生产企业卷烟小盒密封度检测过程中的改进措施
YB25型卷烟包装机封签胶系统的改进
YB25型卷烟包装机封签胶系统的改进发布时间:2022-05-07T03:04:26.770Z 来源:《科技新时代》2022年2期作者:李波[导读] 本文阐述了YB25型软盒包装机的封胶外溢产品质量问题的处理方法,提出封胶涂胶体系的改进方案,设计出间断性的扇形涂胶功能的胶轮,并配以改进方法后的传统系统使其相位需求得到满足。
改进后封签涂胶系统的涂胶长度实现可控性,其质量问题下降到0%,单月的维护时间减少了146min。
故此,本文主要分析YB25型卷烟包装机封签胶系统的改进措施,仅供参考。
四川中烟有限责任公司西昌卷烟厂李波四川省西昌市615000摘要:本文阐述了YB25型软盒包装机的封胶外溢产品质量问题的处理方法,提出封胶涂胶体系的改进方案,设计出间断性的扇形涂胶功能的胶轮,并配以改进方法后的传统系统使其相位需求得到满足。
改进后封签涂胶系统的涂胶长度实现可控性,其质量问题下降到0%,单月的维护时间减少了146min。
故此,本文主要分析YB25型卷烟包装机封签胶系统的改进措施,仅供参考。
关键词:YB25型卷烟包装机;封签胶系统;改进策略;YB25型卷烟包装机我国卷烟加工包装生产的主要机型,但在具体生产中,此类机型烟包封签位置通常存在着不同程度的溢胶情况,采用常规的调试维护方案也没办法处理此类问题。
所以本文设计出一种新型防溢胶的涂胶设备,但是此类设备的更换时间为8个月/次,每套设备的资金约为十万元,实际生产中具有运行不稳定以及改善成本很高等问题。
1.封签胶系统的工作原理 1.1工艺过程分析YB25型卷烟包装机上边所采用的封签胶系统构成部分有两个,即胶缸系统与传动系统,放在第一个料斗中的第三个封签需采用两个西风轮合理吸取,通过移送、翻转从上到下输送的同时,提供胶轮从第八个胶缸中附带胶液,其在定向翻转中,其余七个胶液被刮去,且胶液在第五个涂胶轮上传递,附带圆状胶液的涂胶轮从上到下输送并接触封签内部表层,产生两道持续不间断及纵向贯通胶痕,确保封签涂胶流程高效完成。
卷烟小盒密封度质量控制分析
卷烟小盒密封度质量控制分析舒云波;黄江华;潘文;马晓伟;窦元春;朱绍胤;郑方;王伟;王娜【摘要】For better monitoring the airtightness of cigarette packets,the airtightness of cigarette packets of all brands and specifications produced by Yuxi Cigarette Factory was generally investigated by an airtightness tester aided by a set of specially designed measuring fixtures. The test results were analyzed with variance analysis and Tukey comparison. The results showed that:1)The airtightness of cigarette packets differed significantly between brands and specifications,the packets could be classified into four categories by their airtightness:<1.0 kPa(Category Ⅳ),1.0 to 2.0 kPa(Category Ⅲ),2.0 to 3.0 kPa(Category Ⅱ)and >3.0 kPa (Category Ⅰ). 2)Airtightness of cigarette packet depended on its packing format,the quality control limits determined via probability analysis were 0.30 and 1.00 kPa for soft and hard packets,respectively. 3)The barrier property of film was the main factor influencing the airtightness of cigarette packets. The quality control limit setting was validated via leakage point experiments,and a standard for the airtightness of cigarette packets was established.%为了评价卷烟小盒包装密封性能,设计了一套特殊规格的小盒密封度测量模具,并利用小盒密封度测试仪对玉溪卷烟厂生产的所有品牌规格卷烟的小盒密封度进行了测量.采用方差分析、Tukey比较等统计方法对测试结果进行分析,结果表明:①不同品牌规格卷烟间的小盒密封度有显著差异,按照密封度小于1.0 kPa(Ⅳ类)、1.0~2.0 kPa(Ⅲ类)、2.0~3.0 kPa(Ⅱ类)、3.0 kPa以上(Ⅰ类)4个梯度,可以将卷烟样品划分为4个类别;②卷烟小盒密封度的差异性与包装方式的不同有关,通过概率分析确定了软包和硬包的质量控制限分别为0.30和1.00 kPa;③小盒包装膜的包覆性能是影响小盒密封度的主要原因,通过漏点实验验证了质量控制限,并制定了小盒密封度质量管控标准.该方法为提高卷烟包装质量控制水平提供了技术参考.【期刊名称】《烟草科技》【年(卷),期】2018(051)002【总页数】6页(P77-81,106)【关键词】卷烟;小盒密封度;负压抽气式;测量模具;包装方式;质量控制限【作者】舒云波;黄江华;潘文;马晓伟;窦元春;朱绍胤;郑方;王伟;王娜【作者单位】红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司工艺质量部,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司工艺质量部,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100;红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118号 653100【正文语种】中文【中图分类】TS411.2卷烟小盒(小包)包装膜的主要作用是对卷烟进行密封和防潮,良好的密封度可以有效防止卷烟长时间储存后烟支香味损失,还可以减少外界温湿度对烟支含水率的影响,减小烟支霉变发生的风险[1-2]。
YB25卷烟小盒包装机封签输送机构的改进

135中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.08 (上)1 封签输送机构YB25卷烟小盒包装机是目前国内软盒包装设备的主流机型,目前,国内卷烟工业企业生产的软盒卷烟包装设备大多在其基础上进行改进,但其封签输送机构传送不稳定,传送精度要求高,故障率普遍较高是此类机型的共性。
封签输送机构的主要工艺目的是为小盒烟包提供合格的打好白乳胶胶线的封签纸。
封签输送机构通过扇型轮将封签库中的封签逐张吸附下来并送到导纸板处,在导纸板处,封签纸被送往第一导纸凸轮和第一压紧轮之间,然后,在第一导纸凸轮YB25卷烟小盒包装机封签输送机构的改进戚亚东,马孝宗,邝紫云(河南中烟工业有限责任公司驻马店卷烟厂,河南 驻马店 463000)摘要:YB25卷烟小盒包装机封签输送机构的主要工艺目的,是为小盒烟包提供合格的打好白乳胶胶线的封签纸,进而在吸风叉和负压吸风的配合下,将打好白乳胶胶线的封签纸输送到指定工位。
为了达到这一工艺目的,封签输送机构需要在相位上同主机传动相互配合,在主机将烟包输送到4轮出口时,及时通过吸风叉将打好白乳胶胶线的封签纸送达工作工位。
但是,在设备实际运行中,经常发生封签纸在输送过程中出现堵塞、粘贴歪斜和窜头的故障现象,严重影响设备整体运行效率和产品质量。
通过分析研究发,现封签纸输送故障主要是在第一压紧轮支座的导向圆弧面入口处以及封签纸上胶后的第二、第三导纸轮与相应滚轮输送时产生的。
为了解决这一问题,决定对第一压紧轮支座的导向圆弧面、第二、第三导纸轮进行改进:首先,将第一压紧轮支座的导向圆弧面从结构上分为导向面与非接触面两个区域,既保留中间部位作为导向面,又将两边进行加工构成两个非接触区域,减少与封签的接触。
封签纸在作90度转向输送时,既保证封签顺利交接,又减少两侧封签与导向圆弧面的接触摩擦力;其次,将第二、第三导纸轮由线接触改为面接触,增加输送轮与封签纸的摩擦力,提高传动的平稳性。
“质量控制与管理:2023年烤烟生产中的质量问题分析与改进措施。”

“质量控制与管理:2023年烤烟生产中的质量问题分析与改进措施。
”。
随着科技的不断进步和人们生活水平的不断提高,越来越多的人开始对生活品质提出更高的要求。
对于烟草行业来说,烟草的质量不仅直接关系到消费者的健康,也极大地影响着企业的形象和经济效益。
因此,随着时间的推移,烟草企业面临的挑战也在逐渐增多,而如何提高烤烟生产的质量则成为了企业需要重点思考和解决的问题之一。
一、当前烤烟生产存在的质量问题目前,烤烟生产中存在着多种质量问题。
由于自然因素和农民种植技术的不足,烤烟产生了很多的病虫害,对烟草资产造成了严重的损失。
由于生产工艺和加工环节上的问题,烟草中残留的农药和重金属超标现象严重,不仅影响着烟草的健康价值,也违反了消费者权益保护的原则。
由于缺乏有效的质量管理手段和体系,企业之间的质量监管和品质竞争出现了明显的失衡,导致高质量烟草的市场供不应求,而低质量的烤烟却满街流行。
二、质量问题改进的措施在面临质量问题的同时,我们也应该寻找有效的改进方法。
针对当前烤烟生产中存在的主要问题,我们制定了如下的改进措施:1.加强烟草种植管理,采用更先进的技术,防治病虫害,避免损失。
鼓励农民加入到种植合作社中,提高农民的生产意识和管理水平,加强对种植环境的监管和治理,确保烟草的质量。
2.开展农药和重金属的残留监测与控制工作。
完善质量检测机构和工具,制定从采收到加工的全程质量管理方案,加强对农药使用的监督和管理,确保烟草中的农药和重金属含量符合标准。
3.加强质量管理手段和体系的建设。
建立烤烟质量管理体系,通过标准化、规范化的生产和品管过程,提高烤烟的质量水平。
在品质的监督和改进上,我们需要注重质量管理和技术服务,通过技术支持和专业培训,加强员工的品质意识和专业知识,不断提升企业的整体质量水平。
4.推进烤烟行业的数字化转型。
通过物联网、云计算、大数据等新技术的应用,实现烤烟生产和品质监控过程中的可追溯、可控制、可预测和自动化。
密封性能测试与改进研究

密封性能测试与改进研究随着科技的发展,密封技术得到广泛应用,尤其在工业生产中扮演着重要的角色。
因此,密封性能的测试和改进成为确保设备安全运转的关键环节。
本文将从测试方法、问题分析和改进措施等方面探讨密封性能的相关问题。
一、密封性能的测试方法1.静态压力测试:通过对密封件在静止状态下施加一定压力,观察是否有泄漏现象来评估其密封性能。
常见的测试方法有压力变化测试、泄漏率测试等。
2.动态测试:模拟密封件在实际工作条件下的动态应力和变形情况,可以更真实地评估其耐久性和可靠性。
常见的测试方法有循环压缩测试、剪切实验等。
3.介质测试:不同的介质对密封的要求也不同,因此需要根据具体情况进行相应的介质测试。
常见的介质包括气体、液体和粉尘等。
二、问题分析与改进1.材料选择:密封性能往往与材料的选择密切相关。
因此,需要根据不同工作环境的要求选择合适的密封材料。
例如,在高温环境下,应选择耐高温材料,以提高密封效果。
2.密封设计:合理的密封设计可以减少泄漏的可能性,提高密封性能。
例如,在连接点处使用O型密封圈,可以有效防止泄露。
3.工艺控制:密封性能的测试需要严格的工艺控制,包括加工精度、密封件的安装以及紧固力的控制等方面。
只有在严格控制各个环节的条件下,才能保证测试结果的准确性和可靠性。
4.密封性能的监测与维护:密封件在使用一段时间后,由于磨损、老化等原因,其密封性能会发生变化。
因此,需要定期监测并进行维护,包括更换密封件、润滑剂等,以确保设备的正常运行。
三、案例研究某化工厂的密封件问题一直困扰着生产效率。
经过对该问题的分析,发现主要存在以下两个原因:一是材料的选择不当,以及密封件在安装过程中的损坏;二是由于化工过程中温度变化大,密封性能无法满足要求。
在进行测试时,该厂采用动态测试方法,模拟了实际工作条件下的压力和温度变化。
通过测试,发现密封件在高温时出现泄漏现象,导致设备停机,造成一定的生产损失。
针对以上问题,该厂采取了改进措施。
烟包小盒盖缝过大原因分析及解决措施
验交流 Experience烟包小盒盖缝过大原因分析 及解决措施文一济南泉永印务有限公司房效永山东鲁烟莱州印务有限公司马广省山东中烟工业有限责任公司技术中心王炳峰烟包印刷企业时常会接到烟厂 关于烟包上机包装适用性差问题的反馈。
烟包小盒包装成型后盖缝过 大就是问题之一,造成此种现象的 原因很多,笔者现就所经历的其中一种与业内同行进行交流。
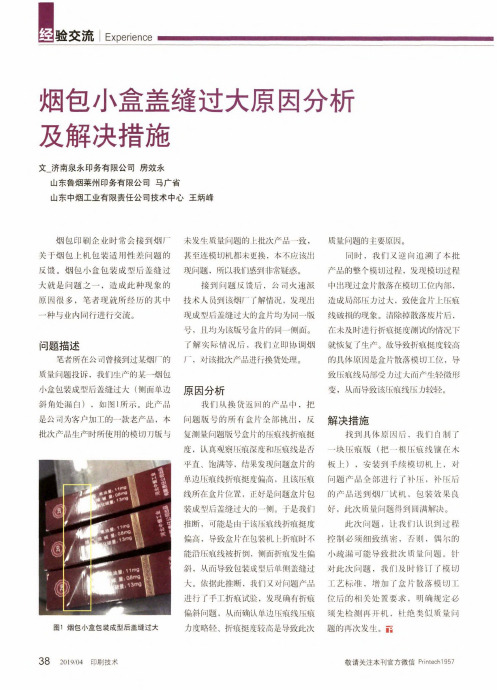
问题描述笔者所在公司曾接到过某烟厂的 质量问题投诉,我们生产的某一烟包小盒包装成型后盖缝过大(侧面单边斜角处漏白),如图1所示。
此产品 是公司为客户加工的一款老产品,本 批次产品生产时所使用的模切刀版与图1烟包小盒包装成型后盖缝过大未发生质量问题的上批次产品一致, 甚至连模切机都未更换,本不应该出 现问题,所以我们感到非常疑惑。
接到问题反馈后,公司火速派技术人员到该烟厂了解情况,发现出 现成型后盖缝过大的盒片均为同一版 号,且均为该版号盒片的同一侧面。
了解实际情况后,我们立即协调烟 厂,对该批次产品进行换货处理。
原因分析我们从换货返回的产品中,把 问题版号的所有盒片全部挑出,反复测量问题版号盒片的压痕线折痕挺度,认真观察压痕深度和压痕线是否 平直、饱满等,结果发现问题盒片的单边压痕线折痕挺度偏高,且该压痕线所在盒片位置,正好是问题盒片包 装成型后盖缝过大的一侧。
于是我们 推断,可能是由于该压痕线折痕挺度偏高,导致盒片在包装机上折痕时不 能沿压痕线被折倒,侧面折痕发生偏 斜,从而导致包装成型后单侧盖缝过大。
依据此推断,我们又对问题产品 进行了手工折痕试验,发现确有折痕偏斜问题.从而确认单边压痕线压痕力度略轻、折痕挺度较高是导致此次 质量问题的主要原因。
同时,我们又逆向追溯了本批 产品的整个模切过程,发现模切过程中出现过盒片散落在模切工位内部,造成局部压力过大,致使盒片上压痕 线破损的现象。
清除掉散落废片后, 在未及时进行折痕挺度测试的情况下就恢复了生产。
故导致折痕挺度较高 的具体原因是盒片散落模切工位,导致压痕线局部受力过大而产生轻微形变,从而导致该压痕线压力较轻。
降低小盒外观质量缺陷烟包漏检频次
降低小盒外观质量缺陷烟包漏检频次作者:黄超张伟锋姚养峰来源:《中国科技博览》2018年第04期[摘要]保证烟包小盒外观质量合格一直是各卷烟厂生产部门的重点工作之一,卷包车间尽力做好生产合格烟包的同时,在YB25软包机输出通道上安装CCD成像检测器,通过该机构完成烟包外观质量的检测。
CCD成像检测器在正常生产过程中,如果出现死机、停机问题,无法检测出质量缺陷烟包,随后流入市场,带来的负面影响不可估量。
本文通过改进CCD成像检测器PLC控制程序,以及改变“跑道满”检测点位置,从而消除CCD成像检测器漏检烟包现象,降低小盒外观质量缺陷漏检频次。
[关键词]CCD成像检测器;外观质量缺陷;漏检频次中图分类号:S386 文献标识码:A 文章编号:1009-914X(2018)04-0248-01一、统计分析通过对质量缺陷烟包情况统计发现:缺陷烟包23包/月,其中封签偏斜7包、盒皮底角折叠错位6包、铝箔纸折叠不到位5包、透明纸拉带失位3包、其他外观质量缺陷2包。
CCD成像检测器可检测的外观质量缺陷烟包比例高达78%!随后对“CCD检测器死机、停机”维修记录进行统计,统计结果发现:平均每月出现3次CCD检测器停机的问题,停机时长43min/月。
每月共有43min可能会出现外观缺陷烟包漏检的情况,按照ZB25额定运行速度380包/min计算,这43min所生产的16340包烟包中的外观缺陷烟包将会有极大可能流入市场,存在着严重的产品质量隐患。
为消除CCD成像检测器漏检烟包现象,寻找造成漏检原因。
1.1 CCD故障停机后设备不停机1.1.1 CCD成像检测器死机、停机后设备不停机CCD成像检测器因故障停机后,包装机组不停产,经过统计包装机电气维修记录,2015年维修CCD成像检测器停机故障次数达到16次。
维修故障过程中的质检工作全部依靠机台人员人为剔除,大大增加了外观缺陷烟包漏检的概率。
1.1.2 检测相机故障设备不停机检测相机作为CCD成像检测器的“眼睛”,一旦“失明”,检测器将失去发现外观质量缺陷烟包的功能,进而造成漏检,作用至关重要。
烟草包装密封完整性测试解决方案
上海众林机电设备有限公司香烟包装密封完整性测试解决方案包装完整性测试是烟草行业质量保证的一个重要环节,因为泄漏的包装可能会导致有害气体(最常见是氧气、水分)和有害微生物侵入,进而出现黄斑烟(霉变)。
具备包装完整性测试的能力是不可缺少的,以确保产品一致性和完整性。
香烟包装本身具有一定的特殊性,首先,硬盒香烟包装具有内硬外软的特性,软盒香烟包装一旦受压容易爆破。
其次,包装本身的密封是‘脆弱’的。
这将给香烟包装的完整性测试带来挑战。
一方面,完整性测试不能破坏包装;另一方面,必须测出‘脆弱’密封香烟包装可能存在的各种泄漏情况,如末端封口不严、拉丝处泄漏、塑料膜本身有微孔等,并且要保证测试的精度和测试结果可重复。
传统的香烟包装完整性测试方法主要包括目视检测和破坏性测试。
目视检测效率比较低、主观性强。
而破坏性测试,主要是依据烟草标准YCT 140-1998里规定的充气法,该方法测试过程繁琐、干扰因素多、重复性差,并且破坏性测试对原料损耗大,提高了检测成本。
针对香烟包装完整性测试的特殊性,美国PTI开发了一套专用的测试腔体,结合现有的VeriPac 415系统,用于香烟包装的完整性测试。
该系统具有无损、定量、重复性好、客观的特性。
可以适用于不同的包装形式,包括软包、硬包、条状。
VeriPac 415系统采用的ASTM F2338-09测试标准获得FDA认可及推荐。
并且ASTM测试方法是基于VeriPac系统开发的。
真空衰减法原理VeriPac415系统是采用ASTM F2338-09测试标准的真空衰减法测漏原理。
即将香烟包装放入测试腔体中,对测试腔体抽真空,香烟包装内外形成压差,在压差的驱动下,包装内气体通过漏孔进入到测试腔体,真空度传感器监测到测试腔体绝对压力和差压的变化,通过和参考绝压值、参考差压值比较,判定包装是否合格。
可行性研究采用PTI的VeriPac415测试系统,分别对香烟硬包装和软包装的完整性开展了可行性研究。
烟草产品质量改进措施总结

烟草产品质量改进措施总结随着人们对健康的关注度不断提高,烟草行业也面临着巨大的挑战。
为了提高烟草产品的质量和满足消费者的需求,各个烟草企业都在积极探索和实施质量改进措施。
本文将从原材料采购、生产工艺、质量控制和市场反馈等方面综述烟草产品质量改进的经验和措施。
一、原材料采购烟草产品的质量很大程度上取决于原材料的选择和供应链管理。
为了确保烟草产品的质量,企业需要与信誉良好的供应商建立长期合作关系,并要求供应商提供合格的原材料。
此外,企业应加强对原材料的质量检测和监控,确保原材料符合国家标准和企业的需求。
只有选择高质量的原材料,才能生产出高质量的烟草产品。
二、生产工艺生产工艺是影响烟草产品质量的关键因素之一。
在生产过程中,企业需要对各个环节进行严格的控制和管理。
首先,要确保设备的正常运行和维护,及时进行设备修理和更换,避免对产品质量产生负面影响。
其次,要加强对生产工艺的标准化和流程控制,确保每个工序都符合质量要求。
同时,要加强对生产操作员的培训和考核,提高其技能水平和工作质量意识。
通过不断完善和优化生产工艺,可以提高烟草产品的质量水平。
三、质量控制质量控制是确保烟草产品质量的重要手段。
企业应建立健全的质量管理体系,包括与ISO9000等国际质量管理体系认证相符合的质量控制要求。
通过制定并执行质量控制标准和流程,可以对烟草产品进行全面的质量监控和管理,及时发现和解决质量问题。
此外,企业还应建立合理的质量指标体系,通过对每批产品进行严格的抽样检验和测试,确保产品质量的稳定性和可靠性。
只有坚持全面质量控制,才能提供高质量的烟草产品。
四、市场反馈市场反馈是烟草产品质量改进的重要依据。
企业应及时关注消费者对产品质量的评价和意见反馈,建立良好的沟通渠道。
通过定期进行市场调研和消费者满意度调查,可以了解消费者的需求和喜好,及时调整产品质量改进的方向和策略。
此外,企业还应关注竞争对手的产品质量情况,进行比较分析和借鉴,以提高自身产品的竞争力。
卷包车间质量问题整改措施

卷包车间质量问题整改措施一、背景介绍卷包车间是烟草生产中的重要环节,其生产质量直接影响到烟草产品的质量和市场竞争力。
然而,在卷包车间生产过程中,常常会出现一些质量问题,如烟卷不合格、品质不稳定等。
为了提高卷包车间的生产质量,我们需要采取一系列整改措施。
二、问题分析在卷包车间生产过程中,常见的质量问题有以下几个方面:1. 烟叶松紧度不一致:这会导致烟条外观不美观,口感不佳。
2. 纸张湿度不稳定:这会导致烟条外观不美观,口感不佳。
3. 卷接技术不良:这会导致烟条外观不美观,口感不佳。
4. 机器故障:这会导致生产效率降低,成本增加。
三、整改措施为了解决以上问题,我们需要采取以下整改措施:1. 加强烟叶管理:对于烟叶松紧度不一致的问题,可以通过加强烟叶管理来解决。
具体措施包括:加强烟叶分类管理,严格按照烟叶质量等级进行分级,确保每个批次的烟叶松紧度一致;加强烟叶储存管理,控制烟叶的湿度和温度,确保其质量稳定。
2. 控制纸张湿度:对于纸张湿度不稳定的问题,可以通过控制纸张湿度来解决。
具体措施包括:加强纸张储存管理,控制纸张的湿度和温度;加强机器维护管理,确保机器正常运行,不会影响纸张的湿度。
3. 提高卷接技术:对于卷接技术不良的问题,可以通过提高卷接技术来解决。
具体措施包括:加强员工培训,提高员工技能水平;优化卷接工艺流程,减少卷接失误率。
4. 加强设备维护管理:对于机器故障问题,可以通过加强设备维护管理来解决。
具体措施包括:建立完善的设备维护计划和记录系统;定期对机器进行检修和保养,确保机器的正常运行。
四、实施步骤为了确保整改措施的有效实施,我们需要按照以下步骤进行:1. 制定整改计划:根据问题分析,制定详细的整改计划,包括整改措施、时间表、责任人等。
2. 加强员工培训:对于提高卷接技术和加强设备维护管理两个方面,需要加强员工培训。
培训内容包括技术操作规范、设备操作规范、设备维护知识等。
3. 实施整改措施:按照整改计划逐项实施整改措施,并对实施效果进行监测和评估。
降低泰山(宏图)小盒外观缺陷频次技术改进

TECHNICS ·APPLICATION技术·应用文 王洪武 陈亚双 季 超降低泰山(宏图)小盒外观缺陷频次技术改进一、设定目标(一)盒装错位泰山(宏图)盒装错位缺陷频次平均为0.0119次,我们决定将泰山(宏图)的盒装错位缺陷频次的目标设定在其他缺陷频次基本不变的情况下,将小盒外观缺陷频次降低到:0.0360-(0.0119-0.006)=0.0301次。
(二)盒装透明折皱泰山(宏图)小透明折皱缺陷频次约为0.0178次,远高于其他牌号的小盒透明折皱缺陷频次。
我们认为将泰山(宏图)小透明折皱缺陷频次降低到0.012次是可行的。
二、原因分析(一)接纸沟定位不准确,导烟辊调整不当接纸沟对输送的商标纸起到承接、定位的作用。
商标纸下落到接纸沟处,推烟杆将商标纸推入到上下导烟轨中间间隙。
技术要求:接纸沟距离导烟辊78±0.5mm,上下导烟辊间的距离保持在22.5±0.5mm。
如果接纸沟上下位置和上下导烟轨间距离调整不正确,会导致商标纸输送不到位,折叠位置发生偏移,进而造成盒装错位。
经过实验,发现在同一机台调整接纸沟及导烟轨位置时,盒装错位的缺陷频次发生了明显的变化。
因此,接纸沟及导烟轨位置为要因。
(二)侧封烙铁不合适如果侧缝烙铁温度过低,会造成小透明侧缝折皱,因此,我们首先查看了侧缝烙铁温度,在设备运行过程中烙铁的温度并非恒定,由于设备运行中存在烙铁温度超限的情况,因此我们将设定温度降低到155℃,并进行抽样检验:每天取样60次,每次取样10条(100盒),连续取样3天,对抽样烟包的盒装透明折皱缺陷频次进行统计。
统计得知,温度降低后盒装透明折皱频次从0.0178次上升到0.182次,因此我们对烙铁侧缝搭口宽度进行了测量。
得到烙铁宽度小于盒装透明侧边搭扣的宽度,会造成折皱现象,并且未接触部分透明纸张紧力差,易出现波纹皱,对盒装透明纸折皱缺陷的发生有巨大影响的结论。
烟盒质量管理工作总结范文
烟盒质量管理工作总结范文
烟盒质量管理工作总结。
烟盒作为烟草产品的包装,其质量管理工作至关重要。
在过去的一段时间里,
我们公司在烟盒质量管理方面取得了一定的成绩,但也暴露出了一些问题。
在此,我对公司烟盒质量管理工作进行总结,提出改进方案,以期提高烟盒质量,满足客户需求。
首先,我们公司在烟盒质量管理方面存在的问题主要包括以下几个方面,一是
原材料采购不够严格,导致烟盒材质不稳定;二是生产过程中存在一些工艺流程不够严谨,导致烟盒印刷质量不稳定;三是包装环节存在一些疏漏,导致烟盒包装不够牢固。
这些问题严重影响了烟盒的质量,也影响了公司的形象和客户满意度。
针对以上问题,我提出了以下改进方案,一是加强原材料采购管理,严格把关
原材料质量,确保烟盒材质稳定;二是优化生产工艺流程,加强对印刷质量的监控,确保烟盒印刷质量稳定;三是加强包装环节的管理,规范包装流程,确保烟盒包装牢固。
同时,我还建议公司加大对员工培训力度,提高员工素质和技能水平,从而提高烟盒质量管理的整体水平。
总的来说,烟盒质量管理工作是一项细致而重要的工作。
我们公司在这方面还
有很多需要改进的地方,但我相信只要我们齐心协力,采取有效的措施,就一定能够提高烟盒质量,满足客户需求,为公司的发展打下坚实的基础。
希望全体员工能够共同努力,为公司的烟盒质量管理工作做出更大的贡献。
烟盒质量管理工作总结

烟盒质量管理工作总结烟盒质量管理工作是烟草行业中至关重要的一环,它直接关系到消费者的健康和安全。
在过去的一段时间里,我们公司在烟盒质量管理方面取得了一些显著的成绩,也遇到了一些挑战。
在此,我将对我们的烟盒质量管理工作进行总结,并提出一些改进的建议。
首先,我们公司在烟盒质量管理方面取得了一些显著的成绩。
我们建立了一套完善的质量管理体系,从原材料采购到生产加工再到产品包装,每一个环节都有严格的质量控制措施。
我们还加强了对员工的培训,提高了他们的质量意识和责任感。
这些措施使得我们的产品质量得到了有效地保障,消费者的满意度也得到了提升。
然而,我们也面临着一些挑战。
首先是原材料的质量问题。
由于原材料的质量参差不齐,我们在生产过程中经常会遇到一些质量问题,这给我们的生产带来了一定的困扰。
其次是人为因素的影响。
有些员工对质量管理工作的重要性认识不够,导致了一些质量问题的发生。
此外,市场监管部门对烟盒质量的监管力度也在不断加大,这对我们的质量管理工作提出了更高的要求。
为了进一步提高我们的烟盒质量管理工作水平,我提出以下几点建议。
首先,我们应该加强对原材料的质量管控,建立起一套完善的原材料采购体系,确保原材料的质量稳定可靠。
其次,我们需要加大对员工的培训力度,提高他们的质量意识和责任感,使其能够更好地参与到质量管理工作中来。
最后,我们应该积极配合市场监管部门的工作,遵守相关法律法规,确保我们的产品质量符合国家标准。
总之,烟盒质量管理工作是一项重要的工作,它关系到消费者的健康和安全。
我们公司在这方面取得了一些成绩,但也面临着一些挑战。
我相信只要我们不断改进和完善我们的质量管理工作,我们一定能够生产出更加优质的产品,为消费者提供更好的服务。
烟盒质量管理工作总结报告

烟盒质量管理工作总结报告烟盒质量管理工作总结报告为了确保烟盒质量达到国家标准,并满足客户的需求,我们制定了一系列的质量管理措施。
在过去的一年中,我们的团队共同努力,取得了一定的成绩。
以下是质量管理工作的总结报告。
首先,我们加强了从供应商到生产线的质量控制。
通过与供应商建立长期稳定的合作关系,我们确保了原材料的质量稳定。
我们还对供应商进行定期的抽查和评估,以确保他们能够符合我们的质量要求。
在生产过程中,我们采用了严格的质量控制流程,每个工序都有相应的质检要求和标准。
我们还建立了质量记录和追溯体系,以便及时发现和解决质量问题。
其次,我们加强了对烟盒产品的抽检和质量监控。
每天我们会从生产线上随机抽取一定数量的样品进行质检。
我们建立了质检报告和统计分析体系,通过分析抽检数据,及时发现生产线上存在的质量问题,并采取相应的纠正措施。
我们还开展了质量教育和培训活动,提高了员工的质量意识和技能水平。
另外,我们加强了与客户的沟通和反馈。
我们定期向客户发送质量反馈调查问卷,以了解他们对我们产品质量的满意度和改进建议。
我们还建立了客户投诉处理机制,对每个投诉进行严格的责任追究和问题解决。
我们认真对待客户的每一次反馈和意见,不断改进产品质量和服务水平。
最后,我们加大了质量管理体系的建设力度。
我们根据ISO9001国际质量管理体系标准,建立了一套完整的质量管理制度和流程。
我们对质量管理人员进行了培训,提高了他们的质量管理能力。
我们还引进了一套质量管理软件,实现了质量管理的信息化和数字化,提高了工作效率和质量管理水平。
总的来说,通过一年的努力,我们的烟盒质量管理工作取得了显著的进展。
我们的产品质量稳定,得到了客户的认可和赞赏。
但是我们也要清醒认识到,质量管理工作是一个持续不断的过程,我们还需要不断完善和改进。
在新的一年里,我们将继续加强质量管理工作,努力提高产品质量和客户满意度。
我们相信,在全体员工的共同努力下,我们的质量管理工作会取得更大的进步!。
浅议提高烟草质检水平的途径
浅议提高烟草质检水平的途径摘要:烟草行业实现高质量发展,必须围绕着“深化提高—精准发力—提质增效”这条主线,落实好降本增效,提升投入产出效率,提高基础管理水平,解决企业管理短板,开展企业管理创新,加强卷烟品牌培育,本文对提高烟草质检水平进行了探讨分析。
关键词:烟草质检;经营管理引言:多年以来烟草行业大力推进精益管理,许多企业基础管理工作有了很大进步,但仍要看到:一些基层企业管理的标准化、制度化、流程化、信息化水平不高;有的基层企业内部协调沟通机制不健全,资源和信息不能有效共享和优化;有的基层企业忽视了基础管理创新,围绕企业基础管理开展的创新活动很少。
这些问题很大程度上影响了企业生产经营的质量和效果。
从提高烟草质检水平入手,加强管理标准化、制度化、流程化、信息化建设,全面查找和消除企业管理中存在的基础性问题,严格管理、严格执行,促进企业管理精益化水平进一步提升。
一、注重设备保障能力建设,突出设备预防产品质量是生产出来的,没有保障有力、运行顺畅的设备,质量将无从谈起。
而如何让中速机组的老设备焕发新活力,确保高效率、高品质运行?如何通过设备轮保真正解决设备深层次问题?我们提出构建以质量为牵引的设备保养模式,通过质量数据采集分析,把质量数据作为设备健康状况评价的重要依据,有针对性地开展设备轮保和技术攻关。
在推进设备轮保的同时,质量管理部门一方面积极参与车间组织的设备周保养工作,及时将每周质量检测和巡检中发现的问题反馈给车间,以及时进行设备调整;另一方面以质量巡检和工艺纪律检查为载体,推动设备间隙保养各项要求落到实处。
二、注重质量隐患排除,突出质量风险防控今年以来,卷烟厂对生产全过程的质量风险进行分析,在进一步强化全员质量管控意识的同时,对当前质量管理的各项措施进行分析,建立分层分级的管控模式,实现全生产过程“质量风险管控+质量隐患管控”的双重预防管理。
以管理能力提升为重点,开展质量风险和质量隐患的分析排查,进一步打破部门壁垒,共建一体化的质量工作协同平台。
卷烟包装机小盒外观检测系统的完善

卷烟包装机小盒外观检测系统的完善发布时间:2022-03-11T07:03:33.268Z 来源:《科技新时代》2022年1期作者:唐文君[导读] 以当前卷烟包烟盒外观检测系统的主要结构作为切入点,综合小盒外观检测期间的相关缺陷落实分析。
改善传统的检测系统,建立在视觉感知技术以及过桥连接技术的基础上,落实原有检测体系的优化。
能够有效实现小盒外观检测的全面性升级,同时自动图像识别技术的加入,也可以有效提升自动检验包装机的运行质量,这对于提升卷烟机械化程度有一定促进作用。
四川中烟有限责任公司西昌卷烟厂唐文君四川省西昌市615000摘要:以当前卷烟包烟盒外观检测系统的主要结构作为切入点,综合小盒外观检测期间的相关缺陷落实分析。
改善传统的检测系统,建立在视觉感知技术以及过桥连接技术的基础上,落实原有检测体系的优化。
能够有效实现小盒外观检测的全面性升级,同时自动图像识别技术的加入,也可以有效提升自动检验包装机的运行质量,这对于提升卷烟机械化程度有一定促进作用。
关键词:卷烟包装机;小盒外观检测;缺陷;系统完善自动化的卷烟包装外观检测系统中存在着部分缺陷,无法能够全方位识别小盒包装中的部分隐藏问题,因此文章以文献分析法以及理论分析法作为主要方式,结合自动化技术以及视觉识别系统进行卷烟包装机外观检测系统的改良,这不仅是本文论述的主要内容,也可以为卷烟行业的机械化发展提供有效保障。
1、卷烟包装机小盒外观检测系统的结构以缺陷分析1.1外观检测系统的基础结构首先从当前既有的卷烟包装机外观检测系统的结构角度来讲,其涉及到了上游机和下游机这两部分,单支的烟卷在上游机经过包装机的自动包装,形成小包烟包,利用皮带传输的方式进入下游机,针对其进行透明纸包装以及条盒包装。
在这个过程中,皮带传输期间需要设置外观检测系统,主要的目的是检测烟包的外观分析是否存在质量缺陷,若存在质量缺陷,将直接联动剔除系统将破损严包剔除[1]。
1.2外观检测缺陷分析综合实际运行情况来讲,烟包放置在运输皮带上进行传输,其中与皮带接触的一面是无法被检测到的,这也就导致部分烟包中存在缺陷疏漏。
烟盒质量管理工作总结范文

烟盒质量管理工作总结范文烟盒质量管理工作总结。
烟盒质量管理工作是烟草行业中至关重要的一环。
只有确保烟盒质量符合标准,才能保证烟草产品的质量和安全。
在过去的一段时间里,我们公司在烟盒质量管理工作上取得了一定的成绩,但也存在一些不足之处。
下面,我将对我们公司烟盒质量管理工作进行总结,以期能够更好地提高烟盒质量,满足消费者的需求。
首先,我们公司在烟盒质量管理工作上取得的成绩主要体现在以下几个方面,一是加强了烟盒原材料的质量控制。
我们建立了完善的原材料采购体系,对每一批原材料进行严格的检验和把关,确保了原材料的质量稳定。
二是优化了烟盒生产工艺流程。
我们对烟盒生产工艺进行了全面的调研和改进,提高了生产效率和产品质量。
三是加强了烟盒质量检验环节。
我们建立了严格的质量检验标准和流程,对每一批产品进行全面检验,确保了产品质量的稳定性。
然而,我们公司在烟盒质量管理工作上还存在一些不足之处,一是烟盒设计不够个性化。
随着市场竞争的加剧,消费者对烟盒的个性化需求越来越高,我们公司在烟盒设计方面还需加大投入,提高设计水平。
二是烟盒包装不够环保。
环保意识日益增强,我们公司在烟盒包装方面还需加大研发力度,推出更环保的包装材料。
三是烟盒质量管理人员素质不够高。
我们公司在烟盒质量管理人员的培训上还需加大力度,提高其素质和技能水平。
为了更好地提高烟盒质量,我们公司将在今后的工作中采取以下措施,一是加大烟盒设计和包装研发力度,提高产品的个性化和环保性。
二是加强烟盒质量管理人员的培训和技能提升,提高其素质和工作水平。
三是加强与供应商的合作,建立长期稳定的合作关系,确保原材料的质量稳定。
总之,烟盒质量管理工作是一项长期而艰巨的任务,需要全体员工的共同努力。
我们相信,在公司领导的正确指导下,我们公司一定能够不断提高烟盒质量,满足消费者的需求,赢得市场的信赖。
卷烟小盒密封性关键因素的影响研究
卷烟小盒密封性关键因素的影响研究发布时间:2022-10-12T03:36:29.892Z 来源:《科学与技术》2022年第11期作者:刘开合[导读] 卷烟包装密封性是反映卷烟包装密封性能的重要参数,也是评价卷烟包装质量的主要指标。
刘开合山东中烟工业有限责任公司滕州卷烟厂山东省枣庄市 277599摘要:卷烟包装密封性是反映卷烟包装密封性能的重要参数,也是评价卷烟包装质量的主要指标。
小盒密封不良会影响卷烟吸食感,降低卷烟的感官品质,甚至缩短卷烟的储存期限。
通过研究影响小盒烟包密封性的热封烙铁温度、热封时间和热封压力等关键因素,对相关设备参数进行调整及工艺改进,提高小盒密封性合格率,全面提升卷烟包装质量。
关键词:卷烟;热封;温度;压力;透明纸引言密封度是反映卷烟包装密封性能的重要参数,也是评价卷烟包装质量的主要指标。
良好的密封性不仅可以有效防止卷烟长时间储存时烟支香味的损失,而且可以减少外界温湿度对烟支含水率的影响。
随着高质量发展的深入推进,烟草行业对卷烟小盒密封度已开展了大量研究,曾学淑等[1]通过消除包装机组封接烙铁的设计缺陷,解决烫痕、起皱等包装问题。
张新恒等[2]通过研制新型卷烟包装密封度测定仪,为评价卷烟外包装质量提供了一种检测方法。
舒云波等[3]设计了一套特殊规格的测量模具方便小盒密封度测量。
但对于卷烟小盒密封性关键因素的影响却鲜有研究。
一、小盒密封性的关键影响因素先进行机器包装和手工包装透明纸小盒密封性对比试验。
抽取软包A牌号卷烟样品20盒,其中10盒作试验组,另外10盒作对比组,分别测试其密封性。
从试验结果分析,手工包装的小盒密封性要优于机器包装,在材料相同情况下,封烫效果取决于烙铁温度、时间和压紧力度。
将密封性差的卷烟小盒进行仔细研究发现影响密封性的主要原因在卷烟小盒上、下2个端面透明纸折叠处。
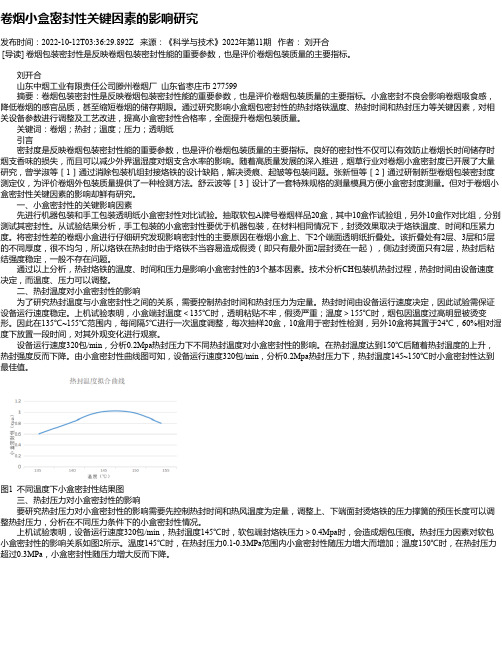
该折叠处有2层、3层和5层的不同厚度,很不均匀,所以烙铁在热封时由于烙铁不当容易造成假烫(即只有最外面2层封烫在一起),侧边封烫面只有2层,热封后粘结强度稳定,一般不存在问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产企业卷烟小盒密封度检测过程中的改进措施摘要:卷烟盒密封防潮是有效防止卷烟霉变的一项主要手段,卷烟盒如果具有良好的密封性,不仅可以有效防止卷烟长时间储存时烟支香味的损失,而且可以减少因外界温湿度变化对烟支含水率的影响,减少霉变发生的风险,延缓烟支外观发生黄斑的几率,延长卷烟的保存时间。
卷烟盒密封度是指用于衡量卷烟盒包装密封性能的参数,内部与大气相通的卷烟盒,在恒定抽气流量的密闭空间中,盒内外产生的稳定压差值。
在判定盒密封度不合格或者盒密封度检测值偏小时,需要查找导致卷烟盒密封度降低的包装泄漏位置。
卷烟盒密封度结果单位为“-kPa”,检测方法是负压抽气-水浸法。
在质量监督检测机构监督抽样检测中,往往在对抽检的卷烟产品进行盒密封度检测后,进行合格判定,并针对判定不合格的产品做泄漏点检测,只表征漏点外置,对漏点漏气量的大小没有一个定量的表述。
生产企业接到结果,往往需要重复检测,查找漏点,根据漏点情况多次调整卷烟包装设备,再多次进行检测,重复调整,费时、费力,同时所需要的样品量较大,造成不必要的浪费。
关键词:负压抽气法-水浸法检测时盒位置漏气量大小的定量引用标准:YC-JY/T 2-2018卷烟小盒密封度及泄漏点的测定负压抽气法-水浸法前言:卷烟盒密封度作为衡量卷烟盒密封性能好坏的一个重要指标,盒泄漏点的查找,漏气量的大小对指导在线生产设备的调整起着至关重要的作用。
盒密封度质量往往与卷烟小盒成型、BOPP膜包装设备上的烙铁外置、烙铁温度强相关。
按照现有的标准进行盒密封度检测时,检测人员往往根据自己的习惯,在检测时,按照自己的习惯对十盒卷烟的盒密封度进行测试,后按标准进行判定,并进行漏点测试,这就导致送检人员无法了解各盒卷烟在条盒中的位置。
漏点检测中只标注了漏点的位置,未对对漏气量的大小进行定量。
在实际生产过程中,针对不合格品生产设备,包装设备维修人员根据盒密封度检测数据进行调整包装设备,从而达到合格标准。
在这个过程中维修人员需要重复的往返检测部门,观察检测时烟包在条盒中的位置,判定不合格品的漏点位置、漏气量大小才能进行设备调整。
在设备调整这个过程中,检测——调整——检测,耗时长,消耗样品多。
依据现有的检测标准进行检测,能进行合格判定,但不能满足实际生产的需要,这就需要在检测标准的基础上,制定适应的操作规程。
在制定相适应的操作规程时,需要关注哪些东西呢?一、查找影响盒密封度的关键指标:首先卷烟小盒成型的好坏直接与BOPP膜包装好坏直接相关,对卷烟盒密封度的好坏有着直接相关性,在盒密封度检测过程中,应该怎样判定小盒密封度质量好坏是因为小盒成型度导致,经过多年的检测,发现检测过程中,如果小盒密封度质量总体向好,中间有一盒或者两盒的小盒密封度质量出现离群数据。
通过目测就会发现,盒密封度质量较差的这一盒或两盒,往往都是小盒成型较差。
如果所检测的十盒卷烟盒密封度检测值均达不到合格标准,这就表示要么小盒成型存在问题,要么油封机的烙铁位置不到位,存在故障。
针对日常生产中的产品,硬盒包装机向油封机提供的小盒,均为盒成型较好的产品。
因此小盒成型度的好坏对盒密封度影响较小。
针对小盒BOPP膜各位置(见图1、图2)图1 图2不同卷烟BOPP膜包装机型烙铁位置和烙铁数量均有较大的差异,BOPP膜粘贴方式也有较大的差异,本文以GDX2硬盒包装机组的CH油封机为例:CH油封机工作方式见图3。
图3图中3和4处各有一个烙铁,负责小盒侧面(图2中的f)的烫封,如果烙铁外置出现偏差或者烙铁温度出现偏差就会导致小盒BOPP膜侧面粘贴不牢,出现漏气现象;在6处前后各有两个烙铁,负责小盒两端(图1中的a、b和图2中的c、d)的烫封,如果烙铁位置出现偏差或者非平行状态时,就会导致端面BOPP膜粘贴不牢,出现漏气现象。
因此在小盒密封度泄漏点的检测过程中,漏点位置对后续设备调整有较大的影响。
通过几年的经验积累,发现卷烟小盒密封度检测中,判定为不合格的产品在很多时候会存在一定的规律性,在确认小盒位置的情况下,往往会出现上层烟包的小盒密封度比下层烟包的小盒密封度好或者差(如图4);靠近条盒烙铁位置的烟包小盒密封度质量会比其它烟包质量差等现象。
检测标准未对样品在小盒密封度检测中的顺序有强制要求,因此随检测人员的变化,根据各个检测人员的习惯,各个样品出现不合格的位置会有所不同。
因此确定一个大家都可以接受检测顺序,会对后期的分析和检测起到一个很重要的作用。
图4二、卷烟小盒密封度检测操作规程(一)适用范围适用于昭通卷烟厂质量监督检测站卷烟盒密封度的测试(二)规范性引用文件下列文件对本文件的应用是必不可少。
引用文件其最新版本(包括所有的修改单)适用于本文件。
1:GB/T 5606.1 卷烟;第1部分:抽样; 2:GB/T 8170 数值修约规则与极限数值的表示和判;3:YQ-JY/T 2 卷烟:小盒密封度及泄漏点的测定:负压抽气-水浸法。
(三)使用设备技术要求压力测量范围:0 KPa~5 KPa;测量速度:30秒/包;压力分辨率:0.01 KPa;压力精度:±0.015 Kpa;流量设置范围:(200±30)ml/min;流量分辨率:1 ml/min ;流量精度:±5 ml/min(四)操作规程1.样品的制备:测试的实验室样品不需要进行温湿度调节,实验室样品必须保证是完好的未进行盒包装分检的条包样品。
待测前,将实验室样品(一条,10盒)从条盒中取出,按照条盒中卷烟摆放的位置进行摆放,商标汉字面朝上,对样品进行标注:检测时以汉字面为上层,从左向右标注为上1,上2,上3,上4,上5,剩下的5盒样品为下层,从左向右标注为下1,下2,下3,下4,下5。
2.盒密封度测试:按照Q/YNZY.J04.158《卷烟盒密封度》标准中要求的方法进行测试,测试时按照先上后下,由左到右的顺序进行测试,确保检测数值与检测样品能一一对应。
3.泄漏点的测定:测试样品完成后按照Q/YNZY.J04.158《卷烟盒密封度》的要求进行判定,将判定为不合格的烟包分检出来,按YQ-JY/T2的规定进行泄漏点测定。
泄漏点的标注:除正常标注出泄漏点以外,还需要对漏气量进行标注,标注的要求为:用“-”,“+”,“++”表述漏气量大小。
“-”表示漏气量较小,漏点冒出的水泡会出现短暂延时;“+”表示漏气量一般,表述漏点冒出的水泡一般,水泡连续冒出,不会出现中断;“++”表示漏气量较大,表述漏点冒出的水泡较大,水泡连续冒出,且冒出的水泡会出现重叠现象。
(五)判定规则合格判定是,有效数字按GB/T 8170的规定进行修约。
判定以YQ-JY/T 2测试的结果为依据,若卷烟盒密封度最小值的测定结果不符合Q/YNZY.J04.158《卷烟盒密封度》的要求,则判定该项指标不合格。
泄漏点的测定结果不做合格项判定。
漏点检测中,各个漏点漏气量的大小及位置对后期维修人员对设备的调整起到关键的指导作用。
然而,针对漏点漏气量的大小的描述在标准中未作明确的表述,也就意味着只要漏点检测时,各个位置只要出现漏气,不管漏气量大小均只是表述这个点是漏点(漏点情况见图5),后期维修人员对包装设备进行调整时往往要来来回回的观察漏点位置和漏气量,这也就加大了样品的使用量,增加了维修人员的维修时间。
然而从图上可以看出,漏点A、B的漏气量明显小于漏点C 的漏气量,有经验的维修人员在对包装设备进行调整时,首先就会对小盒上端面(C点位置)进行维修,只要C点不在漏气或者少漏气,小盒密封度的检测数值就会出现一个较大的提升,同时小盒下端面(B点)也会有所好转,最后再来调整A点的漏气就会很轻松。
因此如果能清晰对漏点漏气量的定量进行表述将对后续的整改起到关键的作用。
图5三、提出对策由于分析出造成检测样品数量过大的原因主要是检测时各检测样品位置未能明确固定,漏点检测漏气量不能明确表述。
维修人员不能清晰了解检测过程,完全解读检测信息,检验人员和维修人员检测信息不对等,这也就导致了重复检测样品,导致检测样品过多。
同时由于重复检测,检测周期过长,从而导致维修调整包装设备时间过长。
针对分析出来的原因后发现:首先现用的检测标准不能进行更改,是不是可以在检测标准的基础上添加一个必要的附件,在内部使用呢?(一)检测顺序的确认和盒位置的确认设备维修人员在设备调整过程中,缺陷产品所在条盒中的位置是一个必要的信息,缺陷产品在不同位置,维修人员对小盒油封设备的调整思路存在着较大的差异,因此首先要解决的第一个问题,如何根据检测结果确定小盒所在位置?经过与维修人员和检测人员的多次沟通,认为:规定小盒密封度质量检测中各位置的小盒检测顺序,按照过年以来与生产部门约定成俗的习惯,可以将商标汉字面向上,进行约定,检测时以汉字面为上层,检测时,检测人员首先进行样品标注,从左向右标注为上1,上2,上3,上4,上5,剩下的5盒样品为下层,从左向右标注为下1,下2,下3,下4,下5,检测的顺序先上后下,检测结果可以表述为序号为1-5前5个数据表述的样品是上层5盒,序号6-10的5个数据表述的样品是下层5盒。
见图6、图7、图8。
图6 图7 图8通过固化测试顺序,能将卷烟样品在条盒内的位置与检测数据一一进行对应,维修人员是否可以根据过年来的维修经验,针对一些典型的数据就可以判定维修方向,比如:在一组数据中,总体的检测数据偏大,突然一个或两个的数据出现异常,检测值偏小,根据经验可能是小盒成型较差。
按照这个思路维修人员就不会在去调整小盒油封机的参数和位置,就可以节省大量的时间,从而缩短维修时间。
:在一组数据中,如果上层1和下层1(检测数据第1个数据和第6个数据出现异常)按照经验极有可能是由于条盒油封的温度多高,导致靠条盒左侧的小盒油封出现二次烫伤,导致数据异常;比如1-5个检测数据较好,6-10的数据较差(反之亦然),往往就是小盒油封机烙铁位置异常导致的……(二)漏点漏气量大小的确认针对漏点漏气量大小怎样来进行描述呢?能让维修人员更能清晰的解读其中的要素?由于在小盒密封度检测中,漏点的检测时通过《负压抽气水浸法》来实现,测试设备将小盒放入密封的水中,负压抽气,确认从小盒各点是否有漏气,从而确认泄漏点,现有的检测设备均无法确认各泄漏点的漏气量。
如果只有一个漏点,维修人员可以很直观的进行分析,并进行处理。
但,实际检测中,多数情况是,同时存在多个漏点,而且漏气量的大小都不一样,检测人员检测过程中只能按照标准要求标注漏点,维修人员虽然知道漏点在那儿,但由于无法确定漏气量大小,无法做到抓大放小,对设备进行调整时往往还是一头雾水,那就必须重新多次取样,检测,并亲自现场观察,确认漏点、漏气量,再逐一对生产设备进行调整。
针对这一情况在结合多年的检测经验,我们提出,是不是可以用“-”,“+”,“++”表述漏气量大小呢?“-”表示漏气量较小,漏点冒出的水泡会出现短暂延时;“+”表示漏气量一般,表述漏点冒出的水泡一般,水泡连续冒出,不会出现中断;“++”表示漏气量较大,表述漏点冒出的水泡较大,水泡连续冒出,且冒出的水泡会出现重叠现象。