中国吉利-(PPAP)
吉利公司组织架构

吉利公司组织架构1. 引言吉利公司(Geely Group)是中国一家领先的汽车制造企业,成立于1986年,总部位于浙江省杭州市。
吉利公司以研发、制造和销售汽车为主要业务,同时涉足新能源汽车、智能出行等领域。
为了更好地管理和运营企业,吉利公司建立了一套完善的组织架构。
本文将详细介绍吉利公司的组织架构,包括公司整体架构、各级部门及其职责、高层管理团队等内容。
2. 公司整体架构吉利公司的组织架构分为总部和各级子公司。
总部负责整体战略规划、决策和资源配置,各级子公司负责具体业务的执行和管理。
总部设立了多个职能部门,包括市场部、研发部、采购部、生产部、质量部、人力资源部等。
这些部门相互配合,共同推动公司的发展。
吉利公司的子公司遍布全国各地,包括各地区的销售公司、生产基地、研发中心等。
吉利公司还在海外设立了多个子公司,以拓展国际市场。
3. 各级部门及其职责3.1 市场部市场部负责市场调研、产品规划、市场推广等工作。
其主要职责包括:•分析市场需求和竞争态势,制定产品规划;•制定市场推广策略,提升品牌知名度;•组织市场调研,了解消费者需求;•分析销售数据,评估市场表现。
3.2 研发部研发部负责汽车产品的研发和创新。
其主要职责包括:•设计和开发新产品,满足市场需求;•进行工程研究和技术创新,提升产品质量和性能;•跟踪行业动态,引领汽车科技发展;•进行产品测试和验证,确保产品符合标准。
3.3 采购部采购部负责物料采购和供应链管理。
其主要职责包括:•寻找优质供应商,建立合作关系;•管理物料采购流程,确保供应链畅通;•控制采购成本,优化采购策略;•管理供应商绩效,保证物料质量和供货及时性。
3.4 生产部生产部负责汽车生产和制造。
其主要职责包括:•制定生产计划,安排生产任务;•管理生产线,确保生产进度和质量;•优化生产工艺,提高生产效率;•管理生产设备,确保设备正常运行。
3.5 质量部质量部负责产品质量管理和质量控制。
吉利内部培训资料课件

6σ 项目管理
从识别问题、分析问题、根治问题,由表及里,由浅及深揭 示问题本质和变异的规律,符合人们的逻辑思维
1.1、3824法的理论基础
1.1.1、什么是3824?
3824产生的原因:
伴
产品含量高
对
随
方
生 产 力 的
复杂程度高 技术难度高
法
的
要
3824法
求
逐
发 展
根本原因隐藏较深
步
细
化
1.1、3824法的理论基础
针对同一个要因,应提出多个对策,为对策筛选提供输入。
19
1.2、3824法解决问题的过程
1.1.4、正确运用3824的方法(1)
3824法运用的精髓:区别对待、抓大放小、有章可循、持续改善
一、3824的思路放之四海而皆准
- 所有问题的解决都可以按照3824法的思路
二、具体操作层面,可以根据实际情况,进行简化和细化
-针对原因非常明确、措施非常清楚的问题,采用快赢方法(复杂度3分以下) -针对原因不是很复杂的问题,采用简单的3824法(复杂度3~5分) -针对原因很复杂的问题,使用完整的3824法(复杂度5分以上)
1.1.2、3824的科学性
思路 流程
3个阶段
展开
可
操
8个步骤
作
性
细化
操作方法
24个节点
强
总结:输出输入环环相扣,从揭示问题的本质和变异规律,符合人们 的逻辑思维,是解决问题科学的方法,是降低项目风险的保证。
1.1、3824法的理论基础
1.1.3、3824的核心思想
吉利内部培训资料
7
1.1、3824法的理论基础
吉利内部培训资料

确定控制点 和检查点
首先对大对策 进行展开为具体 能实施的活动 将对策具体分析, 确定对策的科学性 与可实施性。
通过对“5W1H” 的问与回答确定改 进实施计划的原因、 目的、时间、地点、 责任人、方式等。
通过确定里程碑 或节点,明确改 进实施计划的进度 时间段,保证改进 实施计划向前推进
注意点:编制对策实施计划和数据收集计划;
1.2、3824法解决问题的过程
1.2.6、效果验证(1)
样本量代表 总体 观察测量 性 数据可跟 踪
收集数据: 从改进实施的活动(完成)中取得。 收集目的: 就是验证项目的效果。
剔除异常 数据
收集数据
时效性 收集数据 可比性
收集数据结果 必须经过MSA 验证
(技术对策通过现场试验的方式评价,管理对策通过调查的方式评价) 有效性 可实施性
通过母本分析、 专家验证(可靠 性试验)等的方 法筛选对策
安全性
对策筛选评 价考虑的六 个方面
可行性
经济性
负面影响
18
1.2、3824法解决问题的过程
1.2.5、对策的制定与实施(3)
确定里程 碑或节点 “5W1H” 并作回答
1.1、3824法的理论基础
1.1.1、什么是3824?
结合吉利的现状和对流程的优化的,具有鲜明吉利 特色的一种质量管理改善方案
朱兰三部曲
PDCA
8D 6σ
项目管理
从识别问题、分析问题、根治问题,由表及里,由浅及深揭 示问题本质和变异的规律,符合人们的逻辑思维
1.1、3824法的理论基础
1.1.1、什么是3824?
吉利生产件批准程序(PPAP)

4.职责 职责
• 4.3集团质量管理部负责监督审查供方质 量管理体系认证情况;负责组织相关制 造公司和负有设计责任的研究院或制造 公司对3C关键件及集团确定的安全件的 供方进行达产审核,提交审核报告。
产品、过程更改文件(如果有) 吉利技术批准(如果要求) 设计 FMEA 材料试验结果 性能试验结果 尺寸结果 检查辅具 工装样件 标准样件 零件提交保证书 外观件批准报告(如果适用) 具有资格的实验室文件 过程流程图 过程 FMEA 测量系统分析 初始过程研究 生产控制计划
R R R R R R R R R S S R R R R R R
生产件批准程序 (PPAP) PPAP)
《生产件批准控制程序 》-(GLP10) GLP10)
1.目的 目的
确保生产性原材料、外协零部件满 足产品设计文件和规范,以及批量生 产条件的要求。
1.目的 目的
• PPAP 的目的仍然是用来确定组织是 否已经正确的理解了顾客工程设计 记录和规范的所有要求,以及该制 造过程是否有潜力在实际运行中, 依报价时的生产节拍,持续生产满 足顾客要求的产品。
• Ppk----性能指数。 值来自于总变差(所有样本数据的标准偏 性能指数。 值来自于总变差( 性能指数
4.职责 职责
• 4.1研究院或负有设计责任的子公司的技 术负责人,负责对各种设计文件及其变 更的批准,负责对新开发产品的设计确 认工作{即工装样件的认可(含永久性标 识、批次编码等)}。
4.职责 职责
样件、文件、记录的保存/提交要求矩阵表 表 1 样件、文件、记录的保存 提交要求矩阵表
吉利NPDS流程和PPAP介绍
;
4)严重度和DFMEA里面的等级是一致的且严重度仅可以通过产品或过程设计变更来改变。
18、特性分类
三大文件 流程图、FMEA、CP对应一致,按照特殊特性、关键特性;
19、潜在失效原因:
12
成为关键橡塑部件研发制造的引领者
Stage PPAP与造车的各个阶段
PPAP Order
R@R
Stage 0+
Stage 1/2
Stage 3
VP
TT
PP
MP1
MP2
Pre-series Build
Ramp up
13
成为关键橡塑部件研发制造的引领者
01
OPTION
02
OPTION
03
OPTION
Run@Rate
节拍生产,经培训合格 的人员在量产的生产场地和 量产生产线上生产产品的循 环周期,一般生产300件产品
Stage 1/2
质量/生产验证,确认所有的 生产线有能力连续生产出满 足客户所有设计要求和特殊 要求的产品
制造过程验证,展示至 少一条生产线准备就绪,且 其相关的质量文件,过程活 动以及工艺流程稳定且没有 严重中断
也需要再单独列一栏来阐述。
16、潜在失效影响: 失效模式所带来的潜在影响应从内部(包括下道工序和整车厂)和外部客户(车主)、立法机构等方面分析,从中找到严重度高的;
17、严重度S:
1)承接潜在失效模式所带来的严重度高的那项作为“S”值;2)涉及到安全和法律法规的项严重度至少是9;3)等级为1的项不再进行下一步分析
时间节点: —在<PP>MRD前完成
文件: —Stage 1/2阶段报告
成为关键橡塑部件研发制造的引领者
《APQP》吉利教材

目标
时间 进度
成本
APQP=Advanced Product Quality Planning 即产品质量先期策划!
二 APQP的基本概念?
➢质量先期策划:是对产品的开发和过程开发实施的系统的管理方法
➢质量策划:是对产品实施的系统的管理方法
➢先期:即产品的诞生期,对于一个产品来说,产品的开发和过程开发 是这个产品形成的最早的活动,即称之为先期 ➢项目管理:就是项目的管理者,在有限的资源约束下,运用系统的观 点、方法和理论,对项目涉及的全部工作进行有效地管理 ➢里程碑:在产品的开发和过程开发重大关注点 ➢关键路径:指网络终端元素的序列,该序列具有最长的总工期并决定 了整个项目的最短完成时间
九项活动
2.3 设计部分的活动
•DFMEA •可制造性和可装配性设计 •设计验证 •设计评审 •样本制造 •工程图样 •产品规范 •材料规范 •图样和规范更改
设计部分九项活动内涵
•DFMEA:贯穿于整个具体的设计开发,作为其他活动的输入 •可制造性和可装配性设计:是优化设计功能的一种设计方法,使其易 于制造和装配,有专门的书籍和资料介绍这方面的技术 •设计验证:所有设计输出均要进行验证(见TS7.3.5) •设计评审: 见TS7.3.4 (1)设计评审活动应在项目进度计划中列出 (2)每个阶段均要安排设计评审 (3)所有设计评审的结果和导致的措施记录均要保存 •样本制造:样件制造的目的是验证设计,通过了样机鉴定,则可设计 定型,它表明产品设计开发活动结束,其制造/鉴定的数量,时间在进 度计划中列出
2.项目小组 2.1组长的素质要求 .组织能力. 专业能力. 决策能力. 沟通协调能力 .总结/报告能力等 .必要时应邀请领导和供方参加 .顾客代表应在小组中行使其职责(见TS5.5.2.1)
吉利集团发展史

吉利集团发展史1. 创业与初期发展(1986年-2003年)吉利集团成立于1986年,是中国最大的汽车制造商之一。
创始人李书福先生以其敏锐的商业眼光和创新精神,带领吉利集团从一个小型机械厂发展成为全球知名的汽车制造企业。
在创业初期,吉利集团主要从事农用车辆的生产和销售。
然而,李书福意识到中国汽车市场的巨大潜力,并决定将公司的战略方向转向乘用车领域。
为了实现这一目标,他积极引进国外先进技术和管理经验,并着手推动吉利汽车品牌的建设。
1997年,吉利推出了自己的第一款轿车——吉利美日。
虽然面临着市场竞争激烈和技术落后等挑战,但吉利凭借着实惠的价格和良好的品质赢得了消费者的认可。
2. 转型与国际化发展(2004年-2010年)进入21世纪后,吉利集团加速了转型和国际化的步伐。
2004年,吉利成功收购了瑞典汽车制造商沃尔沃,并成为中国首家拥有国际知名品牌的汽车制造商。
这次收购使吉利集团的技术实力和产品质量得到了大幅提升,也进一步巩固了其在国内市场的地位。
随着中国汽车市场的快速增长,吉利集团开始向海外市场拓展。
2006年,吉利汽车首次出口到欧洲,并在英国成立了自己的销售分公司。
此后几年间,吉利相继进军北美、南美等地区,并取得了一定的销售业绩。
3. 创新与品牌建设(2011年-至今)进入2011年后,吉利集团开始注重创新和品牌建设。
为了提升产品质量和技术水平,吉利加大了研发投入,并与全球顶尖供应商合作,引入先进的技术和零部件。
2017年,吉利推出了全新品牌“Lynk & Co”,旨在打造高端智能互联汽车。
Lynk & Co以其前卫的设计、智能化的功能和卓越的性能,吸引了全球消费者的关注,并取得了一定的市场份额。
此外,吉利集团还积极推动新能源汽车的发展。
早在2008年,吉利就推出了自己的第一款电动车型。
如今,吉利已经成为中国最大的新能源汽车制造商之一,并在全球范围内推广电动汽车的普及和应用。
4. 社会责任与可持续发展吉利集团一直致力于履行企业社会责任和可持续发展。
吉利 用户手册-供应商版 V2.0
4 供应商信息管理.......................................................................................................................6
4.1
基本信息页面 ........................................................................................................... 6
2.已有业务发生的相关人员不能删除。
4.3 工厂信息
供应商可维护自己的工厂信息,点击进入编辑按钮,进入编辑状态即可实现新增、编辑、删 除操作,如下图所示:
4.4 附件
供应商可上传自己的公司基本信息:
点击
,进入上传页面,选择文件即可上传:
4.5 供应零件信息
供应商可查看到自己供应的零件信息,如果发现零件需要添加新零件,请联系吉利 SQM 系 统管理员或者相应的 PSQE。
浙江吉利汽车技术有限公司供应商质量管理系统用户手册sqm供应商版v202018文档控制文档更新记录日期更新人版本备注文档审核记录日期审核人职务备注41基本信息页面42联系人43工厂信息44附件45供应零件信息51基本信息52小组成员53apqp评审1254零件清单
浙江吉利汽车技术有限公司 供应商质量管理系统用户手册
5
4 供应商信息管理
点击左上角开始菜单,点击供应商信息管理菜单,进入供应商信息页面:
4.1 基本信息页面
在基本信息页维护必填项:供应商代码、供应商中文名称。维护后点击保存按钮即可保存。
4.2 联系人
在联系人页面可维护供应商的联系人信息:
单词缩写-吉利汽车项目开发过程
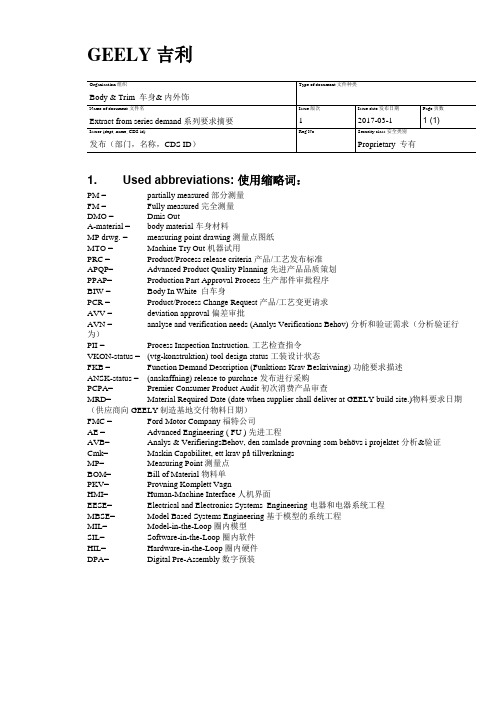
GEELY 吉利1. Used abbreviations: 使用缩略词:PM = partially measured 部分测量FM = Fully measured 完全测量DMO = Dmis OutA-material = body material 车身材料MP drwg. = measuring point drawing 测量点图纸MTO = Machine Try Out 机器试用PRC = Product/Process release criteria 产品/工艺发布标准APQP= Advanced Product Quality Planning 先进产品品质策划PPAP= Production Part Approval Process 生产部件审批程序BIW = Body In White 白车身PCR = Product/Process Change Request 产品/工艺变更请求AVV = deviation approval 偏差审批AVN = analyse and verification needs (Analys Verifications Behov) 分析和验证需求(分析验证行为)PII = Process Inspection Instruction. 工艺检查指令VKON-status = (vtg-konstruktion) tool design status 工装设计状态FKB = Function Demand Description (Funktions Krav Beskrivning) 功能要求描述ANSK-status = (anskaffning) release to purchase 发布进行采购PCPA= Premier Consumer Product Audit 初次消费产品审查MRD= Material Required Date (date when supplier shall deliver at GEELY build site.)物料要求日期(供应商向GEELY制造基地交付物料日期)FMC = Ford Motor Company 福特公司AE = Advanced Engineering ( FU ) 先进工程AVB= Analys & VerifieringsBehov, den samlade provning som behövs i projektet 分析&验证Cmk= Maskin Capabilitet, ett krav på tillverkningsMP= Measuring Point 测量点BOM= Bill of Material 物料单PKV= Provning Komplett VagnHMI= Human-Machine Interface 人机界面EESE= Electrical and Electronics Systems Engineering 电器和电器系统工程MBSE= Model Based Systems Engineering 基于模型的系统工程MIL= Model-in-the-Loop 圈内模型SIL= Software-in-the-Loop 圈内软件HIL= Hardware-in-the-Loop 圈内硬件DPA= Digital Pre-Assembly 数字预装。
吉利汽车集团制造技术专业任职资格管理体系
浙江吉利控股集团制造技术族群岗位任职资格标准体系文件(2017版)编制集团制造技术族群职业发展专业委员会专家小组审核集团制造技术族群职业发展专业委员会领导小组批准集团制造技术族群职业发展专业委员会领导小组组长发布时间 2017年5月目录GP060101GP060102GP060201GP060202产品技术岗BOM岗整车生产工艺岗动力生产工艺岗L3L2L3L2L1L3L2L1L3L2L1L3L2L1L2L14产品技术二级工程师BOM 二级工程师整车生产工艺二级工程师动力生产工艺二级工程师P13整车生产工艺助理工程师动力生产工艺助理工程师GP060301GP060302GP060303GP060304技术文件管理岗标准与法规管理岗变更管理岗产品开发体系岗L3L2L3L2L1L3L2L1L3L2L1L3L2L1L2L14技术文件管理专员变更管理二级工程师产品开发体系专员P13技术文件管理助理专员整车生产工艺总工程师/专家动力生产工艺总工程师/专家动力生产工艺主任工程师制造技术族群职业发展通道表产品技术一级工程师整车生产工艺一级工程师动力生产工艺一级工程师整车生产工艺主管工程师动力生产工艺主管工程师整车生产工艺主任工程师产品工艺产品技术首席专家产品技术资深工程师整车生产工艺资深工程师动力生产工艺资深工程师1098BOM 一级工程师产品技术产品技术总工程师/专家产品技术主任工程师产品技术主管工程师BOM 总工程师/专家BOM 主任工程师BOM 主管工程师制造技术族群职等P5职层职级职等技术管理制造技术族群P4P3P2职层职级576P510P498P376P25标准与法规管理资深工程师标准与法规管理总工程师/专家变更管理总工程师/专家产品开发体系总监/高级经理技术文件管理经理标准与法规管理主任工程师变更管理主任工程师产品开发体系经理技术文件管理主管标准与法规管理主管工程师变更管理主管工程师产品开发体系主管技术文件管理高级专员标准与法规管理一级工程师变更管理一级工程师产品开发体系高级专员专业经验1年2年3年5年7年10年13年18年低一层级任职年限1年1年1年2年2年3年3年5年培训授课10课时15课时20课时25课时30课时课程开发(专业课程)4门4门6门6门10门人才培养2名P2专业人才2名P3专业人才2名P3专业人才5名P4专业人才解决技术问题2个B类/8个C类4个B类/8个C类5个A类/10个B类10个A类/20个B类10个A类20个A类优化产品、改善质量问题4份产品优化可行性分析报告5份产品优化可行性分析报告技术降成本2个/重大技术问题改进5个1个供应商批量/召回问题1个集团级重大技术难题解决海外技术问题海外车型1款产品图册海外车型2款产品图册集团重大奖项(专业)1个2个国家级专利、专业论文1项实用新型专利1项发明专利/3个实用新型专利2项发明专利/5项实用新型专利1、3项发明专利/3项国家级实用新型专利;2、2篇论文1、3项发明专利/10项国家级实用新型专利;2、3篇论文BOM业务规划1项BOM相关业务技术规范2项BOM相关业务技术规范参与1项BOM全业务方案/改善1项BOM全业务方案/改善新品BOM管理项目参与2项参与4项主导2项主导4项2项策划方案新品BOM配置表1套2套4套6套BOC工作1项管理2项管理4项评审6项评审2项策划方案工艺策划2次工艺流程策划3次工艺可行性分析报告工艺文件2份(线体内)1份(线体)1份(模块)工艺过程设计方案2份2份3份验收工艺设备1次收集/处理现场问题记录6次B类1个/C类3个A类3个/B类8个1、A类2个2、现场或市场问题处理流程2个工时测量与分析报告测量2次1份工时平衡分析报告2份工时平衡分析报告4份工时平衡分析报告降成本方案2项2项3项工艺纪律检查A类1个/B类3个A类2个/B类6个A类4个/B类12个过程能力分析2次3次工艺培训/考评2次工艺策划方案1份竞品机的工艺考察报告3份工艺策划方案5份工艺策划方案A级攻关重大工艺问题/工艺难点2次编制工艺文件编制4份/修订6份编制5份/修订7份1、1份整线技术方案2、3份技术标准1、2份整线技术方案2、5份技术标准工艺改进4次工艺改进验证6次工艺改进验证4份工艺优化方案6份工艺优化方案解决现场问题B类1个/C类3个A类3个/B类8个2项产能提升/工艺降成本1份工艺体系规划方案技术文件管理体系2份技术文件管理改善报告1次技术文件流程管理优化1次公司级技术文件管理框架建设管理技术文件3份技术文件管理分析报告3类技术文件管理重大问题技术文件执行检查报告/审查案例培训3份报告2次审查案例培训绩效贡献产品技术序列产品技术岗BOM岗通用工作经验基本要求专业技术资料管理岗整车生产工艺岗产品工艺序列动力生产工艺岗制造技术族群学习路径图二级岗位名称GP060101岗位族群序列专业要求P5 首席专家级(创造者)45678910产品技术二级工程师产品技术一级工程师产品技术主管工程师产品技术主任工程师产品技术总工程师/专家产品技术资深总工程师产品技术首席专家引领及提出本行业的技术发展方向及提升建议,并能够带领团队进行创新,同时能够负责及牵头解决集团产品平台发展瓶颈。
吉利体系培训培训资料
主持人:xxx 时 间:2019.10.5
目录
吉利新品开发体系介绍 吉利供应商定点 吉利PPAP五阶段工作
吉利批量生产
新产品开发体系
五个流程 • 产品开发 • 过程开发 • 供方开发 • 项目管理 • 项目质量管理
八个里程碑
• 关键供应商定点 • 本体供应商定点 • 外围供应商定点 • 产品设计确认 • 产品设计冻结 • 产品和过程确认 • 批量生产许可 • 早期遏制退出
质量目标及保证方案展示:
1、样件的质量目标 2、试生产阶段的过程审核和产品审核 质量目标 3、追溯系统方案:产品追溯性标志方 案,需记录存档的关键特性选择及记 录和存放方案
4、关键二级分供方初始清单 5、物流运输方案 6、批量生产阶段的顾客生产过程和售 后市场质量目标 7、防错技术的应用 8、安全、关键、重要零部件分供方的 选择及管理方案
一、PPAPⅠ
客户输入 物
供应商核 心工作
供应商输出物
五阶段工作
客户审批
1、手工样 件用图(A 版) 2、A版检 验规程 3、关键供 应商管理要 求 4、风险供 应商管理要 求
1、完成3D 设计、QFD、
DFMEA 2、编制
DVP 3、确认3D 数模 4、进行和 通过了模拟 计算产品设 计验证 5、发布经 顾客确认的 图纸
组织:顾客SQE
顾客产品工程师、采 购工程师、供方代表 参加,根据产品设计 责任归属确定供应商 提交PPAP等级。
供应商接到顾客定点通知后,立即组织召开APQP小组首次会议,启动APQP工作
五阶段工作
吉利公司将PPAP分为五个阶段:
PPAPⅠ
PPAPⅡ
PPAPⅢ
PPAPⅣ
整车测试与验证概述

£技(交*Technical Communication整车测试与验证概述徐俊杰(吉利汽车研究院(宁波)有限公司,浙江宁波315336)摘要:本文阐述了整车厂在各个层级的测试与验证的分类,从各个层级来看作为一个整车厂,应该包含哪几个方面的测试和验证,以及这些测试和验证的主要内容和区别是什么,分别应该由哪一些部门来执行,执行这些测试和验证的标准和依据都有哪些。
希望通过这篇论文,能让行业对整车测试和验证的总体全貌有一个更清晰的认识。
关键词:整车;测试;验证;品质中图分类号:U463.6文献标志码:A文章编号:1003-8639(2020)09-0065-03Overview of Vehicle Test and VerificationXU Jun-jie(Geely Automobile Research Institute(Ningbo)Co.,Ltd.,Ningbo315336,China) Abstract:This paper mainly describes the classification of test and verification in each level of the whole vehicle factory.From each level,as a whole vehicle factory,what a spects of test and verification should be included,what a re the main contents and differences of these tests and verifications,which departments should implement them respectively,and what are the standards and basis for the implementation of these tests and verifications.It is hoped that through this paper,the industry will have a clearer understanding of the overall picture of vehicle testing and verification.Key words:Vehicle;test;verification;qualityT.徐俊杰(1986-),男,助理工程师,主要从事整车集成测试。
PPAP模块及说明-工装样件记录表单填写说明

零件号 Part Number
吉利公司零件号
零件名称 Part Name
吉利公司零件名称
检验结果 Supplier Test Results
OK
NOT OK
检测项目必须与检 规一致
备注:(Remark)
编制 Authorize: 供应商签字盖章 日期 Date:
件认
合
格
生产的。
性能
可
格
2、正确地进行了工装样件检验和工装样件报告里的内容
正式认可
(有偏差的项目在此报告里特别注明) 3、工装样件的认可并不解除供应商按有效图纸、检具和规 定的性能要求供货的责任。
决定
临时认可 风险认可
拒绝
供应商 负责人签字:×××(手签并盖公司章)日期:200×年×月×日
签字: ×××(部门负责人手签) 日期:
审核 Check: 供应商签字 日期 Date:
GLP1005
选择提交原因,工装样 件认可选择第一个
版本号:4
编号:(由研究院零部件开发支持科填写)
外观件批准报告(Appearance Approval Report)
零件号:吉利公司零件号 零件名称:吉利公司零件号 供应商名称及代码:采购订单上的供应商名称/代码
提交结果
结果: □尺寸结果 □材料试验结果 □性能试验结果 □外观评价结果 □统计过程数据
声明
我声明,本次提交所使用的工装样件是出自我们生产过程的,具有代表性的零件,且已符合顾客图样和规范的要
求,是在正常生产工装上使用规定的材料制造而成,没有不同于正常加工过程的其他操作。我进一步保证这些样品是以
________件/ 8 小时的生产速率制造的。同时我保证所有符合性证明文件都已归档备妥,以供评审。我还说明了任
浙江吉利公司PPAP资料递交清单
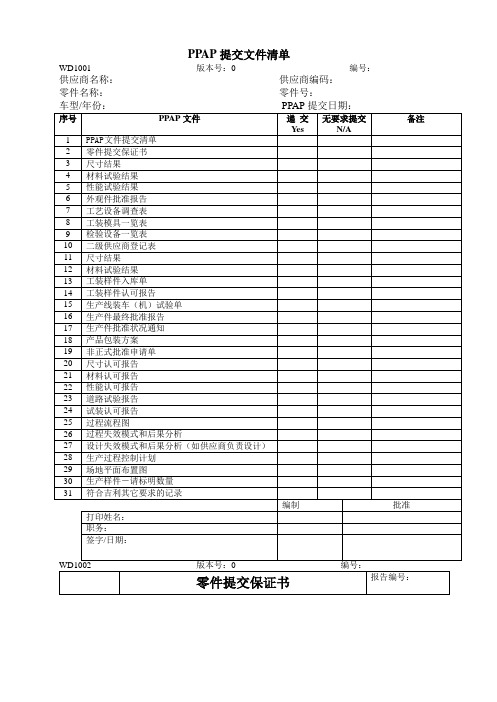
PPAP提交文件清单WD1001 版本号:0 编号:供应商名称:供应商编码:零件名称:零件号:WD1003 版本号:0 编号:WD1005 版本号:0 编号:WD1006 版本号:0 编号:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件交给吉利公司技术部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第几序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=或Ppk=。
WD1008 版本号:0 编号:注:1、本表格由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给吉利公司技术部;2、二级供应商变化时,应及时通过吉利技术部,以确定是否进行生产件批准。
WD1011 版本号:0 编号:WD1012 版本号:0 编号:GL1017 版本号:编号:浙江吉利集团控股有限公司ZHEJIANG GEELY HOIDING CO,LTD.地址:中国·杭州·滨江区·江南大道电话:8 传真:8H生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO.供应商名称:地址:适用范围(车型)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号GEELY PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:采购部或供应商开发部:采购公司总经理:3、任何产品变更、物流/运输方式变化导致包装改变时,应向吉利物流部门确认是否进行重新认可。
单词缩写-吉利汽车项目开发过程

ed abbreviations: 使用缩略词:PM = partially measured 部分测量FM = Fully measured 完全测量DMO = Dmis OutA-material = body material 车身材料MP drwg. = measuring point drawing 测量点图纸MTO = Machine Try Out 机器试用PRC = Product/Process release criteria 产品/工艺发布标准APQP= Advanced Product Quality Planning 先进产品品质策划PPAP= Production Part Approval Process 生产部件审批程序BIW = Body In White 白车身PCR = Product/Process Change Request 产品/工艺变更请求AVV = deviation approval 偏差审批AVN = analyse and verification needs (Analys Verifications Behov) 分析和验证需求(分析验证行为)PII = Process Inspection Instruction. 工艺检查指令VKON-status = (vtg-konstruktion) tool design status 工装设计状态FKB = Function Demand Description (Funktions Krav Beskrivning) 功能要求描述ANSK-status = (anskaffning) release to purchase 发布进行采购PCPA= Premier Consumer Product Audit 初次消费产品审查MRD= Material Required Date (date when supplier shall deliver at GEELY build site.)物料要求日期(供应商向GEELY制造基地交付物料日期)FMC = Ford Motor Company 福特公司AE = Advanced Engineering ( FU ) 先进工程AVB= Analys & VerifieringsBehov, den samlade provning som behövs i projektet 分析&验证Cmk= Maskin Capabilitet, ett krav på tillverkningsMP= Measuring Point 测量点BOM= Bill of Material 物料单PKV= Provning Komplett VagnHMI= Human-Machine Interface 人机界面EESE= Electrical and Electronics Systems Engineering 电器和电器系统工程MBSE= Model Based Systems Engineering 基于模型的系统工程MIL= Model-in-the-Loop 圈内模型SIL= Software-in-the-Loop 圈内软件HIL= Hardware-in-the-Loop 圈内硬件DPA= Digital Pre-Assembly 数字预装。
吉利供应商质量手册(第1版)

ID 号:33526871 受控文件 编制: 汪斌,叶雁飞;文控审核: 赵建岭;会签: 何伟,丁云长,崔载福,陈卫德,胡雄旺,徐华2,徐海波;意见汇总: 汪斌,赵建岭;审核: 徐华2;批准: 刘向阳;发布目标: 赵建岭 归档日期:2012-04-20 17:16:38 编码:GL 质量管理体系文件文件名称 吉利供应商质量手册版 本 1 页码 /文件编号GLW000864生效日期 2012年4月23日供应商质量手册(第一版)浙江吉利控股集团有限公司前 言《供应商质量手册》是参考吉利公司的质量管理手册、程序文件,并结合当前吉利供应商管理的现状而编制的,以指导供应商在准入、零部件开发、量产初期及批量生产管理等过程中的需要开展哪些工作及提交哪些文件。
当前,吉利在不断提升自身竞争能力的同时,努力打造具有“三高一低”(高质量、高技术、高忠诚度和低成本)的、一流竞争力的供应商体系。
相信通过相互合作、沟通理解和及时采取措施将有利于吉利和供应商双方事业的发展,最终实现“让世界充满吉利”的美好愿景!本手册版权属于浙江吉利控股集团有限公司及其各子公司。
未经吉利的书面许可,本手册的任何内容都不能以任何形式和手段进行复制、储存和传送。
供应商不得以任何方式将本手册中提到的吉利品质体系内容提供给第三者。
本手册将在运用过程中不断更新完善,各供应商朋友如在应用过程中发现不足,请及时反馈指正。
如有任何问题,请与相关SQE联系。
吉利集团质量管理部供应商管理室2012年4月目录第一章 供应商选点 (4)第二章 先期产品质量策划 (6)第一节 第一阶段供应商品熟评价 (6)第二节 第二阶段供应商品熟评价 (25)第三节 第三阶段供应商品熟评价 (34)第四节 第四阶段供应商品熟评价 (53)第五节 第五阶段供应商品熟评价 (59)第六节 生产件批准程序(PPAP) (61)第三章 量产管理 (66)第一节 驻厂检验 (66)第二节 受控发运 (69)第三节 统计技术 (71)第四节 质量改进 (73)第五节 供应商审核管理 (80)第六节 免检管理 (81)第七节 供应商优化管理 (82)第八节 供应商违约管理 (83)第四章 供应商品质五星级评价 (84)第一章供应商选点1. 供方选点时机1.1研究院、品牌公司、制造公司提出新车型零部件或现车型新增零部件的供应商开发任务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.范围 范围
适用于生产性原材料、外协零部件。 • PPAP 必须适用于提供生产件、服务件、 生产原料或散装材料的组织的内部和外 部现场(见词汇)。散装材料不要求 PPAP,除非由经授权的顾客代表规定。
3.定义 定义 • 3.1、PPAP——Production Part 、
Approval Process 生产件批准程序。
S R R S S S S S R S S S R R R R R
S S S S S S S S R S S S S S S S S
* * * * * * * * * S * * * * * * *
R R R R R R R R R R R R R R R R R (技术部) 研究院工艺研究所 (设计部门) 研究院或子公司(负有 设计责任的)技术 负责人
• 4.2采购公司负责与供方接口,并负责对 技术标准已确定和工装样件已认可的供 方向相关单位或部门提出达产审核的申 请。
4.职责 职责
• 4.3集团质量管理部负责监督审查供方质 量管理体系认证情况;负责组织相关制 造公司和负有设计责任的研究院或制造 公司对3C关键件及集团确定的安全件的 供方进行达产审核,提交审核报告。
3.定义 定义
3.定义 定义---初始过程研究 定义
• 注1:当特殊特性尚未被确定时,顾客有权要求保证其他特性的初始 过程能力。 • 注2:本要求的目的是为了确定生产过程是否能生产出满足顾客要求 的产品。初始过程研究关注的重点是计量型数据而不是计数型数据。 装配错误、试验失败、表面缺陷是“计数型数据”的例子。了解这部 分内容很重要,但不包括在本手册的初始研究中。用计数型数据对特 性实施监测,需要相当长的时间收集更多的数据。计数型数据不适用 于PPAP 提交,除非有经授权的顾客代表批准。 • 注3:下文有对Cpk 和Ppk 的解释。对于某些过程和产品,若经授权 的顾客代表事先批准,也可用其他更适用的方法替代。 • 注4:初始过程研究是短期的,且预测不出时间以及人、材料、方法、 4 设备、测量系统和环境所引起的变差的影响。尽管这是短期的研究, 但是在绘制控制图时,收集和分析数据仍是十分重要的。 • 注5:对于能够使用图研究的那些特性,短期的研究应该基于有效的 生产(Significant Production Run)中(见2.1),连续生产的零件 中的25 组数据,包含至少100 个读数。顾客同意时,可以使用类似 过程的长期历史数据,来代替初始过程研究的数据要求。对于特定的 过程,若经授权的顾客代表事前批准,可使用其他分析工具来替代, 如单值移动极差图。
3.定义 定义
• 3.2、生产件——用于批准的生产件必 、 须取自规定的生产过程。该过程必须是 1至 8 小 时连续生产的产品,或按照合 同/项目要求的数量。提供生产件批准的 过程必须在生产现场使用与批量生产环 境相同的工艺、设备、工装、量具、材 料和操作者进行生产。
• 对于生产件,用于PPAP 的产品,必须取自有效的 生产(Significant ProductionRun)。该生产过 程必须是1 小时到8 小时的量产,且规定的生产数 量至少为300件连续生产的零件,除非有经授权 的顾客代表的另行规定。 • 该有效的生产(Significant Production Run), 必须在生产现场使用与量产环境同样的工装、量 具、过程、材料和操作人员。 • 来自每个生产过程的零件,如:可重复的装配线 和/或工作站、一模多腔的模具、成型模、工具或 模型的每一位置,都必须进行测量,并对代表性 零件进行试验。 • 对于散装材料:“零件”没有具体数量的要求。 提交的样件必须出自“稳定的”加工过程。
4.职责 职责
• 4.4制造公司体系办负责组织对除3C关 键件及集团确定的安全件以外的供方进 行达产审核,提交审核报告。
4.职责 职责
• 4.5集团质量总监/制造公司质量负责人 集团质量总监 制造公司质量负责人 分别对集团质量管理部/制造公司体系办 出具的达产审核报告的签批。
4.职责 职责
• 4.6 制造公司生产管理部门负责对小批 量试装的组织。 • 4.7制造公司技术部负责包装认可。 • 4.8制造公司技术负责人负责批准小批量 试装结论。
• • • •
• • •
5.2 生产件批准后出现下列情况时,应对供方 生产件批准后出现下列情况时, 作相应认证: 作相应认证 5.2.1 采用新产品、新材料、新供方(含供方的关键供应 链变更)时,必须进行工装样件的认可; 5.2.2 对影响到配合、工艺性、外观、产品性能、可靠性、 耐久性的产品定义更改时,设计部门应要求供方提交工装 样件认可。 5.2.3 若设计确认除上述两种情形外其他产品定义更改无 须进行工装样件认可,则需书面通知制造公司技术部,由 制造公司技术部决定是否进入小批量试装或直接进入批量。 5.2.4 当发生以下情形时,由制造公司技术部决定是否进 行工装样件认可, 若需要,则书面通知设计,若不需要, 则必须由制造公司质量部进行过程确认,制造公司质量部 书面通知采购公司,由采购公司重新申请达产审核。 a)供方生产场地的变更、生产工艺的重大变更; b)供方关键件、安全件发生严重不合格,整改完成后重新 供货; c)关键件、安全件停产 6 个月以上再投入生产。
• Ppk----性能指数。 值来自于总变差(所有样本数据的标准偏 性能指数。 值来自于总变差( 性能指数
4.职责 职责
• 4.1研究院或负有设计责任的子公司的技 术负责人,负责对各种设计文件及其变 更的批准,负责对新开发产品的设计确 认工作{即工装样件的认可(含永久性标 识、批次编码等)}。
4.职责 职责
• 3.7、初始过程研究——所有的计量型特殊特性,应通过 、 试生产确定初始过程能力或性能的水准是可以接受的 (Ppk≥1.67)。 • 在提交由顾客或组织指定的所有特殊特性之前,必须确定 初始过程能力或性能指数的水准是可接受的。估计的初始 过程能力指数在提交前必须获得顾客同意。 • 为了了解测量误差是如何影响被研究的测量值,组织必须 进行测量系统分析。 • 组织必须对所有新的或改进后的量具、测量和试验设备进 行测量系统分析研究,如:量具的重复性与再现性、偏移、 线性和稳定性研究。(见《测量系统分析》参考手册)。 • 注1:《测量系统分析》参考手册中定义了量具重复性与 再现性的接收准则。 • 注2:对于散装材料,测量系统分析可以不适用,但要获 得顾客同意。
样件、文件、记录的保存/提交要求矩阵表 表 1 样件、文件、记录的保存 提交要求矩阵表
• 注: • S = 供方必须向吉利提交,并在适当的场所, 包括制造场所,保留一份记录或文件项目 的复印件。 • R = 供方必须在适当的场所,包括制造场所 保存,吉利代表有要求时应易于得到。 • * = 供方必须在适当的场所保存,并在有要 求时向吉利提交。
3.定义 定义
3.定义 定义
• 3.3、工装样件——指供方按照吉利集团提 、 供的数字化定义、图纸、技术资料或样件、 边界条件、功能要求,使用批量工装、在 批量生产条件下所制造的零部件和材料。 这样的样件可用于新产品设计开发的确认 工作。
3.定义 定义
• 3.4、标准样件——供方及吉利(研究院或负有 、 设计责任的子公司)应各保存二件标准样件,保 存期限与生产件批准记录保存相同,或 a)直到吉 利集团批准而生产出一个用于相同零件号的新标 准样件为止;或 b)在设计记录、 控制计划或检验 准则要求有标准样件的地方,作为一个基准或标 准使用。必须对标准样件进行标识,并在样件上 标明吉利集团批准的日期。对于多腔冲模、铸模、 工具或模型、或生产过程的每一个位置,除非吉 利集团另有规定,否则供方必须各保留一件标准 样件。
4.职责 职责
• 4.9项目组长(负责人)负责出具生产件 项目组长(负责人) 最终批准结论。
5.生产件批准工作流程 生产件批准工作流程
• 5.1 在下列情况下应对供方进行生产件批准: 在下列情况下应对供方进行生产件批准: • 5.1.1一种新的零件或产品(如:以前从未提供给 吉利集团的零件、材料); • 5.1.2对以前不合格,且严重影响产品性能、功能、 可靠性、明显外观,进行改进后,重新提交的零 件; • 5.1.3 5.1.3由于产品设计、设计规范或材料的改变而发 生的产品变化; • 5.1.4生产过程或生产方法发生了明显变化后进行 的生产; • 5.1.5零件、材料或服务(如热处理、电镀)的来 源,即供应链,发生了变化;
5.3 提交要求 提交要求:
• 5.3.1产品设计开发部门在与供方确定提交 的内容时,可参照表1,并在《新产品开发 技术协议书》中,明确其提交等级。 • 5.3.2 一般情况,A(关键件、安全件)、 B(重要件)类零部件按等级3提交; • 对于C(一般件)类件,产品设计开发部门可 视具体情况确定其提交等级。 • 5.3.3 当《新产品开发技术协议书》中没有 明确提交等级时,供方必须按等级3提交。
3.定义 定义---初始过程研究 定义
• Cpk--Ppk • Cpk----稳定过程的能力指数。 的估计值是依据子组内的变差 稳定过程的能力指数。 稳定过程的能力指数
确定的 R/ d 2 或S / c4 )。Cpk 是考虑子组内变差的过程能 )。 力指数,不包含子组间变差的影响。如果所有子组间的变差都消 力指数,不包含子组间变差的影响。 除了,Cpk 才会反映该过程是否有能力。因此,单单使用Cpk 除了, 才会反映该过程是否有能力。因此,单单使用 不能全面反映过程性能。参阅《统计过程控制》参考手册,可获 不能全面反映过程性能。参阅《统计过程控制》参考手册, 得更多信息。 得更多信息。 均方根], )。Ppk 是基于整个过程数据变差的过程性能 差[均方根 ,“S”)。 均方根 )。 指数。不同于Cpk 的是,Ppk不仅仅考虑了子组内变差。但是, 指数。不同于 的是, 不仅仅考虑了子组内变差。但是, 不仅仅考虑了子组内变差 Ppk 不能把组内变差和组间变差分离开来。在计算同一组数据时, 不能把组内变差和组间变差分离开来。在计算同一组数据时, 可把Cpk 和Ppk 作比较,来分析产生过程变差的原因。参阅 可把 作比较,来分析产生过程变差的原因。 《统计过程控制》参考手册,可获得更多信息。 统计过程控制》参考手册,可获得更多信息。