注塑成型工艺表
通用塑料注塑工艺标准参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑工艺表(中英文)
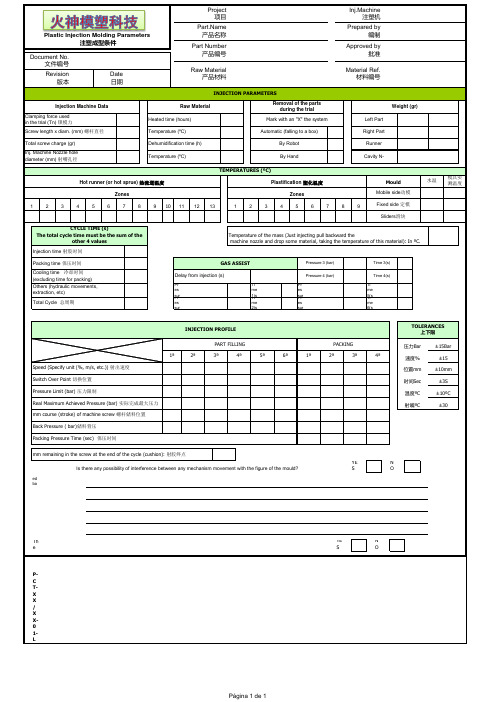
Pr es sur Ti me 1(s Pr es sur Ti me 5(s Pr es surTi me 2(sPr es surTi me 6(sYE S N OFe ed baTh eYE S N OP-C T-X X /X X-01-LProject 项目Inj.Machine注塑机 产品名称Prepared by编制Plastic Injection Molding Parameters注塑成型条件Part Number产品编号Approved by批准Document No.文件编号Raw Material产品材料Material Ref.材料编号Revision版本Date 日期INJECTION PARAMETERSInjection Machine DataRaw MaterialRemoval of the partsduring the trial Weight (gr)Clamping force used in the trial (Tn) 锁模力Heated time (hours)Mark with an "X" the system Left Part Screw length x diam. (mm) 螺杆直径Temperature (ºC)Automatic (falling to a box)Runner Right Part Temperature (ºC)By HandTotal screw charge (gr)Dehumidification time (h)By Robot Cavity N-TEMPERATURES (ºC)Hot runner (or hot sprue) 热流道温度Plastification 塑化温度Mould 水温模具实测温度Inj. Machine Nozzle hole diameter (mm) 射嘴孔径ZonesZones Mobile side 动模12345678910111213123456789Fixed side 定模Sliders 滑块CYCLE TIME (s)The total cycle time must be the sum of theother 4 values Temperature of the mass (Just injecting pull backward themachine nozzle and drop some material, taking the temperature of this material): In ºC.Injection time 射胶时间Packing time 保压时间GAS ASSISTPressure 3 (bar)Time 3(s)Cooling time 冷却时间(excluding time for packing)Delay from injection (s)Pressure 4 (bar)Time 4(s)Others (hydraulic movements,extraction, etc)Total Cycle 总周期INJECTION PROFILETOLERANCES上下限PART FILLINGPACKING压力Bar ±15Bar 1ª2ª3ª4ª5ª6ª1ª2ª3ª4ª速度%±15Speed (Specify unit (%, m/s, etc.)) 射出速度位置mm ±10mm Switch Over Point 切换位置时间Sec ±3S Pressure Limit (bar) 压力限制温度ºC ±10ºC Real Maximum Achieved Pressure (bar) 实际完成最大压力射嘴ºC±30mm course (stroke) of machine screw 螺杆储料位置Back Pressure ( bar)储料背压Packing Pressure Time (sec) 保压时间mm remaining in the screw at the end of the cycle (cushion): 射胶终点Is there any possibility of interference between any mechanism movement with the figure of the mould?Página 1 de 1。
注塑成型工艺

背压
注塑压力是由注塑系统的液压系统提供的。液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压 力的推动下,经注塑机的喷嘴进入模具的竖流道(对于部分模具来说也是主流道)、主流道、分流道,并经浇口 进入模具型腔,这个过程即为注塑过程,或者称之为填充过程。压力的存在是为了克服熔体流动过程中的阻力, 或者反过来说,流动过程中存在的阻力需要注塑机的压力来抵需要克服的压力。采用高背压有利于色料的分散和塑料的融化,但却同时延 长了螺杆回缩时间,降低了塑料纤维的长度,增加了注塑机的压力,因此背压应该低一些,一般不超过注塑压力 的20%。注塑泡沫塑料时,背压应该比气体形成的压力高,否则螺杆会被推出料筒。有些注塑机可以将背压编程, 以补偿熔化期间螺杆长度的缩减,这样会降低输入热量,令温度下降。不过由于这种变化的结果难以估计,故不 易对机器作出相应的调整。
这里所说的注塑时间是指塑料熔体充满型腔所需要的时间,不包括模具开、合等辅助时间。尽管注塑时间很 短,对于成型周期的影响也很小,但是注塑时间的调整对于浇口、流道和型腔的压力控制有着很大作用。合理的 注塑时间有助于熔体理想填充,而且对于提高制品的表面质量以及减小尺寸公差有着非常重要的意义。
注塑时间要远远低于冷却时间,大约为冷却时间的1/10~1/15,这个规律可以作为预测塑件全部成型时间的 依据。在作模流分析时,只有当熔体完全是由螺杆旋转推动注满型腔的情况下,分析结果中的注塑时间才等于工 艺条件中设定的注塑时间。如果在型腔充满前发生螺杆的保压切换,那么分析结果将大于工艺条件的设定。
在注塑过程将近结束时,螺杆停止旋转,只是向前推进,此时注塑进入保压阶段。保压过程中注塑机的喷嘴 不断向型腔补料,以填充由于制件收缩而空出的容积。如果型腔充满后不进行保压,制件大约会收缩25%左右, 特别是筋处由于收缩过大而形成收缩痕迹。保压压力一般为充填最大压力的85%左右,当然要根据实际情况来确 定。
工艺参数卡片(样条)
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
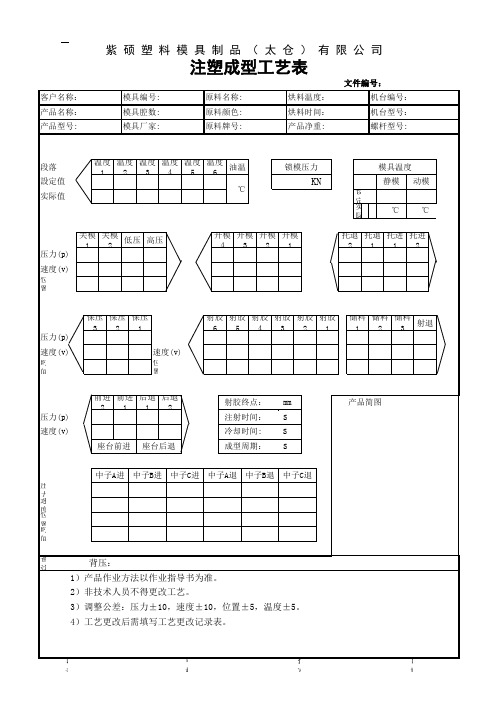
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
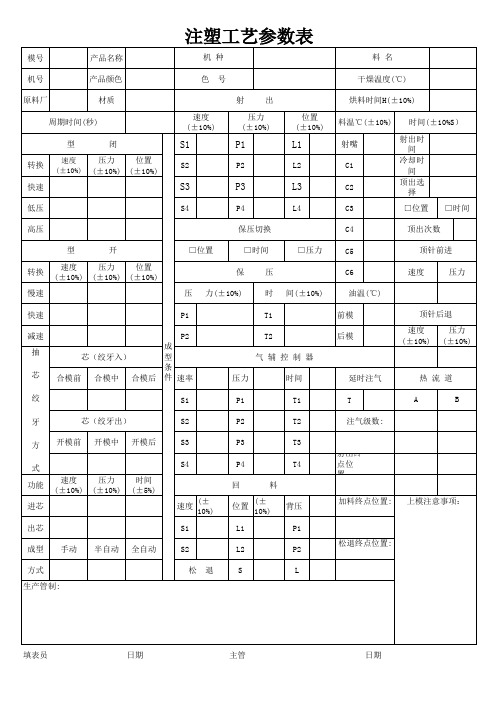
注塑成型参数表
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
注塑工艺参数表
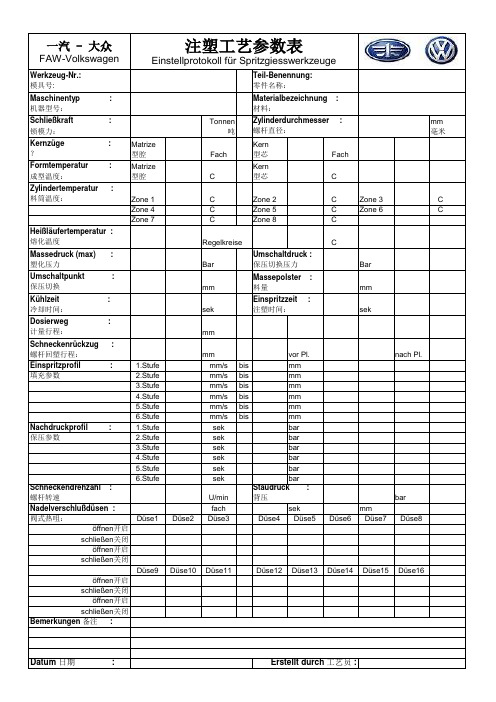
一汽 - 大众FAW-VolkswagenWerkzeug-Nr.:模具号:Maschinentyp :机器型号:Schließkraft :锁模力:Tonnen吨mm 毫米Kernzüge :?Matrize 型腔Fach Kern 型芯Fach Formtemperatur :成型温度:Matrize 型腔 °C Kern 型芯 °C Zylindertemperatur :料筒温度:Zone 1 °C Zone 2 °C Zone 3°C Zone 4 °C Zone 5 °C Zone 6°C Zone 7°C Zone 8°C Heißläufertemperatur :熔化温度°CMassedruck (max) :塑化压力Bar Bar Umschaltpunkt :保压切换mm mm Kühlzeit :冷却时间:sek sek Dosierweg :计量行程:mm Schneckenrückzug :螺杆回塑行程:mm vor Pl.nach Pl.Einspritzprofil : 1.Stufe mm/s bis mm 填充参数2.Stufe mm/s bis mm3.Stufe mm/s bis mm4.Stufe mm/s bis mm5.Stufe mm/s bis mm6.Stufe mm/s bismm Nachdruckprofil : 1.Stufe sek bar 保压参数2.Stufe sek bar3.Stufe sek bar4.Stufe sek bar5.Stufe sek bar6.Stufesek barSchneckendrehzahl :螺杆转速U/min barNadelverschlußdüsen :fach sekmm 阀式热咀:Düse1Düse2Düse3Düse4Düse5Düse6Düse7Düse8öffnen 开启schließen 关闭öffnen 开启schließen 关闭Düse9Düse10Düse11Düse12Düse13Düse14Düse15Düse16öffnen 开启schließen 关闭öffnen 开启schließen 关闭Bemerkungen 备注 :注塑工艺参数表Einstellprotokoll für SpritzgiesswerkzeugeTeil-Benennung:零件名称:Regelkreise Umschaltdruck :保压切换压力Massepolster :料量Einspritzzeit :注塑时间:Zylinderdurchmesser :螺杆直径:Materialbezeichnung :材料:Staudruck :背压。
注塑成型工艺流程及工艺参数
注塑成型工艺流程及工艺参数塑件的注塑成型工艺过程主要包括填充—-保压——冷却——脱模等4个阶段,这4个阶段直接决定着制品的成型质量,而且这4个阶段是一个完整的连续过程。
1、填充阶段填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。
理论上,填充时间越短,成型效率越高,但是实际中,成型时间或者注塑速度要受到很多条件的制约.高速填充。
如图1-2所示,高速填充时剪切率较高,塑料由于剪切变稀的作用而存在粘度下降的情形,使整体流动阻力降低;局部的粘滞加热影响也会使固化层厚度变薄。
因此在流动控制阶段,填充行为往往取决于待填充的体积大小。
即在流动控制阶段,由于高速填充,熔体的剪切变稀效果往往很大,而薄壁的冷却作用并不明显,于是速率的效用占了上风。
λ低速填充。
如图1—3所示,热传导控制低速填充时,剪切率较低,局部粘度较高,流动阻力较大。
由于热塑料补充速率较慢,流动较为缓慢,使热传导效应较为明显,热量迅速为冷模壁带走。
加上较少量的粘滞加热现象,固化层厚度较厚,又进一步增加壁部较薄处的流动阻力。
λ由于喷泉流动的原因,在流动波前面的塑料高分子链排向几乎平行流动波前。
因此两股塑料熔胶在交汇时,接触面的高分子链互相平行;加上两股熔胶性质各异(在模腔中滞留时间不同,温度、压力也不同),造成熔胶交汇区域在微观上结构强度较差。
在光线下将零件摆放适当的角度用肉眼观察,可以发现有明显的接合线产生,这就是熔接痕的形成机理。
熔接痕不仅影响塑件外观,同时由于微观结构的松散,易造成应力集中,从而使得该部分的强度降低而发生断裂。
一般而言,在高温区产生熔接的熔接痕强度较佳,因为高温情形下,高分子链活动性较佳,可以互相穿透缠绕,此外高温度区域两股熔体的温度较为接近,熔体的热性质几乎相同,增加了熔接区域的强度;反之在低温区域,熔接强度较差。
2、保压阶段保压阶段的作用是持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。
注塑生产工艺文件、QC工程图

生效日期 方法 抽样 数量 1次 1次 转机种 生产 频率 责任 部门
控制方法
反应措施/计划
《首件送检记录表》
通知技术员、注塑 工程师调整
2 70 首件确认
尺寸
3 4 5
组装 性能 标识 ` 外观 尺寸 组装 性能 环保检查 成型参数记 录 数量、标示 环保标示 HSF HSF 有害物质防 HSF 护 外观
注塑生产工艺文件
样件 客 户: 产品/部品名称:此客户所有系列 过程 过程名称/过程描述 号 生产的机 器/设备/ NO 编 工装 号 1 2 3 10 进料检验 4 5 6 1 20 储存 货架 2 3 1 30 领料 平台车 2 1 40 拌料 拌料机 2 1 50 烘料 烘料机 2 注塑机/模 具 1 2 烘料温度 速度 压力 《注塑烘干作业指导书》 《注塑打样总结表》 《注塑制程控制记录表》 目视检查 标识 拌料时间 烘料时间 《注塑烘干作业指导书》 追溯性 拌料配重比 《拌料作业指导书》 《真机物料需求计划表》 目视检查 电子称配比 目视检查 记时器检测 记时器检测 100% 每批次 100% 每批次 料斗警示 线 1次/2H 1次 目视检查 1次 转机种 生产 《首件送检记录表》 每批次 每桶次 每批次 每桶次 连续 连续 《注塑生产记录管控表》 通知加料员、技术 生产/品 《注塑IPQC巡检日报表》 员调整 质 通知技术员、注塑 工程师调整 生产 PMC部 《注塑原料配比记录表》 隔离,标识,通知组 长处理 生产 试生产 生产 核心小组成员 : 审核: 批准: 特性 产品 材质证明 原料尺寸 原料外观 原料流动性 有害物质含 量 原料标识 材料存储 储存环境 有害物质防 HSF 护 原料防护 HSF HSF 过程 特殊 特性 分类 产品/过程/规范/公差 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《IQC来料检验规程》 《熔融指数测试仪规程》 Rosh&REACH&WEEE 《HSF管控标准》 《IQC来料检验规程》 /环保标识 《仓库管理制度》 《仓库管理制度》 环保与非环保管理区分 无原料受损 评估/测量技术 目视检查 卡尺,投影仪/目视 检查 目视检查 熔融指数测试仪 委外检测 HS测试仪 目视检查 目视检查 温湿计 目视检查 目视检查 日期: 日期: 文件编号 版 本 初版日期 升版日期 页 次
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品图示:
备注:
编制
审核
批准
ห้องสมุดไป่ตู้
页次: 产品材质 产品颜色 色粉编号 开锁模参数 锁模参数 项目 速度% 压力% 位置mm 快速 锁模2 锁模3 低压 高压 注塑工艺参数 时间S 名称 速度% 压力% 位置mm 熔胶1 熔胶2 熔胶3 松退 入芯 退芯 时间S 射胶时间 冷却时间 注塑终点 前模水路 后模水路 其他水路 气 模具厚度 顶针1 顶针2 退针1 退针2 形式 模 数 周 期
产品净重
共1页 设备型号 成型动作 水口重量 顶针参数
第1页
项目 速度% 压力% 位置mm
多次顶针 其他部分 sec sec mm 组 组 组 组
备注:以上注塑工艺技术参数变更由授权指定人员根据实际情况具体调整!但须经过产品确认判定! 成型等描述: 1、注意导柱、导套、模芯等部位润滑保 养工作;避免造成模具不顺畅, 影响模具受命及产品质量下降; 2、其他检验和要求待质检报告; 主要质量控制点 1、产品冲油墨、缩水; 折痕、料花、刮花、气纹; 2、产品色差、重量; 3、片材附着力等不良; 操作要领及注意事项 1、注意产品粘模; 2、正常生产时请勿随意打开左右安全门,除 红色报警亮灯、粘模等异常情况; 3、发现危险情况按下红色紧急开关。 后模水路示意图: 部件成型状态及图示 前模水路示意图:
注塑成型工艺表
发行日期: 产品系列 产品名称 模具编号 开模参数 项目 速度% 压力% 位置mm 慢速 开模2 开模3 快速 减速 射胶 速度% 压力% 位置mm 射胶1 射胶2 射胶3 射胶4 射胶5 保压1 保压2 保压3 温控部分参数(℃) 射咀 T1 T2 T3 T4 T5 T6 油温
烘料温度 烘料时间 型腔温度 前模温度 后模温度