SMT的特点与锡膏的使用方法
SMT-锡膏管理规范

SMT-锡膏管理规范引言概述:SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子创造行业。
在SMT生产过程中,锡膏是非常重要的材料之一,对于保证电子产品的质量和性能起着至关重要的作用。
因此,制定一套科学合理的SMT-锡膏管理规范,对于提高生产效率、降低成本、确保产品质量具有重要意义。
一、锡膏的存储管理1.1 温度控制:锡膏应存放在恒定的温度环境下,避免受到温度过高或者过低的影响。
普通建议存储温度在5-10摄氏度之间。
1.2 湿度控制:锡膏对湿度非常敏感,应避免受到高湿度环境的影响。
建议相对湿度控制在40%-60%之间。
1.3 包装保护:锡膏应存放在密封的包装盒中,避免受到灰尘、湿气等外界因素的侵害。
二、锡膏的使用管理2.1 使用前预热:在使用锡膏之前,应先对其进行预热处理,以确保其流动性和粘度达到最佳状态。
2.2 使用量控制:在使用锡膏时,应根据实际需要控制使用量,避免浪费和过度施加。
2.3 使用后封存:使用后的锡膏应及时封存,避免受到外界因素的影响,影响其质量和性能。
三、锡膏的清洗管理3.1 清洗工艺:在SMT生产过程中,锡膏可能会残留在PCB表面,因此需要进行清洗处理。
清洗工艺应科学合理,避免对PCB和其他元器件造成损坏。
3.2 清洗剂选择:选择合适的清洗剂对于清洗效果至关重要,应根据锡膏的成份和PCB的材质选择合适的清洗剂。
3.3 清洗后检验:清洗后应对PCB进行检验,确保锡膏残留物已清除干净,不影响电路连接和焊接质量。
四、锡膏的废弃管理4.1 分类处理:废弃的锡膏应根据不同的成份进行分类处理,避免对环境造成污染。
4.2 合规处理:废弃的锡膏应按照像关法规和标准进行处理,避免违反环保法规。
4.3 资源化利用:对于一些可回收的废弃锡膏,可以考虑进行资源化利用,减少资源浪费和环境污染。
五、锡膏的质量管理5.1 供应商选择:选择有资质、有信誉的供应商,确保锡膏的质量可靠。
SMT-锡膏管理规范
SMT-锡膏管理规范引言概述:SMT(Surface Mount Technology)是表面贴装技术的简称,是现代电子创造中常用的一种工艺。
锡膏是SMT工艺中不可或者缺的材料之一,对于保证产品质量和生产效率起着重要作用。
为了确保SMT工艺的稳定性和可靠性,制定一套锡膏管理规范是必要的。
本文将详细介绍SMT-锡膏管理规范的内容和要点。
一、锡膏的选择1.1 锡膏品质要求- 锡膏应符合相关国际标准,如IPC-7525A等。
- 锡膏应具有良好的可焊性和可靠性,确保焊接质量和连接强度。
- 锡膏应具备一定的粘度和流动性,以便于在贴装过程中均匀涂布在PCB (Printed Circuit Board)上。
1.2 锡膏类型选择- 根据产品特性和要求,选择适合的锡膏类型,如无铅锡膏、铅锡膏等。
- 考虑到环保因素,推荐使用无铅锡膏。
1.3 锡膏供应商选择- 选择有良好信誉和口碑的锡膏供应商。
- 供应商应提供相关的质量证明和技术支持。
二、锡膏的储存和保管2.1 储存环境- 锡膏应储存在干燥、阴凉、无尘的环境中,避免阳光直射和高温。
- 储存温度普通应控制在5℃~25℃之间。
2.2 锡膏容器- 锡膏应储存在密封的容器中,以防止潮气和灰尘的侵入。
- 容器应标明锡膏的相关信息,如品牌、型号、生产日期等。
2.3 锡膏的保质期管理- 锡膏应按照生产日期先进先出的原则进行使用,以确保锡膏的新鲜度和质量。
- 锡膏的保质期普通为6个月,超过保质期的锡膏应严格禁止使用。
三、锡膏的使用3.1 锡膏的搅拌- 使用前应对锡膏进行充分搅拌,以保证其中的颗粒均匀分布。
- 搅拌时间普通为5~10分钟,搅拌速度适中,避免产生过多气泡。
3.2 锡膏的上机和拆机- 上机前应对锡膏进行检查,确保锡膏的质量和状态良好。
- 拆机后应及时清理和保养相关设备,避免锡膏残留和设备损坏。
3.3 锡膏的追溯和记录- 对于每一批次使用的锡膏,应进行追溯和记录,包括锡膏的供应商、批次号、使用日期等信息。
SMT-锡膏管理规范

SMT-锡膏管理规范引言概述:SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子创造业中。
在SMT过程中,锡膏是一项至关重要的材料。
锡膏管理规范是确保SMT 生产质量的重要环节。
本文将从五个大点来详细阐述SMT-锡膏管理规范的内容。
正文内容:1. 锡膏储存管理1.1 锡膏储存环境:确保锡膏存放在防潮、防尘、温度适宜的环境中,避免湿气和灰尘对锡膏质量的影响。
1.2 锡膏储存期限:锡膏应按照生产日期先进先出的原则进行储存,避免使用过期的锡膏,影响贴装质量。
1.3 锡膏储存容器:锡膏应储存在密封的容器中,避免氧气的接触,以防止锡膏的氧化。
2. 锡膏使用管理2.1 锡膏搅拌:在使用锡膏之前,应进行适当的搅拌,以确保其中的颗粒分布均匀,保持一致的质量。
2.2 锡膏温度控制:锡膏的温度应根据生产要求进行控制,过高或者过低的温度都会影响贴装效果。
2.3 锡膏使用量控制:在SMT过程中,应根据需要控制锡膏的使用量,避免浪费和过量使用。
3. 锡膏应用管理3.1 锡膏印刷:在印刷过程中,应控制印刷压力和速度,保证锡膏均匀地覆盖在PCB上。
3.2 锡膏存放时间控制:印刷后的PCB应尽快进入贴装过程,避免锡膏过长期暴露在空气中而发生氧化。
3.3 锡膏残留物清洗:贴装完成后,应及时清洗锡膏残留物,以确保PCB表面的干净和贴装质量。
4. 锡膏检验管理4.1 锡膏外观检验:检查锡膏的颜色、质地和粘度等外观特征,确保符合要求。
4.2 锡膏粘度检验:通过粘度测试,控制锡膏的流动性,以便于印刷和贴装过程。
4.3 锡膏焊点检验:检查焊点的形态和质量,确保焊接效果良好。
5. 锡膏废弃物处理管理5.1 锡膏废弃物采集:将使用过的锡膏废弃物进行分类采集,以便后续处理。
5.2 锡膏废弃物处理方式:根据相关法规和环保要求,选择合适的方式进行锡膏废弃物的处理,如回收、焚烧或者安全填埋等。
5.3 锡膏废弃物记录:对锡膏废弃物的处理过程进行记录,以便追溯和管理。
SMT基础知识介绍

制作:东云
SMT基础知识简介
课程目录
一. SMT技术简介与特点 二. SMT生产线流程介绍 三. SMT生产线各工站作业简介 四. SMT的部门组织构架以及工作执掌
一. SMT技术简介与特点
1. SMT技术简介
SMT是英文Surface Mount Technology的缩写,
一. SMT技术简介与特点
2.SMT技术的优点:
1>零件组装密度高------一般来说,采用SMT可使电 子产品体积缩小40%~60%,重量减轻60%~85%. 2>可靠性高------SMT元件小而轻,抗震能力强.
3>高频特性好------SMT元件贴装牢固,通常为无引 脚或短引脚零件,降低了寄生电感和寄生电容的影 响,提高了电路的高频特性.
三. SMT生产线各工站作业简介
第五站:泛用机贴片作业 该工站的主要作业内容是,在PCB上装贴体积较大 形状不规则的材料(包含异型材料).例如包括BGA在内的各 种封装的IC,各锺连接器等.置放零件的速度为 2~10秒/颗不等. 泛用机的生产作业过程相对比较复杂.在将零件置 放到PCB上之前,先要对零件进行光学影像处理,检查零件 外型是否与数据库数据相符.对于特别重要零件,还要做光 学影像校正后才做零件摆放,就是用摄像头检视零件脚与
4>便于自动化生产------减少人力作业.稳定产品质量. 节省材料,缩短生产周期等.
一. SMT技术简介与特点
3.SMT技术的缺点:
1>生产设备投入成本较高------一条SMT生产线机 器设备的购买成本非常高.日常的设备维修成本也 是一比不小的开支.再加上设备的更新换代越来越
快.这些都是一家企业进入SMT行业的门槛.
SMT锡膏储存与使用规范标准

锡膏的管理因为锡膏之复杂特性,及其保存和使用期宜多加注意。
锡膏要保存在冷藏柜,温度在10?C以下且不可结冰。
1. 锡膏进货数量要清点。
2. 确认FLUX含量,松香TYPE,颗粒形状及MESH数。
3. 锡膏容器予以编号。
4. 容器贴上使用期限。
5. 锡膏的结冰温度为 -26?C。
从冷藏柜取出的锡膏要放置4小时以上,使它完全回至常温后才可开启容器盖子,以防止锡膏因吸收水气而于Reflow制程中产生锡球。
1. 锡膏回温区随时保持4~6罐容器,当取用1罐使用时,须从冷藏柜再取1罐置于回温区,取用请按编号顺序,由编号最小的优先取用。
2. 未上机之锡膏必须密封,不能曝露在空气中。
加锡膏于钢版上之前,需先经均匀搅拌。
1. 锡膏应回温至室温度﹝24~26?C﹞。
2. 动搅拌时使用不锈钢刮匙均匀搅拌,搅拌效率愈慢愈好,才不至于破坏焊锡颗粒,焊锡颗粒比重较大,常会淀在容器底部,搅拌时间致少5分钟。
3. 锡膏搅拌机(MALCOM)搅拌时间:型号SS-1时间4分钟,一次1罐;型号SPS-2时间1分钟,1次1罐。
4. 隔日﹝24小时﹞未使用完毕之旧锡膏,不可再使用。
印刷厚度0.15 %26ndash; 0.2mm,视印刷面积大小放置适量的锡膏。
锡膏过多会扩散而附在版框边缘;锡膏中之溶剂具有不同程度之挥发性,若挥发过度,易造成锡膏黏度变大,因而堵塞钢版孔目,甚至表面干涸结块而无法使用。
1. 一般印刷所需锡膏量约150 %26ndash; 250克。
﹝每片以250?300mm2面积约使用6.2公克﹞。
2. 长时间停机时,必须将锡膏收回容器罐中,并清洁机器及钢版。
﹝钢版以超音波清洗﹞。
3. 短时间停机时,钢版上之锡膏务必控制在最少的情况。
﹝曝露在空气中3小时以上时请更换新品﹞4. 印刷锡膏后,必须在半小时上线,以免失去黏性。
%26n bsp;收集钢版上锡膏的技巧。
1. 空容器壁所留存的锡膏屑先要擦拭干净,以免锡膏屑的固化细屑渗入,造成印刷透出不良及影响焊接性。
SMT-锡膏管理规范

SMT-锡膏管理规范引言概述:SMT(表面贴装技术)是现代电子制造中广泛使用的一种技术,而锡膏则是SMT过程中不可或缺的材料。
锡膏管理的规范性对于确保SMT生产的质量和效率至关重要。
本文将详细介绍SMT-锡膏管理规范的内容和要点,以帮助读者了解和应用这一规范。
一、锡膏的存储与保管1.1 温度与湿度控制:锡膏的存储环境应保持在指定的温度和湿度范围内。
一般来说,锡膏应存放在温度控制在20-25摄氏度、湿度控制在40-60%的环境中,以防止锡膏的品质受到影响。
1.2 包装密封:打开锡膏后,应及时将其密封,以防止氧化和污染。
可以使用专用的锡膏密封盒,将锡膏放入盒中后,通过压盖或旋盖的方式进行密封,确保锡膏不会暴露在空气中。
1.3 存放位置:锡膏应存放在干燥、通风良好的地方,远离化学品、水源和高温区域。
同时,应将锡膏垂直存放,以避免发生分层或沉淀。
二、锡膏的使用与操作2.1 使用期限:锡膏在打开后应尽快使用,以避免其质量受到损害。
一般来说,锡膏的使用期限不宜超过4周。
超过使用期限的锡膏可能会导致焊接不良或其他质量问题。
2.2 搅拌与混合:在使用锡膏之前,应进行适当的搅拌和混合,以确保锡粉和助焊剂均匀分布。
可以使用专用的搅拌器或搅拌棒进行搅拌,但要避免过度搅拌,以免引入过多的气泡。
2.3 施加方法:在施加锡膏时,应使用适当的工具和方法,以确保锡膏的均匀施加和精确控制。
常见的施加方法包括刮涂、印刷和喷涂等,具体方法应根据实际情况选择。
三、锡膏的检测与评估3.1 外观检查:在使用锡膏之前,应对其外观进行检查,包括颜色、质地和粘度等方面。
正常的锡膏应呈现均匀的颜色和质地,粘度适中,没有明显的异物或沉淀。
3.2 粘度测试:锡膏的粘度对于施加和焊接的效果至关重要。
可以使用专用的粘度计进行测试,确保锡膏的粘度符合要求。
一般来说,锡膏的粘度应在指定范围内,以保证其在施加过程中的流动性和粘附性。
3.3 焊接性能评估:通过实际的焊接试验,评估锡膏的焊接性能。
SMT 锡膏知识2013515-ok

SMT锡膏知识介绍编制:KevinChen日期:2013-5-26课程大纲⏹一、焊锡膏基础简介⏹二、合金介绍⏹三、助焊剂⏹四、锡膏的分类⏹五、锡膏生产工艺⏹六、包装、储存与使用⏹七、理解锡膏的回流过程⏹八、常见回流焊制程缺陷分析⏹九、锡膏使用注意事项⏹十、锡膏常用检验方式⏹十一、印刷认识一、焊锡膏基础简介什么是锡膏??锡膏是将锡粉颗粒与助焊剂(Flux medium)充分混合所形成的一种膏状物质,这种膏状物质具有可印刷或点滴的能力软焊接❑无金属熔融结合❑形成金属键化合物(Intermetallic layer) Cu 3Sn❑需助焊剂去除金属表面氧化物Tin/lead 63/37 alloy 锡/铅63/37 合金Cu 3Sn and Cu 6Sn 5Intermetallic Flux layer⏹软焊接是指用相对较低熔点的合金将有高熔点的金属或合金连接,温度低于400℃。
⏹实际的焊接过程取决于润湿的能力和形成合金的能力合金:合金是两种或两种以上的金属形成的化合物,焊锡膏技术中所含的金属成份通常为:锡(Sn),铅(Pb),银(Ag),铜(Cu)Pb固溶度高提炼工艺简单熔点低有毒Pb 和Sn1.表面张力低2.低熔点3.低成本4.无中间层金属化合物+ Sn普通的焊盘材料⏹铜及其合金❑电镀铜,黄铜,青铜❑有机镀膜焊盘(OSP)⏹镍及其合金❑铁镍钴合金⏹银和金OSP 焊盘镍金焊盘阻焊膜典型多层FR4 PCB基材金属键化合物铜Cu Cu 6Sn 5银Ag Ag 3Sn 金Au AuSn 4 镍Ni Ni 3Sn 4焊接:焊锡膏基础简介焊点的截面图(Sn63/Pb37 锡膏与铜)锡金合金⏹锡金形成的合金较弱易碎❑金的含量>4% 造成焊点易碎⏹不可焊接厚的金层(Au层厚度0.5µm)⏹锡膏主要成分❑锡粉颗粒金属(合金)❑助焊剂介质(Flux Medium)⏹活性剂⏹松香,树脂⏹粘度调整剂⏹溶剂锡粉颗粒Multicore 锡粉颗粒直径代码:代码直径BAS75-53umAAS53-38umABS53-25umAGS (AGD)45-20um (Type 3)DAS 38-25umADS38-15um (Type 4) ACS45-10um---20-10um (Type 5)锡粉类型粉粒直径2#粉45-75μm3#粉25-45μm 4#粉20-38μm 5#粉15-25μm常用的锡粉尺寸锡粉外形有球形和椭圆形两种,球形印刷适应范围宽、表面积小、氧化度低,焊点光亮;椭圆形不佳。
SMT电路板工艺中锡膏的使用及手工焊接

SMT电路板工艺中锡膏的使用及手工焊接作者:刘敏陈晓玲张强盛春玲来源:《硅谷》2008年第22期[摘要]阐述焊膏的成分、特性、焊膏的选用、使用及存储方法。
介绍表面贴装技术的手工操作方法及其特点,提供表面贴装技术手工操作设备的配置及使用方法。
[关键词]焊膏 SMT 手工焊接中图分类号:TN6 文献标识码:A 文章编号:1671-7597(2008)1120017-01SMT翻译成中文是表面贴装技术。
随着电子产品的飞速发展,表面组装技术化逐渐取代了传统插装工艺。
焊膏成为SMT中最重要的工艺材料,近年来也获得了飞速发展。
在表面贴装工艺中,焊膏涂覆是SMT的一道关键工序,它将直接影响到SMA的焊接质量和可靠性。
SMT电路板的焊接在生产企业中,一般使用再流焊和波峰焊两种方式。
但在检修SMT电路板中,都可能需要在相对简陋的条件下进行手工操作。
一、SMT工艺中锡膏的使用手工焊接贴片元器件,与焊接THT元器件有以下两点不同。
(一)焊接材料一般要使用焊锡膏;焊膏是由合金焊料粉末和触变性焊剂混合而成的乳浊液组成,当其被加热到一定温度时,随着溶剂和部分添加剂的挥发,金焊料粉末的熔化,元器件的引脚和焊盘将被焊连在一起,最终冷却形成永久性连接的焊点,满足焊接所需要的电气连接和机械连接的功能。
1.电子产品SMT生产工艺对焊膏的技术要求(1)具有较长的贮存寿命,贮存时不会发生化学变化。
(2)在室温下连续印刷涂敷焊膏时,焊膏不容易干燥,要具有良好的印刷性和滴涂性。
(3)加热时应具有的性能能充分发挥焊剂中活性剂和润湿剂的作用,使焊膏具有良好的润湿性能。
(4)应具有的性能具有较好的焊接强度和黏度。
2.焊膏的选用焊膏的选用主要根据工艺条件,使用要求及焊膏的性能选用,可参考以下几点选用焊膏。
(1)根据印制电路板表面的清洁程度和要求选择不同活性的焊膏,一般选用R M A 型。
(2)焊膏的涂覆一般采用漏版印刷,不同的方法选用不同黏度的焊膏。
smt制程简介

汇报人: 日期:
目录
• smt制程概述 • smt制程技术 • smt制程设备 • smt制程材料 • smt制程质量及可靠性 • smt制程发展趋势及挑战
01
smt制程概述
smt定义及特点
表面贴装技术(Surface Mount Technology,简称SMT)是一种将电子元件组 装到PCB板表面的技术。它具有组装密度高、体积小、重量轻、可靠性高、易于 实现自动化和降低成本等优点。
废弃物减量化与资源化
SMT制程产生的废弃物较多,需要采 取措施减量化与资源化处理。具体措 施包括使用环保材料、提高原材料利 用率和实施废弃物分类回收等。
THANKS
感谢观看
做准备。
印刷技术包括焊锡膏的制备、钢 网的制作、印刷机的选择和操作
、印刷质量的控制等环节。
印刷技术对smt制程的质量和可 靠性有着重要的影响。
贴片机技术
贴片机是smt制程中的核心设 备之一,用于将smd元件准确 地贴装到pcb板上。
贴片机技术包括机器的选择和 操作、元件库的设置、贴装程 序的编制、贴装质量的检测等 环节。
组成
加热器、传送带、控制系 统等。
工作原理
通过加热使锡膏融化,将 元器件与PCB板焊接牢固 。
静电检测器
作用
检测PCB板是否受到静电损伤。
组成
静电检测器、控制系统等。
工作原理
通过静电检测器检测PCB板的静电荷,判断是否 受到静电损伤。
04
smt制程材料
表面贴装元件
表面贴装元件的特点是小型化、高密度、高可靠性以 及低成本。
02
这些辅助材料对于保证SMT制程 的顺利进行和提高生产效率具有 重要作用。
SMT电路板工艺中锡膏的使用及手工焊接

§i i一≈潞。
V A L L E JL S M T电路板工艺中锡膏的使用及手工焊接刘敏1陈晓玲1张强2盛春玲1(1.莱芜钢铁自动化部山东莱芜271104l2.莱芜钢铁板带厂山东莱芜271104)电子科学[擅要】阐述焊青的成分、特性、焊膏的选用、使用及存储方法。
介绍表面贴装技术的手工操作方法及其特点,提供表面贴装技术手工操作设备的配置及使用方法.【关键词】焊青S M T手工焊接中围分类号:TN O文献标识码:A文章编号:1571--7597(2008)'120017--01SM T翻译成中文是表面贴装技术。
随着电子产品的飞速发展,表面组装技术化逐渐取代了传统插装工艺。
焊膏成为S M T中最霞要的【艺材料,近年来也获得了飞速发展。
在表面贴装工艺中。
焊膏涂覆是S kI T的一道关键工序,它将直接影响到SM A的焊接质量和可靠性。
SM T电路板的焊接在生产企业中。
一般使用再流焊和波峰焊两种方式。
但在检修S M T电路板中,都可能需要在相对简陋的条件下进行手。
I:操作。
一、S M T工艺中■膏帕使用手工焊接贴片元器件,与焊接T H T元器件有以下两点不同.(--)焊接材料一般要使用焊锡膏;焊膏是由合金焊料粉末和触变性焊剂混合而成的乳浊液组成,当其被加热到一定温度时,随着溶剂和部分添加剂的挥发,金焊料粉末的熔化,元器件的引脚和焊盘将被焊连在一起,最终冷却形成永久性连接的焊点。
满足焊接所需要的电气连接和机械连接的功能。
1.电子产品SM T生产工艺对焊膏的技术要求(1)具有较长的贮存寿命,贮存时不会发生化学变化。
(2)在室温下连续印刷涂敷焊青时。
焊膏不容易干燥,要具有良好的印刷性和滴涂性。
(3)加热时应具有的性能能充分发挥焊剂中活性剂和润湿剂的作用,使焊膏具有良好的润湿性能。
(4)应具有的性能具有较好的焊接强度和黏度。
2.焊膏的选用焊膏的选用土要根据工艺条件.使用要求及焊膏的性能选用,可参考以下几点选用焊青。
SMT特点及工艺流程简介

SMT特点及工艺流程简介1,什么是SMT?SMT是英文surface mounting technology的缩写,中文意思是:表面粘贴技术。
它是相对于传统的THT(Through-hole technology)技术而发展起来的一种新的组装技术。
2、SMT的特点:A,高密度难B,高可靠C,低成本D,小型化E,生产的自动化类型THTthrough hole technoligySMTSurface mount technology元器件双列直插或DIP,针阵列PGA有引线电阻,电容SOIC,SOT,SSOIC,LCCC,PLCC,QFP,PQFP,片式电阻电容基板印制电路板,2。
54MM网格,0.8MM-0。
9MM通孔印制电路板,1。
27MM网格或更细,导电孔仅在层与层互连调用0.3-0.5MM,布线密度高2倍以上,厚膜电路,薄膜电路,0。
5MM网格或更焊接方法波峰焊再流焊面积大小,缩小比约1:3-1:10 组装方法穿孔插入表面安装-贴装自动化程度自动插件机自动贴片机,效率高Through-holeSurface mount3,SMT 的组成部分:5,工艺流程:A ,只有表面贴装的单面装配工序:备料回流焊接B ,只有表面贴装的双面装配工序:备料回流焊接 反面C ,采用表面贴装元件和穿孔元件混合的单面或双面装配工序:备料丝印锡膏(顶面)装贴元件设计-----结构尺寸,端子形式,耐焊接热等表面组装元件各种元器件的制造技术包装-----编带式,棒式,散装式组装设计-----电设计, 热设计, 元器件布局, 基板图形布线设计等技术等组装材料-----粘接剂,焊料,焊剂,清洁剂等组装工艺组装设备-----涂敷设备,贴装机, 焊接机, 清洗机,测试设备等反面波峰焊接D ,顶面采用穿孔元件,底面采用表面贴装元件工序:滴(印)胶装贴元件烘干胶反面波峰焊接通常先做B 再作A 面印刷锡膏贴装元件 再流焊翻转贴装元件印刷锡膏 再流焊翻转清洗双面再流焊工艺A 面布有大型IC 器件B 面以片式元件为主 充分利用 PCB 空间,实现安装面积最小化,工艺控制复杂,要求严格常用于密集型或超小型电子产品,如 手机波峰焊清洗混合安装工艺多用于消费类电子产品的组装印刷锡高贴装元件再流焊翻转点贴片胶 贴装元件加热固化翻转先作A面:再作B面:插通孔元件后再过波峰焊:印刷锡膏 贴装元件再流焊清洗锡膏——再流焊工艺 简单,快捷涂敷粘接剂表面安装元件固化翻转插通孔元件波峰焊清洗贴片——波峰焊工艺价格低廉,但要求设备多,难以实现高密度组装。
44.锡膏常识(一)

在常温下,錫膏可将电子元器件初粘在既定位置,当被 加热到一定温度时,随着溶剂和部分添加剂的挥发,合金粉 的熔化,使被焊元器件和焊盘连在一起,冷却形成永久连接 的焊点。对錫膏的要求是具有多种涂布方式,特别具有良好 的印刷性能和再流焊性能,并在贮存时具有稳定性。
二.錫膏的定義
锡膏的定义: 英文名稱:SOLDER PASTE 锡膏(焊膏)是一种均匀的焊料合金粉末和稳定的助焊剂 按一定的比例均匀混合而成的膏状体。在焊接时可以使表面 组装元器件的引线或端点与印制板上焊盘形成合金性连接。 这种物质极适合表面贴装的自动化生产的可靠性焊接,是现 电子业高科技的产物。
1 合金參數 合金參數 參數: 温度范围 a 固相 b 液相 基质兼容性 焊接强度(结合力)
锡铅合金的二元金相图 a 共熔组成在Pb37/Sn63合 金,此是固态与 液态直来 直往的,无浆状存在,且 熔点低在183 °C 。 b 纯铅的MP为327 °C ,纯 锡232 °C ,当形成合金时, 则其MP下降以共晶点为 最低。
10%助焊膏和90%锡粉的重量比(一般情况下)
助焊膏10%
锡合金粉90%
50%助焊膏与50%锡粉的体积比
锡合金粉
50%
助焊膏
50%
下面附表一列出了錫膏的基本成份配合合成比例。 合成比例附表 原材料 金屬合金 松香 (Rosin) 黏著劑 活性劑 溶劑 重量(%) 功 效 85--92 元件與電路板間電氣性和機械 性的接合 2--8 給以黏性,黏著力,金屬氧化 物的去除 1--2 防止滴下,防止焊料表面氧化 0--1 金屬氧化物的去除 1--7 黏性,印刷性的調整
應用於SMT錫膏印刷作業工站,透過刮刀,鋼板,印刷 機等載體,將定量之錫膏準確的涂佈在PCB的各定點焊墊上 (Pads),並保有良好的黏性(Tacky),以完成迴焊後焊墊與零 件腳電氣及機械連接。
SMT锡膏储存与使用规范

SMT锡膏储存与使用规范SMT锡膏是一种广泛应用于表面贴装技术中的焊接材料,对于保证电子产品的质量和性能起着至关重要的作用。
正确的储存和使用SMT锡膏能够有效地延长其寿命,并最大限度地保证生产过程的稳定性和一致性。
下面是关于SMT锡膏的储存和使用规范的一些建议。
储存规范:1.温度控制:SMT锡膏的储存温度应保持在5℃-10℃的范围内,避免暴露在高温和低温环境中,因为这可能会导致锡膏的质量下降。
2.防潮措施:锡膏对潮湿非常敏感,因此储存的环境应保持干燥,防止潮湿空气和水进入容器中。
建议在储存锡膏时使用干燥箱,并使用密封良好的容器存放。
3.光照控制:锡膏容器应避免暴露在直接阳光下,因为紫外线可能会对锡膏产生负面影响。
使用规范:1.使用前预热:在使用锡膏之前,建议将其预热至适当的温度(通常为25℃-30℃),这有助于提高其流动性和润湿性能,并减少焊接缺陷的产生。
2.搅拌均匀:锡膏中的金属粉和助焊剂成分易于分离,因此在使用前应将锡膏充分搅拌均匀,确保其组分处于均匀的状态。
3.正确的施加量:施加锡膏的量应适中,过多或过少的锡膏都会对组装产生负面影响。
建议施加的锡膏量控制在PCB焊接区域的30%-50%之间。
4.操作环境控制:在使用锡膏进行SMT贴装过程时,应确保操作环境的温度和湿度在合适的范围内,以保证锡膏的流动性和润湿性能的最佳表现。
同时,还应避免操作环境中的灰尘和颗粒污染锡膏。
5.使用后的储存:使用完锡膏后,应及时将容器密封,并将其放回储存条件符合要求的环境,以防止锡膏的质量下降。
综上所述,SMT锡膏的正确储存和使用对于保证电子产品的焊接质量和性能至关重要。
储存和使用规范包括控制温度、防潮措施、防光照、预热使用前、搅拌均匀、正确施加量、操作环境控制等方面,这些规范可以延长锡膏的寿命,并确保制程一致性和稳定性。
只有遵循这些规范,才能最大限度地发挥SMT锡膏的效能,提高产品的可靠性和品质。
SMT-锡膏管理规范
SMT-锡膏管理规范引言概述:SMT(表面贴装技术)是现代电子创造中广泛应用的一种技术,而锡膏作为SMT的重要组成部份,对于电子产品的质量和可靠性起着至关重要的作用。
为了确保SMT生产的稳定性和一致性,制定一套锡膏管理规范是至关重要的。
本文将从锡膏的储存、使用、检验、维护和废弃等五个大点来详细阐述SMT-锡膏管理规范。
正文内容:1. 锡膏的储存1.1 温度控制:锡膏应储存在恒温环境下,避免温度过高或者过低,普通控制在5-25摄氏度之间。
1.2 湿度控制:储存环境的湿度应控制在40-60%RH,避免锡膏受潮导致品质下降。
1.3 包装密封:锡膏应储存在密封的容器中,以防止氧化和污染。
1.4 先进先出原则:在使用锡膏时应遵循先进先出的原则,确保使用的锡膏是最新的,避免过期使用。
2. 锡膏的使用2.1 温度控制:使用锡膏时,应根据锡膏的要求设置合适的温度,确保锡膏的流动性和润湿性。
2.2 用量控制:使用锡膏时应控制用量,避免浪费和过度使用。
2.3 均匀涂布:在涂布锡膏时应注意均匀涂布,避免浮现不均匀的情况影响焊接质量。
2.4 避免二次使用:一旦锡膏与其他杂质混合,应避免二次使用,以免影响产品质量。
3. 锡膏的检验3.1 外观检查:锡膏应具有均匀的颜色和光滑的质地,无颗粒、气泡或者污染物。
3.2 粘度测试:通过粘度测试来确定锡膏的流动性是否符合要求。
3.3 针头直径测量:检查锡膏针头直径是否与要求相符。
3.4 试样测试:取样锡膏进行试样测试,包括润湿性、焊接强度和耐热性等指标的测试。
4. 锡膏的维护4.1 温度维护:在生产过程中,锡膏的温度应保持稳定,避免温度波动对焊接质量产生影响。
4.2 搅拌维护:锡膏在使用前应进行搅拌,以确保其中的颗粒均匀分布。
4.3 定期清洁:定期清洁锡膏容器和工作台面,以防止污染物进入锡膏中。
4.4 防止污染:在使用锡膏时应避免污染,如手指接触、灰尘等。
5. 锡膏的废弃5.1 分类处理:废弃的锡膏应按照环保要求进行分类处理,避免对环境造成污染。
SMT锡膏印刷工操作规范

SMT锡膏印刷工操作规范
1、印刷品质控制印刷工应对所印板的品质负责,对于连锡、少锡、多锡的板不能下拉。
2、钢网保护印刷工在使用及安装钢网的时候应小心操作,搅拌刀不能放置于钢网上,以防止刮刀下压时损坏钢网及刮刀。
对于顶针的摆放应特别注意,除顶针外的其它杂物不能放置于钢网下。
3、钢网清洁及存放每次使用完钢网时,应仔细清洁钢网的表面、侧面、钢网孔,特别是钢网孔还需用牙刷清洁,以防止被锡膏堵塞,影响下锡。
钢网应存放在钢网架上,且有标识一侧应对于外面,方便找寻。
4、锡膏使用锡膏的使用应严格遵循锡膏使用指引,一次只能放三分之一瓶于钢网上。
印刷4小时后即要重新回收搅拌。
锡膏瓶应刮干净,防止浪费。
钢网、刮刀上的锡膏回收时也要注意回收完全。
5、误印板清洗对于误印板的清洗,首先应用搅拌刀刮干净板面的锡膏,但要注意不可太过大力,防止刮伤PCB,之
1/ 2。
SMT锡膏印刷作业指导书
SMT锡膏印刷作业指导书SMT锡膏印刷作业指导书1、引言本文档旨在提供SMT锡膏印刷作业的详细指导,以确保生产过程的准确性和质量一致性。
操作人员应仔细阅读本指导书,并按照规定的步骤进行操作。
2、术语和定义在本文档中,以下术语具有如下定义:- SMT:表面贴装技术(Surface Mount Technology),是一种电子元器件封装技术。
- 锡膏:一种用于电子组装的粘合剂,通常含有导电性材料。
- PCB:印刷电路板(Printed Circuit Board),用于支持和连接电子组件的基板。
3、装备准备3.1 检查设备和工具3.1.1 确保印刷机和相关设备处于正常工作状态。
3.1.2 确保锡膏搅拌器处于正常工作状态,并检查搅拌头的清洁度。
3.1.3 检查刮刀的刮刮片和刮刀边的磨损程度,并更换需要更换的部件。
3.1.4 准备好质量检查设备,如显微镜、显微量具等。
3.2 检查材料3.2.1 确保锡膏容器密封良好,无任何损坏。
3.2.2 检查锡膏的颜色、粘度和流动性,确保其符合要求。
3.2.3 检查PCB板的质量,包括表面平整度、漏孔和磨损程度等。
4、操作步骤4.1 准备工作4.1.1 清洁印刷机工作台和刮刀,确保无任何杂质。
4.1.2 检查PCB板的固定装置,确保其稳定可靠。
4.2 锡膏印刷4.2.1 将PCB板放置在固定装置上,根据锡膏印刷图纸的要求进行定位。
4.2.2 打开锡膏容器,使用搅拌器充分搅拌锡膏,确保其均匀性。
4.2.3 将锡膏倒入印刷机的锡膏槽中,注意防止锡膏溢出。
4.2.4 调整印刷机的印刷速度和压力,确保锡膏均匀地印刷在PCB板上。
4.3 质量检查4.3.1 使用显微镜检查印刷后的锡膏层,确保无明显缺陷和残留物。
4.3.2 使用显微量具测量锡膏的厚度,确保符合规定要求。
4.3.3 检查锡膏的覆盖率,确保其完全覆盖焊盘。
5、常见问题及解决方法5.1 锡膏印刷不均匀- 可能原因:印刷机的速度和压力不合适。
锡膏使用说明

SMT锡膏保存和使用方法
1、保存方法
(1) 锡膏的保管要控制在0-10℃的环境下。
(2) 锡膏使用期限为6个月(未开封),室温下(23±3℃)未开封放置不可超过7天。
(3) 不可放置于阳光照射处。
2、使用方法
(1) 开封前须将锡膏温度回升到使用环境温度上(23±3℃),回温时间约为1-4小时。
(2)回温后须充分搅拌,手工搅拌时间约为3-5分钟。
(3) 将锡膏约1/2的量添加于钢网上,尽量保持不超过1罐的锡膏量于钢网上。
(4) 锡膏开封后在室温下最多使用12小时。
当天未使用完的锡膏,应报废。
(5) 基板印刷锡膏后,最好于4-6小时内置放元件进入回焊炉完成着装。
(6) 生产间断超过1小时以上,应将锡膏从钢网上刮起收入锡膏罐内封盖。
(7) 室内温度请控制于20-26℃,湿度40-60% RH为最佳的作业环境。
(8)锡膏取用先进先出。
YCT-07-10-06-002。
SMT-锡膏管理规范

SMT-锡膏管理规范引言概述:SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子制造业中。
而在SMT过程中,锡膏的管理规范对于产品质量和生产效率至关重要。
本文将详细阐述SMT-锡膏管理规范的内容,包括锡膏的储存、使用、检测和废弃物处理等方面。
一、锡膏的储存1.1 温度和湿度控制:锡膏应储存在恒温恒湿的环境中,温度控制在5-10摄氏度,湿度控制在30-60%RH。
高温和湿度会导致锡膏变质,影响其使用效果。
1.2 包装和密封:锡膏应使用密封良好的容器进行包装,以避免空气和湿气的侵入。
开封后,应及时将锡膏封口并存放在密封袋中,以保持其质量。
1.3 储存期限:锡膏应按照生产日期进行管理,一般建议储存期限不超过6个月。
超过期限的锡膏可能会导致焊接不良或质量问题。
二、锡膏的使用2.1 温度控制:在使用锡膏之前,应根据锡膏的要求预热至适宜的温度。
过高的温度会导致锡膏变稀,过低的温度则会影响其流动性。
2.2 搅拌和搅拌时间:使用锡膏之前应先搅拌均匀,以确保其中的颗粒分布均匀。
搅拌时间一般为5-10分钟,以确保锡膏的质量。
2.3 使用量控制:在使用锡膏时,应根据实际需要控制使用量,避免浪费。
同时,注意避免锡膏的反复使用,以免影响产品质量。
三、锡膏的检测3.1 粘度测试:锡膏的粘度对于其使用效果至关重要。
可以使用粘度计进行测试,确保锡膏的粘度在合适的范围内,以保证焊接质量。
3.2 粒度测试:锡膏中的颗粒大小对于焊接质量有直接影响。
可以使用激光粒度仪进行测试,确保锡膏中的颗粒分布均匀。
3.3 温度测试:锡膏的使用温度应符合要求,可以使用温度计进行测试,以确保锡膏在适宜的温度范围内使用。
四、锡膏废弃物处理4.1 分类处理:废弃的锡膏应按照环保要求进行分类处理。
可以将其分为可回收的和不可回收的两类,以便进行相应的处理。
4.2 回收利用:可回收的锡膏可以通过相应的工艺进行处理和回收利用,减少资源浪费和环境污染。
表面贴装技术和SMD封装
一、SMT技术概述SMT 全称表面贴装技术。
起源于1960年代,发展于70、80年代,完善于1990年代。
表面贴装技术(SMT)是一种生产电子电路的方法,其中组件直接安装或放置在印刷电路板(PCB)的表面上。
二、SMT组装的优点:用SMT组装电子产品具有体积小、性能好、功能全、成本低等优点。
广泛应用于航空、通讯、医疗电子、汽车及家用电器。
组装密度高,电子印制电路板尺寸小,重量轻。
芯片元件的体积和重量仅为传统插件元件的1/10左右。
一般使用SMT后,电子PCBA的体积减少40%~60%,重量减少60%~80%。
可靠性高、抗震性强、焊点不良率低。
高频特性好,减少电磁和射频干扰。
易于自动化生产并提高生产力。
将成本降低30% 到50%。
节省材料、能源、设备、人力、时间等。
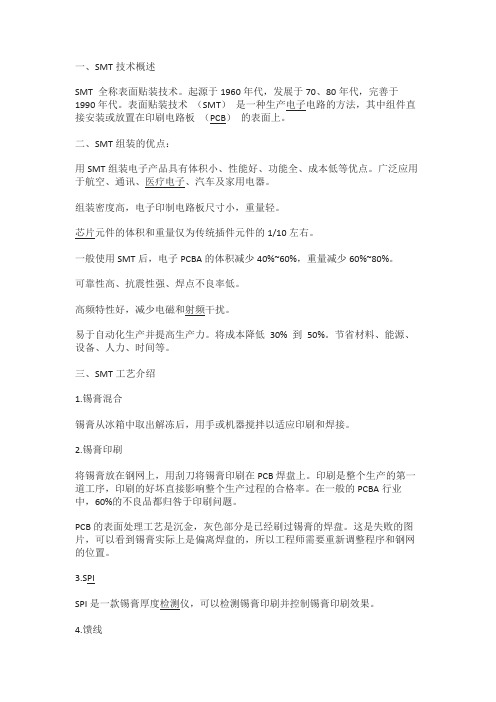
三、SMT工艺介绍1.锡膏混合锡膏从冰箱中取出解冻后,用手或机器搅拌以适应印刷和焊接。
2.锡膏印刷将锡膏放在钢网上,用刮刀将锡膏印刷在PCB焊盘上。
印刷是整个生产的第一道工序,印刷的好坏直接影响整个生产过程的合格率。
在一般的PCBA行业中,60%的不良品都归咎于印刷问题。
PCB的表面处理工艺是沉金,灰色部分是已经刷过锡膏的焊盘。
这是失败的图片,可以看到锡膏实际上是偏离焊盘的,所以工程师需要重新调整程序和钢网的位置。
3.SPISPI是一款锡膏厚度检测仪,可以检测锡膏印刷并控制锡膏印刷效果。
4.馈线将贴片元件放置在送料器上,准备拾放程序,然后将程序安装到计算机中。
根据“拾放”中精确的X、Y坐标数据,机器将参考PCB上的Mark点,用吸嘴拾取相应的元件,并将其放置在相应的位置。
5. 回流焊接然后贴好的PCB板经过回流炉,膏状焊膏经过内部高温后被加热成液态,最后冷却固化完成焊接。
下图为炉温工作曲线6. AOIAOI是一种自动光学检测,可以通过扫描检测PCB的焊接效果,可以检测PCB 板的缺陷。
7.修复修复AOI 或手动检测到的缺陷。
四、贴片介绍SMD是Surface Mounted Devices的缩写,意思是:表面贴装器件,是SMT (Surface Mount Technology)元件之一,包括CHIP、SOP、SOJ、PLCC、LCCC、QFP、BGA、CSP、FC、MCM等上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第七步 焊接
批量回流焊接,过程参数控制,回流温 度曲线的效果,氮气保护回流,温度测 量和回流 温度曲线优化。
第八步 清洗
清洗时常被描述成“非增值”过程,但 这样现实吗?或者是太过简化,以致于 阻碍了对复杂事物的仔细思考。没有可 靠的产品和最低的成本,一个公司在今 天的环球经济中无以生存。因此制造过 程中的每一步都必须经过仔细检查以确 保其有助于整个成功。
第五步 黏合剂/环氧胶及滴胶
必须明确规定黏合剂的稠密度、良好的 胶点轮廓、良好的湿态和固化强度、胶 点大小。使用CAD或其它方法来告诉自 动设备在什么地方滴胶点。滴胶设备必 需有适当的精度、速度和可重复性,以 达到应用成本的平衡。一些典型的滴胶 问题必须在工艺设计时预计到
第六步 贴放元件
今天的表面贴片设备不仅要能够准确贴 放各种元件,而且要能够处理日益变小 的元件包装。设备必须保持其机动性, 来适应可能变成电子包装主流的新元件。 设备使用者-OEM和CM-正面临激动人心 的时刻,成功的关键在于贴片设备供应 商满足顾客要求和在最短的时间内提交 产品的能力。
2.鉻酸銀試驗:助銲劑或其抽出液之腐蝕性如何,可按IPC-TM-650中的2、3、33之試紙 法去進行檢測。
3.鹵化物含量:助銲劑腐蝕性的程度如何,可透過鹵化物含量之檢測而加以評估。即以 助銲劑固形物中氯的等值含量作為具體表達之方式。助銲劑之固形物須按4、3、2節加 以測定,而鹵化物之檢測則可按IPC-TM-650中2、3、35
3.錫膏的成份
4.錫膏的選擇 5.錫膏的檢測標準規範 6.錫膏的使用方法及操作程序 7.表面黏著組裝實務之影響
前言
*PCB之組裝製程主要分為兩種,表面黏著技術(SMT solder)及傳統 波銲過錫爐(wave solder)。在西元1992年前不論SMT或wave solder全 部都使用CFC為溶劑將助銲劑洗掉,自從1996年1月1日禁產CFC後, wave solder製程已由CFC改用HCFC、水洗及免洗製程;但在SMT solder方面,超過7成以上業者已改成免洗製程。
*簡單來說,RA型的錫膏不論在“光澤度”、“銲錫性”都優於RMA型錫膏,但是 在“電器的信賴性(可靠度)”卻不如RMA型,但由於環保意識的高漲,因而不得不導 入免洗製程,也迫使錫膏廠商必須忍痛降低錫膏的活性(RMA型),以確保產品的可 靠度,因此廠商在選擇錫膏的同時,務必注意到“活性劑添加量”的數據。
SMT新手入門
MADE BY SEAMAN.LUO
SMT的定義
SMT的特点
1. 组装密度高、电子产品体积小、重量轻,
贴片元件的体积和重量只有传统插装元 件的1/10左右,一般采用SMT之后,电 子产品体积缩小40%~60%,重量减轻 60%~80%。
2. 可靠性高、抗振能力强。焊点缺陷率低。
3. 高频特性好。减少了电磁和射频干扰。
助銲劑:由於各家廠商所使用之成份不同,在此僅就其作用加以簡述。
1.松香(rosin)/樹脂(Resin):可分為天然及合成兩種 2.溶劑(solvent):用以調整(降低)錫膏黏度 3.活性劑(activator):用以清除待銲金屬表面上的氧化物 4.增稠劑(thickeners):用以調整(增加)錫膏黏度 5.流變劑(rheological additives):用以防止錫膏在印刷後發生崩塌現象 6.其它添加劑:各家廠牌錫膏之不同配方 在廠商所提供之錫膏成份分析表中,必須詳實記載的項目分別為:“錫粉合金之比例”、 “金屬與助銲劑之比例”、“錫粉粒徑”、“錫膏黏度”以及最為重要的“鹵素(活性劑) 含有量”。
Design Temp.
duration Partic le S iz e
Soaking Temp.
V iscosity
Preheating
B inde r
S lo p e
Tackiness
F lu x A llo y In g red ie nt
SSoollddeerraabbiilliittyy
目前較具公信力檢測錫膏之規範有許多種,如IPC、JIS、QQ、MIL….等,由於國內較具 公信力的檢測單位“工研院”主要是以IPC之標準規範為基準,所以在此將就IPC規範當 中所列舉之測試方法作一簡述如下:
1.銅鏡試驗法:本法是用以檢查助銲劑腐蝕性的強弱,其做法是在一長方型的玻璃片上, 以真空蒸著方式塗上一層薄銅,再滴以標準的助銲劑及所欲檢測的助銲劑,然後置於 環境控制的溫濕箱中24小時,以比較各受檢者的腐蝕程度如何。(依IPC-TM-650,2、3 、32)
*何謂活性的強弱,其區別主要在於錫膏助銲劑當中添加了多少比例的活性劑,也就 是添加了多少的鹵素(氯、 溴、氟)或有機酸,依照目前現有的國際檢測之標準規範 或工研院測試所依照之規範,皆以IPC-TM-650規範為基準,但是由於各種規範並未 明定錫膏當中鹵素添加量不得超過的比例,因此所有RMA型錫膏皆須通過一些定 性測試,如“銅鏡試驗”、“銅板腐蝕試驗”、“鉻酸銀試驗”,以上為迴銲前之測 試,而在迴銲後之基板,更需要進行表面絕緣阻抗(S.I.R)測試。
3. 产品批量化,生产自动化,厂方要以低成本高
产量,出产优质产品以迎合顾客需求及加强市 场竞争力
4. 电子元件的发展,集成电路(IC)的开发,半导体
材料的多元应用
5. 电子科技革命势在必行,追逐国际潮流
SMT有关的技术组成
电子元件、集成电路的设计制造技术 电子产品的电路设计技术 电路板的制造技术 自动贴装设备的设计制造技术 电路装配制造工艺技术 装配制造中使用的辅助材料的开发生产 技术
以下將以圖片及文字再輔助說明
何謂 Solder Paste
何謂 Solder Paste
Solder Paste (Solder Powder)
錫粉的製造方式
Solder Paste (Solder Powder)
錫粉於顯微鏡底下的放大圖示(此為真球狀錫粉,另外也有不定形狀的錫粉,目前 已經很少在使用)
*由此可知在免洗製程中,SMT所用於錫膏內flux之活性不能太強, 因此為彌補SMT免洗製程中之flux助銲能力的不足,必須從其他方 面著手才能使免洗製程的良率和以前使用CFC清洗flux的製程一樣 好
錫膏的種類
*目前在SMT製程上所使用之錫膏主要分為RA(清洗型)及RMA(免洗型),這兩種錫 膏主要之最大差異,在於錫膏當中之助銲劑其活性的強弱來區分,一般來說,由於RA 型錫膏需經過清洗之動作,因此活性較強,銲錫性也較好:反之,RMA型錫膏因無需 清洗,而為了保持產品“可靠度”,不被銲後殘留之殘渣所腐蝕,所以其活性較弱,銲 錫性也較差,因而需在N2的環境下才能維持產品的良率。
第九步 测试/检查
选择测试和检查的策略是基于板的复杂 性,包括许多方面:表面贴片或通孔插 件,单面或双面,元件数量(包括密 脚),焊点,电气与外观特性,这里, 重点集中在元件与焊点数量。
第十步 返工与修理
不把返工看作“必须的不幸”,开明的 管理者明白,正确的工具和改进的技术 员培训的结合,可使返工成为整个装配 工序中一个高效和有经济效益的步骤。
錫膏的選擇
*在SMT製程中,欲製造出一項完美的產品,良率的提升,除了錫膏之外,有關印 刷作業中各項設定數據.鋼板的開法.零件置取機.迴銲爐.溫度設定..等,都有密切關 聯,但是在設備條件無法變動下,我們勢必要學習如何以錫膏的特性及數據設定的 變更來解決問題。
*首先了解產品名稱,基板的種類,零件的種類,根據調查目前基板主要有:噴錫 板.鍍(化)金板.鍍K金板.鍍鎳板.裸銅板.軟板,其中前兩項較容易生產,後四項問題 較多;零件上以SOP.QFP零件腳尾端及connector鍍金腳的吃錫狀態為常見問題,另 外CHIP(0402)的立碑問題及BGA空銲問題也時常發生,因此初期可藉由這幾點來解 決問題的所在。
第三步 焊接材料
理解锡膏及其如何工作,将对SMT过程的相互 作用有更好的了解。适当的评估技术用来保证 与锡膏相联系的生产线的最佳表现。
第四步 丝印
在表面贴片装配的回流焊接中,锡膏是元件引 脚或端点和电路板上焊盘之间的连接介质。除 了锡膏本身之外,丝印之中有各种因素,包括 丝印机,丝印方法和丝印过程的各个参数。其 中丝印过程是重点。
Solder Paste ( Required Properties)
表面黏著製程之圖示
Raw Materials Profile Solder Paste
PCB D esign
PCB S o ld e rab ility
C om ponent S o ld e rab ility
Phases
Stencil Peak
SMT表面贴装的步驟
第一步 为制造着想的产品设计(DFM, Design for Manufacture) 第二步 工艺流程的控制 第三步 焊接材料 第四步 丝印 第五步 黏合剂/环氧胶及滴胶 第六步 贴放元件 第七步 焊接 第八步 清洗 第九步 测试/检查 第十步 返工与修理
第一步 为制造着想的产品设计 (DFM, Design for Manufacture)
Squeegee Pressure
Squeegee Hardiness
Squeegee Speed
Snap-off He ig ht
A ccu rac y
Printer
A ccu rac y
P lac ing Program
M ain te n an ce
Mounter
Solder Paste
錫膏的檢測標準規範
*大部分RMA型錫膏,最主要的弱點,在於其銲錫性的表現較差,最大的關鍵點就 是鹵素的含有量,所以我們必須向客戶強調,新產品的銲錫性在零件腳的爬升性、 包覆性、光澤度….等,在未開啟N2的情況下,絕對有把握達到RMA型在N2情況下, 所展現的吃錫狀態。