铜排折弯计算
铜排折弯的计算技巧
铜排折弯的计算技巧铜排是一种常用的导电材料,广泛应用于电子、电气和机械工业中。
在实际生产中,我们经常需要将铜排进行折弯,以满足不同的工程需求。
折弯铜排的过程中,我们需要准确地计算折弯角度和弯曲长度,以确保折弯后的铜排能够准确地安装和连接。
我们需要知道铜排的物理性质,包括材料的弹性模量和屈服强度。
弹性模量是材料在弹性阶段的刚度指标,而屈服强度则是材料开始塑性变形的临界点。
这些物理性质对于计算折弯角度和弯曲长度非常重要。
接下来,我们需要确定折弯工具的参数,包括折弯模具的半径和折弯机的工作范围。
折弯模具的半径决定了折弯曲线的半径,而折弯机的工作范围则决定了我们能够实现的最大折弯角度。
在计算折弯角度时,我们可以使用以下公式:θ = L / (π * R) * 180°其中,θ表示折弯角度,L表示弯曲长度,R表示折弯模具的半径,π表示圆周率。
通过这个公式,我们可以准确地计算出所需的折弯角度。
在计算弯曲长度时,我们可以使用以下公式:L = R * θ * (π / 180°)其中,L表示弯曲长度,R表示折弯模具的半径,θ表示折弯角度,π表示圆周率。
通过这个公式,我们可以得到所需的弯曲长度。
除了使用公式计算折弯角度和弯曲长度外,我们还可以借助计算软件或在线工具来实现自动计算。
这些工具通常提供用户友好的界面和准确的计算结果,可以帮助我们快速、准确地完成折弯设计。
在实际操作中,为了确保折弯的准确性,我们还需要考虑一些因素。
首先,材料的弹性变形和回弹现象会影响折弯结果,因此需要根据材料的性质进行适当的修正。
其次,折弯角度的精度和稳定性也需要得到保证,可以通过调整折弯工艺和工艺参数来达到要求。
最后,及时检验和调整折弯结果是保证质量的重要环节,可以使用测量工具和设备来检验折弯角度和弯曲长度。
铜排的折弯计算是一个重要的工程环节,需要我们充分考虑材料性质、折弯工具参数和折弯工艺等因素。
通过正确地计算折弯角度和弯曲长度,我们可以确保折弯后的铜排能够准确地安装和连接,从而满足工程需求。
排计算方法、折弯经验计算表及高压柜铜排计算方法
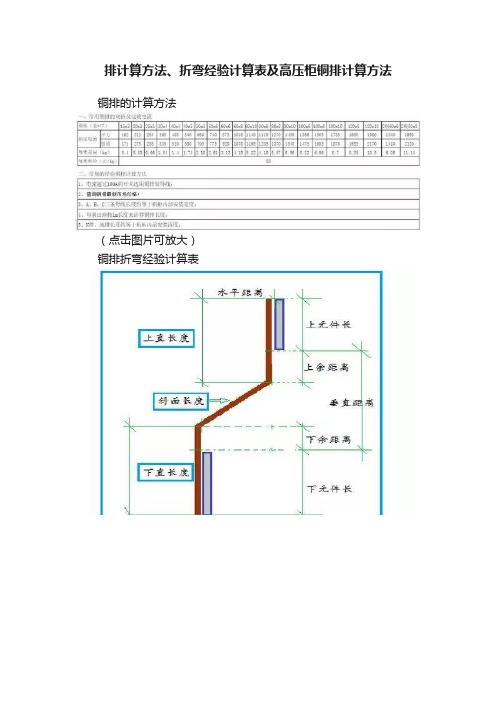
排计算方法、折弯经验计算表及高压柜铜排计算方法铜排的计算方法(点击图片可放大)铜排折弯经验计算表高压柜铜排选择标准中置柜KYN28 进出线柜PT柜GB3906[附录D]中公式:S=I/a√(t△θ)式中:I--额定短时耐受电流;a—材质系数,铜为13,铝为8.5;t--额定短路持续时间;△θ—温升(K),对于裸导体一般取180K,对于4S持续时间取215K。
则:25KA/4S系统铜母线最小截面积S=(25000/13)*√4/215=260 mm2 用60*5就可以了.31.5KA/4S系统铜母线最小截面积S=(31500/13)*√4/215=330 mm240KA/4S系统铜母线最小截面积S=(40000/13)*√4/215=420 mm263KA/4S系统铜母线最小截面积S=(63000/13)*√4/215=660 mm280KA/4S系统铜母线最小截面积S=(80000/13)*√4/215=840 mm2接地母线按系统额定短时耐受电流的86.7%考虑:25KA/4S系统接地铜母线最小截面积S=260*86.7% =225mm231.5KA/4S系统接地铜母线最小截面积S=330*86.7% =287mm240KA/4S系统接地铜母线最小截面积S=420*86.7% =370mm2 63KA/4S系统接地铜母线最小截面积S=660*86.7% =580mm2 80KA/4S系统接地铜母线最小截面积S=840*86.7% =730mm2 相关问答帮忙算一下高压柜的整定值!和总的用电负荷和总电流!1、高压柜-1(800KW提升机)整定电流:A、计算电流:80A;B、过流一段:1.25×80A≈100A ;时间60s;C、过流二段:1.50×80A≈120A ;时间2s;D、速断电流:6.00×80A≈480A ;时间0s;2、高压柜-2(1000KW提升机)整定电流:A、计算电流:100A;B、过流一段:1.25×100A≈125A ;时间60s;C、过流二段:1.50×100A≈150A ;时间2s;D、速断电流:6.00×100A≈600A ;时间0s;3、高压柜-3(2000KVA变压器)整定电流:A、额定电流:193A;B、过流一段:1.15×193A≈221A ;时间60s;C、过流二段:1.50×193A≈289A ;时间2s;D、速断电流:6.00×193A≈1154A ;时间0s;4、高压柜-4(315KVA移动变压器)整定电流:A、额定电流:30.31A;B、过流一段:1.15×30.31A≈35A ;时间60s;C、过流二段:1.50×30.31A≈46A ;时间2s;D、速断电流:6.00×30.31A≈182A ;时间0s;注意:你的电负荷可能是采矿井下供电系统,采矿井下是国家设计规范及安全规范不允许单电源配电的。
铜铝排折弯—展开长度及折弯线的算法

铜铝排折弯——展开长及折弯线的算法首先,明确正确标注折弯的铜铝排。
其次,简单计算其展开长及折弯线(1). 90°折弯——计算a.R=0 时L=A+B-2T+0.4T (即:L=A+B-1.6T)式中:L——折弯件展开后的长度;A、B——折弯长度;T——板材的厚度;折弯线:X=A-0.8T (以A端为基准) 或者 X=B-0.8T (以B端为基准)b.R≠0 时L=(A-T-R)+(B-T-R)+(R+λ)*π/2式中:L——折弯件展开后的长度;A、B——折弯长度;T——板材的厚度;λ——①R≧5T时,λ=T/2;②T≦R<5T时,λ=T/3;③ 0<R<T时,λ=T/4折弯线:X=A-[(A+B)-L]/2 (以A端为基准) 或者 X=B-[(A+B)-L]/2 (以B端为基准)(2). 非90°折弯——计算a. R=0 时L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+ λ*a式中:λ=T/3;a ——折弯角,单位为 rad 。
折弯线:X=A-[(A+B)-L]/2 (以A 端为基准) 或者 X=B-[(A+B)-L]/2 (以B 端为基准)b. R ≠0 时L=[A-(T+R)*tan(a/2)]+[B-(T+R)*tan(a/2)]+ (R+λ)*a式中:a ——折弯角,单位为 rad 。
λ——① R ≧5T 时,λ=T/2;② T ≦R<5T 时,λ=T/3;③ 0<R<T 时,λ=T/4折弯线:X=A-[(A+B)-L]/2 (以A 端为基准) 或者 X=B-[(A+B)-L]/2 (以B 端为基准)(3). Z 折弯——计算a. C ≧5T 时,L=A-T+B+C+2K式中:K=0.4Tb. 3T<C<5T 时,L=A-T+B+C+K式中:K=0.4Tc. C<3T 时,L=A-T+B+C+K/2式中:K=0.4T Rλ 中性层(4) .其它2、3次及多次折弯其它2、3次及多次折弯,都可以从前面几种算法来拓展。
铜牌折弯系数计算
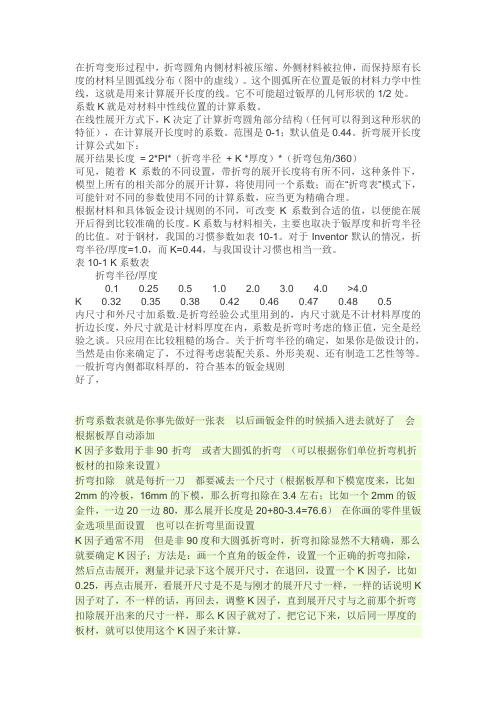
在折弯变形过程中,折弯圆角内侧材料被压缩、外侧材料被拉伸,而保持原有长度的材料呈圆弧线分布(图中的虚线)。
这个圆弧所在位置是钣的材料力学中性线,这就是用来计算展开长度的线。
它不可能超过钣厚的几何形状的1/2处。
系数K就是对材料中性线位置的计算系数。
在线性展开方式下,K决定了计算折弯圆角部分结构(任何可以得到这种形状的特征),在计算展开长度时的系数。
范围是0-1;默认值是0.44。
折弯展开长度计算公式如下:展开结果长度= 2*PI*(折弯半径+ K *厚度)*(折弯包角/360)可见,随着K系数的不同设置,带折弯的展开长度将有所不同,这种条件下,模型上所有的相关部分的展开计算,将使用同一个系数;而在“折弯表”模式下,可能针对不同的参数使用不同的计算系数,应当更为精确合理。
根据材料和具体钣金设计规则的不同,可改变K系数到合适的值,以便能在展开后得到比较准确的长度。
K系数与材料相关,主要也取决于钣厚度和折弯半径的比值。
对于钢材,我国的习惯参数如表10-1。
对于Inventor默认的情况,折弯半径/厚度=1.0,而K=0.44,与我国设计习惯也相当一致。
表10-1 K系数表折弯半径/厚度0.1 0.25 0.5 1.0 2.0 3.0 4.0 >4.0K 0.32 0.35 0.38 0.42 0.46 0.47 0.48 0.5内尺寸和外尺寸加系数.是折弯经验公式里用到的,内尺寸就是不计材料厚度的折边长度,外尺寸就是计材料厚度在内,系数是折弯时考虑的修正值,完全是经验之谈。
只应用在比较粗糙的场合。
关于折弯半径的确定,如果你是做设计的,当然是由你来确定了,不过得考虑装配关系、外形美观、还有制造工艺性等等。
一般折弯内侧都取料厚的,符合基本的钣金规则好了,折弯系数表就是你事先做好一张表以后画钣金件的时候插入进去就好了会根据板厚自动添加K因子多数用于非90°折弯或者大圆弧的折弯(可以根据你们单位折弯机折板材的扣除来设置)折弯扣除就是每折一刀都要减去一个尺寸(根据板厚和下模宽度来,比如2mm的冷板,16mm的下模,那么折弯扣除在3.4左右;比如一个2mm的钣金件,一边20一边80,那么展开长度是20+80-3.4=76.6)在你画的零件里钣金选项里面设置也可以在折弯里面设置K因子通常不用但是非90度和大圆弧折弯时,折弯扣除显然不大精确,那么就要确定K因子;方法是:画一个直角的钣金件,设置一个正确的折弯扣除,然后点击展开,测量并记录下这个展开尺寸,在退回,设置一个K因子,比如0.25,再点击展开,看展开尺寸是不是与刚才的展开尺寸一样,一样的话说明K 因子对了,不一样的话,再回去,调整K因子,直到展开尺寸与之前那个折弯扣除展开出来的尺寸一样,那么K因子就对了。
铜牌折弯系数计算
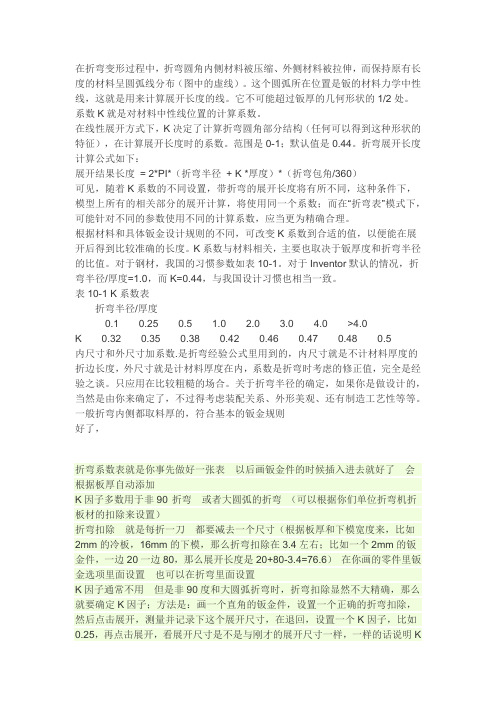
在折弯变形过程中,折弯圆角内侧材料被压缩、外侧材料被拉伸,而保持原有长度的材料呈圆弧线分布(图中的虚线)。
这个圆弧所在位置是钣的材料力学中性线,这就是用来计算展开长度的线。
它不可能超过钣厚的几何形状的1/2处。
系数K就是对材料中性线位置的计算系数。
在线性展开方式下,K决定了计算折弯圆角部分结构(任何可以得到这种形状的特征),在计算展开长度时的系数。
范围是0-1;默认值是0.44。
折弯展开长度计算公式如下:展开结果长度= 2*PI*(折弯半径+ K *厚度)*(折弯包角/360)可见,随着K系数的不同设置,带折弯的展开长度将有所不同,这种条件下,模型上所有的相关部分的展开计算,将使用同一个系数;而在“折弯表”模式下,可能针对不同的参数使用不同的计算系数,应当更为精确合理。
根据材料和具体钣金设计规则的不同,可改变K系数到合适的值,以便能在展开后得到比较准确的长度。
K系数与材料相关,主要也取决于钣厚度和折弯半径的比值。
对于钢材,我国的习惯参数如表10-1。
对于Inventor默认的情况,折弯半径/厚度=1.0,而K=0.44,与我国设计习惯也相当一致。
表10-1 K系数表折弯半径/厚度0.1 0.25 0.5 1.0 2.0 3.0 4.0 >4.0K 0.32 0.35 0.38 0.42 0.46 0.47 0.48 0.5内尺寸和外尺寸加系数.是折弯经验公式里用到的,内尺寸就是不计材料厚度的折边长度,外尺寸就是计材料厚度在内,系数是折弯时考虑的修正值,完全是经验之谈。
只应用在比较粗糙的场合。
关于折弯半径的确定,如果你是做设计的,当然是由你来确定了,不过得考虑装配关系、外形美观、还有制造工艺性等等。
一般折弯内侧都取料厚的,符合基本的钣金规则好了,折弯系数表就是你事先做好一张表以后画钣金件的时候插入进去就好了会根据板厚自动添加K因子多数用于非90°折弯或者大圆弧的折弯(可以根据你们单位折弯机折板材的扣除来设置)折弯扣除就是每折一刀都要减去一个尺寸(根据板厚和下模宽度来,比如2mm的冷板,16mm的下模,那么折弯扣除在3.4左右;比如一个2mm的钣金件,一边20一边80,那么展开长度是20+80-3.4=76.6)在你画的零件里钣金选项里面设置也可以在折弯里面设置K因子通常不用但是非90度和大圆弧折弯时,折弯扣除显然不大精确,那么就要确定K因子;方法是:画一个直角的钣金件,设置一个正确的折弯扣除,然后点击展开,测量并记录下这个展开尺寸,在退回,设置一个K因子,比如0.25,再点击展开,看展开尺寸是不是与刚才的展开尺寸一样,一样的话说明K因子对了,不一样的话,再回去,调整K因子,直到展开尺寸与之前那个折弯扣除展开出来的尺寸一样,那么K因子就对了。
铜排折弯的计算技巧
铜排折弯的计算技巧铜排折弯是一种常见的金属加工方法,用于将铜排弯曲成所需的形状和角度。
正确的计算技巧对于铜排折弯工艺的成功至关重要。
本文将介绍一些常用的铜排折弯计算技巧,帮助读者掌握这一技能。
1. 理解铜排折弯的基本原理铜排折弯是通过施加力量使铜排弯曲而达到所需形状的加工方法。
在进行铜排折弯前,需要了解所需的折弯角度、折弯半径和材料的强度等参数。
这些参数将决定折弯时所需施加的力量和折弯工艺的选择。
2. 计算折弯角度折弯角度是铜排折弯中最常用的参数之一。
通常情况下,折弯角度是根据设计要求来确定的。
在进行折弯计算时,需要考虑铜排的厚度和材料的强度。
通过简单的几何计算,可以确定所需的折弯角度,从而进行下一步的工艺选择和计算。
3. 确定折弯半径折弯半径是指铜排在折弯过程中曲率的半径。
折弯半径的选择与铜排的厚度和材料的强度有关。
一般来说,较小的折弯半径将使铜排更容易弯曲,但也会增加材料的应力和变形程度。
因此,在确定折弯半径时,需要综合考虑材料的强度和所需的形状,选择合适的折弯半径。
4. 选择合适的工艺铜排折弯的工艺选择是根据具体要求和材料特性来确定的。
常用的工艺包括冷弯、热弯和机械弯曲等。
冷弯是最常用的折弯工艺,适用于大多数情况。
热弯适用于较大厚度的铜排或特殊形状的折弯。
机械弯曲则需要专门的设备和技术。
5. 考虑材料的弹性在进行铜排折弯计算时,需要考虑材料的弹性变形。
铜排在受力时会产生一定的弹性变形,因此需要在计算中进行修正。
根据材料的弹性模量和折弯过程中的应力分析,可以得到修正后的折弯参数,确保折弯结果的准确性。
6. 注意工艺中的误差在铜排折弯过程中,由于各种因素的影响,如材料的弹性、工艺选择和机械设备的精度等,都会导致一定的误差。
因此,在进行折弯计算时,需要考虑这些误差,并在计算结果中进行适当的修正。
同时,折弯过程中还需要注意对模具和设备的精度控制,以减小误差的产生。
7. 实践与经验的积累除了理论计算外,实践和经验也是掌握铜排折弯技巧的重要因素。
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法铜排的计算方法一、铜排的规格及过载电流规格(宽*厚)额定电流每平方重量(kg)平放竖放15×31621710.420×3212 275 0.53 25×3 264 285 0.66 30×4 368 385 1.04 40×4 485 510 1.440×5 540 580 1.74 50×5 660 705 2.18 50×6 740 775 2.61 60×6 873 9203.13 60×8 1018 10704.18 60×10 1140 11955.22 80×6 1115 1205 4.18 80×8 12701370 5.57 80×10 1430 1540 6.96 100×6 1356 1475 5.22 100×8 1430 1540 6.96 100×101730 1875 8.7120×8 1860 1955 8.35 120×10 1980 2170 10.52根60×6 1340 1410 6.262根80×81950212011.14二、常规的经验铜排计算方法1、电流超过100A的开关选用铜排做导线。
2、现市场铜价格约为85元/公斤。
3、A、B、C三条母线长度约等于机柜内部安装宽度。
4、每条回路按1米长度来计算长度。
5、N排、PE排约等于机柜内部深度。
6、N排、PE排根据市电总容量选尺寸大小。
7、最终铜排定价按【单价×1.2(水、电、房租等)+单价×20%(人工费)=成本】铜排折弯经验计算表计算经验表单位长度mm取排总长上直长度下直长度弯排角度垂直距离150 303.84 mm 128.1 mm 98.1 mm 42.5度水平距离55铜排厚度8上元件长60上余长度70其他计算参考值折弯增长排垂直高斜面长度下元件长80下余长度203.8290.081.4高压柜铜排选择标准中置柜KYN28 进出线柜PT柜GB3906[附录D]中公式:S=I/a√(t△θ)式中:I--额定短时耐受电流;a—材质系数,铜为13,铝为8.5;t--额定短路持续时间;△θ—温升(K),对于裸导体一般取180K,对于4S持续时间取215K。
铜排折弯半径
铜排折弯半径
铜排是一种常用的金属管材,由于铜的良好的导热性、耐腐蚀性和可焊接性,在机械制造、化工、电力等行业中得到广泛应用,但在使用过程中经常会遇到一些问题,比如折弯半径,它严重影响着加工品质,所以影响着我们的生产效率,必须正确理解折弯半径以保证产品质量。
首先,我们来看看折弯半径在什么情况下会发生影响。
在铜排折弯加工过程中,折弯半径要求是:折弯半径的最小值=型号直径的2倍,最大值=2/3型号直径的4倍,如果折弯半径不符合这些要求,就会影响加工品质,让铜排材料变形,甚至有可能破坏铜排,影响我们的生产效率。
其次,我们来看看如何保证折弯半径的正确表现。
正确折弯半径的关键在于正确选择折弯机,折弯机的折弯能力影响到折弯半径的正确性,一般来说,当使用折弯机折弯铜排时,最大折弯半径=机械型号的2倍。
因此,在选择折弯机时,必须根据所需的折弯半径和材料的性质来选择合适的折弯机,以保证产品的质量。
此外,还可以通过安装折弯机上的限位件,调整折弯角度来控制折弯半径,通过把限位件安装到折弯机上,可以精确控制所需折弯半径,从而使折弯半径总是符合要求。
最后,当铜排加工时,一定要充分考虑折弯半径的影响,折弯机的选择很重要,需要根据所需的折弯半径来选择最合适的折弯机,并且要安装限位件来控制折弯角度,以保证折弯半径符合要求,从而保
证铜排加工的品质。
现在,随着折弯机技术的发展,我们不仅可以保证折弯半径符合要求,还可以根据客户的要求设计折弯机,实现更为精确的折弯半径,更好地满足客户的需求。
总之,折弯半径的正确性对铜排加工的质量极为重要,只有选择合适的折弯机,并安装限位件,才可以确保折弯半径在最佳范围内,从而保证铜排加工品质。
铜排折弯制作技巧完整版
铜排折弯制作技巧 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】1. 折弯角度怎么确定?折弯角度是根据产品布局和现场安装需要而确定的,根据需要有折一个弯的,也有折几个弯的,最终用户连接的平面一般有平行和垂直于水平面两种。
2. 铜排是怎样选型的?电流越大,电密取得越小铜排的选型主要是考虑通过它的单位载流量,而通过它的单位载流量(电密)一般要看电流的大小,电流越大,电密取得越小,原因取决于导电排上所产生的损耗,铜排上产生的损耗与电流的平方成正比,因此电流越大,电密应取得越小,这样才能让导电排上损耗不至于太大而导致铜排太热。
一般200A以下可取3-4A每平方毫米,电流500A以下去2-3A每平方毫米,电流1000A以下去每平方毫米,电流越大,电密取得越小,主要考虑铜排上产生的损耗不至让铜排发热严重。
铜排制作需要一定的理论知识与操作经验,根据柜体结构、开关位置等合理布局,角度可以是90度的直角也可以是45度的斜角。
二次线就是控制回路,铜排属于一次线3.折弯角度的大小?折弯角度的大小一般与折弯内圆角R的大小决定,比如一个10mm厚的铜排折弯,如果折弯内圆角只有R10,那么折弯后外圆角一般就会出现裂纹,通常内圆角的大小为排厚的倍到2倍折弯效果最好。
展开长与折的弯数和折弯内圆角有关,你可以用二维图1:1画个厚度方向的投影图,量出周长再减去2倍的排厚,最后除以2就是你想要得到的展开长。
计算公式为铜排的所有直线尺寸加n**(R内+R外)/2。
其中n代表折弯数,R内、R外代表折弯处内外圆角大小。
4.不同型号铜排折弯角度及量排展开长度怎么计算做铜排时折弯的长度怎么决定 ?是不是计算时要用到勾股定理?根据铜排及铜板的展开系数来算的用不到勾股定理。
只有需要走斜角时才需要用到勾股定理。
|如果说一个铜排直角折弯,一边长3,一边长4,需要铜排长度就是7减去折弯延长,一般情况下是折刀的半径。
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法,赶紧收藏
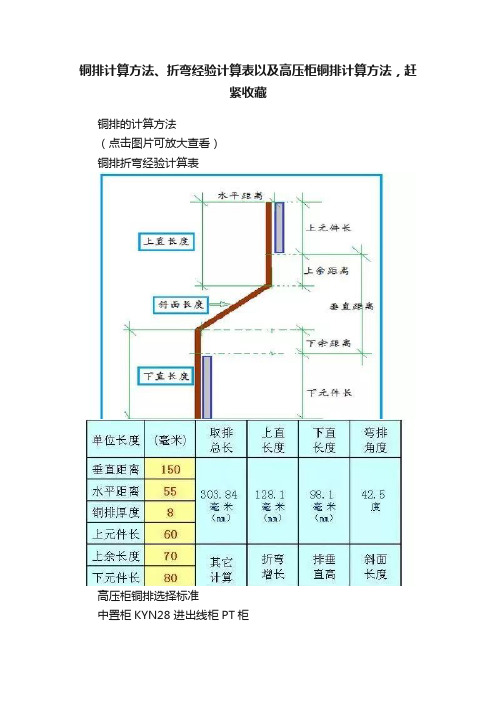
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法,赶紧收藏铜排的计算方法(点击图片可放大查看)铜排折弯经验计算表高压柜铜排选择标准中置柜KYN28 进出线柜PT柜GB3906[附录D]中公式:S=I/a√(t△θ)式中:I--额定短时耐受电流;a—材质系数,铜为13,铝为8.5;t--额定短路持续时间;△θ—温升(K),对于裸导体一般取180K,对于4S持续时间取215K。
则:25KA/4S系统铜母线最小截面积S=(25000/13)*√4/215=260 mm2 用60*5就可以了.31.5KA/4S系统铜母线最小截面积S=(31500/13)*√4/215=330 mm240KA/4S系统铜母线最小截面积S=(40000/13)*√4/215=420 mm263KA/4S系统铜母线最小截面积S=(63000/13)*√4/215=660 mm280KA/4S系统铜母线最小截面积S=(80000/13)*√4/215=840 mm2接地母线按系统额定短时耐受电流的86.7%考虑:25KA/4S系统接地铜母线最小截面积S=260*86.7% =225mm231.5KA/4S系统接地铜母线最小截面积S=330*86.7% =287mm240KA/4S系统接地铜母线最小截面积S=420*86.7% =370mm2 63KA/4S系统接地铜母线最小截面积S=660*86.7% =580mm2 80KA/4S系统接地铜母线最小截面积S=840*86.7% =730mm2 相关问答举例帮忙算一下高压柜的整定值!和总的用电负荷和总电流!1、高压柜-1(800KW提升机)整定电流:A、计算电流:80A;B、过流一段:1.25×80A≈100A ;时间60s;C、过流二段:1.50×80A≈120A ;时间2s;D、速断电流:6.00×80A≈480A ;时间0s;2、高压柜-2(1000KW提升机)整定电流:A、计算电流:100A;B、过流一段:1.25×100A≈125A ;时间60s;C、过流二段:1.50×100A≈150A ;时间2s;D、速断电流:6.00×100A≈600A ;时间0s;3、高压柜-3(2000KVA变压器)整定电流:A、额定电流:193A;B、过流一段:1.15×193A≈221A ;时间60s;C、过流二段:1.50×193A≈289A ;时间2s;D、速断电流:6.00×193A≈1154A ;时间0s;4、高压柜-4(315KVA移动变压器)整定电流:A、额定电流:30.31A;B、过流一段:1.15×30.31A≈35A ;时间60s;C、过流二段:1.50×30.31A≈46A ;时间2s;D、速断电流:6.00×30.31A≈182A ;时间0s;注意:你的电负荷可能是采矿井下供电系统,采矿井下是国家设计规范及安全规范不允许单电源配电的。