生管排单作业指导书.doc
生产管理作业指导书
生产管理作业指导书生产管理作业指导书一、作业目的本作业的目的是通过学习生产管理的基础知识,帮助学生掌握生产管理的基本概念、理论、方法和技能,能够运用生产管理知识解决实际问题,提高自身的生产管理能力和综合素质,为以后的职业发展打好基础。
二、作业要求1. 对生产管理的基本概念进行了解,并根据自己所学的领域,选择相关的理论进行深入研究。
2. 对生产管理中的各个环节进行了解和分析,包括需求分析、生产计划、生产组织、生产控制、质量管理、成本管理等。
3. 对生产现场进行考察和记录,分析生产瓶颈、生产过程中存在的问题以及可能的改进方案。
4. 运用所学的生产管理知识,对以上问题进行评估和解决。
5. 撰写一份生产管理报告,包括所学知识的运用、生产现场的记录、问题的分析和解决方案等。
三、作业步骤1. 选择研究领域和相关理论根据自己所学习的专业领域和兴趣爱好,选择研究领域和相关理论。
可以选择生产计划、生产控制、质量管理、成本管理等领域进行深入研究。
2. 研究生产管理环节对选择的生产管理领域进行深入研究,了解其基本概念、理论、方法和工具。
同时,需要对生产管理的各个环节进行了解,包括需求分析、生产计划、生产组织、生产控制、质量管理、成本管理等。
3. 考察生产现场选择一家生产企业进行实地考察,并记录生产过程中的各个环节。
通过考察,了解生产瓶颈、生产过程中存在的问题以及可能的改进方案。
4. 对相关问题进行评估和解决根据考察结果和所学知识,对生产过程中存在的问题进行评估和解决。
可能的解决方案包括改进生产工艺、优化生产计划和组织、提高产品质量、降低生产成本等。
5. 撰写生产管理报告按照报告的格式,撰写一份生产管理报告,包括所学知识的运用、生产现场的记录、问题的分析和解决方案等。
四、评分标准1. 基本概念和理论的理解能力;2. 生产现场的记录和对问题的分析能力;3. 解决问题的方案和方法的合理性和可行性;4. 报告书写规范和格式正确。
生物管作业指导书

先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。
生管部作业指导书

生管部作业指导书HEHE TECHNOLOGY CO., LTD.为了确保生管部各岗位有效地开展本岗位工作,特制定本作业指导书。
2.范围:适用于生管部各岗位,主要包括生管部部长、生产计划科科长(兼生产计划一组组长)、副科长(兼生产计划二组组长)、生产计划员、生产跟单员、ERP录入员、物料控制员、铁架管理员、生产统计员、总仓库组长、仓管员、仓库ERP录入员等岗位。
3.职责:3.1生管部部长负责生管部全面工作。
3.2生产计划科科长(兼生产计划一组组长)负责生产计划科工作,负责合同评审工作和生产排程工作。
3.3生产计划科副科长(兼生产计划二组组长)协助科长负责生产计划科工作,协助负责合同评审工作和生产排程工作。
3.4生产计划员负责销售订单的分析、物料计划的申请、生产制造令的编制等工作。
3.5生产跟单员负责日计划排程(编制生产任务单,包括天分系统的生产安排)、制造令的下发、生产流程卡的打印、生产进度的跟踪、异常情况的分析反馈等工作。
3.6ERP录入员负责ERP系统(含用友系统及天分系统)的数据录入工作。
3.7物料控制员负责材料申购单的统计汇总、传达,采购物资的跟催,仓库呆料的控制、安全库存分析、库存场地分析等工作。
3.8铁架管理员负责公司自有周转架及客户铁架的收发、统计汇总及客户走访等管理工作。
3.9生产统计员负责各工厂生产数据的统计汇总和分析等工作。
3.10总仓库组长负责总仓库日常管理工作。
3.11仓库管理员负责仓库的日常物资收发和保管等工作。
HEHE TECHNOLOGY CO., LTD.4.工作程序4.1基础数据收集与调整整理4.1.1生产计划科科长、副科长根据设备部提供的设备清单及设备资料,分析设备产能数据和标准工时数据;根据公司考核目标,分析公司要求的各工序理论成品率基础数据,汇总后交生管部部长,主要包括《设备产能表》、《标准工时表》。
4.1.2生管部部长根据收集的基础数据,组织生管部、设备部、工厂领导共同协商确定基础数据。
生管作业指导书

生管作业指导书
生管作业指导书
1.目的:计划、组织、指挥、协调、管制与评估生产活动,使现有资源获得最佳组合,以达成品质、交期、成本三者并兼之经济效益。
2.适用范围:凡本公司“产品”自业务部门接受客户订单后,从备料、排程、生产、跟催及出货安排均属之。
3.定义:无
4.权责:
4.1 对生产指令表的生产交期与原料的估算。
4.2 计划和计算实际的生产交期和物料用量。
4.3 与业务部商讨生产进度,并作必要的安排。
4.4 对各生产部门下达生产进度。
4.5 监控各生产部门的生产进度,并作必要的调整。
4.6 生产成品入库数量的掌控,出货的计划和实际安排。
5.作业内容:
5.1 业务部接受正式订单后,开立《生产指令表》和《托染通知单》到生管及相关部门,生管按照业务下单的要求去备料,并编制《生产排程表》下发至相关部门。
5.2 印染厂根据《托染通知单》的要求,按标准合格样(或大货)领料下染.
5.3 制一课、制二课根据《生产指令表》织造出相对应的规格码重入绣补车间进行剖布及绣补,并统计制一、制二产量日报表。
5.4 制三课上浆组按生产指令表要求集中统一的浆号及幅宽整理过浆,再经过预剪、梳毛压剪整理。
经品管检验合格后入库,并根据当日的入库产量作日报表。
6.相关文件:
无
7.相关表单:
7.1 成品入库日报表
7.2 生产指令表
7.3 成品出库日报表7.4 托染通知单
7.5 制一、制二产量日报表。
生产管理作业指导书(最新)

精选版修订说明制定人奏效日期本01第一次刊行马朝辉2012-08-25营业课品保课生产管理课张印课卷印课冲切课散发商标课工程课总务课受控印章 Control Stamp 批准:Approved by日期:Date:1目的为订单生产管理活动成立一项标准方法,保证用最低生产成本知足客户交期。
精选2范围合用于作为深圳市锦兆天电子科技有限企业产品的全部订单生产管理。
3定义:3.1 《制令单》、《送货单》由业务跟单人员开具。
3.2 《生产计划排程》由生管编制。
3.3 《物料请购单》由仓管员开具。
3.4 《采买单》由采买开具。
4职责4.1 业务跟单员负责接受客人订货单、出货资料安排,生产进度跟进与监察。
4.2 库房进行物料请购、收、管、发。
4.3 计划进行产能评估、生产排程,生产进度跟进与监察。
4.4 采买进行资料购置、跟催。
4.5 生管课长对部门事务进行管理,负责与其他部门的交流、协调。
5作业管理5.1 业务跟单员收到客人订单后,确认库房能否有成品库存。
如无成品库存,则通知计划部,计划部依机器负荷表进行产能评估,如没法知足生产,则通知业务跟单员与客人磋商交期。
5.2 如产能知足订单生产需求,业务跟单员依工程资料进行资料点检,无资料或库存资料不足部分仓管员开具请购单通知采买购置,采买供给资料回厂交期,如物料交期没法配合到生产,业务跟单员与客人磋商交期。
5.3 业务跟单员依客人订单输入 ERP系统,同时开具制令单,移交计划部进行生产排程。
5.4 收到制令单,计划进行生产计划编制。
5.5 计划依生产计划表发放制令单到库房,库房依制令单发放物想到车间待生产。
5.6 生产车间依生产计划表进行生产送品保查验。
5.7 计划、业务跟单对生产质量、数目进行确认。
5.8 生产查验合格后入到库房,业务跟单对数目不足部分开具补料制令单生产。
5.9 交货日业务跟单员依订单准备资料安排库房出货,订单了案。
6流程图精选订单客户业务库存确认NG评审OK采买输入工程资料制令单输入工程产能生产计划发料生产NG查验OK入库出货订单了案7 有关表单《订货单》《成品帐》《资料帐》《请购单》精选《采买单》《制令单》《出库单》《生产计划表》《合格单》7.10 《送货单》。
生管物控(PMC)作业指导书物料、工单管理计划与流程
生管物控(PMC)作业指导书,物料与工单管理计划与流程*以下红色字体为控点部分*一、请购作业流程流程定义:含一般原物料、E-BOM材料及非生产用品之请购1. 由各部内提出请购需求,分三种情况:1、安全存量.2、业务订单.3、生产工单2.请购单可以:(1)、自行输入请购(2)、工单需求整批请购(3)、BOM表展开请购(4)、依产品订单展BOM请购.,若非一般原物料,在料号key in“MISC”.自行输入部份,由单别来区分一般请购、固资请购和庶务请购3.需求单位输入完请购单后,打印请购单,主管审核书面请购单,并做系统确认动作,审核通过请转采流程,不通过则返回请购维护作业。
4.进入采购维护作业流程5.一般采购作业流程。
(1)、采购在收到请购信息时,从系统apmp500中作输入作业,核对选定厂商以及供货价是否准确,样品采购单价可为0,其它若已作好核价动作后系统选定仍为0时需用料号查询(税别,币别,厂商代号,料号)和所选定的是否一致。
(2)、主管依签核规定审核料件、金额、交期…等,如若不行返回请购单转采购单作业流程,若主管审核通过,可执行采购单发出作业发出采购单予厂商(3)、把以书面采购单传真给厂商并请厂商确认后签名回传(4)、发出后定期打印采购跟催表或采购单交货数量确认表跟催。
或利用采购单上之功能进行进度跟催二、工单建立与发放作业流程流程定义:成品安全库存生产、特定工序半成品及业务订单所产生工单1.由需求单位提供出需求,分四和情况:(1)、产销计划(MPS.)(2)、MRP计划.(3)、制造通知单(4)、业务订单2.生管按各单位提出的需求开立工单,工单可以两种情况输入(1)、自行输入(2)、由订单或制造通知转入3.工单维护完后打印工单报表给单位主管签核,有误退回修改,无误就发放,签核后的报表,复印一份给物控4.物控跟据工单报表检查工单需求,开出成套发料单,打印一式四联交由生产做准备三、委外工单建立与发放作业流程流程定义:当有外包需求时,生管人员建立委外工单及发放的流程1.在工单维护时注意其委外工单型态码别为:72.委外工单维护后,打印委外工单(一式二份)主管审核,有误退回修改,无误交由交出采购3.采购到委外工单维护中点[.委外采购]转到委外采购作业维护4.主管依外包准则审核委外采购单内容。
生管作业指导书

生管作业指导书pc的工作y个人电脑:1.⑴cn售渭白更的u;2.(1)C.健康检查、ANU评估和f{;3.制定《生a月》、《生a周》、《巍贰《退/a料巍贰《u巍贰《a巍贰《外包加工巍泛⑴c生a部月a量的查;4.制定a产品的生产周期;5起草和修改各作i流程和管理制度,k督е贫裙ぷ饔等定的落和效果ρ龋(usop,下sop、{度作isop、片源管理定、pct等)6.加各部t之g的工作的f{c控制,保障各生a各部t之gf{\作7.主机af{,φ生成a的效率和情绪的行为RM调用mf{每个阶段P部分t来解决Q生成a^进程的正常情况r,并保护生成a^进程的正常情况pc:生a控制或生a管制。
主要能是生a及n售(mps&schedule、salesamount)c生a的m度控制(pac)。
由于LED芯片的酰亚胺生产通常为15至30天,因此与流量生成a模式相比,PAC控制尤为重要。
目前三安裼酶餮u程配渖a{度人t(dispatcher)管理和追片源,根每月mps及每lschedule追s落後,保c每la出_成及每月_成。
后续步骤e:1.y各工序各型a出及日na出(楦髡军c制定a出&wip&常y蟊恚由U填充(ROPC)2.根na出和n目说牟町,highlight造成的生a延`,е律am度delay(H)原因主席:PC:(5M1E分析):人员:C:材料:方法:H:Y:各任部tz。
3.根本原因是AM度延迟定律是为了相互追赶a.rσ撸施日期、制定短期追sσ摺⑾嚓p挝回人):b.l期σ撸施日期、制定l 期追sσ摺⑾嚓p挝回人):c、 A防止类似延误发生的措施(施工日期σ(11)人:D.追赶SC(与人一起生活)e.以上已hlo各挝唬各挝绦pc追m度。
MC:物料控制,主要包括物料、物料{度和物料控制新smc施步e:1.根据“a”操作I流程(SOP/runcard/O/I)y,计划并确定每个流程中每个产品a 的材料消耗各型bom清.薯片波米bom统计.xls2.MPs根BOM要求C Xin spot facer可以完成材料m度,并确保C_Yes的生产。
OQC作业指导书(含表格)
2.0 范围: 适用于我司OQC工作岗位。
3.0 职责: 3.1.. 3.2. 按标准对产品进行检验,不接收不良品,不放过不良品。 3.3. 站在客户的立场对我司出货产品进行最终品质检验。
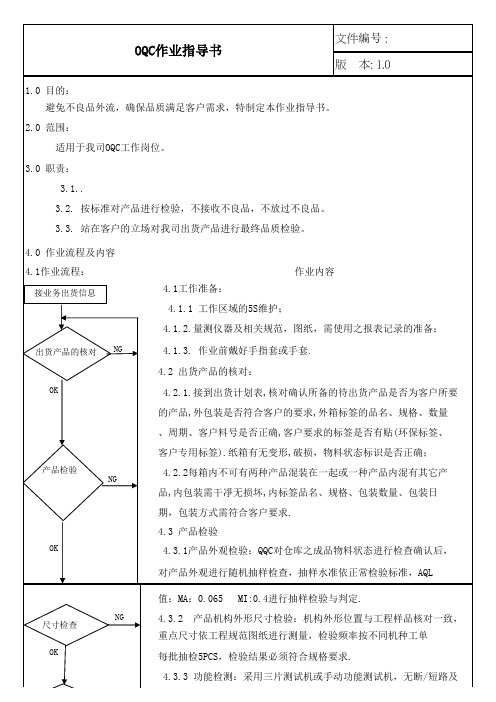
4.0 作业流程及内容 4.1作业流程:
接业务出货信息 出货产品的核对 NG
OK
产品检验 NG
OK
4.1工作准备:
期,包装方式需符合客户要求. 4.3 产品检验 4.3.1产品外观检验:QQC对仓库之成品物料状态进行检查确认后,
对产品外观进行随机抽样检查,抽样水准依正常检验标准,AQL
尺寸检查 OK
值:MA:0.065 MI:0.4进行抽样检验与判定.
NG
4.3.2 产品机构外形尺寸检验:机构外形位置与工程样品核对一致,
作业内容
4.1.1 工作区域的5S维护; 4.1.2.量测仪器及相关规范,图纸,需使用之报表记录的准备;
4.1.3. 作业前戴好手指套或手套.
4.2 出货产品的核对: 4.2.1.接到出货计划表,核对确认所备的待出货产品是否为客户所要
的产品,外包装是否符合客户的要求,外箱标签的品名、规格、数量 、周期、客户料号是否正确,客户要求的标签是否有贴(环保标签、 客户专用标签).纸箱有无变形,破损,物料状态标识是否正确; 4.2.2每箱内不可有两种产品混装在一起或一种产品内混有其它产 品,内包装需干凈无损坏,内标签品名、规格、包装数量、包装日
生管作业指导书

PC的工作總結PC職責:1. 參與銷售訂單及變更的評審;2. 參與生產訂單的審查,產銷評估和協調;3. 制定《生產月計畫》、《生產周計畫》、《請購單》、《退/補料單》、《報廢單》、《補貨單》、《外包加工單》和參與生產部月產量的審查;4. 制定產品生產週期;5 起草和修改各項作業流程和管理制度,並負責督導制度工作計畫等規定的落實和效果對比;(報廢SOP,下線SOP、調度作業SOP、片源管理規定、盤點細則等)6. 加強各部門之間的工作的協調與控制,保障各生產各部門之間協調運作7. 主持生產協調會,對整個生產效率和情況進行彙報;組織協調各相關部門解決生產過程的各類異常情況,確保生產順暢;PC:生產控制或生產管制。
主要職能是生產及銷售計畫(MPS & Schedule 、Sales amount)與生產的進度控制(PAC)。
由於LED芯片生產cycle time較長,一般15`30天,PAC管控相比流水線式生產模式尤其顯得重要。
目前三安採用各製程配備生產調度人員(dispatcher)管理和追蹤片源,根據每月MPS 及每週schedule追趕落後計畫,保證每週產出計畫達成及每月計畫達成。
追趕計畫制定步驟:1.統計各工序各型號產出及日纍計產出(為各站點制定產出&WIP&異常統計報表,由製造填寫,匯總給PC)2.根據纍計產出和纍計目標的差異,Highlight造成的生產延誤,導致生產進度delay的原因(會議主席:PC):(5M1E分析):人:機:料:法:環:測:各責任部門檢討。
3.根據導致生產進度delay的原因制定相應追趕對策:A.暫時對策(實施日期、制定短期追趕對策、相關單位負責人):B.長期對策(實施日期、制定長期追趕對策、相關單位負責人):C.預防產線類似delay情況發生的措施(實施日期、對策、相關單位負責人):D.追趕計畫驗證(生產調度人員負責跟蹤)E.以上已會議記錄發給各單位,各單位執行PC追蹤進度。
生管计划员作业指导书
岗位名称: 主要工作: 文件编号:CJ(2)-WI42-012 拟 制:马伟涛 共 页
作
业
指
目
导
录
拟制人
书
模具名称 标 题 版 本
06-A(B) V1.0
SOP008(80*80)-8P 目 录 及 第 1/1 页
文件编号 CJ(2)-WI42-012 更 改 记 录 华洋电子科技
更改记录
页 版次 01 01 01 01 01 01 01 01 01 01 01 01 01 01 页数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 日 期 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 2012-11-05 版本 V1.0 第一次发布。 更 改 内 容 更改人 日期 2012-12-08
3.
模具 1. 2. 3. 4. 5. 6.
5自 检 项 目 模具有无缺陷、破损等不良现象。 查并清扫机台落料盒,清洁收料机。
图 1-2
拟
制
审序号 0 1 2 3 4 5 6 7 8 9 10 11 12 13
工 序 名 库房台账 库房出入跟踪表 材料核算 计划完成情况统计
称
拟
制
审
核
标准化
批
准
作
模具放置区
业
指
导
书
产品名称 工序名称 页版次
06-A(B) 01
SOP008(80*80)-8P 工艺流程图 第 1/1 页
生管组作业指导书

2、各生管跟单员根据每天成品进仓情况和客人交期要求先天下午5:30之前派出次日送货明细给物控送货。
组长、跟单员
《每日生产进度表》
物控根据各跟单员的要求安排出货,有问题及时向各跟单员提前反映。
跟单员
《每日送货明细表》
编制
审核
批准
组长、生管员
《接单明细表》
1、若是以前做过的旧款订单,生管开单员可以直接开立生产派工单;
2、若是以前没有做过的订单,生管跟单员以ERP网络形式转发给技术课,由技术课根据客人要求及业务提供的样板进行评审,制作《订单评审表》并提供产品档案信息给到各相应的生管跟单员,由各相关跟单员核对清楚后进入ERP系统建立相对应的规格资料后给到生管开单员开生产派工单。
跟单员
《客户订购单》、《业务合同》
生管跟单员接收到两种形式的订单后仔细核对订单上的订单号、品
名、规格、数量及相对应的订单要求输入ERP系统,发现问题必须找客人和相关业务确认清楚,同时根据客户要求回签客户订单。
跟单员
《客户订购单》
生管组长审核订单资料后由生管员导入接单明细表,以便客户查询与统计客户的接单状况。
3.1 生管组组长负责本作业指导书的制定,培养合格的生管人员,负责生产订单的审核和生产计划的统筹安排。
3.2生管组生管员,跟单员负责按本作业指导书执行生管作业,负责生产进度跟进和相关信息反馈。
4.作业流程:
流程
内容描述
操作者
使用表单及标准
接受客户订单,客户订单分两种情形,一种是客人直接传真或电邮的订单;一种是业务与客人签订的业务合同。
生产管理作业指导书

*有限公司生产管理作业指导书1.订单:《工程指示单》2.工程生产会议:确定外协、采购、重要零件工艺、装配顺序3.部门生产会议:(焊接、机加工、技术)3.1 所有的图纸过一遍,制定一套完善的工艺3.2 技术出《材料清单》、《采购件清单》、《整体外协件清单》 3.3 现场去库存、现场再留一份存档3.4 确定采购时间及次序(《采购进度表》、《材料追踪记录表》、来管控采购进度)3.5现场生产部门(数控、仿形、线切割等)需要技术部提供电子档图纸文件的,填写《电子文件申请单》向技术部门申请3.5部长主持会议并记录(45分钟)4.组织生产:4.1 焊接及加工组织班组会议4.1.1会议时间大概15分钟4.1.2会议内容涉及加工次序、交货时间、重要零部件讲解4.1.3主任主持并记录4.2 安排下料4.2.1 由技术部筛选出《下料清单》交予主任,主任安排下料以及跟进进度4.2.2现场所缺材料记录在看板上(生产管理看板),填写补够申请单交由现场请购,部长跟进4.3 生产量安排4.3.1部长依据装配及出货需求出《月生产计划》,与装配部协商后张贴在管理看板上4.3.2主任出《周工作计划》,交予部长审核后张贴在管理看板上4.3.3各班长统计每日完成量,由技术部16点统计并电子归档,当日17点前,交付给现场主任手中,并张贴在管理看板上。
4.3.4每周一、周三、周五上午9点前,部长与主任15分钟现场协调会,审视现场的完成量与计划量,并及时作出生产安排的调整。
4.3.5若有延误5天以上的,及时与装配部协商。
4.3.6若交货时间更改,装配部告知生产部,生产部及时作出相应的调整。
4.3.7依据生产量,给予现场班组相应的奖惩。
4.4质量控制4.4.1配现场巡检一名(公司内部人员调配)4.4.2各白班工序:4.4.2.1焊接部、车床组、铣床组、钳工组:(自检+班长抽检+巡检)4.4.2.2数控组:首检(自检+班长检验)、量产后:抽检+巡检4.4.2.3龙门铣及主要零部件(自检+主任\班长检验+巡检)4.4.3各加班工序:加班时(自检)+主任\班长巡检;第二天上班时巡件人员优先检验4.4.4各夜班工序:夜班自检,第二天上班时巡件人员优先检验4.4.3外协件:检验人员检验合格后入库,填写《检验合格单》4.5加班制度4.5.1各班组须有计划的组织工作、跟进流程,提高效率和质量,对加班从严控制。
(模板)生产管理作业指导书
(模板)生产管理作业指导书一、概述本文档旨在为生产管理作业提供指导,以确保生产过程的高效性和顺利进行。
以下是一些重要的指导原则和步骤。
二、开始作业前的准备在开始作业之前,请确保完成以下准备工作:1. 确定作业目标和要求;2. 审查相关文件和资料,以确保对作业内容有充分的了解;3. 联络相关部门或团队,确认资源和人员的可用性;4. 安排时间表,包括作业的开始和结束日期。
三、作业执行步骤下面是一个基本的作业执行步骤示例:1. 步骤一:- 子步骤一;- 子步骤二;- 子步骤三。
2. 步骤二:- 子步骤一;- 子步骤二;- 子步骤三。
3. 步骤三:- 子步骤一;- 子步骤二;- 子步骤三。
四、作业进度控制在整个作业过程中,持续监控和控制进度是非常重要的。
以下是一些控制作业进度的建议:1. 建立作业进度跟踪机制,记录每个步骤的完成情况;2. 定期与相关部门或团队开会,讨论作业进展,并及时解决遇到的问题;3. 如果发现作业进度延迟或出现问题,立即采取纠正措施;4. 与上级管理层保持及时的沟通,报告作业进度和遇到的困难。
五、作业完成后的总结作业完成后,进行总结和评估对于改进未来的作业非常重要。
以下是一些总结和评估的建议:1. 回顾作业过程,总结成功因素和问题;2. 收集相关数据,进行作业成果的评估;3. 召开作业总结会议,与相关人员共同总结经验教训;4. 针对作业中出现的问题,提出改进措施,并进行跟进。
六、参考文献- 文献一;- 文献二;- 文献三。
以上是关于生产管理作业的简要指导。
根据实际情况和具体要求,可以适当调整和修改作业指导书的内容。
以上原则和步骤可以作为一个起点,帮助组织实施高效的生产管理作业。
包装彩盒印刷厂生管开单作业指导书
生管开单作业指导书一. 目的:为确保生管开单工作按程序进行,从而提高开单质量,减少工作失误。
二. 范围:适合于本公司生管所有开立工作单作业。
三. 权责:3.1.负责本公司所有工程/制造工作单的填写、发放、更改等-----开单员。
3.2.稿袋整理、存放、保管-----工程单位数据管理员。
3.3.负责所有工作单的审核,并安排开单组整体运作------开单组组长。
四. 定义:4.1.工程工作单:凡属新的或需更改材质、刀模、排版方式、印刷标准、产品内容、产品结构、产品尺寸、加工方式的工作单均为工程工作单。
4.2.制造工作单:指以前曾生产,再次翻旧单完全照旧工作单内容生产的工作单,为制造工作单。
4.3.结构样:产品结构正确,但产品尺寸、印刷颜色、印刷内容、色位均不准确。
4.4.白样:产品结构、尺寸均准确,但印刷颜色、印刷内容、色位不准确。
4.5.成品样:产品结构尺寸、印刷颜色、印刷内容、色位等均准确。
4.6.工程首件样:凡属新的或需更改材质、刀模、排版方式、印刷标准、产品内容、产品结构、产品尺寸、加工方式的产品首签样。
4.7.制程首件样:指以前曾生产过,再次翻旧单(制造工作单)生产之产品首签样。
五. 程序内容:5.1.工程接收、清理数据。
5.1.1.对于工程工作单:首先,业务须提供“打样通知单”或“停止/更改通知单”及相关附样于工程,工程必须先建立“工程物料单”(BOM表)于ERP系统中,作为开单之原始数据,除此外,工程还应建立如下数据:A、印刷样(不用印刷的产品除外),主要指:a、标准色稿b、参考色稿c、Pantone号d、正常颜色印刷(演色表)e、色咭等。
B、印刷内容样(不用印刷的产品除外):主要指:a、标准内容样(如彩喷稿)b、参考内容样(如注明局部更改之彩喷等)C、结构或尺寸样:主要指:a、结构样b、白样c、成品样d、工程图e、刀线图5.1.2、对于制造工作单,工程数据管理员依据上次工单之白联及历史资料卡(QR-SA033)为基本数据并清理稿袋数据,在清理稿袋时,稿袋内应具备的数据为:a.印刷工程首件样两张,其中一张已做上光半张试验,(不用印刷的除外)。
生管排单作业指导书

1.目的保证生产计划的敦促履行,保障生产的顺利进行。
2.范围合用于本企业生产管束流程。
3.内容权责:生管课:负责生产计划的编制和进度监察。
制造部:负责从原想到半成品到成品的生产及包装过程的管束。
品保课:负责生产全过程的质量查验,危害物质管束,测试与质量监监工作。
生产作业 :成型排单生产管束:A.生管依据业务开立出的『订单明细表』,核查所需之半成品及成型成品情况,库存不足时,则开出『成型生产制令单』,交排单员安排半成品及成型成品生产。
B.排单员依据订单的交期及成型机台的情况,开立「生产计划表」交制程作先期安排。
C.排单员每天巡机认识机台的生产情况,依据后段生产需求及制令交期,安排协调、跟催生产进度,保证生产顺畅。
D.新开模具和维修睦之模具,依据生技之「拜托试模报告单」实时安排试模。
3.2.2 植 PIN 排单生产管束:A.依据仓管供给之表单,在「订单明细表」上判断此订单是成品出货、整修出货仍是需植 PIN 生产。
B.需植 PIN 生产的订单开立「植 PIN 生产制令单」转制造履行生产,成品出货的订单,如 OK直接开立送货单,如需要整修品,开立「领料单」经整修组整修合格后,由包装组包装出货。
3.2.3 认识机台人员及产能情况依据A、 B、 C客户及订单及订单交期,制定生产计划表安排生产。
排单员巡机认识现场的生产情况,保证生产顺畅。
不可以达到客户交期之订单,生管视需求招集有关主管开产销会议协调,交期以产销会检讨回所复交期为准。
依据业务「订单改正联系单」供给的表单在相应的表单上作变动,并在「订单改正联系单」上注明此单此刻的生产情况传阅有关人员。
因为模具、机台故障等产生异样影响生产计划致使不可以准时出货的,应第一时间知会业务部门与客户磋商改正交期或采纳其余应急对策。
业务样品及铁扣订单,由生管签单时下请购单,出货时直接从库房领料。
SMD成型排单生产管束:3.3.1 依据业务供给之「订单明细表」核查库存。
A.核查端子及包装资料库存,如无则办理请购作业,开立「请购单」,经上司主管签核后交采买并对物想到厂进行跟催。
生产管理部作业指导书
生产管理部作业指导书1.0目的:为了规范生产管理部各岗位作业流程和各项操作,特制定生产管理部标准作业指导书,确保生产管理部操作准确无误,为销售部门和生产部门提供更好的服务,将产、供销连成一条畅顺的链条,最终准时达成订单交货期,提升有效产能。
2.0适应范围:生产管理部全部人员、生产相关管理人员。
3.0权责:3.1订单审查:由生产管理部负责主导,外贸部、技术、采购、生产负责回复本部门应提供的相关资讯或材料入库的交期;3.2样品单和订单需求表:由外贸部、销售部、电子商务部、商超部负责提供;3.3作业指导书:由技术中心负责提供;3.4 基础用量由技术中心核算;3.5 BOM由技术中心负责制作;3.6 材料库存由物管部负责提供,物控部核实;3.7 对库存进行利用由物控部负责;3.8核算物料需求计划由物控部负责;3.9 模制具规划和申购由生管课负责;3.10主生产计划、外发计划和车间生产计划由生管课负责;3.11生产报表统计由生管课负责;3.12材料采购由采购部负责;3.13生产由生产中心度负责;3.14材料验收由品管部门负责;4.0定义:4.1 BOM:Bill of material, 即物料清单称为产品结构表或用料结构表,用来表示一产品,成品或半成品是由那些零组件或素材原料所结合而成之组成元素明细,其该元素构成单一产品所需之数量称之为基量,BOM是所有MRP系统的基础,如果BOM表有误,则所有物料需求都会不正确。
4.2急单:当客户下达排程表之外的交货信息,且无产品库存和原物料情况下或制程中异常影响原订出货计划的为急单。
4.3委外产品:指成品或半成品由外面的工厂加工,材料可由本厂提供,也可由外面工厂自行采购均可,此类产品不含外发原材料加工。
5.作业内容:5.1样品订单管理:5.1.1由主生产计划专员受理来自外贸部、销售部、电子商务部以及商超部《样品制作通知单》,此通知单也许由订单部门同步提供给技术中心;5.1.2对样品单的制作要求进行审查,熟悉该款样品的制作的工艺核心要求,追踪技术中心对回复样品的材料日期和最终完成日期,技术中心在3个小时内回复给相应下单部门(外贸部、销售部、电子商务部以及商超部)以及生产管理部的计划专员;5.1.3将样品订单及确认的完成日期录入《样品订单总表》中;5.1.4动态追踪样品制作及样品确认,如有异常,提前填报《样品订单进度异常》给订单部门最高主管、技术中心最高主管、生产管理部门最高主管以及相关部门主管;5.1.5样品完成后,对模制具进行分析,填制新款《模制具产能分析表》(以订单量为5000套为标准进行分析),经与技术中心会签后存档;5.1.6样品确认完成后,追踪样品和技术配套资料以及模制具进入专项管理负责人;5.1.7跟踪相应的订单部门订单的落实。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 目的
保证出产计划的催促履行,保证出产的顺利进行。
2. 范围
适用于本公司出产控制流程。
3. 内容
权责:
3.1.1 生管课:担任出产计划的编制和进展监督。
3.1.2 制作部:担任从原料到半制品到制品的出产及包装进程的控制。
3.1.3 品保课:担任出产全进程的质量查验,损害物质控制,测验与质量监督作业。
出产作业 :
3.2.1 成型排单出产控制:
A.生管依据事务开立出的『订单明细表』,查核所需之半制品及成型制品情况,库
存缺乏时,则开出『成型出产制令单』,交排单员组织半制品及成型制品出产。
B. 排单员依据订单的交期及成型机台的情况,开立「出产计划表」交制程作前期组织。
C.排单员每日巡机了解机台的出产情况,依据后段出产需求及制令交期,组织和谐、
跟催出产进展,保证出产顺利。
D.新开模具和维修好之模具,依据生技之「托付试模报告单」及时组织试模。
3.2.2 植 PIN排单出产控制:
A. 依据仓管供给之表单,在「订单明细表」上断定此订单是制品出货、整修出货
仍是需植 PIN 出产。
B. 需植 PIN 出产的订单开立「植 PIN 出产制令单」转制作履行出产,制品出货的
订单,如 O K直接开立送货单,如需求整修品,开立「领料单」经整修组整修合
格后,由包装组包装出货。
3.2.3 了解机台人员及产能情况依据 A、B、C客户及订单及订单交期,拟定出产计划
表组织出产。
3.2.4 排单员巡机了解现场的出产情况,保证出产顺利。
3.2.5 不能到达客户交期之订单,生管视需求招集相关主管开产销会议和谐,交期以
产销会检讨回所复交期为准。
3.2.6 依据事务「订单改变联络单」供给的表单在相应的表单上作改动,并在「订单
改变联络单」上注明此单现在的出产情况传阅相关人员。
3.2.7 因为模具、机台毛病等发生反常影响出产计划导致不能准时出货的,应榜首时
间知会事务部门与客户洽谈更改交期或采纳其他应急对策。
3.2.8 事务样品及铁扣订单,由生管签单时下请购单,出货时直接从库房领料。
SMD成型排单出产控制:
3.3.1 依据事务供给之「订单明细表」核对库存。
A. 查核端子及包装材料库存,如无则处理请购作业,开立「请购单」,经上级主管
签核后交采购并对物料到厂进行跟催。
B. 查核未检品库存,如有库存,开出「领料单」组织整修组整修,如无则组织成型
出产。
C. 因SMD端子无法切开,派成型制令有必要为整数盘数量,如事务订单 7K,现库房一
盘端子为 10K,则开制令 10K,配发整盘端子 10K给予现场,若有样品订单情况
的不常见机种,生管开发派工单会以订单数量为准,如在完结时剩下端子超越 4K,由现场将剩下端子退回库房,如在完结时剩下端子小于 4K,生管补开备料制令,
再开出「领料单」,注明端子无法切开。
3.3.2 排单员依据客户需求,订单交期拟定「出产计划表」组织现场出产。
3.3.3 巡机了解机台出产情况,跟进整修组作业进展,保证出产顺利。
3.3.4 依据事务「订单改变联络单」供给的表单在相应表单上作改动,并在「订单变
更联络单」上注明此单现在的出产情况传阅相关人员。
3.3.5 因为模具、机台毛病等发生反常影响出产计划导致不能准时出货的,应榜首时
间知会事务部门与客户洽谈更改交期或采纳其他应急对策。