结构用铝合金材料力学性能
铸造铝合金的物理性能简介

铸造铝合金的物理性能简介铝合金是一种广泛应用于工业生产和日常生活中的材料。
其特点包括轻质、高强度、耐腐蚀、导热性好以及可塑性强等。
本文将简要介绍铸造铝合金的物理性能,帮助读者更好地了解和应用该材料。
1. 密度和重量特性铸造铝合金相对于其他金属材料,具有较低的密度,约为 2.7g/cm³。
它的轻质特性使得铸造铝合金在汽车、飞机等领域中广泛应用,能够减轻整体结构的重量,提高燃油效率。
2. 强度和机械性能铸造铝合金具有较高的强度,能够满足许多工业制造的需求。
铝合金的屈服强度通常在150-380MPa之间,抗拉强度可高达300-550MPa。
此外,铸造铝合金具有良好的抗疲劳性能,在长时间的使用中仍能保持较高的强度。
3. 导热性能铸造铝合金的导热性能优异,远远超过其他常见的金属材料。
这使得铝合金在工业制冷和热交换器等领域得到广泛应用。
铝合金的高导热性能还使得它在制造高速列车和电子设备的散热器时备受青睐。
4. 耐腐蚀性能铸造铝合金具有良好的耐腐蚀性能,能够在潮湿环境中长时间保持表面的光洁和稳定。
这一特性使铝合金成为制造飞机、汽车等需求高耐腐蚀性材料的优选。
5. 可塑性和加工性能铸造铝合金具有良好的可塑性和加工性能,易于进行成型和加工。
它可以通过压铸、锻造、挤压等方法制造成各种复杂形状的零部件。
同时,铝合金也适合进行焊接、切割、钻孔等二次加工操作,能够满足不同应用领域的需求。
6. 磨损和疲劳性能铸造铝合金经过适当处理和合金化可以提高其磨损和疲劳性能。
这使得铝合金在制造高速运动部件、发动机零部件等高磨损和高应力工作环境下的应用更为广泛。
总结:铸造铝合金具有轻质、高强度、耐腐蚀、导热性好以及可塑性强等一系列优良的物理性能。
这些特点使得铝合金在汽车、航空航天、建筑等各个领域得到广泛应用。
同时,针对特定需求,通过合理的合金化和处理方法,铝合金的性能还可以进一步得到改善。
掌握铸造铝合金的物理性能,将有助于更好地应用和发展这一材料,推动创新和进步。
铝合金的室温力学性能及用途
270
58 30 30
45 100 42 105
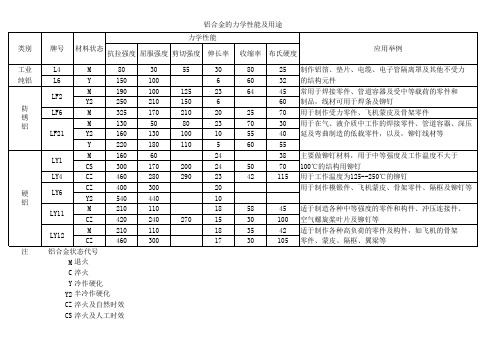
铝合金的力学性能及用途 力学性能 类别 工业 纯铝 牌号 L4 L6 材料状态 抗拉强度 屈服强度 剪切强度 30 100 100 210 170 50 130 180 60 170 280 300 440 110 240 110 300 55 125 150 210 80 100 110 200 290 伸长率 30 6 23 6 20 23 10 5 24 24 23 20 10 18 15 18 17 收缩率 80 60 64 25 70 55 60 50 42 布氏硬度 25 32 45 60 70 30 40 55 38 70 115 应用举例 制作铝箔、垫片、电缆、电子管隔离罩及其他不受力 的结构元件 常用于焊接零件、管道容器及受中等载荷的零件和 制品,线材可用于焊条及铆钉 用于制作受力零件、飞机蒙皮及骨架零件 用于在气、液介质中工作的焊接零件、管道容器、深压 延及弯曲制造的低载零件,以及,铆钉线材等 主要做铆钉材料,用于中等强度及工作温度不大于 100℃的结构用铆钉 用于工作温度为125--250℃的铆钉 用于制作模锻件、飞机蒙皮、骨架零件、隔框及铆钉等 适于制造各种中等强度的零件和构件、冲压连接件、 空气螺旋桨叶片及铆钉等 适于制作各种高负荷的零件及构件,如飞机的骨架 零件、蒙皮、隔框、翼梁等
防 锈 铝
硬 铝
注
M 80 Y 150 M 190 LF2 Y2 250 LF6 M 325 M 130 LF21 Y2 160 Y 220 M 160 LY1 CS 300 LY4 CZ 460 CZ 400 LY6 Y2 540 M 210 LY11 CZ 420 M 210 LY12 CZ 460 铝合金状态代号 M 退火 C 淬火 Y 冷作硬化 Y2 半冷作硬化 CZ 淬火及自然时效 CS 淬火及人工时效
增材制造中高强铝合金的缺陷与力学性能研究进展

第51卷2023年3月第3期第29-38页材料工程J o u r n a l o fM a t e r i a l sE n g i n e e r i n gV o l.51M a r.2023N o.3p p.29-38增材制造中高强铝合金的缺陷与力学性能研究进展R e s e a r c h p r o g r e s s i nd e f e c t s a n dm e c h a n i c a lp r o p e r t i e s o f a d d i t i v e l y m a n u f a c t u r e da l u m i n u ma l l o y李雯哲1,钱锋1,2*,程兴旺1,2,3(1北京理工大学材料学院,北京100081;2北京理工大学冲击环境材料技术国家级重点实验室,北京100081;3北京理工大学唐山研究院,河北唐山063003)L IW e n z h e1,Q I A NF e n g1,2*,C H E N G X i n g w a n g1,2,3(1S c h o o l o fM a t e r i a l sS c i e n c e a n dE n g i n e e r i n g,B e i j i n g I n s t i t u t e o fT e c h n o l o g y,B e i j i n g100081,C h i n a;2N a t i o n a lK e y L a b o r a t o r yo f S c i e n c e a n dT e c h n o l o g y o n M a t e r i a l sU n d e r S h o c ka n dI m p a c t,B e i j i n g I n s t i t u t e o fT e c h n o l o g y,B e i j i n g100081,C h i n a;3T a n g s h a nA c a d e m y,B e i j i n g I n s t i t u t e o fT e c h n o l o g y,T a n g s h a n063003,H e b e i,C h i n a)摘要:铝合金是一种重要的轻质金属结构材料,广泛应用于航空航天和交通运输等领域㊂行业的快速发展对铝合金零件的服役性能和制备过程都提出了更高的要求,传统减材制造已难以满足对铝合金零件高效敏捷㊁绿色环保的制备要求㊂增材制造作为一种新兴的快速成形技术,为铝合金零件的制备提供了一个崭新的思路㊂然而,由于增材制造的工艺特点和铝合金的本征性质,通过增材制造技术制备的中高强铝合金零件中易形成诸多缺陷,严重损害其力学性能,限制其实际生产应用㊂本文综述了增材制造中高强铝合金零件中的缺陷类型及其成因,并从优化工艺参数㊁合金成分和添加形核剂三个方面,重点讨论了目前消除增材制造中高强铝合金零件中缺陷,改善其力学性能的进展及发展趋势,并指出未来改善增材制造中高强铝合金微观组织和力学性能的努力方向应为综合调控工艺参数和合金成分,进一步探索增材制造铝合金的最佳热处理工艺,从而获得高强塑性增材制造铝合金㊂关键词:中高强铝合金;增材制造;缺陷;优化工艺参数;优化合金成分;添加形核剂d o i:10.11868/j.i s s n.1001-4381.2022.000038中图分类号:T G146.2+1文献标识码:A 文章编号:1001-4381(2023)03-0029-10A b s t r a c t:A l u m i n u ma l l o y i s a n i m p o r t a n t l i g h tm e t a l s t r u c t u r a lm a t e r i a l,w h i c hh a s b e e nw i d e l y u s e d i na e r o s p a c ea n dt r a n s p o r t a t i o ni n d u s t r i e s.W r o u g h ta l u m i n u m a l l o y s g e n e r a l l y r e q u i r ee x t r u s i o n, r o l l i n g o r f o r g i n g a f t e rc a s t i n g t ob e p r o c e s s e di n t of i n i s h e d p r o d u c t s.H o w e v e r,t h i sc o n v e n t i o n a l c a s t i n g-d e f o r m i n g-c u t t i n g s u b t r a c t i v e m a n u f a c t u r i n g r o u t eh a sb e c o m e i n c r e a s i n g l y d i f f i c u l t t o m e e t t h e m a n u f a c t u r i n g d e m a n d so fh i g h e f f i c i e n c y a n d e n v i r o n m e n t a ls u s t a i n a b i l i t y.A sa n e m e r g i n g m a n u f a c t u r i n g m e t h o d,a d d i t i v e m a n u f a c t u r i n g(AM)p r o v i d e s b r a n d-n e w p o s s i b i l i t i e s f o r t h e m a n u f a c t u r i n g o f a l u m i n u m a l l o y sb y d e p o s i t i n g s u b s e q u e n t l a y e r sb a s e do nd i g i t a ld r a w i n g f i l e s t o m a k e t h r e e-d i m e n s i o n a l o b j e c t s.H o w e v e r,m o s t a l u m i n u ma l l o y s a r e s u f f e r i n g f r o mt h e v a r i o u s d e f e c t i s s u e sd u et ot h e m a n u f a c t u r i n g c h a r a c t e r i s t i c so fl a s e r-b a s e d AM p r o c e s s e sa n ds e v e r a l i n t r i n s i c p r o p e r t i e so fa l u m i n u m a l l o y s,w h i c hi m p a i rt h e i r m e c h a n i c a l p r o p e r t i e sa n dl i m i tt h e i ri n d u s t r i a l a p p l i c a t i o n s.V a r i o u s d e f e c t s a n d c o r r e s p o n d i n g c a u s e s i na d d i t i v e l y m a n u f a c t u r e dm e d i u m-a n dh i g h-s t r e n g t ha l u m i n u ma l l o y sw e r er e v i e w e d i nt h i s p a p e r.I na d d i t i o n,l a t e s t r e s e a r c h e so ne l i m i n a t i n g d e f e c t s a n d t h u s i m p r o v i n g m e c h a n i c a l p r o p e r t i e s o fAMa l u m i n u ma l l o y sw e r e s u m m a r i z e d f r o mt h r e e a s p e c t s:p r o c e s s p a r a m e t e r o p t i m i z a t i o n,a l l o y c o m p o s i t i o no p t i m i z a t i o na n dn u c l e a n t a g e n t a d d i t i o n.Copyright©博看网. All Rights Reserved.材料工程2023年3月T h i s w o r k d e m o n s t r a t e s t h a t p r o c e s s i n g p a r a m e t e r a n d a l l o y c o m p o s i t i o n s h o u l d b e r e g u l a t e d s y n e r g i s t i c a l l y t o i m p r o v et h e m i c r o s t r u c t u r e sa n d m e c h a n i c a l p r o p e r t i e so fa d d i t i v e l y m a n u f a c t u r e d m e d i u m-a n dh i g h-s t r e n g t ha l u m i n u m a l l o y,a n dt h eo p t i m a lh e a tt r e a t m e n ts h o u l da l s ob ei n v e-s t i g a t e d.K e y w o r d s:m e d i u m-a n dh i g h-s t r e n g t h a l u m i n u ma l l o y;a d d i t i v em a n u f a c t u r i n g;d e f e c t;p r o c e s s p a r a m e-t e r o p t i m i z a t i o n;a l l o y c o m p o s i t i o no p t i m i z a t i o n;n u c l e a n t a g e n t a d d i t i o n铝合金因具有比强度高㊁导热导电性良好和耐腐蚀等优点,一直作为最重要的轻质金属结构材料被广泛应用于航空航天㊁交通运输㊁电力传输㊁机械制造㊁核电和建筑等国家战略产业[1]㊂如今这些行业的快速发展不仅要求铝合金具有优良的服役性能,对其制备过程也提出了越来越高的要求,传统的减材制造方法已难以满足对铝合金零件高效敏捷㊁绿色环保的制备要求㊂因此,探索更为稳定㊁智能的铝合金零件制备方法成为铝合金行业亟待解决的难题㊂增材制造是一种新兴的快速成形技术,其本质是以数字化模型为基础,在计算机的指令下,将金属粉末或丝材通过逐道次㊁逐层制造的方式制备成三维金属零件㊂因此,增材制造能够摆脱模具的限制,以近净成形的方式高效制备结构高度复杂的金属零件,为铝合金零件的制备提供了崭新的思路㊂然而,增材制造往往采用激光束或电子束作为能量源,使合金在极高的温度梯度和冷却速率条件下发生凝固;此外,中高强铝合金具有高热导率和激光反射率㊁宽凝固温度范围等本征性质㊂因此,采用增材制造技术制备的中高强铝合金零件中易形成诸多缺陷,其中热裂纹问题最为严重,损害零件的力学性能和使用安全性,限制其实际生产应用㊂本文总结了增材制造中高强铝合金零件中的缺陷类型及其成因,并从优化工艺参数㊁合金成分和添加形核剂三个方面,重点讨论消除增材制造中高强铝合金零件中缺陷,改善其力学性能的进展和发展趋势㊂1中高强铝合金铝合金是以纯铝为基础的合金总称,主合金元素有铜㊁硅㊁锰㊁锌㊁镁等,微量合金元素包括镍㊁铁㊁钛㊁铬㊁锂等[1],根据主合金元素的不同可分为八大类铝合金[2]㊂其中2ˑˑˑ(A l-C u),6ˑˑˑ(A l-M g-S i)和7ˑˑˑ(A l-Z n-M g)系铝合金为中高强铝合金,都属于可热处理强化型铝合金,经过固溶+高温人工时效(160~200ħ)热处理后可达到峰值时效(T6)状态㊂T6态中高强铝合金的高密度纳米析出强化相阻碍位错运动,产生时效强化效果使其强度达到最高值㊂2/6/7ˑˑˑ系中高强铝合金中的合金元素含量较低,都属于变形铝合金[3]㊂目前铝合金零件的制备主要依靠 铸造 变形加工 去除切削 热处理 流程[4],首先通过熔炼和铸造生产出铝合金铸坯锭,随后对其进行轧制㊁挤压㊁冷拔㊁锻造或冷冲变形加工,制成板㊁带㊁管㊁棒或线状铝合金零件半成品,最终通过去除处理(如铣削㊁锯切等方式)和热处理得到自由形状铝合金零件成品㊂不难看出,上述传统制造过程会产生大量工业废气废水㊁铝灰废渣和工业噪声等㊂进入21世纪以来,世界各国普遍意识到 节能减排,绿色发展 的必要性,我国更是提出 努力争取2060年前实现碳中和 的奋斗目标,因此,响应国家优化能源结构㊁建立健全绿色低碳循环发展的号召,探索更为环境友好的中高强铝合金制造方法成为亟待解决的难题㊂2金属增材制造2.1金属增材制造特点金属增材制造的过程可分为4步:(1)通过计算机辅助设计-计算机辅助制造(C A D-C AM)软件建模,设计出所需要的复杂结构[5];(2)将三维模型转化为S T L格式的文件,即将物体模型的所有表面都近似处理为多边形结构[6];(3)将S T L格式的模型分切成无数个横截面,即逐层切片[7];(4)指导打印机逐层㊁逐行㊁逐点打印㊂金属增材制造颠覆了传统减材制造的流程规划和理念模式,对传统制造业向现代制造业的转变产生了深刻影响[8-9]㊂增材制造的显著特征可概括为以下3点:(1)近净成形,仅需要少量甚至无须后加工,一方面节省大量工序而节约制造成本,另一方面节约大量原材料而提高材料利用率;(2)敏捷成形,成形速率快,提高实际生产效率;无须模具,在前期产品设计阶段可以随时根据设计好的成品来调试,从而实现设计快速迭代而缩减反复开模所耗费的成本及时间;(3)自由成形,通过逐层制造摆脱模具限制,提高设计自由度和制造灵活度,可以实现高度复杂结构制造,提高产品的个性化程度㊂03Copyright©博看网. All Rights Reserved.第51卷 第3期增材制造中高强铝合金的缺陷与力学性能研究进展2.2 金属增材制造技术分类目前金属直接增材制造技术可大致分为直接能量沉积技术(d i r e c t e n e r g y d e po s i t i o n ,D E D )和粉末床熔融技术(p o w d e r b e d f u s i o n ,P B F )㊂其中,D E D 又可分为激光熔融沉积(l a s e rm e l t i n g d e p o s i t i o n ,L M D )和电弧增材制造(w i r e a r c a d d i t i v e l y m a n u f a c t u r e ,W A A M ),P B F 又可分为选区激光熔融(s e l e c t e d l a s e rm e l t i n g ,S L M )和电子束选区熔融(e l e c t r o nb e a ms e l e c t i v em e l t i n g,E B S M )㊂表1为各类增材制造技术及其特点[10]㊂D E D 适用于大体积零件制造,其中L M D 更适用于材料-结构-性能一体化制造,而W A A M 具有低成本的特点;P B F 则更适用于小尺寸精密零件制造,其中S L M 制造的零件精度更高㊁表面质量更好,而E B S M 制造产生的残余应力更低㊂因此,研究人员可以根据金属零件的用途选择合适的增材制造技术,利用合适的金属粉末或丝材制造出金属零件成品或半成品㊂表1 各类增材制造技术及其特点[10]T a b l e 1 D i f f e r e n t a d d i t i v em a n u f a c t u r i n g t e c h n i qu e s a n d f e a t u r e s [10]A d d i t i v em a n u f a c t u r i n g R a w m a t e r i a lE n e r g y s o u r c eF e a t u r eD E D L M D M e t a l p o w d e r L a s e r b e a m H i g he f f i c i e n c y f o rm a n u f a c t u r i n g ;h i g h f l e x i b i l i t y;s u i t a b l e f o r l a r g e -v o l u m e p a r t s ;s u i t a b l e f o rm u l t i p l em a t e r i a l sm i x i n gWA AMM e t a lw i r e L a s e r b e a m H i g hm a t e r i a l a v a i l a b i l i t y ;l o w p r o d u c t i o nc o s t ;s u i t a b l e f o r l a r ge -v o l u m e p a r t s P B F S L M M e t a l p o w d e r L a s e r b e a m H i g ha c c u r a c y ;s u i t a b l ef o r h igh l y c o m p l e x p a r t s ;hi gh s u r f a c e q u a l i t y ;lo wl a s e r p o w e r E B S MM e t a l p o w d e rE l e c t r o nb e a mL o wr e s i d u a l s t r e s s ;h i g he f f i c i e n c y fo r t h e d e f l e c t a b l e e l e c t r o n b e a m3 增材制造中高强铝合金的缺陷目前,增材制造中高强铝合金仍然存在一些不可忽略的问题和挑战[11-13]㊂一方面,在激光/电子束增材制造过程中会引入很大的温度梯度(约106K/m )和凝固速率(约10-2m /s)[14],这将导致极高的冷却速率|̇T |(约104K /s ),因此容易形成柱状晶晶粒形貌[15-16],如图1所示[15];另一方面,由于中高强铝合金的某些本征性质,通过增材制造技术制备时容易形成各类缺陷而损害其性能㊂目前可用于增材制造的铝合金还局限于近共晶成分铝合金,如A l S i 10M g[17-18],A l S i 12[19-21],A l S i 7M g 0.3(A 356)[22-23],A l -10C e [11]和图1 合金凝固过程中的凝固速率㊁温度梯度和晶粒形貌之间的关系[15]F i g .1 R e l a t i o n s h i p b e t w e e ns o l i d i f i c a t i o n r a t e ,t e m pe r a t u r e g r a d i e n t a n dm i c r o s t r u c t u r e d u r i n g a l l o y so l i d i f i c a t i o n [15]A l -N i [24]合金等㊂3.1 热裂纹铝合金在增材制造过程中表现出极高的热裂纹敏感性,其中以凝固裂纹问题最为严重㊂热裂纹往往会沿着粗大柱状晶之间的晶界开裂,并贯穿于多层打印层之间,严重损害其机械强度㊁疲劳寿命和断裂韧度㊂铝合金极高的热裂纹倾向性主要与本征性质有关㊂(1)热导率较高[25]㊂在增材制造很高的加工温度下,铝合金凝固时很难获得足够的过冷度,因此凝固形核率低,普遍形成柱状晶的微观结构㊂(2)激光反射率高[26]㊂对于波长为1064n m 的激光吸收率仅为5%~15%,为了使铝合金粉末充分熔化凝固,需要提高增材制造过程中的激光功率[27],故加工过程中的温度梯度和冷却速率进一步提高,形成的柱状晶较其他材料而言也更为粗大㊂(3)中高强铝合金的凝固温度范围普遍较大(固/液相线距离远)[28]㊂如7075铝合金的凝固范围为Δ170K (如图2(a )橙色线所示),而A l S i 10M g 合金的凝固范围仅为Δ30K (如图2(a )蓝色线所示)[29]㊂因此,不同于A l S i 10M g 中的短小枝晶,中高强铝合金凝固时有较长时间处于液固共存状态(糊状区),在缺少形核位点的情况下进而形成枝晶和枝晶间液体长通道(图2(b ))[29],这将导致:①枝晶内和枝晶间在凝固过程中的凝固程度不同,易引入热应力而促进热裂纹萌生[30-31];②糊状区的枝晶网络错综复杂,阻碍液体向体13Copyright ©博看网. All Rights Reserved.材料工程2023年3月图2增材制造铝合金的凝固行为[29](a)凝固曲线;(b)不同凝固温度区间下的凝固机理图F i g.2 S o l i d i f i c a t i o nb e h a v i o r o f a d d i t i v e l y m a n u f a c t u r e d a l u m i n i u ma l l o y s[29] (a)s o l i d i f i c a t i o n c u r v e s;(b)s c h e m a t i c r e p r e s e n t a t i o no f s o l i d i f i c a t i o nu n d e r d i f f e r e n t t e m p e r a t u r e r a n g e s积收缩区域流动,导致中高强铝合金的流动性差,难以弥补体积收缩区域的体积变化,从而促进热裂纹萌生[28,32]㊂(4)合金在激光增材制造凝固过程中温度梯度极大,易引入大量热应力[33-34],再加上中高强铝合金的热膨胀系数大[27],凝固时体积收缩明显,极易在柱状晶薄弱晶界处形成热裂纹(凝固裂纹)[35],且由于柱状晶较为粗大,热裂纹往往会存在于数层打印层之间㊂(5)合金元素在增材制造快速凝固过程中来不及充分扩散,易在能量㊁结构㊁成分起伏较大的晶界处富集[29]㊂因此,当铝合金完全凝固后,在柱状晶间的晶界处会形成大量脆性金属间化合物,在逐层累积的热应力作用下容易作为热裂纹萌生源而发生开裂(液化裂纹)㊂3.2孔洞孔洞的存在也会降低材料的致密度而损害其性能㊂中高强铝合金在增材制造过程中易形成匙孔㊁气孔和未熔合缺陷(图3)㊂孔洞特征和形成原因为:(1)匙孔:大型不规则孔洞(图3(a))㊂铝合金粉末中的M g,Z n等元素沸点较低,分别为1107ħ和907ħ㊂在较高激光能量作用下易发生选择性蒸发,产生朝向熔池底部的㊁大于液态金属表面张力的反冲压力,形成轮廓凹凸不平㊁内部空腔的匙孔㊂(2)气孔:球形孔洞(图3(b))是增材制造金属中最普遍的孔洞类型㊂铝合金粉末的吸湿度较高[36-37],水分子在高激光功率的作用下形成氢气,而氢气在液态㊁固态铝合金中的溶解度变化极大,分别为0.65 m L/100g和0.034m L/100g[6,38],即在铝合金凝固时氢气的溶解度降低近100%㊂但是,铝合金在3D打印过程中的凝固速率极快,这部分多余的氢气来不及充分扩散而被困在固态铝合金中,最终形成氢孔㊂(3)未熔合缺陷:小型不规则孔洞(图3(c))㊂铝合金粉末的激光反射率高,导致激光熔融过程中用于熔化合金粉末颗粒的激光能量不足,使相邻层之间的熔融重叠不充分,从而导致相邻层间形成未熔合孔洞㊂图3各类孔洞尺寸示意图(a)匙孔;(b)气孔;(c)未熔合缺陷F i g.3 S c h e m a t i c d i a g r a m s o f d i f f e r e n t p o r o s i t i e s(a)k e y h o l e;(b)g a s p o r e;(c)l a c ko f f u s i o nd e f e c t23Copyright©博看网. All Rights Reserved.第51卷第3期增材制造中高强铝合金的缺陷与力学性能研究进展此外,铝合金粉末的流动性较差[39-40],难以连续㊁稳定地送入熔池中,再加上铝合金粉末颗粒表面易形成合金氧化物,均导致铝合金粉末颗粒与基材接触不良㊂基于最小表面能原理,液态金属在表面张力的作用下可能会收缩为球形,这种球化作用同样会使铝合金形成未熔合缺陷㊂3.3元素挥发增材制造过程中的激光能量较高,若合金中某些元素的沸点低于合金母材沸点,则可能会发生选择性蒸发㊂表2为S L M增材制造铝合金的化学成分㊂铝合金粉末中的M g,Z n等元素在较高激光功率熔融时易挥发[25],合金成分易发生波动而引起成分变化,这表2S L M增材制造铝合金的化学成分(质量分数/%)T a b l e2 C h e m i c a l c o m p o s i t i o n s o f S L Ma d d i t i v e l y m a n u f a c t u r e da l u m i n u ma l l o y s(m a s s f r a c t i o n/%)A l l o y A l l o y s t a t e Z n M g N i M n C u F e C r S i T i A l A A2017A l l o yp o w d e r0.210.720.0090.5704.000.400.0160.5600.051B a lP r o t o t y p i n gp a r t0.070.480.0130.6103.900.500.0350.5800.031B a l A A7020A l l o yp o w d e r4.301.300.0060.2900.100.290.1300.0770.025B a lP r o t o t y p i n gp a r t3.001.000.0090.3000.170.310.1400.1300.024B a l A A7075A l l o yp o w d e r5.802.600.0070.0541.400.250.1800.0810.034B a lP r o t o t y p i n gp a r t3.902.100.0070.0571.500.270.2000.1100.036B a l将改变材料的凝固组织㊁力学性能和耐腐蚀性等㊂3.4氧化现象由于氧化铝的热力学稳定性较高,铝合金粉末表面极易产生氧化膜㊂尽管增材制造过程中不断充入惰性气体,但真空腔室中仍会有0.1%~0.2%的氧气残留,这导致在逐层打印过程中会发生氧化现象[9]㊂一方面,增材制造过程中的氧化现象会显著降低增材制造铝合金的零件质量;另一方面,打印层之间的氧化会导致下一打印层中的合金粉末颗粒团聚,使粉末分布不均匀,严重损害零件的结构完整性和精度㊂因此,抑制氧化膜的形成不仅可以提高增材制造铝合金零件的质量,还可以有效改善其力学性能㊂4增材制造中高强铝合金的研究进展研究表明,增材制造金属零件中普遍存在孔洞缺陷[41]㊂这种缺陷是难以避免的,即使后续进行热处理(如应力释放㊁退火和热等静压等)和表面处理(如机械/电解抛光㊁喷丸处理和振动磨削等)也很难将其完全消除[42-44]㊂然而,增材制造金属零件中的热裂纹是可以消除的㊂4.1优化工艺参数优化工艺参数[28,45-46],是通过调控合金凝固时的冷却速度和温度梯度,控制柱状晶的生长,减少热应力的逐层累积,最终达到消除增材制造中高强铝合金零件中的热裂纹的目的㊂增材制造常规的工艺参数主要包括激光功率㊁扫描速度㊁扫描策略㊁激光移动间距㊁层厚和束斑直径等㊂L M D增材制造工艺参数还包括送粉速率㊂目前研究大多通过调控激光功率和扫描速度这2个工艺参数来抑制热裂纹的形成㊂C a i a z z o等[47]采用L M D制备2024铝合金零件,研究发现在送粉速率为3g/m i n㊁束斑直径为3m m 下,激光功率为2.5k W㊁扫描速度为420m m/m i n是最佳的工艺参数,此时零件的几何稳定性最好㊁表面质量最佳㊂Z h a n g等[13]采取S L M制备A l-C u-M g(成分近2024)铝合金,研究发现通过调控扫描速度和激光间隔距离,将激光能量密度提高至340J/m m3以上可以保证零件致密度并消除其中的热裂纹,其原始态抗拉强度可达402M P a㊂D e n g等[48]采用S L M制备2124铝合金零件,研究发现使用中空结构的栅栏支架可以有效释放热应力,从而抑制热裂纹形成㊂激光功率为150W㊁扫描速度为100m m/s时的零件致密度最高㊁力学性能最佳,原始态抗拉强度可达301M P a㊂O k o等[49]采用S L M制备7075铝合金零件,研究发现适当提高激光功率㊁降低扫描速度和激光移动距离可以有效提高零件致密度和硬度㊂此外,研究人员发现当采用P B F增材制造金属零件时,粉末床温度也可作为工艺参数变量进行调控,从而减弱热应力的累积而抑制热裂纹萌生㊂K e n e v i s i 等[50]采用E B S M制备2024铝合金零件,研究发现在将粉末床温度固定为350ħ的基础上,通过调控扫描速度将输入能量密度控制在43J/m m3时的零件致密度最高㊁力学性能更佳,原始态抗拉强度可达314M P a㊂U d d i n等[45,51]采用S L M制备6061铝合金零件,研究发现将粉末床温度从室温提高至500ħ可以有效抑制热裂纹形成,但其力学性能仍远低于铸造6061铝合金(硬度54H V,屈服强度60M P a,抗拉强度130M P a,33Copyright©博看网. All Rights Reserved.材料工程2023年3月均匀伸长率15%)㊂M a a m o u n 等[52]采用S L M 制备6061铝合金零件,在将粉末床温度固定为200ħ的基础上,研究发现在激光功率为370W ㊁扫描速度为1000m m /s ㊁激光间隔距离为0.19m m (能量密度为47.2J /m m 3)时的热裂纹尺寸最小㊁数量最少,此时抗拉强度达最大值为184M P a ㊂然而,K a u f m a n n 等[12]采用S L M 制备7075铝合金零件时,研究发现将粉末床温度提高至200ħ并不能有效抑制热裂纹的形成㊂4.2 优化合金成分优化合金成分可以通过调控合金中S i ,N i 等元素的含量,提高共晶相的含量,并缩小合金凝固时的温度范围,从而改善合金的流动性并抑制合金的热膨胀;也可以通过调控合金中Z r ,S c 等元素的含量,提高铝合金凝固时的成分过冷度,从而提高凝固形核率而细化晶粒形貌,最终达到抑制热裂纹的萌生㊂M o n t e r o -s i s t i a ga 等[53]和O t a n i 等[54-55]均采取S L M 制备7075铝合金零件,研究发现提高合金中S i元素的含量可以使原粗大柱状晶明显细化,解决了热裂纹问题(图4(a )~(d)[53]),其原始态抗拉强度可达537M P a ,伸长率9.7%㊂L i 等[56]采用S L M 制备7075铝合金零件,研究发现引入S i 和Z r 元素可以促使形成等轴-柱状双晶粒结构(图4(e )),有效抑制热裂纹的产生,在激光功率为300W 时可达到最佳力学性能,原始态屈服强度为397M P a ,抗拉强度为446M P a ,伸长率为6.5%㊂在采用S L M 制备6061铝合金零件方面,M e h t a等[57]通过气雾化制备了6061-0.01Z r 铝合金粉末,C a r l u c c i o 等[58]和Q b a u 等[59]制备了6061-S c 铝合金粉末㊂研究发现,引入Z r 或S c 元素可以细化粗大柱状晶,并在熔池边界处形成等轴晶(图4(f ),(g)[57]),有效抑制热裂纹的萌生和外延生长,显著改善S L M 增材制造6061铝合金的力学性能,其中6061-0.01Z r的原始态抗拉强度为268M P a ,伸长率为26.5%㊂图4 7075(a )和7075-4S i (b )的OM 图[53],7075(c )[53],7075-4S i (d )[53],7075-S i -Z r (e )[56],6061(f )[57]和6061-0.01Z r (g)[57]的E B S D 图F i g .4 OMi m a g e s o f 7075(a )a n d 7075-4S i (b )[53],E B S D i m a ge s of 7075(c )[53],7075-4S i (d )[53],7075-S i -Z r (e )[56],6061(f )[57]a n d 6061-0.01Z r (g)[57]4.3 添加形核剂添加形核剂引入异质形核位点可以促进柱状晶向等轴晶转变,利用等轴晶粒比柱状晶更易旋转和变形㊁更能承受高热应力的特点而减弱热裂纹倾向性,并削弱成品零件的各向异性㊂目前研究普遍采用在中高强铝合金粉末中引入含Z r ,S c 或T i 元素的形核剂,从而增加形核位点㊂4.3.1 添加含Z r /S c 元素的形核剂M a r t i n 等[29]采用S L M 制备6061和7075铝合金零件时,通过在铝合金粉末中加入Z r H 2形核剂粉末,成功将粗大柱状晶转变为等轴晶晶粒形貌,基本消除热裂纹(图5(a )~(d ))㊂O p pr e c h t 等[46,60]采取S L M 制备6061铝合金零件,并通过加入2%(体积分数)的Y S Z 粉末(94.3Z r O 2-3.6Y 2O 3-1.7H f O 2-0.4A l 2O 3)形成明显的等轴-柱状双晶粒结构,此时等轴晶区域面积足够大,可以完全消除其中的热裂纹(图5(e ),(f))[46]㊂通过透射电子显微镜和X 射线衍射分析,O p pr e c h t 认为在激光作用下Y S Z 颗粒首先熔化或发生其他化学反应,释放出大量Z r 原子,在随后的凝固过程中以A l 3Z r 第二相的形式在熔池边界处析出,为α-A l 的凝固提供大量形核位点,从而促使在熔池边界处形成等轴晶㊂43Copyright ©博看网. All Rights Reserved.第51卷 第3期增材制造中高强铝合金的缺陷与力学性能研究进展图5 S L M 增材制造7075(a )和7075/Z r H 2(b )的S E M 图[29],7075(c )[29],7075/Z r H 2(d )[29],6061-2%Y S Z (e )[46]的E B S D 图,以及6061-2%Y S Z (f)的OM 图[46]F i g .5 S E Mi m a g e s o f S L Ma d d i t i v e l y m a n u f a c t u r e d 7075(a )a n d 7075/Z r H 2(b )[29],E B S D i m a g e s o f 7075(c )[29],7075/Z r H 2(d )[29],6061-2%Y S Z (e )[46],a n dOMi m a g e of 6061-2%Y S Z (f )[46]4.3.2 添加含T i 元素的形核剂T a n 等[61]采用S L M 制备2024铝合金零件,并通过在2024铝合金粉末中加入纯T i 纳米颗粒,成功将粗大柱状晶转变为细小等轴晶(图6(a )~(d )),并完全消除热裂纹,其T 6态的屈服强度为286M P a ,抗拉强度为432M P a ,伸长率为10%㊂C a r l u c c i o 等[58]采用S L M 制备6061铝合金零件,并通过在6061铝合金粉末中添加T i B o r细化剂,成功将粗大柱状晶完全转变为等轴晶㊂L e i 等[62]和J i a n g 等[63]采用LM D 制备7075铝合金零件,并通过加入4%(质量分数)的T i B 2形核剂粉末,成功将粗大柱状晶转变为等轴晶(图6(e ),(f))[62],其平均晶粒尺寸降低至16.8μm ,硬度提高至128H V ㊂C h e n 等[64]采用L M D 制备2024铝合金零件,并通过加入0.5%(质量分数)的T i B 2形核剂粉末,成功将粗大柱状晶转变为等轴晶,其平均晶粒尺寸从431μm 降低至114μm ㊂W a n g 等[65]采用S L M 制备A l -3.5C u -1.5M g-1S i (成分近2024)铝合金零件,研究发现加入5%(体积分数)的T i B 2形核剂粉末可以产生明显的晶粒细化效果,其原始态平均晶粒尺寸从23μm 降低至2.5μm ,原始态屈服强度从157M P a 提高至191M P a㊂5 结束语增材制造常规的工艺参数可分为能量相关工艺参数和几何相关工艺参数㊂能量相关工艺参数包括激光功率㊁扫描速度㊁束斑直径等,与金属粉末颗粒的逐点熔化有关,主要保证提供连续的能量输入;而几何相关工艺参数包括激光间隔距离㊁层厚㊁扫描方式等,体现了各扫描轨道和各层的熔融制造存在一定间隔㊂由于增材制造逐点㊁逐道次㊁逐层的制造特点,故在制造过程中存在本征的层间停留时间等非常规工艺参数,这些增材制造工艺参数也会对成品零件的微观结构和力学性能产生显著影响㊂合金成分决定了溶质原子的分布情况和扩散过程,而溶质原子是产生成分过冷的根本原因,因此合金成分对晶粒形貌有着决定性作用㊂在增材制造中高强铝合金时,可以通过调控合金元素含量而优化合金成分,也可以通过添加形核剂而引入异质形核位点,二者都可以用于改善增材制造中高强铝合金的微观组织并提高其力学性能㊂总而言之,工艺参数和合金成分是影响增材制造中高强铝合金的微观结构和力学性能的两个关键性因素,二者相互影响㊁相互依存,均通过控制热作用和溶质再分配作用而影响增材制造中高强铝合金的微观组织和力学性能㊂然而,当前有关增材制造中高强铝合金的研究中,针对工艺参数和合金成分的优化探索较为分裂,在未来,需要将二者相结合㊁相配合,以综合改善增材制造中高强铝合金的微观组织和力学性能㊂53Copyright ©博看网. All Rights Reserved.材料工程2023年3月图6S L M增材制造2024(a)和2024-T i(b)OM图[61],S L M增材制造2024(c)[61]和2024-T i(d)[61],L M D增材制造7075(e)[62]和7075-4T i B2(f)[62]的E B S D图F i g.6 OMi m a g e s o f S L Ma d d i t i v e l y m a n u f a c t u r e d2024(a)a n d2024-T i(b)[61],E B S D i m a g e s o f S L Ma d d i t i v e l y m a n u f a c t u r e d2024(c)[61]a n d2024-T i(d)[61],L M Da d d i t i v e l y m a n u f a c t u r e d7075(e)[62]a n d7075-4T i B2(f)[62]值得注意的是,增材制造铝合金时M g,Z n等元素的挥发会使合金成分发生波动,在通过调控合金元素含量或添加形核剂而优化晶粒形貌的研究中,合金成分更是发生明显改变㊂此时,适用于传统铝合金的热处理方法已不再适用于增材制造铝合金,因此,未来需要进一步探索增材制造铝合金的最佳热处理工艺,从而获得高强塑性增材制造铝合金㊂参考文献[1] D A V I S JR.A l u m i n u ma n d a l u m i n u ma l l o y s[M].R u s s e l l,U S A:A S Mi n t e r n a t i o n a l,1993:352-356.[2] N A K A IM,E T O T.N e wa s p e c t o f d e v e l o p m e n t o f h i g hs t r e n g t ha l u m i n u ma l l o y s f o r a e r o s p a c e a p p l i c a t i o n s[J].M a t e r i a l sS c i e n c ea n dE n g i n e e r i n g:A,2000,285(1/2):62-68.[3]谢水生,刘静安,徐骏,等.简明铝合金加工手册[M].北京:冶金工业出版社,2016:36-40.X I ESS,L I UJA,X UJ,e t a l.C o n c i s em a n u a l f o r a l u m i n u ma l l o y p r o c e s s i n g[M].B e i j i n g:M e t a l l u r g i c a l I n d u s t r y P r e s s,2016:36-40.[4] M C Q U E E N HJ,S P I G A R E L L I S,K A S S N E R M E,e t a l.H o t d e-f o r m a t i o na n d p r o c e s s i ng o fa l u m i n u m a l l o y s[M].B o c aR a t o n,F l o r i d a,U S A:C R CP r e s s,2011:25-52.[5] S A C H SE,C I MA M,W I L L I AM S P,e ta l.T h r e ed i m e n s i o n a lp r i n t i n g:r a p i d t o o l i n g a n d p r o t o t y p e s d i r e c t l y f r o maC A D m o d e l [J].J o u r n a l o fE n g i n e e r i n g f o r I n d u s t r y,1992,114(4):481-488.[6] B O E I R A A P,F E R R E I R AIL,G A R C I A A.A l l o y c o m p o s i t i o na n dm e t a l/m o l dh e a t t r a n s f e r e f f i c i e n c y a f f e c t i n g i n v e r s e s e g r e g a-t i o na n d p o r o s i t y o f a s-c a s tA l-C u a l l o y s[J].M a t e r i a l s&D e s i g n, 2009,30(6):2090-2098.[7] B R A N D LE,H E C K E N B E R G E RU,H O L Z I N G E RV,e t a l.A d d i-t i v em a n u f a c t u r e dA l S i10M g s a m p l e s u s i n g s e l e c t i v e l a s e rm e l t i n g (S L M):m i c r o s t r u c t u r e,h i g hc y c l e f a t i g u e,a n df r a c t u r eb e h a v i o r [J].M a t e r i a l s&D e s i g n,2012,34:159-169.[8] D E B R O Y T,W E IH,Z U B A C KJ,e ta l.A d d i t i v em a n u f a c t u r i n go fm e t a l l i c c o m p o n e n t s-p r o c e s s,s t r u c t u r e a n d p r o p e r t i e s[J].P r o-g r e s s i n M a t e r i a l s S c i e n c e,2018,92:112-224.[9] A B O U L K H A I R N T,S I M O N E L L I M,P A R R Y L,e ta l.3Dp r i n t i n g o f a l u m i n i u ma l l o y s:a d d i t i v em a n u f a c t u r i n g o f a l u m i n i u ma l l o y s u s i n g s e l e c t i v e l a s e rm e l t i n g[J].P r o g r e s s i n M a t e r i a l sS c i-e n c e,2019,106:100578.[10] G U D,S H IX,P O P R AW E R,e ta l.M a t e r i a l-s t r u c t u r e-p e r-f o r m a n c e i n t eg r a t e d l a s e r-m e t a l a d d i t i v em a n u f a c t u r i n g[J].S c i-e n c e,2021,372(6545):932.[11] Z H O U L,HU Y N H T,P A R KS,e t a l.L a s e r p o w d e rb e d f u s i o no fA l-10w t%C e a l l o y s:m i c r o s t r u c t u r e a n d t e n s i l e p r o p e r t y[J].J o u r n a l o fM a t e r i a l sS c i e n c e,2020,55(29):14611-14625.[12] K A U F MA N N N,I M R A N M,W I S C H E R O P PT M,e t a l.I n f l u-e n c eof p r o c e s s p a r a m e t e r s o n t h e q u a l i t y o f a l u m i n i u ma l l o y E NAW7075u s i n g s e l e c t i v e l a s e rm e l t i n g(S L M)[J].P h y s i c sP r o-c ed i a,2016,83:918-926.[13] Z H A N G H,Z HU H,Q IT,e t a l.S e l e c t i v e l a s e rm e l t i n g o f h i g hs t r e n g t h A l-C u-M g a l l o y s:p r o c e s s i n g,m i c r o s t r u c t u r ea n d m e-c h a n i c a l p r o p e r t i e s[J].M a t e r i a l sS c i e n c ea n dE n g i n e e r i n g:A,2016,656:47-54.[14] H O O P E RPA.M e l t p o o l t e m p e r a t u r e a n d c o o l i n g r a t e s i n l a s e r63Copyright©博看网. All Rights Reserved.第51卷第3期增材制造中高强铝合金的缺陷与力学性能研究进展p o w d e r b e d f u s i o n[J].A d d i t i v e M a n u f a c t u r i n g,2018,22:548-559.[15] O L A K A NM IE O,C O C H R A N E R,D A L G A R N O K.Ar e v i e wo ns e l e c t i v el a s e rs i n t e r i n g/m e l t i n g(S L S/S L M)o fa l u m i n i u ma l l o yp o w d e r s:p r o c e s s i n g,m i c r o s t r u c t u r e,a n d p r o p e r t i e s[J].P r o g r e s s i n M a t e r i a l sS c i e n c e,2015,74:401-477. [16] B E R M I N G H AM M,S T J O H N D,E A S T O N M,e t a l.R e v e a l i n gt h em e c h a n i s m so f g r a i nn u c l e a t i o na n df o r m a t i o nd u r i n g a d d i-t i v em a n u f a c t u r i n g[J].J OM,2020,2(3):1065-1073.[17] Z H O U L,M E H T A A,S C HU L ZE,e t a l.M i c r o s t r u c t u r e,p r e-c i p i t a t e s a n dh a rd ne s s of s e l e c t i v e l y l a s e rm e l t e dA l S i10Mg a l l o yb e f o r e a n d a f t e r h e a t t r e a t m e n t[J].M a t e r i a l sC h a r ac t e r i z a t i o n,2018,143:5-17.[18] Z A V A L A-A R R E D O N D O M,L O N D O N T,A L L E N M,e ta l.U s e o f p o w e r f a c t o r a n d s p e c i f i c p o i n t e n e r g y a s d e s i g n p a r a m e-t e r s i n l a s e r p o w d e r-b e d-f u s i o n(L-P B F)o fA l S i10M g a l l o y[J].M a t e r i a l s&D e s i g n,2019,182:108018.[19] P R A S H A N T H K,S C U D I N O S,E C K E R TJ.D e f i n i n g t h e t e n-s i l e p r o p e r t i e s o fA l-12S i p a r t s p r o d u c e db y s e l e c t i v e l a s e rm e l-t i n g[J].A c t aM a t e r i a l i a,2017,126:25-35.[20] L IX,WA N G X,S A U N D E R S M,e t a l.As e l e c t i v e l a s e rm e l t i n ga n d s o l u t i o nh e a t t r e a t m e n t r e f i n e dA l-12S i a l l o y w i t ha c o n t r o-l l a b l e u l t r a f i n e e u t e c t i cm i c r o s t r u c t u r e a n d25%t e n s i l ed u c t i l i t y[J].A c t aM a t e r i a l i a,2015,95:74-82.[21] H Y E R H,Z H O UL,M E H T A A,e t a l.E f f e c t s o f a l l o y c o m p o s i-t i o n a n d s o l i d-s t a t e d i f f u s i o n k i n e t i c s o n p o w d e r b e df u s i o nc r a c k i n g s u s c e p t i b i l i t y[J].J o u r n a lo fP h a s e E q u i l i b r i a D i f f u-s i o n,2021,42(1):5-13.[22] C H O US,T R A S K M,D A N O V I T C HJ,e t a l.P u l s e d l a s e r p o w-d e rb e df u s i o na d d i t i v e m a n u f a c t u r i n g o f A356[J].M a t e r i a l sC h a r a c t e r i z a t i o n,2018,143:27-33.[23] K I MU R A T,N A K AM O T O T.M i c r o s t r u c t u r e s a n d m e c h a n i c a lp r o p e r t i e s o fA356(A l S i7M g0.3)a l u m i n u ma l l o y f a b r i c a t e db ys e l e c t i v e l a s e rm e l t i n g[J].M a t e r i a l s&D e s i g n,2016,89:1294-1301.[24] D E N GJ,C H E N C,L I U X,e t a l.Ah i g h-s t r e n g t hh e a t-r e s i s t a n tA l-5.7N i e u t e c t i c a l l o y w i t h s p h e r i c a lA l3N i n a n o-p a r t i c l e s b y s e-l e c t i v e l a s e rm e l t i n g[J].S c r i p t aM a t e r i a l i a,2021,203:114034.[25] HU R L YJJ.T h e r m o p h y s i c a l p r o p e r t i e so f g a s e o u s C F4a n dC2F6f r o ms p e e d-o f-s o u n dm e a s u r e m e n t s[J].I n t e r n a t i o n a l J o u r-n a l o fT h e r m o p h y s i c s,1999,20(2):455-584.[26] Z HA N GJ,S O N G B,W E IQ,e ta l.Ar e v i e wo f s e l e c t i v e l a s e rm e l t i n g o f a l u m i n u ma l l o y s:p r o c e s s i n g,m i c r o s t r u c t u r e,p r o p e r-t y a n dd e v e l o p i n g t r e n d s[J].J o u r n a lo f M a t e r i a l sS c i e n c e&T e c h n o l o g y,2019,35(2):270-284.[27] A HU J AB,K A R G M,N A G U L I N K Y,e ta l.F a b r i c a t i o na n dc h a r a c t e r i z a t i o no fh i g hs t r e n g t h A l-C ua l l o y s p r o c e s s e du s i n gl a s e r b e a m m e l t i n g i n m e t a l p o w d e rb e d[J].P h y s i c sP r o c e d i a, 2014,56:135-146.[28] K O US.As i m p l e i n d e x f o r p r e d i c t i n g t h e s u s c e p t i b i l i t y t o s o l i d i-f i c a t i o n c r a c k i n g[J].W e l d i ng J o u r n a l,2015,94(12):374-388.[29] MA R T I NJH,Y A H A T ABD,HU N D L E YJM,e t a l.3D p r i n-t i n g o fh i g h-s t r e n g t ha l u m i n i u m a l l o y s[J].N a t u r e,2017,549(7672):365-369.[30] R A P P A Z M,D R E Z E TJM,G R E MA U D M.An e wh o t-t e a r i n gc r i t e r i o n[J].M e t a l l u r g i c a l a nd M a te r i a l sT r a n s a c t i o n sA,1999,30(2):449-455.[31] C O N I G L I O N,C R O S SC E.I n i t i a t i o na n d g r o w t h m e c h a n i s m sf o rw e l ds o l i d i f i c a t i o nc r a c k i n g[J].I n t e r n a t i o n a lM a t e r i a l sR e-v i e w s,2013,58(7):375-397.[32] S T O C K E R TF,Q I N D,P L A T T N E R G K,e t a l.S u m m a r y f o rp o l i c y m a k e r s[M].C a m b r i d g e:C a m b r i d g eU n i v e r s i t y P r e s s,2014: 1-30.[33] L I U X,L I U J,Y A N G K,e ta l.S t u d y o nt h ed e l i q u e s c e n c eo fA l S b/S bs t a c k s d e p o s i t e db yp u l s e d l a s e rd e p o s i t i o n[J].M a t e-r i a l s S c i e n c e i nS e m i c o n d u c t o rP r o c e s s i n g,2018,81:102-107.[34] X U X,Z H A O Y,H O U H,e ta l.C o n c e n t r a t i o na n df l u i df l o we f f e c t s o nk i n e t i c s,d e n d r i t er e m e l t i n g a n ds t r e s sa c c u m u l a t i o nu p o n r a p i ds o l i d i f i c a t i o no f d e e p l y u n d e r c o o l e da l l o y s[J].J o u r-n a l o fA l l o y s a n dC o m p o u n d s,2018,744:740-749. [35] S O N AWA N E A,R O U X G,B L A N D I N J-J,e t a l.C r a c k i n gm e c h a n i s ma n d i t s s e n s i t i v i t y t o p r o c e s s i n g c o n d i t i o n s d u r i n g l a-s e r p o w d e r b e d f u s i o no f a s t r u c t u r a l a l u m i n u ma l l o y[J].M a t e-r i a l i a,2021,15:100976.[36] L IJ,C H E N G X,L I U D,e ta l.P h a s ee v o l u t i o no fah e a t-t r e a-t a b l ea l u m i n u m a l l o y d u r i n g l a s e ra d d i t i v e m a n u f a c t u r i n g[J].M a t e r i a l sL e t t e r s,2018,214:56-59.[37] S U NS,Z H E N GL,P E N G H,e t a l.M i c r o s t r u c t u r e a n dm e c h a n i-c a l p r o p e r t i e so fA l-F e-V-S i a l u m i n u m a l l o yp r od u ce db y e l e c-t r o nb e a m m e l t i n g[J].M a t e r i a l sS c i e n c ea n dE n g i n e e r i n g:A, 2016,659:207-214.[38] C O N GB,D I N G J,W I L L I AM SS.E f f e c to fa r c m o d ei nc o l dm e t a l t r a n s f e r p r o c e s s o n p o r o s i t y o f a d d i t i v e l y m a n u f a c t u r e dA l-6.3%C ua l l o y[J].T h e I n t e r n a t i o n a l J o u r n a l o fA d v a n c e d M a-n u f a c t u r i n g T e c h n o l o g y,2015,76(9):1593-1606.[39] K E M P E N K,T H I J SL,V A N HUM B E E C KJ,e t a l.P r o c e s s i n gA l S i10M g b y s e l e c t i v e l a s e rm e l t i n g:p a r a m e t e r o p t i m i s a t i o n a n dm a t e r i a l c h a r a c t e r i s a t i o n[J].M a t e r i a l s S c i e n c e a n dT e c h n o l o g y, 2015,31(8):917-923.[40] D I N G Y,MUÑI Z-L E RMAJA,T R A S K M,e ta l.M i c r o s t r u c-t u r e a n dm e c h a n i c a l p r o p e r t y c o n s i d e r a t i o n s i n a d d i t i v em a n u f a c-t u r i n g o f a l u m i n u ma l l o y s[J].M R SB u l l e t i n,2016,41(10):745-751.[41] Y A S AE,K R U T HJ-P,D E C K E R SJ.M a n u f a c t u r i n g b y c o m b i-n i n g s e l e c t i v e l a s e rm e l t i n g a n ds e l e c t i v e l a s e re r o s i o n/l a s e r r e-m e l t i n g[J].C I R PA n n a l s,2011,60(1):263-266. [42] U Z A N N E,R AMA T IS,S HN E C K R,e ta l.O nt h ee f f e c to fs h o t-p e e n i n g o n f a t i g u e r e s i s t a n c e o fA l S i10M g s p e c i m e n s f a b r i-c a t ed b y a d d i t i ve m a n uf a c t u r i ng u s i n g s e l e c t i v el a s e r m e l t i n g(AM-S L M)[J].A d d i t i v eM a n u f a c t u r i n g,2018,21:458-464.[43] Z H A N G C,Z HU H,L I A O H,e t a l.E f f e c t o f h e a t t r e a t m e n t s o nf a t ig u e p r o p e r t y o f s e l e c t i v e l a s e rm e l t i n g A l S i10M g[J].I n t e r-n a t i o n a l J o u r n a l o f F a t i g u e,2018,116:513-522. [44] T AMMA S-W I L L I AM SS,W I T H E R SPJ,T O D DI,e ta l.P o-r o s i t y r e g r o w t h d u r i n g h e a t t r e a t m e n t o f h o t i s o s t a t i c a l l yp r e s s e d a d d i t i v e l y m a n u f a c t u r e d t i t a n i u mc o m p o n e n t s[J].S c r i p-73Copyright©博看网. All Rights Reserved.。
a356铝合金材料标准

a356铝合金材料标准A356铝合金是一种常用的铝合金材料,具有良好的机械性能和加工性能,被广泛应用于汽车、航空航天、船舶等领域。
为了确保A356铝合金的质量和稳定性,制定了一系列的标准和规范,以便对其生产、加工和使用进行指导和监督。
首先,A356铝合金材料标准包括了化学成分、力学性能、热处理工艺、表面质量等方面的要求。
在化学成分方面,A356铝合金要求铜含量在6.5-7.5%,硅含量在0.2-0.45%,镁含量在0.2-0.45%,锌含量不超过0.10%,铁含量不超过0.20%,钛含量不超过0.20%,锰含量不超过0.10%,铬含量不超过0.10%,镍含量不超过0.10%,铅含量不超过0.05%,铝含量为余量。
这些化学成分的要求对于保证A356铝合金的性能至关重要。
其次,在力学性能方面,A356铝合金要求抗拉强度不低于215MPa,屈服强度不低于130MPa,延伸率不低于3%,硬度不低于70HB。
这些力学性能指标直接影响着A356铝合金的使用寿命和安全性能,因此需要严格控制和检测。
另外,热处理工艺也是A356铝合金标准中的重要内容。
A356铝合金可以通过T6热处理工艺来提高其强度和硬度,但需要严格控制热处理工艺参数,以确保合金的性能稳定性。
此外,A356铝合金的表面质量也是标准中需要重点关注的内容。
表面质量的好坏直接影响着A356铝合金制品的外观和耐腐蚀性能,因此需要制定严格的表面质量标准和检测方法。
总的来说,A356铝合金材料标准的制定对于保证A356铝合金的质量和稳定性具有重要意义。
只有严格执行标准要求,才能保证A356铝合金在各个领域的应用效果和安全性能。
希望各相关行业和企业能够重视A356铝合金材料标准的执行,共同推动A356铝合金材料的发展和应用。
6061力学性能
6061力学性能6061的极限抗拉强度为124 MPa 受拉屈服强度55.2 MPa 延伸率25.0 % 弹性系数68.9 GPa 弯曲极限强度228 MPa Bearing Yield Strength 103 MPa 泊松比0.330 疲劳强度62.1 MPa6061热处理工艺快速退火:加热温度350~410℃;随材料有效厚度的不同,保温时间在30~120min 之间;空气或水冷。
2)高温退火:加热温度350~500℃;成品厚度≥6mm时,保温时间为10~30min、<6mm时,热透为止;空气冷。
3)低温退火:加热温度150~250℃;保温时间为2~3h;空气或水冷。
1、6061T651铝合金简介6061-T651是6061合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效果极佳等优良特点。
精密加工/模具用铝合金板产品特点: 1.良好的可成型性、可焊接性。
2.强度高。
3.可使用性好,接口特点优良。
4.易于加工,容易涂层。
5.抗腐蚀性、抗氧化性好。
4、6061T651力学性能:抗拉强度σb (MPa):≥180 屈服强度σ0.2 (MPa):≥110 伸长率δ5 (%):≥14 注:棒材室温纵向力学性能5、6061T651物理性能:合金及坚韧度热膨胀系数溶点范围坚韧度传热度(每寸每方尺)传电系数电阻系数68度至212度6061 13.1 1080-1205T4T6,T6511070116040-13243-1422624。
铝合金 里氏硬度 维氏硬度

铝合金里氏硬度维氏硬度铝合金:从微观到宏观全面解析一、铝合金的基本概念铝合金作为一种广泛应用的金属材料,其具有质轻、强度高、导热性好的特点,被广泛应用于航空航天、汽车制造、建筑材料等领域。
对铝合金的理解和研究,有助于深入了解其在工程领域的应用和性能优势。
二、里氏硬度的原理及测试方法1. 里氏硬度的定义里氏硬度是通过将硬度计压入被测材料表面后,根据压入深度来反映材料硬度的一种硬度测试方法。
它是根据材料的弹性变形来评定材料硬度的。
2. 里氏硬度测试方法(1)常见的里氏硬度计包括洛氏硬度计和布氏硬度计,分别适用于不同的材料硬度测试。
(2)里氏硬度测试时,需要保证被测试材料表面平整清洁,测试时垂直于被测试材料表面施加一定负荷,根据压痕直径来计算材料的硬度值。
三、维氏硬度的原理及测试方法1. 维氏硬度的定义维氏硬度是利用金刚石圆锥头对材料进行压入测试,通过压痕的平均对角线长度来表示材料的硬度大小的硬度测试方法,它可以用来检验金属材料和非金属材料的硬度。
2. 维氏硬度测试方法(1)维氏硬度测试时,金刚石圆锥头先压入被测材料表面,然后根据产生的压痕的对角线长度来计算材料的硬度值。
(2)维氏硬度测试需要根据被测材料的类型和硬度范围选择不同的测试力。
四、铝合金的里氏硬度和维氏硬度测试及分析1. 铝合金的里氏硬度测试(1)铝合金作为一种常用的金属材料,里氏硬度测试可以有效地评估其硬度和强度。
(2)根据不同型号的铝合金材料,选择合适的里氏硬度计进行测试,得到相应的硬度值。
2. 铝合金的维氏硬度测试(1)维氏硬度测试可以更直观地反映铝合金材料的硬度特点,为材料的选材和加工提供重要参考。
(2)通过维氏硬度测试,可以了解铝合金的硬度分布情况,对材料的工程应用和性能评定具有重要意义。
五、个人观点及总结通过对铝合金的里氏硬度和维氏硬度进行测试和分析,可以更全面地了解其力学性能及适用范围,有助于合理选材和加工设计。
里氏硬度和维氏硬度的测试方法也适用于其他金属材料的硬度评定,具有较强的普适性和实用价值。
6061 7075材料成分

6061 7075材料成分一、铝合金60616061铝合金是一种常见的铝合金材料,其成分和性能特点在工业应用中备受关注。
下面是关于6061铝合金的成分分析:1. 化学成分6061铝合金的化学成分主要包括铝、硅、镁、铁、铜等元素。
其中,铝是主要成分,含量约为98%以上。
硅的含量约为0.5%-1.2%,是铝合金中第二大元素。
镁的含量约为0.3%-0.8%,能够提高合金的强度和抗腐蚀性能。
铁和铜的含量相对较少,分别约为0.3%和0.1%左右。
2. 物理性能6061铝合金的密度约为2.7克/立方厘米,弹性模量约为70GPa,泊松比约为0.33。
其抗拉强度和屈服强度分别约为275MPa和220MPa,延伸率约为8%。
此外,6061铝合金具有良好的耐腐蚀性能,能够适应多种环境下的使用要求。
二、铝合金70757075铝合金是一种高强度、高硬度的铝合金材料,具有优异的力学性能和加工性能。
下面是关于7075铝合金的成分分析:1. 化学成分7075铝合金的化学成分主要包括铝、锌、镁、铜、铁等元素。
其中,铝是主要成分,含量约为95%以上。
锌的含量约为4%-4.8%,能够提高合金的强度和硬度。
镁的含量约为2%-3%,能够提高合金的抗腐蚀性能和力学性能。
铜和铁的含量相对较少,分别约为1.2%和0.4%左右。
2. 物理性能7075铝合金的密度约为2.8克/立方厘米,弹性模量约为71GPa,泊松比约为0.33。
其抗拉强度和屈服强度分别约为415MPa和350MPa,延伸率约为8%。
此外,7075铝合金具有良好的抗疲劳性能和耐腐蚀性能,适用于制造高强度、高硬度的结构件和零部件。
综上所述,6061和7075铝合金具有不同的成分和物理性能特点。
在工业应用中,可以根据实际需求选择合适的铝合金材料以满足不同的使用要求。
结构用铝合金材料力学性能

附录A 结构用铝合金材料力学性能常见结构用铝合金板、带材力学性能(标准值)可按表A-1采用,结构用铝合金棒、管、型材力学性能(标准值)可按表A-2采用。
结构用铝合金板、带、棒、管、型材的化学成分可按表A-3采用。
表A-1 结构用铝合金板、带材力学性能标准值502. 表中焊接折减系数的数值适用于材料焊接后存放的环境温度大于10℃,存放时间大于3d(6XXX系列)或30d(7XXX系列)的情况。
3. 表中焊接折减系数的数值适用于厚度不超过15mm的MIG焊,以及3xxx系列、5xxx系列合金和8011A 合金厚度不超过6mm的TIG焊。
对于6xxx系列和7xxx系列合金厚度不超过6mm的TIG焊,焊接折减系数的数值必须乘以0.8。
当厚度超过上述规定,如无试验结果或国内外相关规范规定,3xxx系列、5xxx系列合金和8011A合金焊接折减系数的数值必须乘以0.9,6xxx系列和7xxx系列合金焊接折减系数的数值必须乘以0.8(MIG焊)或0.64(TIG焊)。
对于O状态不需进行上述折减。
表A-2 结构用铝合金棒、管、型材力学性能标准值50径)大于12.5mm的板(或棒)材。
2. 表中焊接折减系数的数值适用于材料焊接后存放的环境温度大于10℃,存放时间大于3d(6XXX系列)或30d(7XXX系列)的情况。
3. 表中焊接折减系数的数值适用于厚度不超过15mm的MIG焊,以及3xxx系列、5xxx系列合金和8011A 合金厚度不超过6mm的TIG焊。
对于6xxx系列和7xxx系列合金厚度不超过6mm的TIG焊,焊接折减系数的数值必须乘以0.8。
当厚度超过上述规定,如无试验结果或国内外相关规范规定,3xxx系列、5xxx系列合金和8011A合金焊接折减系数的数值必须乘以0.9,6xxx系列和7xxx系列合金焊接折减系数的数值必须乘以0.8(MIG焊)或0.64(TIG焊)。
对于O状态不需进行上述折减。
表A-3 结构用铝合金板、带、棒、管、型材的化学成分。
7系铝合金的动态力学性能
7系铝合⾦的动态⼒学性能摘要材料在复杂的服役环境中可能受到各种不同载荷的作⽤,对材料在不同加载条件下⼒学⾏为的研究是完善材料开发、应⽤以及进⾏新材料及结构设计的基础。
⽬前,国内对7005 铝合⾦的研究尚处于初级阶段,对于这类新型⾼性能铝合⾦在动态加载条件下的⼒学⾏为研究仍然⼗分匮乏。
另外,作为⽬前研究材料动态⼒学⾏为最为常⽤的实验设备——分离式霍普⾦森压杆(SHPB)和分离式霍普⾦森拉杆(SHTB)。
本实验研究热处理之后的七系铝合⾦的动态⼒学性能。
⾸先对7005铝合⾦分别进⾏固溶,时效,回归,再时效等不同的热处理⼯艺在动态应变下⼒学⾏为和响应,采⽤分离式Hopkinson 压杆装置对7005铝合⾦试件分别进⾏动态压缩,利⽤光学显微镜对压缩后试件进⾏了微观组织观察。
最后结论发现试件在固溶时效。
回归温度180℃升温10min保温30min 时在应变为0.013 时才到达应⼒123.6MPa。
(应⼒随应变变化的最快,但是达到的最⼤应⼒在所有试验中时最⼩的)。
关键词动态加载; 分离式霍普⾦森压杆; 七系铝合⾦; 微观组织AbstractMaterials will be subjected by various loads in complicated application environment; so,studying the mechanical properties of the materials under different loading conditions is the basis for application and design of the materials. At present, the research on 7005 aluminum alloy is just at the starting stage in China, and the research on the mechanical behaviors of 7005 aluminum alloy under different loading conditions is still very scarce. Meanwhile, the split Hopkinson pressure bar (SHPB) and the split Hopkinson tensile bar (SHTB) are the most commonly used test equipments of dynamic mechanics. The dynamic mechanical properties of the seven-series aluminum alloy after heat treatment were studied. Firstly, 7005 aluminum alloy was subjected to different heat treatment processes, such as solid solution, aging, regression and re-aging, respectively. Under dynamic strain, the 7005 aluminum alloy specimens were dynamically compressed by separate Hopkinson bar, The microstructures were observed after compression. Finally, the specimen in solid solution, and the regression temperature 180 ℃(Warming up for ten minutes Hold for ten minutes)shows that the stress reaches 123.6MPa when the strain is 0.013 . (Stress is the fastest change with strain, but the maximum stress reached is the smallest in all trials).Key words dynamic loading; separate Hopkinson pressure bar; 7××× aluminum alloy; microstructure⽬录摘要 ........................................................................................................................... I Abstract ...................................................................................................................... II 1 绪论 (1)1.1 课题研究背景 (1)1.2 铝元素简介 (3)1.2.1 ⼀系到六系铝合⾦简介 (3)1.2.2 七系铝合⾦发展概述 (4)1.3 铝合⾦的热处理⼯艺 (4)1.3.1 铝合⾦固溶⼯艺 (5)1.3.2 铝合⾦时效⼯艺 (5)1.3.3 热处理时的沉淀顺序 (7)1.4 铝合⾦显微组织 (7)1.4.1 7xxx系铝合⾦显微表征技术 (7)1.4.2 7 xxx系铝合⾦缺陷及研究⽅向 (8)1.5 霍普⾦森杆技术综述 (8)1.5.1 霍普⾦森杆装置的构造 (8)1.5.2 霍普⾦森杆装置实验的原理 (9)1.5.3 霍普⾦森杆实验的要求 (9)1.5.4 霍普⾦森杆的国内外研究现状 (10)1.6 7xxx系铝合⾦动态⼒学性能研究的意义 (11)2 实验部分 (12)2.1实验材料的准备 (12)2.2 7005铝合⾦的热处理 (12)2.2.1固溶处理 (13)2.2.2回归再时效处理 (13)2.3 试件霍普⾦森杆实验 (14)2.3.1 实验材料的准备 (14)2.3.2 实验装置的连接 (14)2.3.3 应变⽚的粘贴与连接 (14)2.3.4 计算机上调试软件 (16)2.3.5 冲击试样和操作时注意事项 (18)2.4 波形分析的计算机操作 (18)2.4.1 波形的预处理 (18)2.4.2 软件分析波形 (19)2.5 切试件磨⾦相 (20)3 分析与讨论 (21)3.1 流动应⼒分析 (21)3.1.1 固溶和时效对动态⼒学性能的影响 (21)3.1.4回归180℃对动态⼒学性能的影响 (24)3.2 微观组织分析 (25)4 结论 (29)5 致谢 (30)参考⽂献 (31)附录A (33)附录B (40)1 绪论1.1 课题研究背景材料的⼒学性能是⼗分复杂的,它依赖于许多因素。
(完整word版)2219铝合金力学性能及生产加工工艺

2219铝合金具有比强度高,低温和高温力学性能好,断裂韧度高,抗应力腐蚀性能好等特点,适用于在高温315℃下工作的结构件、高强度焊接件,在航天和航空得到广泛的应用。
2219铝合金属于可热处理强化形变形铝合金,在固溶时效处理之后,铝合金的力学性能得到很大提高。
一、化学成分2219 铝合金管材的化学成分应符合 GB/T3190《变形铝及铝合金化学成分》国标的规定,具体化学成分见表 1。
表 1 2219铝合金的化学成分Cu Mn Si Zr Fe Mg Zn V Ti Al5.8~6.80.2~0.4≤0.20.1~0.25≤0.3≤0.020.100.05~0.150.02~0.1Ba二、2219铝合金的主要性能不同热处理状态下的2219铝合金在20°C 时的体积电导率为44/%IACS(O态)、28/%IACS(T31、T37、T351 态)、30/%IACS(T62、T81、T87、T851 态);不同状态的 2219 铝合金在20 °C 时的电阻率为39/nΩ·m(O 态)、62/nΩ·m(T31、T37、T351 态)、57/nΩ·m(T62、T81、T87、T851 态);各种状态下的2219 铝合金在20 °C 时的电阻温度系数均为0.1/ nΩ·m·K-1。
其中T3 表示经过热处理之后再冷加工处理,最后自然时效到基本稳定的状态,第二位数字表示经过热处理之后进行冷加工的变形量。
T62 适用于退火态或者自由加态的材料,经过固溶热处理之后,进行人工时效的产品。
T8 表示经过固溶热处理之后进行经冷加工,最后人工时效的状态,第二位数字代表冷加工时,对材料进行的变形量。
此外,在上述所述热处理状态的代号后面添加“51”,表示产品进行了消除应力处理。
2219-O热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为175 MPa、75 MPa、18 %以及73 GPa;2219-T42 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为360 MPa、185 MPa、20 %以及73 GPa;2219-T31和2219-T351热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为360 MPa、250 MPa、17 %以及73 GPa;2219-T37 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为395 MPa、315 MPa、11%以及73 GPa;2219-T62 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为415 MPa、290 MPa、10%以及73 GPa;2219-T81 和2219-T851 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为455 MPa、350 MPa、10 %以及73 GPa;2219-T87 热处理状态下的抗拉强度、屈服强度、延伸率以及弹性模量分别为475 MPa、395 MPa、10 %以及73 GPa。
铝合金的常见力学性能的含义

1、抗拉强度:
试样拉断前承受的最大标称拉应力(抗拉强度即表征材料最大均匀塑性变形的抗力,拉伸试样在承受最大拉应力之前,变形是均匀一致的,但超出之后,金属开始出现缩颈现象,即产生集中变形;对于没有(或很小)均匀塑性变形的脆性材料,它反映了材料的断裂抗力。
符号为Rm(GB/T 228-1987旧国标规定抗拉强度符号为σb),单位为MPa。
)
2、屈服强度:
是金属材料发生屈服现象时的屈服极限,亦即抵抗微量塑性变形的应力。
3、断后伸长率:
指金属材料受外力(拉力)作用断裂时,试棒伸长的长度与原来长度的百分比。
影响铝合金力学性能和电导率的主要因素

影响铝合金力学性能和电导率的主要因素亲,晚上好!1、合金的成分与组织一般情况下,合金的合金化程度愈高,合金的强度也愈高,塑性则相反。
电导率与合金的塑性变化趋势相似,即合金化程度愈高,电导率愈低。
这是因为元素之间形成合金后,作为溶质元素的异类原子会引起作为溶剂元素的晶格点阵畸变,增加了电子的散射,使电阻率增大。
此外,合金组元间的相互作用引起有效电子数减少,也会使电阻率增大。
高强铝合金的组织一般为固溶体的基体上分布着第二相粒子。
研究表明:无论是高强铝合金的力学性能还是电导率都主要取决于它们的基体组织。
对于固溶体基体组织来讲,固溶程度越高,其强度越高。
但电导率却相反,因为固溶程度越高,表示溶质原子溶入溶剂晶格的数量越多,引起溶剂晶格的畸变越大,电子的散射越大,电阻率也越大。
固溶体的电阻率ρ可用马基申定律表示:ρ=ρ1+ρ2(1)式中:ρ1----溶剂的电阻率;ρ2-----溶质引起的电阻率,它等于γ·ξ,γ为溶质的量比,ξ为百分之一溶质量比的附加电阻率。
由(1)式可知:固溶体的电阻由溶剂的电阻和溶质的电阻两部分组成,并与溶质原子的浓度有关;即使溶质元素的电导率比溶剂元素的电导率大,形成固溶体后,电阻率也要增大。
合金的均质程度和组织形态对合金的力学性能有影响,同样对电学性能也有影响。
如不均匀固溶体(溶质原子产生偏聚)的电阻率大于均匀固溶体的电阻率;多相合金的电阻率不仅与组成相的电阻率及相对量有关,而且与合金的组织形态有关。
2、冷塑性变形冷塑性变形使铝合金的晶体缺陷增多、晶格畸变加剧,引起材料的强度、硬度升高,塑性、韧性降低。
这种晶格畸变和晶体缺陷增加,特别是空位浓度的增加,会造成点阵电场的不均匀而加剧电子波的散射,结果引起材料的电阻率增大。
所以说冷塑性变形对铝合金的力学性能和电导率均有影响,但影响趋势相反。
即冷塑性变形使铝合金的力学性能产生强化(加工硬化),电学性能产生弱化(电导率降低)3、回复与再结晶回复可以减少材料的晶体缺陷,特别是点缺陷浓度,使点阵电场的不均匀程度降低,结果使铝合金的电阻率降低。
6082—T6铝合金材料力学性能研究

6082—T6铝合金材料力学性能研究作者:张云峰来源:《科技创新与应用》2016年第33期摘要:采用万能材料试验机和分离式霍普金森压杆(SHPB)装置,对典型车用的6082-T6铝合金材料进行准静态拉伸试验和不同应变率下的动态压缩试验。
通过对两个试验进行对比,分析6082-T6铝材是否为各向同性和应变率敏感材料。
关键词:6082-T6铝材;各向同性;应变率1 概述近年来,随着轨道交通事业的飞速发展,轨道车辆结构的合理化和轻量化已成为轨道交通行业的研究重点,对车辆自重、列车运行速度、易于加工成型、良好的耐腐蚀性以及优良的焊接性等诸多优点,被广泛应用于制造货车车辆、城际列车、地铁和高速列车等[1-4],在轨道交通轻量方面有着无可比拟的作用。
6082铝合金属于A1-Mg-Si系合金,是以Mg2Si为强化相的铝合金,抗拉强度为160~320 MPa,延伸率≥8%,属于可热处理强化的铝合金,具有中等强度、密度低、较好的耐蚀性、优良的加工性能和焊接性能,常用于高速列车车体的主体结构。
6082-T6具有较高的机械特性王誉瑾等对6082-T6高强铝合金型材进行了拉伸试验,统计了材料的力学参数[5]。
庹文海等对轨道交通用6082-T6铝合金进行MIG焊接,对其焊接性能进行观察分析[6]。
韦等利用热模拟机研究6082铝合金的热压缩变形行为,得到了高温下该铝合金的应力-应变曲线[7]。
文章主要就6082-T6铝合金材料的力学性能性能通过万能材料试验机和霍普金森拉杆装置开展了系统的实验研究。
通过对横向切取和纵向切取材料在不同应变率下的对比,得出了6082-T6铝材为各向同性和应变率敏感材料的结论。
2 准静态拉伸试验2.1 试件及仪器运用Instron 5969标准电子万能拉伸试验机对6082-T6铝材进行了准静态拉伸试验。
试件参照GB/T228.1-2010《金属材料拉伸试验第一部分:室温试验方法》[8]制作。
板状试件的尺寸示意图与试件加工后的照片分别如图1(a)和图1(b)所示。
国产结构用铝合金断裂韧性参数校准

国产结构用铝合金断裂韧性参数校准一、铝合金断裂韧性参数的含义铝合金断裂韧性参数是指在一定外加载荷的作用下,材料发生断裂前能够吸收的能量大小。
在材料科学中,通常采用断裂韧性参数来描述金属材料的抗断裂能力。
铝合金断裂韧性参数的常见指标包括KIC值和JIC值等。
1. KIC值:KIC值是指在断裂发生前给定的外加载荷下,材料周边的应力强度因子K 达到临界值时,材料开始产生裂纹并扩展的能量大小。
KIC值能够反映材料抗裂纹扩展的能力,是金属材料断裂韧性的重要参数之一。
国产结构用铝合金作为重要的结构材料,其断裂韧性参数的准确性直接影响着工程结构的安全性和稳定性。
通过对铝合金断裂韧性参数进行准确的校准,可以更加科学地评估材料的抗断裂能力,为工程结构的设计和使用提供可靠的依据。
特别是在高速列车、航空航天等领域,对铝合金材料的断裂韧性参数的要求更为严格,因此对其进行准确的校准尤为重要。
1. 实验测试:实验测试是校准铝合金断裂韧性参数的主要方法之一。
常用的实验测试方法包括冲击试验、拉伸试验、钉扎试验等。
通过对材料在不同外加载荷下的断裂行为进行实验测试,可以获得其断裂韧性参数的具体数值。
2. 理论计算:在实验测试的基础上,还可以采用理论计算的方法对铝合金断裂韧性参数进行校准。
常用的理论计算方法包括有限元分析、线性弹性断裂力学理论等。
通过建立材料的力学模型,结合实际工程条件进行计算,可以获得铝合金断裂韧性参数的具体数值。
1. 校准标准:选择合适的标准进行校准,确保校准结果的可靠性和准确性。
2. 校准工艺:合理安排校准实验和计算流程,确保校准结果的科学性和有效性。
3. 校准设备:采用先进的测试设备和计算软件,保证校准过程的精准性和可控性。
4. 校准人员:具有丰富经验和专业知识的技术人员进行校准工作,确保校准结果的可信度和可靠性。
随着现代材料科学技术的不断进步和发展,国产结构用铝合金断裂韧性参数校准的发展趋势主要体现在以下几个方面:1. 多学科交叉:结合材料科学、力学、数值计算等多个学科领域的知识,综合分析和研究铝合金断裂韧性参数,形成多学科交叉的研究模式。
3003铝板化学成分和力学标准

3003铝板化学成分和力学标准1. 介绍:3003铝板是一种广泛应用的铝合金材料,具有良好的加工性能和耐腐蚀性能。
它的化学成分和力学标准对于其性能和用途起着决定性作用。
本文将全面评估3003铝板的化学成分和力学标准,并对其进行深入探讨。
2. 化学成分:在深入了解3003铝板的化学成分之前,我们需要了解铝合金的一般特点。
铝合金是由铝和其他元素(如锰、镁、硅等)组成的,通过不同的合金元素比例和处理工艺可以获得各种性能的铝合金材料。
在化学成分方面,3003铝板的主要元素包括铝(Al)和锰(Mn),其中铝的含量大于98%,锰的含量在1-1.5%之间。
3003铝板还含有少量的铜(Cu)和其他杂质元素。
这些合金元素的含量和比例对3003铝板的硬度、强度、耐腐蚀性等性能起着重要影响。
3. 力学标准:力学标准是衡量材料性能的重要指标,也是评价3003铝板品质的重要依据。
在力学标准方面,3003铝板的硬度、强度、延展性和耐腐蚀性都是关键指标。
3003铝板的硬度主要体现在它的抗拉强度和屈服强度上。
根据国际标准,3003铝板的抗拉强度在110-205MPa之间,屈服强度在40-150MPa之间。
这表明3003铝板在一定程度上具有一定的硬度和强度,能够满足不同领域的需求。
3003铝板的延展性也是其重要的力学标准之一。
3003铝板的延展率通常在10%以上,这意味着它具有较好的薄板成形性能,适用于各种冲压加工和成型工艺。
3003铝板的耐腐蚀性也是其力学标准中的重要指标之一。
由于其含有锰等合金元素,3003铝板具有良好的抗腐蚀性能,能够在潮湿、腐蚀性环境中长期使用而不受损。
4. 总结与回顾:3003铝板的化学成分和力学标准对其性能和用途起着重要作用,是我们选择和应用该材料时需要重点关注的方面。
我们需要深入了解其化学成分,了解合金元素对其性能的影响,同时也需要关注其力学标准,从抗拉强度、硬度、延展性和耐腐蚀性等方面全面评估其品质和适用范围。
6061铝合金的屈服强度

6061铝合金的屈服强度6061铝合金是一种常用的工业金属材料,具有优良的力学性能和耐腐蚀性。
其屈服强度是指在材料受到外力作用时,开始发生可见塑性变形的临界强度。
了解6061铝合金的屈服强度对于正确使用和设计这种材料的结构具有重要的指导意义。
首先,6061铝合金的屈服强度取决于其合金化元素的含量和加工工艺。
该合金的特点是含有适量的镁和硅等元素,这些合金化元素通过形成固溶体和析出相的方式增加其强度。
在加工过程中,适当的热处理工艺也可以显著提高6061铝合金的屈服强度。
其次,6061铝合金的屈服强度还受到其晶格结构和晶界特征的影响。
这种合金的晶体结构为面心立方晶格,具有良好的可塑性。
而晶界则是晶体之间的界面,它们的性质和稳定性对材料的力学性能有着重要影响。
优良的晶界质量和晶界固溶体的形成可以显著提高6061铝合金的屈服强度。
此外,材料的形状和尺寸对屈服强度也有一定影响。
通常来说,较大的断口尺寸和不规则的形状会导致应力集中,从而降低材料的屈服强度。
因此,在设计和制造结构时,应尽可能避免尺寸过大或不规则形状的零件。
对于工程师和设计师来说,了解6061铝合金的屈服强度是非常重要的。
这将有助于他们正确选择材料并确定合理的设计强度。
根据实际工作环境和使用要求,可以确保结构的安全可靠性。
总之,6061铝合金的屈服强度是评估其力学性能的重要指标。
通过掌握其合金化元素含量、加工工艺、晶格结构和晶界特征等因素,可以有效提高材料的屈服强度。
对于工程师和设计师来说,深入了解6061铝合金的屈服强度对于正确使用这种材料具有重要的指导意义,同时也能够确保结构的安全可靠性。
6061力学性能

6061力学性能6061的极限抗拉强度为124 MPa 受拉屈服强度 55.2 MPa 延伸率25.0 % 弹性系数68.9 GPa 弯曲极限强度228 MPa Bearing Yield Strength 103 MPa 泊松比0.330 疲劳强度 62.1 MPa6061热处理工艺快速退火:加热温度350~410℃;随材料有效厚度的不同,保温时间在30~120min 之间;空气或水冷。
2)高温退火:加热温度350~500℃;成品厚度≥6mm时,保温时间为10~30min、<6mm时,热透为止;空气冷。
3)低温退火:加热温度150~250℃;保温时间为2~3h;空气或水冷。
1、6061T651铝合金简介6061-T651是6061合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效果极佳等优良特点。
精密加工/模具用铝合金板产品特点: 1.良好的可成型性、可焊接性。
2.强度高。
3.可使用性好,接口特点优良。
4.易于加工,容易涂层。
5.抗腐蚀性、抗氧化性好。
4、6061T651力学性能:抗拉强度σb (MPa):≥180 屈服强度σ0.2 (MPa):≥110 伸长率δ5 (%):≥14 注:棒材室温纵向力学性能5、6061T651物理性能:合金及坚韧度热膨胀系数溶点范围坚韧度传热度(每寸每方尺)传电系数电阻系数68度至212度6061 13.1 1080-1205 T4T6,T6511070116040-13243-1422624。
铝合金受压屈服强度

铝合金受压屈服强度铝合金是一种常用的金属材料,具有较轻的重量和良好的强度特性,因此被广泛应用于航空航天、汽车制造、建筑和电子等领域。
在设计和制造过程中,了解铝合金的受压屈服强度是至关重要的。
铝合金的受压屈服强度是指在受到压力作用下,材料开始产生塑性变形的最大承载能力。
在工程实践中,受压屈服强度通常被用来评估材料的可靠性和安全性。
铝合金的受压屈服强度受多种因素影响,包括合金成分、热处理状态和试样几何形状等。
合金成分是指铝合金中添加的其他元素,如铜、镁、锌等。
这些元素的不同含量和比例会对合金的力学性能产生显著影响。
例如,添加适量的铜可以提高铝合金的强度和硬度,但过高的铜含量会降低合金的塑性。
热处理是指通过加热和冷却等工艺方法改变材料的结构和性能。
常见的热处理方法包括固溶处理、时效处理等。
固溶处理可以提高合金的强度和硬度,而时效处理则可以进一步提高合金的强度和耐腐蚀性能。
选择合适的热处理方法可以使铝合金达到最佳的受压屈服强度。
试样几何形状也会对铝合金的受压屈服强度产生影响。
通常情况下,工程实践中采用的试样形状为圆柱形或矩形,通过在试样上施加压力来测定其受压屈服强度。
试样的几何形状和尺寸会影响材料的应力分布和塑性变形能力,从而影响受压屈服强度的测定结果。
除了以上因素,环境条件和试验方法也会对铝合金的受压屈服强度产生影响。
例如,高温环境下,铝合金的强度和硬度通常会降低,因此在高温条件下使用铝合金时需要考虑这一因素。
试验方法的选择和执行也需要遵循标准规范,以确保测试结果的准确性和可靠性。
铝合金的受压屈服强度是评估材料性能和可靠性的重要指标。
了解铝合金受压屈服强度的影响因素,并选择合适的合金成分、热处理方法和试验条件,可以提高铝合金的力学性能和使用寿命,确保其在各个领域的应用安全可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录A 结构用铝合金材料力学性能
常见结构用铝合金板、带材力学性能(标准值)可按表A-1采用,结构用铝合金棒、管、型材力学性能(标准值)可按表A-2采用。
结构用铝合金板、带、棒、管、型材的化学成分可按表A-3采用。
表A-1 结构用铝合金板、带材力学性能标准值
注:1. 伸长率标准值中,A适用于厚度不大于12.5mm的板材,A适用于厚度大于12.5mm的板材。
502. 表中焊接折减系数的数值适用于材料焊接后存放的环境温度大于10℃,存放时间大于3d(6XXX系列)或30d(7XXX系列)的情况。
3. 表中焊接折减系数的数值适用于厚度不超过15mm的MIG焊,以及3xxx系列、5xxx系列合金和8011A合金厚度不超
过6mm的TIG焊。
对于6xxx系列和7xxx系列合金厚度不超过6mm的TIG焊,焊接折减系数的数值必须乘以0.8。
当厚度超过上述规定,如无试验结果或国内外相关规范规定,3xxx系列、5xxx系列合金和8011A合金焊接折减系数的数值必须乘以0.9,6xxx系列和7xxx系列合金焊接折减系数的数值必须乘状态不需进行上述折减。
O焊)。
对于TIG(0.64焊)或MIG(0.8以.
表A-2 结构用铝合金棒、管、型材力学性能标准值
适用于厚度(或直的板(或棒)材,A注:1. 伸长率标准值中,A适用于厚度(或直径)不大于12.5mm50 12.5mm的板(或棒)材。
径)大于系6XXX(2. 表中焊接折减系数的数值适用于材料焊接后存放的环境温度大于10℃,存放时间大于3d 系列)的情况。
列)或30d(7XXX8011A系列合金和MIG焊,以及3xxx系列、5xxx3. 表中焊接折减系数的数值适用于厚度不超过15mm的焊接折减系数的7xxx系列合金厚度不超过6mmTIG焊,合金厚度不超过6mm的TIG焊。
对于6xxx系列和系列合。
当厚度超过上述规定,如无试验结果或国内外相关规范规定,3xxx系列、5xxx的数值必须乘以0.8系列合金焊接折减系数的数值必须乘0.9,6xxx系列和7xxx金和8011A合金焊接折减系数的数值必须乘以TIG焊)。
对于O状态不需进行上述折减。
以0.8(MIG焊)或0.64(
结构用铝合金板、带、棒、管、型材的化学成分表A-3。