注塑成型参数表
通用塑料注塑工艺标准参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
常用塑料注塑工艺参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑成型参数表
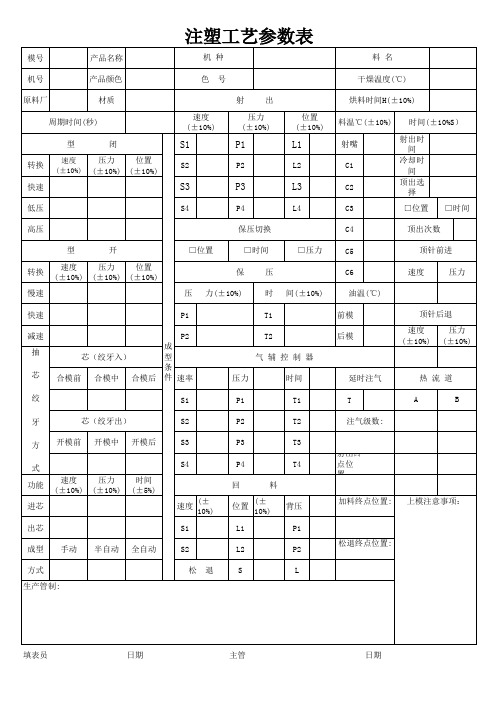
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
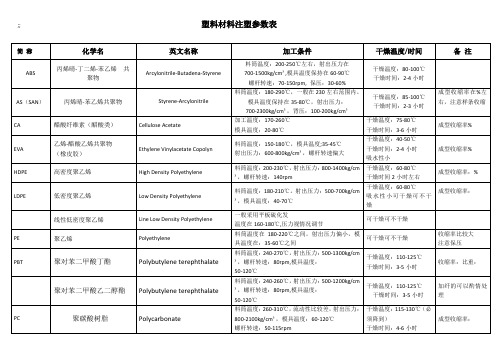
塑料材料注塑参数表

CA
醋酸纤维素(醋酸类)
Cellulose Acetate
加工温度:170-260℃
模具温度:20-80℃
干燥温度:75-80℃
干燥时间:3-6小时
成型收缩率%
EVA
乙烯-醋酸乙烯共聚物
(橡皮胶)
Ethylene Vinylacetate Copolyn
料筒温度:150-180℃,模具温度;35-45℃
一般采用平板硫化发
温度在160-180℃,压力视情况调节
可干燥可不干燥
PE
聚乙烯
Polyethylene
料筒温度在180-220℃之间,射出压力偏小,模具温度在:35-60℃之间
可干燥可不干燥
收缩率比较大
注意保压
PBT
聚对苯二甲酸丁酯
Polybutylene terephthalate
料筒温度:240-270℃,射出压力:500-1300kg/cm3,螺杆转速:80rpm,模具温度:
聚甲醛
polyformaldehyde
料筒温度:180-210℃(温度不宜太高易分解)
注射压力:700-2000kg/cm3(流动性差),
模具温度:30-80℃,螺杆转速80-200rpm
干燥温度:75-85℃
干燥时间:2-4小时
可干燥可不干燥
成型收缩率:
聚丙烯
(均聚PPH)
(共聚PPC)
Polypropylene
射出压力:600-800kg/cm3,螺杆转速偏大
干燥温度:40-50℃
干燥时间:2-4小时
吸水性小
成型收缩率%
HDபைடு நூலகம்E
高密度聚乙烯
注塑标准成型条件表

标准周期:
±5℃ h 螺杆直径
除湿 热风
∮
半全 自自 动动
机械手取出 自由落下
模温标准值 单位
控制方式
℃ 发热板 模温机 常温
℃ 发热板 模温机 常温
热流道温度 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
热流道标准值
胚料预热温度标准 值
参考设定值
(重要参数)变更要求:保压压力、保压时间、保压速度未经验证许可禁止调整、充填位置±1mm;炮筒温度±10℃热
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
顶针
s
1 段
2 段
3 段
4 段
m %
高压 m
低 位压 置压
m %
流道温度标准值±10℃;烤料温度±5℃;模具温度标准值±10℃;胚料预热温度标准值±10℃;
保压
保压速
m
度
4321
m
Zero
充填设定
塑料材料注塑参数表
聚甲基丙基酸甲酯(亚克力)
Polymethyl Methacrylate
料筒温度:190-245℃,流动性差射出压力:
750-2400kg/cm³,模具温度:40-70℃,螺杆转速宜慢,背压:150-400kg/cm³
干燥温度:85-100℃
干燥时间:4-6小时,与水易水解,需干燥处理
成型收缩率:
加纤的可以酌情处理
PC
聚碳酸树脂
Polycarbonate
料筒温度:260-310℃,流动性比较差,射出压力:800-2100kg/cm³,模具温度:60-120℃
螺杆转速:50-115rpm
干燥温度:115-130℃(必须降到)
干燥时间:4-6小时
成型收缩率:
聚醚醚酮
polyetheretherketone
600-1400kg/cm³,采用专用PVC螺杆
干燥温度:60-70℃
干燥时间2小时左右
可干燥可不干燥
PS
聚苯乙烯
Polystyrene
料筒温度:190-210℃,模具温度:60-80℃
注射压力600-1800kg/cm³,注射速度适中
干燥温度:70-90℃
干燥时间:2-4小时
可干燥可不干燥
收缩率比较小
PA
聚酰胺(尼龙)
Polyamid eP
PA6
料筒温度:230-280℃,增强类:250-290℃
模具温度:80-90℃,注射压力:750-1300bar
采用高速注射,本色尼龙6注意粘模
干燥温度:85-100℃
干燥时间:4-6小时
原料尼龙6一般采用真空干燥,温度不宜太高
原料尼龙收缩率比较大,注意保压,尼龙易吸水,加工前必须干燥
注塑成型工艺参数

增加流动速率使熔体填充大部分的模穴. 注射压力分二阶段:把熔融物料高速射入模具中的
阶段,此时的压力称为一次注射压力.在材料充满模 具后所加的压力,称为二次注射压力.(保压) 一般二次注射压力约为(80-120MPa)8001200Kg/cm2 在一般正常工艺调试,应从低压力开始并逐渐提高.
POM PBT PP HPVC FPVC HIPS TPR PC+PBT 山都平 HDPE LDPE
160-200 230-260 180-220 150-190 140-180 180-240 150-220 220-270 180-210 180-230 160-220
如何检测熔体的实际温度
料管温度是通过加热圈来控制,加热温度的 升降是通过感温线探测,所以在设定温度时, 要考虑设定值,探测温度,熔料温度三者的差 异.
常用的材料的模具温度介绍
定义
注射速度
不同速度的熔体填充的比较
注射速度与模具结构的关系
注射速度与 产品结构的关系
定义
注射量
注射量与产品/机台的匹配
如何计算注射量
射胶位置
射胶位置设定的依据
射胶位置的构成
定义
注射时间
设定注射时间的方法
设定的依据
保压
一.定义 二.保压与注射压力的关系和位置(切换点) 三.保压过程的控制 四.保压时间的控制
二、保压
在注射过程将近结束时,注射压力切换为保压压 力后,就会进入保压阶段。保压过程中注塑机由 喷嘴不断向型腔补料,以填充由于制件收缩而空 出的容积;如果型腔充满后不进行保压,制件大 约会收缩25%左右,特别是筋处由于收缩过大而 形成收缩痕迹。保压压力一般为充填最大压力的 85%左右,当然要根据实际情况来确定。如下图 所示,图a表示填充开始,图b表示型腔充满到 90%左右,图c表示保压开始,螺杆缓慢向前推进, 图d表示保压结束,型腔完全充满。
注塑成型参数表

烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
保压二
射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C5 C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
速度
(± 10%)
S1
S2
P3
T3
P4
T4
回
料
位置
(± 10%)
背压
L1
P1
L2
P2
射出终 点位 置:
加料终点位置: 上模注意事项:
松退终点位置:
方式 生产管制:
松退
S
L
填表员
日期
主管
日期
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
式
功能
Байду номын сангаас
速度 (±10%)
压力 (±10%)
时间 (±5%)
进芯
出芯
成型 手动 半自动 全自动
S3 S4