《汽车制造工艺》——装配工艺.pptx
合集下载
汽车总装汽车制造工艺.ppt
5.专用装配设备:车号打号机、罗纹紧固设备、车轮装配 专用设备、自动涂胶机、液压桥装小车。
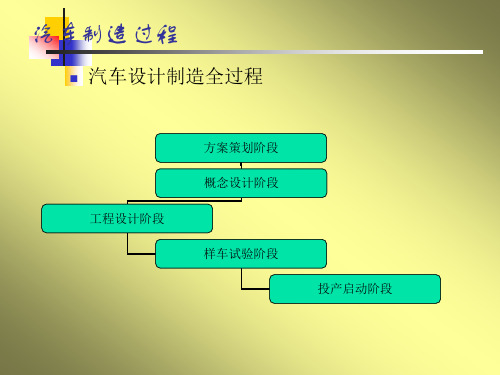
汽车总 装过程
汽车总装配线由车身储存工段、底盘装配工段、车门分 装输送工段、最终装配工段、动力总成分装工段、前梁 分装工段、后桥分装工段、仪表板总成工段、发动机总 装工段。
例:宝马总装过程
图
start车身由涂装线过来后拆卸车 门
生产线工 艺流程
装配技术 发展趋势
汽车总 装过程
参考书 学习材料
整车装 配设备
汽车总装 生产线
汽车制造总装机械化生产线系统包括整车装配线(工 艺链,由多台电动机驱动)、车身输送线、储备线、升 降机等。
汽车装配线一般是由输送设备(空中悬挂和地面) 和专业设备(如举升、翻转、压装、加热或冷却、 检测、螺栓螺母紧固设备等)构成的有机整体。
检验电器 发动机预装
安装鼓风机、热交换器
安装副仪表板
检验评估
遵循标准
1.总装工艺流程是否满足涵盖装配内容要求 2.总装工艺流程是否满足生产节拍要求 3.总装工艺流程是否满足场地、装备设备布置要求 4.总装工艺流程是否满足人员最省要求 5.总装工艺流程是否满足顺序优化要求
检验评估
总装质量检验
1.总装质量检验内容 油漆检验、零部件检验、电器检验、雨淋检验
2.总装质量检验方法 装配工自检、车间检验、整厂质量检验、 奥地特检验:每天抽检四辆出厂车、检查质量、分析缺陷 原因、追查责任。
3.装配过程中的常见问题: 装配不到位,接线不到位;油漆 碰毛,拉毛
检验评估
总装车间安全
1.进车间实习劳动,一定要穿戴好工作衣裤,裤带的金属搭 扣,衣 服纽扣,钥匙圈不能外露。不能带戒指、手表劳动,以免将车身表面 油漆划破。 2.不能随便进入黄色隔离带 3.严禁动用车辆 4.不要随便操纵汽油加注设备,氟里昂加注设备、冷却液加注设备。 5.不能随便动用车间里的检测及调整设备,以免损坏或影响精度。
汽车总 装过程
汽车总装配线由车身储存工段、底盘装配工段、车门分 装输送工段、最终装配工段、动力总成分装工段、前梁 分装工段、后桥分装工段、仪表板总成工段、发动机总 装工段。
例:宝马总装过程
图
start车身由涂装线过来后拆卸车 门
生产线工 艺流程
装配技术 发展趋势
汽车总 装过程
参考书 学习材料
整车装 配设备
汽车总装 生产线
汽车制造总装机械化生产线系统包括整车装配线(工 艺链,由多台电动机驱动)、车身输送线、储备线、升 降机等。
汽车装配线一般是由输送设备(空中悬挂和地面) 和专业设备(如举升、翻转、压装、加热或冷却、 检测、螺栓螺母紧固设备等)构成的有机整体。
检验电器 发动机预装
安装鼓风机、热交换器
安装副仪表板
检验评估
遵循标准
1.总装工艺流程是否满足涵盖装配内容要求 2.总装工艺流程是否满足生产节拍要求 3.总装工艺流程是否满足场地、装备设备布置要求 4.总装工艺流程是否满足人员最省要求 5.总装工艺流程是否满足顺序优化要求
检验评估
总装质量检验
1.总装质量检验内容 油漆检验、零部件检验、电器检验、雨淋检验
2.总装质量检验方法 装配工自检、车间检验、整厂质量检验、 奥地特检验:每天抽检四辆出厂车、检查质量、分析缺陷 原因、追查责任。
3.装配过程中的常见问题: 装配不到位,接线不到位;油漆 碰毛,拉毛
检验评估
总装车间安全
1.进车间实习劳动,一定要穿戴好工作衣裤,裤带的金属搭 扣,衣 服纽扣,钥匙圈不能外露。不能带戒指、手表劳动,以免将车身表面 油漆划破。 2.不能随便进入黄色隔离带 3.严禁动用车辆 4.不要随便操纵汽油加注设备,氟里昂加注设备、冷却液加注设备。 5.不能随便动用车间里的检测及调整设备,以免损坏或影响精度。
汽车制造工艺汽车总装教学课件

汽车总装设备选择原 则
探索选择适合特定车辆总装的 设备的准则和考虑因素。
汽车总装质量检验
汽车总装质量检验的重要性 汽车总装质量检验方法
了解为何汽车总装过程中的质量 检验至关重要,确保每辆车辆质 量达标。
了解汽车总装质量检验所使用的 方法和工具,包括外观检查和性 能测试。
汽车总装质量检验的评价 标准
深入了解汽车总装质量检验的评 价标准,确保达到行业标准和用 户期望。
总结
回顾本次教学内容,总结评价,并展望汽车制造工艺与技术的未来发展。
参考文献
相关书籍
推荐阅读与汽车制造工艺和汽 车总装相关的经典书籍和研究 文献。
相关期刊
介绍与汽车制造工艺和汽车总 装相关的重要期刊和研究论文 发表。
相关网站
提供一些有用的网站资源,以 便进一步学习和研究汽车制造 工艺和汽车总装。
汽车总装工艺流程
1
汽车总装工艺概述
了解汽车总装的基本流程和关键要素,从总装线开始构建整辆车辆。
2
地盘总装工艺流程
深入研究汽车地盘总装的工艺流程,包括底盘、悬挂和车轮的组装。
3
车身总装工艺流程
了解汽车车身总装的工艺流程,包括技术
探索汽车总装中的关键焊接技术,包括焊接方法和焊接设备。
汽车涂装技术
了解汽车总装中的重要涂装技术,包括涂装工艺和环境保护。
汽车装配技术
深入研究汽车总装中的装配技术,包括零部件安装和装配流程。
汽车总装线设备介绍
汽车总装线设备
介绍汽车总装线上常用的设备 和工具,包括自动化和人工操 作。
汽车总装设备分类
将汽车总装设备按照不同的功 能分类,了解各类设备的特点 和作用。
汽车制造工艺汽车总装教 学课件PPT
汽车制造总装配工艺.pptx
整车制造工艺
1 冲压
冷冲压或板料冲压是使金属板料在冲模中承 受压力而被切离或成形的加工方法。采用冷冲压 加工的汽车零件有:发动机油底壳,制动器底板, 汽车车架以及大多数车身零件。这些零件一般都 经过落料、冲孔、拉深、弯曲、翻边、修整等工 序而成形。为了制造冷冲压零件,必须制备冲模。 冲模通常分为2块,其中一块安装在压床上方并可 上下滑动,另一块安装在压床下方并固定不动。 生产时,坯料放在2块冲模之间,当上下模合拢时, 冲压工序就完成了。冲压加工的生产率很高,并 可制造形状复杂而且精度较高的零件。
整车制造工艺
二、整车制造工艺的范围
整车制造主要工艺流程包括:冲压、焊装、 涂装和总装四大工艺的工艺规划、产品工艺性 审查、工艺设计、工装设计、工艺验证和工装 验证。
整车制造工艺内容包括:冲压、焊装、涂 装和总装四大工艺的工艺过程卡、工艺指导书、 标准工序指引、作业标准、检验标准、操作规 程、材料定额、工时定额等。
不可拆式联结 两个或两个以上的零件联结后,不能拆卸。如果
拆卸,则将损坏其中的零件。
装配的地位和作用
装配将最终检验零部件的制造质量。 装配可以发现生产薄弱环节。 装配将最终影响产品质量。
装配的生产组织形式
装配生产组织形 式
固定式装配
移动式装配
按集中原则进行 按分散原则进行
强制移动式
自由移动式
整车制造工艺
3 涂装
(3)中涂
a. 打磨底漆 b. 除尘 c. 喷中涂漆 d. 中涂漆烘干
(3)中涂
整车制造工艺
3 涂装
(4)上涂
a. 打磨中涂层,去除颗粒、纤维等 b. 除尘 c. 喷面漆
面漆一般分单层面漆、双层面漆(底色+清漆)、三层 面漆(素色底色+珍珠底色+清漆) 单层面漆以素色漆为主,一般喷两遍,然后流平5~10分钟, 然后烘烤。双层面漆先喷底色(一般两遍),闪干5~10分 钟后喷两道清漆,然后流平5~10分钟,然后烘烤。 三层面漆先喷两道素色底色,然后在其上喷珍珠底色两道, 然后喷清漆。
汽车车装配工艺流程 ppt课件

前后轮室罩安装
发动机下部护板安装
汽车车装配工艺流程
2
升降器模块安装
外拉手基座固定
外拉手安装
玻璃滑道安装ຫໍສະໝຸດ 车门玻璃安装内、外侧挡水条安装
后视镜安装
内饰板安装
后视镜内三角盖板安装
MDC认证车装配工艺流程 - 底盘
车身下部堵塞贴片安装
燃油管安装
碳管安装
油箱安装及连接
喷淋壶安装
制动油管连接
前后悬模块安装
前后悬扭矩确认
手刹拉线连接并固定
消音器安装
变速箱下部栓固定
MDC认证车装配工艺流程 - 内饰
拆卸车门
扭力杆及支架安装
堵塞、贴片安装
线束投入及安装
制动踏板、离合踏板、油门踏板安装
隔音棉安装
制动泵安装
天窗及天窗支架、水管安装
帘幕气囊安装
气囊控制单元安装
偏转传感器
换挡拉线安装
前机舱盖及后备箱、油门拉线安装
前后安全带安装及扭矩确认
谐振器安装
自诊断插头安装
转向助力油壶、油管安装
ABS分装及油管连接
空调管安装
后尾灯安装
安装雨刷电机支架及电机
顶衬安装
上B柱安装
后牌照灯安装
后备箱饰条
后备箱侧内饰安装
后尾灯安装
后保险杠安装
后横向内饰安装
后备箱密封条安装
锁销安装
汽车车装配工艺流程
仪表台模块投入及安装 1
MDC认证车装配工艺流程 - 车门
玻璃绒槽安装
车门框密封条安装
侧防撞垫安装
限位器安装
汽车制造工艺—装配 共33页PPT资料
完整功能
3
装配
2. 汽车装配的定义
按规定的技术要求,把若干零件结合成部件(组 件)的过程称为部装,把零件和部件结合成最终产品 的过程称为总装,部装和总装统称为装配。
装配就是将各种零部件、合件或总成按规定的技 术条件和质量要求联接组合成完整产品的生产过程, 也可称为“使各种零件部件、合件或总成具有规定的 相互位置关系的工艺过程”。
9
装配
(4). 产品的装配精度主要内容 1)、距离精度 距离精度是指相关零部件间的距离尺寸精度。 2)、相互位置精度 装配中的相互位置精度包括相关零部件间的平行
度、垂直度、同轴度及各种跳动等。 3)、相对运动精度
相对运动精度是产品中有相对运动的零部件间在 运动方向和相对速度上的精度。多表现为零部件间相 对运动时的平行度和垂直度和传动精度.
2)、装配的统一性 按着生产计划,对基本车型,按工艺要求装配, 不得误装、错装和漏装,装配方法必须按工艺要求; 装配要统一:两车间装的同种车型统一、同一车间装 的同种车型统一、同一工位干的同样车型统一,简称 为“三统一”。
5
装配
3)、装配的紧固性。 凡是螺栓、螺母、螺钉等件必须达到规定的扭矩 要求。应交叉紧固的必须交叉紧固,否则会造成螺母 松动现象,带来安全隐患。螺纹联接严禁松动现象, 不过,过紧会造成螺纹变形、螺母卸不下来。
4)、装配的润滑性 按工艺要求,凡润滑部位必须加注定量的润滑油 和润滑脂。对发动机来说,如果润滑油过少或漏加, 发动机运转起来,很快会造成齿轮磨损,拉缸现象, 直到整机损坏;加注过多,发动机运转时润滑油很容 易窜到燃烧室、燃烧后产生积碳;因此加油量必须按 工艺要求加。
6
装配
5)、装配的密封性。 (1)冷却系统的密封性,各接头不得漏水。 (2)燃油系统的密封性。各管路连接和燃油
3
装配
2. 汽车装配的定义
按规定的技术要求,把若干零件结合成部件(组 件)的过程称为部装,把零件和部件结合成最终产品 的过程称为总装,部装和总装统称为装配。
装配就是将各种零部件、合件或总成按规定的技 术条件和质量要求联接组合成完整产品的生产过程, 也可称为“使各种零件部件、合件或总成具有规定的 相互位置关系的工艺过程”。
9
装配
(4). 产品的装配精度主要内容 1)、距离精度 距离精度是指相关零部件间的距离尺寸精度。 2)、相互位置精度 装配中的相互位置精度包括相关零部件间的平行
度、垂直度、同轴度及各种跳动等。 3)、相对运动精度
相对运动精度是产品中有相对运动的零部件间在 运动方向和相对速度上的精度。多表现为零部件间相 对运动时的平行度和垂直度和传动精度.
2)、装配的统一性 按着生产计划,对基本车型,按工艺要求装配, 不得误装、错装和漏装,装配方法必须按工艺要求; 装配要统一:两车间装的同种车型统一、同一车间装 的同种车型统一、同一工位干的同样车型统一,简称 为“三统一”。
5
装配
3)、装配的紧固性。 凡是螺栓、螺母、螺钉等件必须达到规定的扭矩 要求。应交叉紧固的必须交叉紧固,否则会造成螺母 松动现象,带来安全隐患。螺纹联接严禁松动现象, 不过,过紧会造成螺纹变形、螺母卸不下来。
4)、装配的润滑性 按工艺要求,凡润滑部位必须加注定量的润滑油 和润滑脂。对发动机来说,如果润滑油过少或漏加, 发动机运转起来,很快会造成齿轮磨损,拉缸现象, 直到整机损坏;加注过多,发动机运转时润滑油很容 易窜到燃烧室、燃烧后产生积碳;因此加油量必须按 工艺要求加。
6
装配
5)、装配的密封性。 (1)冷却系统的密封性,各接头不得漏水。 (2)燃油系统的密封性。各管路连接和燃油
《汽车装配工艺》PPT课件

25
制定计划
汽车桥的装配
1.桥的装配过程 (1)左、右侧: 装后减震器到车身。装后减震器到后横梁,并用2个螺钉紧 固到规定扭矩 装后板簧后吊耳到车身下支架。放后板簧后端到图示后吊 耳夹板中用螺母及螺栓松装 装后减震器下端到后桥上,并用垫圈及螺母紧固到规定扭 矩
2021/4/25 26
制定计划
(2)装热风地板通道 把堵放到加热器地板通道上的孔中固定 将通道总成装到空调加热器上,并将通道卡入空调加热器
装横向减震杆支架到纵梁:放推力杆支架和板式组合螺 栓推力杆平板总成到纵梁,并用另一个推力杆平板总成和4 个螺母松装;紧固4个螺母到规定扭矩
2021/4/25 29
制定计划
(4)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支 架中,用螺栓、螺母松装,用手动定扭扳手紧固。
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前纵梁 上的安装支架。
2021/4/25 4
收集信息
驱动桥基本知识
1. 功能: 驱动桥处于动力传动系的末端,其基本功能是增大由传动
轴或变速器传来的转矩,并将动力合理的分配给左、右驱动 轮,另外还承受作用于路面和车架或车身之间的垂直立、纵 向力和横向力。驱动桥一般由主减速器、差速器、车轮传动 装置和驱动桥壳等组成。
2021/4/25 5
2021/4/25 3
收集信息
汽车基本知识
汽车的桥主要分为:前桥和后桥,前桥即转向桥,主要 作用是利用转向力传给车轮,制动时承受着制动力和力矩。后桥即驱 动桥,主动桥,用来支持车架。并从车架传递负荷到车轮上。 这两个是汽车底盘的行使系得一部分。行使系是汽车在道路 上行驶的部分。他将汽车个总成部分连接为以整体,支持并 保证汽车行驶。
制定计划
汽车桥的装配
1.桥的装配过程 (1)左、右侧: 装后减震器到车身。装后减震器到后横梁,并用2个螺钉紧 固到规定扭矩 装后板簧后吊耳到车身下支架。放后板簧后端到图示后吊 耳夹板中用螺母及螺栓松装 装后减震器下端到后桥上,并用垫圈及螺母紧固到规定扭 矩
2021/4/25 26
制定计划
(2)装热风地板通道 把堵放到加热器地板通道上的孔中固定 将通道总成装到空调加热器上,并将通道卡入空调加热器
装横向减震杆支架到纵梁:放推力杆支架和板式组合螺 栓推力杆平板总成到纵梁,并用另一个推力杆平板总成和4 个螺母松装;紧固4个螺母到规定扭矩
2021/4/25 29
制定计划
(4)装上控制臂:放上控制臂到纵梁内侧及控制臂固定支 架中,用螺栓、螺母松装,用手动定扭扳手紧固。
装上控制臂:用螺母及螺栓装上控制臂到前桥 装下控制臂到前纵桥:用螺母及螺栓松装下控制臂到前纵梁 上的安装支架。
2021/4/25 4
收集信息
驱动桥基本知识
1. 功能: 驱动桥处于动力传动系的末端,其基本功能是增大由传动
轴或变速器传来的转矩,并将动力合理的分配给左、右驱动 轮,另外还承受作用于路面和车架或车身之间的垂直立、纵 向力和横向力。驱动桥一般由主减速器、差速器、车轮传动 装置和驱动桥壳等组成。
2021/4/25 5
2021/4/25 3
收集信息
汽车基本知识
汽车的桥主要分为:前桥和后桥,前桥即转向桥,主要 作用是利用转向力传给车轮,制动时承受着制动力和力矩。后桥即驱 动桥,主动桥,用来支持车架。并从车架传递负荷到车轮上。 这两个是汽车底盘的行使系得一部分。行使系是汽车在道路 上行驶的部分。他将汽车个总成部分连接为以整体,支持并 保证汽车行驶。
汽车总装汽车制造工艺.pptx
底盘到位
升底盘托架
拆卸车门后的车身输送到装配线 进入底盘装配线 底盘与车身定位
end
Hale Waihona Puke 安装线束 安装油箱车身内部安装完毕 安装转向盘
底盘与车身安装紧固
完成总装
准备安装车轮
完成底盘检测调 试
安装地板内饰 安装仪表台 安装操纵台 内饰安装完毕
安装座椅 风窗玻璃安装到 位 风窗玻璃涂密封 胶
准备安装前风窗玻璃
以静扭扳手和定扭矩电动扳手替代冲击式气动扳手 是装配工具的发展趋势
制定计划
制定桑塔纳轿车的总装基本工艺流程
克莱斯勒铂 锐汽车生产 产量
工艺装备情况
总装线形式
员工人数/班 次
总装的工艺流程
计划实施
门锁装配 左右线束装配
桑塔纳轿车的总装基本工艺流程
下线调整 安装轮胎总成
牌照灯线束装配
安装摇窗机总成
后灯线束 中央电器装配
总结提高
教师归纳
1
总装工艺流程
2
总装工艺装备
3
检验方法
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 6.2920.6.29Monday, June 29, 2020
• 10、人的志向通常和他们的能力成正比例。11:24:4511:24:4511:246/29/2020 11:24:45 AM
检验电器 发动机预装
安装鼓风机、热交换器
安装副仪表板
检验评估
遵循标准
1.总装工艺流程是否满足涵盖装配内容要求 2.总装工艺流程是否满足生产节拍要求 3.总装工艺流程是否满足场地、装备设备布置要求 4.总装工艺流程是否满足人员最省要求 5.总装工艺流程是否满足顺序优化要求
汽车制造总装配工艺100页PPT

Fra bibliotek 谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
汽车制造总装配工艺
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
汽车制造总装配工艺
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安装操纵台
风窗玻璃涂密封胶 完成安装前后保险杠 放下底盘托架
内饰安装完毕 准备安装前风窗玻璃 放下吊架
准备放下底盘托架
收集信息
汽车总 装过程
调整:
1.调整设备:车轮定位调整设备、双轴转鼓实验台、 前照灯光束调整仪、怠速调整仪、废气排放量调整设备 和雨淋设备等。
2.调整内容: 前轮定位、前照灯定位调整
车身由涂装线过来后拆卸车门
底盘到位
升底盘托收架集 信 息
拆卸车门后的车身输送到装配线 进入底盘装配线 底盘与车身定位
安装线束
车身内部安装完毕 底盘与车身安装紧固
完成总装
安装油箱
安装转向盘
准备安装车轮
完成底盘检测调试
安装地板内饰 安装座椅
完成车轮安装
底盘检测调试
安装仪表台
风窗玻璃安装到位 准备安装前后保险杠 进入底盘调试
制定某轿车的总装基本工艺流程
制定计划
汽车生产产量 工艺装备情况
总装线形式
员工人数/班 次
总装的工艺流程
某轿车的总装基本工艺流程
门锁装配 左右线束装配
Hale Waihona Puke 实施计划下线调整 安装轮胎总成
牌照灯线束装配
安装摇窗机总成
后灯线束 中央电器装配
检验电器 发动机预装
安装鼓风机、热交换器
安装副仪表板
检验评估
遵循标准
汽车装配线一般是由输送设备(空中悬挂和地面) 和专业设备(如举升、翻转、压装、加热或冷却、 检测、螺栓螺母紧固设备等)构成的有机整体。
生产线工 艺流程
汽车制造总装生产线工艺流程由存储区、工件装配 区、升降区、检修区、检测区、下线区等组成。
收集信息
整车装配 设备
主要包括:装配线所用输送设备、发动机和前后桥等各大 总成上线设备、各种油液加注设备、出出厂检测设备及各 种专用装配设备
。2020年12月14日星期一下午1时4分7秒13:04:0720.12.14 15、会当凌绝顶,一览众山小。2020年12月下午1时4分20.12.1413:04December 14, 2020 16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年12月14日星期一1时4分7秒13:04:0714 December 2020
总结提高
1
总装工艺流程
2
总装工艺装备
3
检验方法
谢 谢!
9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20.12.1 420.12.14Monday, December 14, 2020 10、人的志向通常和他们的能力成正比例。13:04:0713:04:0713:0412/14/2020 1:04:07 PM 11、夫学须志也,才须学也,非学无以广才,非志无以成学。20.12.1413:04:0713:04Dec-2014-Dec-20 12、越是无能的人,越喜欢挑剔别人的错儿。13:04:0713:04:0713:04Monday, December 14, 2020 13、志不立,天下无可成之事。20.12.1420.12.1413:04:0713:04:07December 14, 2020
1.输送设备:用于总装配线、各总成分装线以及大总成上 线的输送
2.大总成上线设备:指发动机、前桥、后桥、驾驶室、车 轮等总成在分装、组装后送至总装配线并在相应工位上线 所采用的输送、吊装设备。
收集信息
整车装配 设备
3.各种油液加注设备:包括燃油、润滑油、清洁剂、冷却 液、制动液、制冷剂等各种加注设备。
3.装配过程中的常见问题: 装配不到位,接线不到位;油漆、碰毛,拉毛
检验评估
总装车间安全
1.进车间实习劳动,一定要穿戴好工作衣裤,裤带的金属搭 扣,衣 服纽扣,钥匙圈不能外露。不能带戒指、手表劳动,以免将车身表面 油漆划破。 2.不能随便进入黄色隔离带 3.严禁动用车辆 4.不要随便操纵汽油加注设备,氟里昂加注设备、冷却液加注设备。 5.不能随便动用车间里的检测及调整设备,以免损坏或影响精度。
T H E E N D 17、一个人如果不到最高峰,他就没有片刻的安宁,他也就不会感到生命的恬静和光荣。下午1时4分7秒下午1时4分13:04:0720.12.14
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
1.总装工艺流程是否满足涵盖装配内容要求 2.总装工艺流程是否满足生产节拍要求 3.总装工艺流程是否满足场地、装备设备布置要求 4.总装工艺流程是否满足人员最省要求 5.总装工艺流程是否满足顺序优化要求
检验评估
总装质量检验
1.总装质量检验内容 油漆检验、零部件检验、电器检验、雨淋检验
2.总装质量检验方法 装配工自检、车间检验、整厂质量检验、 奥地特检验:每天抽检四辆出厂车、检查质量、分析缺陷 原因、追查责任。
《汽车制造工艺》——装配工艺
任务:汽车装配基础知识
主讲教师: 威兰
辅导教师: 冯志新
北京电子科技职业学院汽车工程学院
活动内容
接受任务 收集信息 制定计划 实施计划 检验评估
总结提高
接受任务
熟悉汽车装配的基础知识
整车装配工艺装备 汽车总装过程 检验方法
汽车总装 生产线
收集信息
汽车制造总装机械化生产线系统包括整车装配线(工 艺链,由多台电动机驱动)、车身输送线、储备线、升 降机等。
4.出厂检测设备:前束试验台、侧滑试验台、转向试验台、 前照灯检测仪、制动试验台、车速表试验台、排气分析仪。
5.专用装配设备:车号打号机、罗纹紧固设备、车轮装配 专用设备、自动涂胶机、液压桥装小车。
收集信息
汽车总 装过程
汽车总装配线由车身储存工段、底盘装配工段、车门分 装输送工段、最终装配工段、动力总成分装工段、前梁 分装工段、后桥分装工段、仪表板总成工段、发动机总 装工段。 例:宝马总装过程