流程图的标注
2.管道的标注
(1)管道编号对象 所有的管道均要标注管道号。但下列情况除外: ①随设备、机械一起加工和配置的管道。 ②设备管口与设备管口直连,中间不需加短管者。
2023/11/2
(五)管道仪表流程图
③设备管口上直接接阀门、盲板等无管道连接的接管口。 ④管道上的放空管、导淋管。 ⑤设备上、机械上、管道上的伴热管和夹套。 ⑥控制阀的旁路管、切换使用的小型管件或阀组的相同 备用(或旁路)管。 ⑦仪表管线。
闸阀
球阀
直流截止阀
螺纹管帽 管端盲板
管帽
法兰连接 管端法兰(盖) 鹤管
三通截止阀
2023/11/2
三通球阀
四通球阀
四通旋塞阀
(二)工艺流程图的阅读
截止阀
制药企业工艺流程图
制药企业工艺流程图1. 原料采购:从可靠的供应商处采购各种原料,如药物成分、原料药、添加剂等。
2. 原料检验:对采购的原料进行严格的检验,确保符合药品生产的质量要求。
3. 原料准备:对通过检验的原料进行必要的准备处理,如筛选、清洗、粉碎等。
4. 混合制备:将各种原料按配方比例混合,形成药物成分的混合物。
5. 反应制备:按照工艺要求进行各种反应制备,制备出原料药或中间体。
6. 加工制备:对反应制得的产物进行必要的加工,如结晶、干燥、研磨等。
7. 成品制备:将原料药按照配方要求进行成品制备,形成最终的制剂。
8. 包装:将制得的最终制剂进行包装,标注相关信息并进行最终质检。
9. 库存管理:对成品制剂进行库存管理,确保产品的质量和供应的充足性。
10. 质量控制:在整个生产过程中,对产品进行严格的质量控制,确保药品符合国家相关标准。
以上流程便是制药企业的工艺流程图,贯穿整个生产线,确保产品质量和产能的实现。
制药企业的工艺流程图是一个复杂而有序的系统,它涵盖了从原料采购到最终产品包装的整个生产过程。
在每一个环节都进行着严格的质量控制,确保产品的安全、有效性和质量。
下面将详细介绍制药企业工艺流程图中各个环节的相关内容。
原料采购环节是制药企业生产的第一步,原料的质量和来源直接影响着整个产品的质量。
因此,企业需要选择可靠的原料供应商和严格的原料采购标准,确保原料的纯度、稳定性和安全性。
采购的原料主要包括药物成分、原料药、添加剂等。
企业需要建立完善的原料采购管理系统,对原料进行严格的甄别和检验,排除质量不合格的原料。
原料检验环节是保证产品质量的重要环节之一。
对采购的原料进行严格的检验,包括外观检查、理化性质检测、微生物检验等,确保原料符合药品生产的质量要求。
同时,对原料进行严格的抽样检验和记录,确保原料质量数据可溯源。
原料准备环节是将通过检验的原料进行必要的准备处理,包括筛选、清洗、粉碎等。
这一环节的目的是为了使原料能够更好地投入到下一步的生产过程中,确保生产设备的正常运行和产品质量的稳定。
生产工艺流程图和工艺说明

生产工艺流程图和工艺说明Last updated on the afternoon of January 3, 2021生产艺说明种。
3料厂的料仓有筒仓和房式仓两种。
主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。
(三)、原料的清理饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。
饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。
(四)、原料的粉碎饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。
按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。
按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。
1、一次粉碎工艺:是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。
2、二次粉碎工艺有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉碎工艺。
(1)单一循环二次粉碎工艺用一台粉碎机将物料粉碎后进行筛分,筛上物再回流到原来的粉碎机再次进行粉碎。
(2)阶段二次粉碎工艺该工艺的基本设置是采用两台筛片不同的粉碎机,两粉碎机上各设一道分级筛,将物料先经第一道筛筛理,符合粒度要求的筛下物直接进行混合机,筛上物进入第一台粉碎机,粉碎的物料再进入分级筛进行筛理。
符合粒度要求的物料进入混合机,其余的筛上物进入第二台粉碎机粉碎,粉碎后进入混合机。
(3)组合二次粉碎工艺该工艺是在两次粉碎中采用不同类型的粉碎机,第一次采用对辊式粉碎机,经分级筛筛理后,筛下物进入混合机,筛上物进入锤片式粉碎机进行第二次粉碎。
企业生产泵产品主要工艺流程图
企业生产泵产品主要工艺流程图
第页共页
企业申请填写内容企业Βιβλιοθήκη 称填写日期产品单元
工艺流程图(企业填写)
现场核查后填写内容
审查组核查确认
经核查,该企业生产产品上述生产工艺流程描述与实际相符,企业对关键工序、质量控制点、特殊过程进行了识别,审查组予以确认
注:1.如产品单元生产工艺不同均应分别绘制;
2.如采用非典型工艺的企业,应提交采用费典型工艺的说明:明示所采用的工艺流程、设备工装、加工制作方法等情况,陈述与典型工艺的主要差异(如有)。
(2020)生产工艺流程图
生产工艺流程图酱油生产工艺流程图一.主要设备:锅炉、夹层锅、冷却罐、灌装机、封盖机二.原料:发酵原油、食糖、食盐、味精、水、焦糖色、山梨酸钾三.工艺流程购、验内包装购、验添加剂购、验发酵原油输入自来水购、验外包装内包装库存添加剂库储存原料仓贮存外包装库存清洗/消毒加热/调配冷却装瓶封口/加盖灯检贴标/打日期装箱/打外包装成品仓库储存运输出口四.酱油生产工艺描述:1.验发酵原油:本厂在实施采购发酵原油时,必须派品检员、采购员到发酵原油生产厂进行实地考察评估。
确认生产厂卫生、设备设施是否符要求,原料是否符合本厂品质要求后才决定采购事宜。
经评估可实施采购的供应商,每季度提供原料及内包装材料各一份区(县)级卫生防疫站出具的《卫生检测报告》且符合国家卫生标准,每批来料到厂后,按“原料验收规程”及时抽样检验确认其品质是否符合本厂要求,合格的入库,不合格的退货。
2.原料仓库储存:发酵原油到厂经检验合格放原料仓储存。
由于发酵原油进厂前经加热杀菌,盐度在15%以上,所以只需常温保存,但避免阳光直射,保质期有半年。
3.购、验外包装料:外包装料主要包括有纸箱,进厂时仓务组长按“辅料验收规程”验收入库。
3.外包装仓库储存:验收合格的外包装料存放入原料仓库。
4.购、验内包装料:内包装料主要有玻璃瓶、塑料罐,采购前要先到供应厂家参观确认其卫生状况是否符合要求,进料时要供应商提供无毒害材料保证函或卫生防疫站的《卫生检测报告》且符合国标。
进厂时仓务组长按“辅料验收规程”验收入库。
5.内包装库储存:验收合格的内包装料摆放在内包装库内储存,6.购、验添加剂:添加剂一部份是通过国内代理商购入,但必须要求代理商提供生产厂商的《卫生许可证》及《卫生检测报告》或保函;进厂时品管组长按“辅料验收规程”验收入库。
7.添加剂库储存:添加剂是常温储存,库内保持干燥通风。
8.加热/调配:调配人员按照配方称量发酵原油、各种辅料和添加剂,然后将外购发酵原油、和水、盐、放到夹层锅里混合,开蒸汽加温至80—85℃,保持该温度20分钟,加入各种辅料和添加剂搅拌均匀。
生产工艺流程图及简述
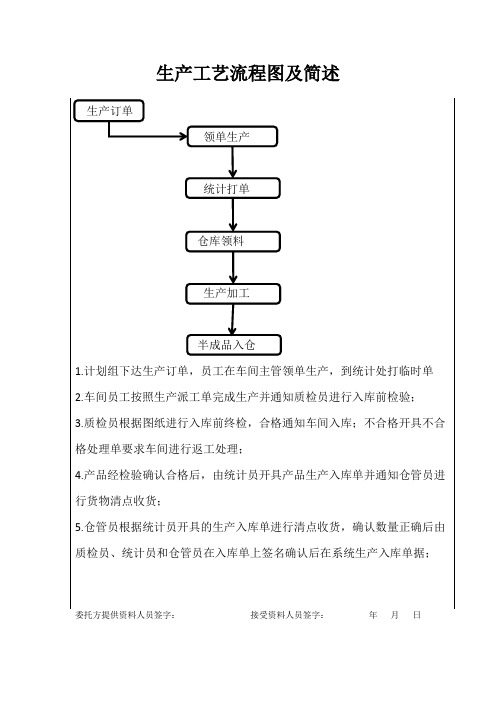
生产订单
领单生产
统计打单仓库Βιβλιοθήκη 料生产加工半成品入仓
1.计划组下达生产订单,员工在车间主管领单生产,到统计处打临时单
2.车间员工按照生产派工单完成生产并通知质检员进行入库前检验;
3.质检员根据图纸进行入库前终检,合格通知车间入库;不合格开具不合格处理单要求车间进行返工处理;
4.产品经检验确认合格后,由统计员开具产品生产入库单并通知仓管员进行货物清点收货;
5.仓管员根据统计员开具的生产入库单进行清点收货,确认数量正确后由质检员、统计员和仓管员在入库单上签名确认后在系统生产入库单据;
委托方提供资料人员签字:接受资料人员签字:年月日