支架冲压模具设计
支架冲压工艺及模具设计

1 前言1.1 国内外发展现状本次毕业设计的零件是支架,属于五金类产品,由冷冲压工艺得到。
从用途来讲,支架还有液压支架,弹簧支架等各种新型支架都一一诞生到我们的生活中。
目前支架的种类很多,大到工程领域如各种管道支架,建筑用的脚手架及做各种电器设备的支撑。
小到我们生活用的各种支架,对我们来说,支架真是到处可见,厨房里的抽油烟机、微波炉的支架。
在我们现代家庭装修时,支架用到的地方也是越来越多。
他给我们生活带来了很大的方便。
支架的材料【1】也是有很多种,从木材到塑料再到钢材。
但钢材的应用还是居多。
由于支架大多都是作支撑作用,鉴于它的这个功能,在强度的要求方面会比较高,而支架的材料很大程度上取决于其强度的高低,因此支架材料将是一个更加有待于去探索的方向。
另外,有一个决定支架强度的因素是支架结构,如利用加强筋或其他特殊结构都会使其更加坚固。
我们生活中多数见到的支架大多是以冲压技术来加工的。
首先,它属于人们日常用到的产品,需求量比较大,而冲压技术正好可以提供这一条件——大批量生产且效率高。
其次,冷冲压加工与其他加工方法相比,无论在技术上或是经济效果上,都有很多优点:⑴冷冲压是一种高效(即高生产率)低耗(即材料利用率高)的加工方法:冷冲压工艺,适用于较大批量零件生产,便于实现机械化与自动化,有较高的生产效率。
同时,冷冲压不仅能努力做到少废料和无废料生产,而且即使有边角余料,也可以充分利用,使之不致造成浪费;⑵压力机简单冲压下,可以获得用其他加工工艺难以加工的各种形状复杂的零件;⑶操作简单,便于组织生产。
在大批量生产条件下,冲压件的成本较低;⑷冲压出的制品零件,一般不需做进一步机械加工,具有较高的尺寸精度;⑸冲压件有较好的互换性,冲压加工稳定性好,同一批冲压件可相互调换使用,不影响装配和产品性能;⑺冲压加工可在耗费不大情况下,能获得强度高、刚度大而重量轻的零件。
总之,对我们使用者来说,便宜,好用当然就是首选。
但是,目前我国在这方面的研究还比较滞后,模具的制造技术是一个很大的制约因素,需要我们花一段时间来学习,赶上世界的先进水平。
支架冲压工艺及模具设计改进

—
较差 , 生产效率低下 , 但能满足该产品生产质量的要求 。
近年 由于产品需求 量的猛增 ,使原 来制 汀的生 产工 艺完全不能满足生产 的需 要 ,为此 ,针对 零件 的结 构及
7 0 m 间 的 数 5m
f
/
f ] :
栏目 主持 梅 峰
D d & J模 具
I ■ ● ●■ ■■ ■■ ■ ■■ ■■ ■ ■ ■ ■ ■ ■ ■ ■ 一
支 架 冲 压 工 艺 及 模 具 设 计 改 进
江西省新余市长林集团长林机器公 司 ( 30 9 钟翔 山 3 82 )
图 l为我公 司某产品上的零件——支架 ,呈 u形结 构 ,采用 6 r 6 r 3 m× 3 m等边热轧角钢制成 ,由于产 品安 a a
f — f _
垂直度。加工工艺方案如 图 2 所示 。
采 用 5 m 厚 角 m 钢 ,B 取 值 为
2 0 m;当 , 0m .取 值为 50~70 m 0 5r a 时 ,采 用 6 m 厚 m
’
/
⑥
±1
\
B 圣 鱼 l
一
角 钢 , 取 值 为 20 m,单 台产 品 3m 使用零件数约 2 0件 。 2
8×
』 —— o L — _ - J
图 1 零件结构
斟
图 2 加工工艺方案简
2 模具设计 .
为完成上述T艺方 案 ,需 没计 模具 副 ,即 :冲胺 形孔模 、冲八 字腰形孔 模 、冲弯曲处 9 。 0 V形 缺 口模 和 弯曲 u形模 。由于冲腰形孑 及八字形腰孔 模具结构较为 L
一 一
后支架零件冲压模具设计

毕业设计(论文)开题报告题目后支架零件冲压模具设计一、选题的依据及意义:后支架零件是纺机的冲压零件之一。
冲压工艺及模具设计是汽车、家电等产品生产中常用的制造工艺及方法。
本课题可锻炼综合运用所学知识,独立进行冲压工艺分析及模具设计制造的能力。
本课题的任务是:设计后支架零件冲压模具。
通过毕业设计,熟悉常用冲压材料的使用性能(冲压、力学),能正确选择模具材料并提出合适的热处理工艺,掌握冲压模具设计的基本程序和方法。
主要内容包括:冲压工艺分析与参数计算;冲压工艺方案确定与优选;关键工序成形的数值仿真验证。
凸模、凹模、定位、导向、连接、卸料等工作零件的设计;模具装配图与零件图设计;等等。
二、国内外研究概况及发展趋势(含文献综述):我国模具工业的发展动向目前,我国经济仍处于高速发展阶段,国际上经济全球化发展趋势日趋明显,这为我国模具工业高速发展提供了良好的条件和机遇。
一方面,国内模具市场将继续高速发展,另一方面,模具制造也逐渐向我国转移以及跨国集团到我国进行模具采购趋向也十分明显。
因此,放眼未来,国际、国内的模具市场总体发展趋势前景看好,预计中国模具将在良好的市场环境下得到高速发展,我国不但会成为模具大国,而且一定逐步向模具制造强国的行列迈进。
“十一五”期间,中国模具工业水平不仅在量和质的方面有很大提高,而且行业结构、产品水平、开发创新能力、企业的体制与机制以及技术进步的方面也会取得较大发展。
模具产品的设计不同于普通产品,它的主要特点是:(1) 设计过程复杂,信息含量大。
(2) 设计因素众多,专业分工细致。
(3) 计算、分析过程烦琐。
(4) 制造资源要求高。
在现代工业生产中,60%~90%的工业产品需要使用模具,模具工业已经成为工业发展的基础。
发达国家将制造业纷纷转移到我国,使我国的模具工业面临空前的发展机遇。
我国加入WTO,给经济发展带来前所未有的机遇和挑战。
时代在发展,科技日新月异。
计算机前的操作逐步代替现场操作;以高精度加工代替人的手工劳动;模具的设计、制造高度标准化;单件生产方式向流水线式生产方式发展等等。
支架连接板的模具设计(冲压模设计实例).doc
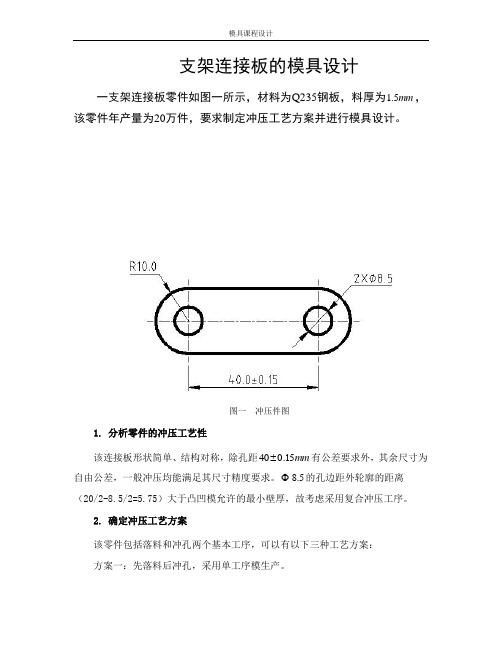
支架连接板的模具设计一支架连接板零件如图一所示,材料为Q235钢板,料厚为1.5mm,该零件年产量为20万件,要求制定冲压工艺方案并进行模具设计。
图一冲压件图1.分析零件的冲压工艺性该连接板形状简单、结构对称,除孔距mm40±0.15有公差要求外,其余尺寸为自由公差,一般冲压均能满足其尺寸精度要求。
Φ8.5的孔边距外轮廓的距离(20/2-8.5/2=5.75)大于凸凹模允许的最小壁厚,故考虑采用复合冲压工序。
2.确定冲压工艺方案该零件包括落料和冲孔两个基本工序,可以有以下三种工艺方案:方案一:先落料后冲孔,采用单工序模生产。
方案二:落料一冲孔复合冲压,采用复合模生产。
方案三:冲孔一落料级进冲压,采用级进模生产。
上述三个方案中,方案一模具结构简单,需要两副模具,生产率较低,难以满足该零件的年产量。
方案二需要一副模具,冲压件的形状精度和尺寸精度易于保证,且生产效率高,模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案三需要一副模具,生产率高,但冲制的制件精度较复合模冲制的制件精度低。
在级进模中为给条料定位需要设置导正销,故其模具结构较复合模复杂。
通过上述方案分析、比较,宜采用方案二。
3.工艺计算1)排样设计该零件采用直排式排样形式如图二所示,搭边值为2mm和1.5mm,可算出送料进距为21.5mm,材料宽度为64mm,查出剪板机剪料的精度并标注于图中。
图二 排样图一个步距内的材料利用率:2208.510402022100%100%72.7%21.564A A ππη⎛⎫⨯+⨯-⨯⨯ ⎪⎝⎭=⨯=⨯=⨯2) 凸、凹模工作部分尺寸计算由文献1中的表2-2可查得凸、凹模间隙分别为:min 0.13Z =,max 0.17Z =又有文献1表2-4可查得max min 0.050.04p d Z Z δδ+=>-=采用分别加工法制造模具。
凸模制造精度p δ和凹模制造精度d δ分别取:max min 0.4()0.40.040.016p Z Z δ=⨯-=⨯=max min 0.6()0.60.040.024d Z Z δ=⨯-=⨯=确定凸、凹模工作部分尺寸:落料:先计算凹模尺寸d D ,再计算凸模尺寸p D 。
731 千斤顶模型弯板支架冲压模具设计
方案二:1,模具结构简单,投产快寿命长,但工序分散,占用设备多。 方案三,模具的回弹量难以控制,工序分散,占用设备多。 综上所述,由于工件形状简单,工件产量较大,Z 形两直边的弯曲方向相反,为了防止
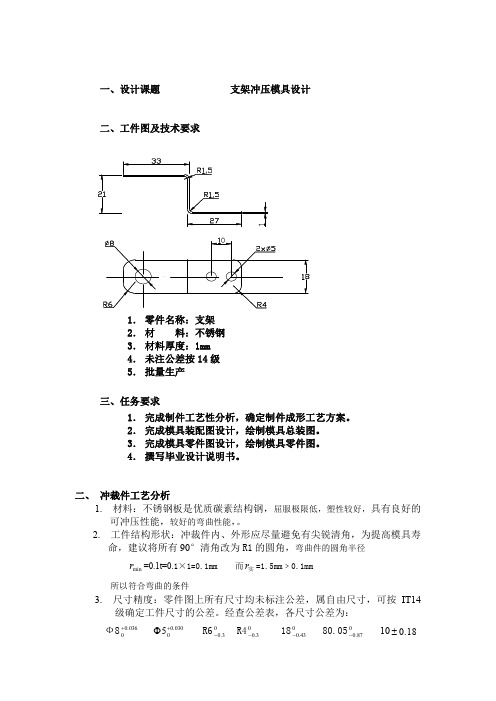
一、设计课题
支架冲压模具设计
二、工件图及技术要求
1. 零件名称:支架 2. 材 料:不锈钢 3. 材料厚度:1mm 4. 未注公差按 14 级 5. 批量生产
三、任务要求 1. 完成制件工艺性分析,确定制件成形工艺方案。 2. 完成模具装配图设计,绘制模具总装图。 3. 完成模具零件图设计,绘制模具零件图。 4. 撰写毕业设计说明书。
图1支架零件展开图 2、排样设计
首先查有关表确定搭边值。根据零件形状,两工件间按矩形取搭边值 b=2,侧边按矩形取搭边值 a=2。
级进模进料步距为 20mm。 条料宽度按相应的公式计算:
图 排样图
B=(D+2a)⊿ 查表 B=(77.1+2×2)0.5 =81.10.5 画出排样图,图 13
第 2 页 共 13 页
单边翘曲采取利用定位销进行定位,选用方案一。 所以综上所述,应该先冲孔落料,再做弯曲件!
四、模具设计计算
1、毛坯展开尺寸计算,见图 7 由于圆角半径 r=1.5≥0.5t,
L= L1 + L2 + L3 +2A = L1 + L2 + L3 +pa ﹙r+kt﹚/1800
=30.5+16+24.5+3.05×2=77.1mm
支架的冲压工艺及模具设计设计

a aa本科毕业设计(论文)支架的冲压工艺及模具设计aa毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:aa学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日aa注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
支架冲压工艺及模具设计

S t a mp i n g pr o c e s s a n d d i e d e s i g n f o r t h e b r a c k e t
1 7
支 架 冲 压 工 艺 及 模 具 设 计
刘 德 林
( 江铃 底 盘股 份 有 限公 司 ,江 西 抚 州 3 4 4 Oห้องสมุดไป่ตู้O O )
摘 要 :通过 对 支 架 零件 的 工 艺分 析 , 介 绍 了复 杂 弯 曲成 形 件 在 弯 曲成 形 及 冲 孔 过 程 中的 特 点 , 设 计 了合 理 的 模 具 结构 , 采 用一 模 两件 、 方 向 对 置 的镶 块 式 弯 曲成 形 方 式 来 抵 消成 形 时 的侧 向 受 力 , 从 而 良好 地 实现 产 品 成 形 。根 据 产 品 上 孔 的 位 置 特 点 , 采用 刚性卸料的方式 , 解 决 了 弯 曲 成 形 后 冲 孔 困难 等 问题 , 强 调 了模 具 零 件 的 设 计 要 点 。 该模具制作 、 安装 、 维护 方便 , 有 效 地 提 高 了生产 效 率 , 降低 了生产 成 本 。
LI U De - l i n
Ab s t r a c t:W i t h f or mi ng pr oc e s s a na l y s i s of t he br a c ke t,c ha r a c t e r i s t i c s of c o m pl ex be nd i ng pa r t s i n be ndi ng a nd pu nc hi ng pr oc e s s wer e i nt r o duc e d. Bas i ng on t he c ha r a c t e r i s t i c s, a
支架冲压工艺及模具设计毕业论文
支架冲压工艺及模具设计毕业论文本文主要探讨支架冲压工艺及模具设计,包括支架的组成、材料选择、工艺流程、模具设计等方面。
一、支架的组成和材料选择支架是汽车、摩托车、自行车等车辆中的重要配件,主要用于支撑车身及其他零部件。
支架的组成通常包括上下支架、支架底座、支撑脚等部件。
支架的材料应具备耐高温、高强度、耐腐蚀等特点。
在材料选择上,可考虑使用304不锈钢、铝合金等。
二、支架的冲压工艺1.工艺流程支架的冲压工艺流程通常包括毛坯下料、冲孔、折弯、冲穴、整形等步骤。
其中,冲孔和冲穴是支架冲压工艺中比较关键的两个环节。
2.冲孔冲孔是将支架材料在一定位置钻孔的一种工艺,常见的冲孔方式有单孔、多孔、异形孔等。
冲孔通常分为两个步骤:先用圆钢将孔边界画出,再用冲孔模具将孔钻出。
在冲孔过程中,应注意冲头的选择和冲孔模具的设计和制造。
3.冲穴冲穴是将支架材料中一定位置的一部分金属冲出的一种工艺。
冲穴通常用于支架的装配和固定。
在冲穴过程中,应注意冲头的选择、冲孔模具的设计和制造等。
三、支架冲压模具设计冲压模具设计是冲压工艺中的重要环节,也是支架冲压工艺中不可或缺的一部分。
支架的冲压模具设计应考虑到以下几个方面的因素:1.材料耐腐蚀性、热处理性、可焊性等;2.支架的形状和所需的孔和台阶;3.工艺流程和精度要求;4.压力、速度和温度的变化等。
在支架冲压模具设计中,应注意以下几个要点:1.冲头的设计和制造应适应材料和工艺流程的要求;2.设计合理的排气和导向系统,以确保高精度的成型;3.冲头和上下模块的精度配合需要考虑到材料变形和工艺流程对冲头的磨损情况,确保模具寿命和可靠性;4.模具的冷却系统应该设计合理,以便从模具中得到最佳的冷却效果,并减少模具的性能损失。
综上所述,支架冲压工艺及模具设计是支架制造过程中不可或缺的一部分,其应用取决于材料和工艺流程的要求。
模具的设计和制造需要密切结合制造工艺和精度要求,以确保支架的质量和性能。
支架零件冲压模具设计
说明1.毕业设计任务书由指导教师填写,并经系或专业学科组审定,下达到学生。
2.进度表由学生填写,每两周交指导教师签署审查意见,并作为毕业设计工作检查的主要依据。
3.学生根据指导教师下达的任务书独立完成开题报告,1个月内提交给指导教师批阅。
4.本任务书在毕业设计完成后,与论文一起交指导教师,作为论文评阅和毕业设计答辩的主要档案资料,是学士学位论文成册的主要内容之一。
一、毕业设计的要求和内容(包括原始数据、技术要求、工作要求)1.分析“支架零件”的冲压工艺性,提出几种可供选择的工艺方案;2.在方案比较的基础上,确定优选的工艺路线;3.按选择的工艺路线计算有关参数,确定毛坯尺寸、排样方法及各工序的制件尺寸,选择各工序的设备,制定冲压工艺过程卡;4.绘制指定工序的冲压模具装配详图及其中的部分零件图;5.撰写含以上内容的毕业设计计算分析说明书。
附零件图:二、毕业设计图纸内容、张数及要求1.两副模具装配总图;2.两副模具的部分零件图;3.总图纸不少于A0号图纸3张.三、毕业设计计算书、实物内容及要求1.毕业设计说明书要求在4000字以上;2.完成一篇外文资料翻译;3.撰写开题报告1份.四、毕业设计进度计划序号各阶段工作内容起讫日期备注1 分析设计任务,撰写开2012.12.10~2014.12.31题报告2 制定工艺方案2014.03.03~2014.03.163 计算工艺参数2014.03.17~2014.03.304 设计模具,绘制图纸2014.03.31~2014.05.045 撰写毕业设计说明书2014.05.05~2014.05.196 准备答辩2014.05.20~2014.05.23五、主要参考资料1.翁其金等,《冲压工艺及模具设计》,机械工业出版社,20092.张如华等,《冲压工艺及模具设计》,清华大学出版社,20063.《模具设计手册》,机械工业出版社,20004.周大隽等,《模具结构设计要领与规范》,机械工业出版社,20065.王同海等,《实用冲压设计技术》,机械工业出版社,1995.6.王嘉《冷冲压设计与制造实例》,机械工业出版社,2009.六、毕业设计进度表(本表每两周由学生填写一次,交指导教师签署审查意见)第一、二周(12 月10日至12月25日)学生主要工作:分析设计任务,撰写开题报告指导教师审查意见:年月日第三、四周(2月27日至3月14日)学生主要工作:制定工艺方案指导教师审查意见:年月日第五、六周(3月15 日至3月30日)学生主要工作:计算工艺参数指导教师审查意见:年月日第七、八周(4月1日至4月18日)翻译相关外文文献完成实习报告指导教师审查意见:年月日第九、十周(月日至月日)学生主要工作:指导教师审查意见:年月日第十一、十二周(月日至月日)学生主要工作:指导教师审查意见:年月日第十三、十四周(月日至月日)指导教师审查意见:年月日第十五、十六周(月日至月日)学生主要工作:指导教师审查意见:年月日第十七、十八周(月日至月日)学生主要工作:指导教师审查意见:年月日七、其他(学生提交)1.开题报告1份2.外文资料译文1份(1200字以上,并附资料原文)3.毕业设计说明书1份(4000字以上)4.毕业设计计算书及图纸1份。
支撑板冲压模具设计

前言模具属于精密机械产品,它主要由机械零件和机构组成,如成形工作零件、导向零件、支承零件、定位零件及送料机构、抽芯机构、推出机构等。
模具与相应的成形设备(如冲床、塑料注射机、压铸机等)配套使用时,可直接改变金属或非金属材料的形状、尺寸、相对位置和性能,使之成形为合格的制件。
模具设计是模具制造的基础,合理正确的设计是正确制造模具的保证;模具制造技术的发展对提高模具质量、精度以及缩短制造模具的周期具有重要的意义;模具的质量、使用寿命、制造精度及合格率在很大程度上取决于制造模具的材料及热处理工艺;模具成本直接关系到制件的成本以及模具生产企业的经济效益;模具工作零件的精度决定制件的精度;模具的寿命又与模具材料及热处理、模具结构以及所加工制作材料等诸多因素有关;模具的安装与使用直接关系到模具的使用性能及安全;而模具的标准化是模具设计与制造的基础,对大规模、专业化生产模具具有极重要的作用,模具标准化程度的高低是模具工业发展水平的标志。
本次设计绘图采用CAD进行,CAD为计算机辅助制图工具,是一款专业机械平面制图软件,具有很强的图象处理功能。
前言 (1)第一章零件的工艺分析 (3)1.1 零件简图 (3)1.2 冲压件工艺性分析 (3)1.3 冲压工艺方案的确定 (4)第二章排样方式的确定及其计算 (4)2.1 排样 (4)2.2 排样方法 (5)2.3搭边 (6)第三章送料步距与条料宽度的计算 (7)3.1 送料步距 A (7)3.2条料宽度 B (7)3.3 材料利用率的计算 (8)第四章冲裁力的计算 (9)第五章卸料力与推件力: (10)第六章模具压力中心的计算 (11)第七章凸模和凹模工作部分尺寸的计算 (12)第八章选择与确定模具的主要零部件的结构与尺寸 (14)8.1 凹模外形尺寸的选择 (14)8.2 凸凹模 (15)8.3 橡皮的选择 (17)8.4 挡料销 (17)8.5 推件装置 (18)第九章模具的总体设计 (18)总结 (22)参考文献 (23)第一章零件的工艺分析1.1 零件简图名称:支架板,如图1-1所示图1-1冲压零件材料:45钢材料厚度:3mm1.2 冲压件工艺性分析该零件结构简单,是由圆弧和直线组成的。
u型支架零件的冲压工艺及模具设计

u型支架零件的冲压工艺及模具设计嘿,朋友!今天咱来聊聊 U 型支架零件的冲压工艺及模具设计,这可真是个有趣又充满挑战的事儿!你想想,一个小小的 U 型支架零件,看起来不起眼,可它背后的工艺和模具设计那可是大有讲究。
就好像盖房子,每一块砖、每一根梁都得精心安排,才能让房子坚固又美观。
先说冲压工艺,这就像是一场精准的舞蹈。
材料的选择,那可得像挑选手下的精兵强将,得有合适的强度、韧性和延展性。
冲压的速度和力度,这不就像跳舞时的节奏和力度,快了不行,慢了也不行,得恰到好处,才能让零件成型得完美无缺。
再说说模具设计,这简直就是给零件打造一个专属的“家”。
模具的结构得合理吧,就像家里的布局,卧室、厨房、客厅,各有各的位置,不能乱套。
模具的精度要求那更是高得离谱,一丝一毫的偏差都可能导致整个零件的报废,这可容不得半点马虎。
你看那模具的刃口,锋利得就像一把宝剑的剑刃,稍有不慎,就会在零件上留下瑕疵。
还有模具的导向装置,就如同是船只的导航仪,指引着冲压的方向,确保每一次都能准确无误。
在实际设计中,还得考虑成本问题。
总不能为了一个小小的 U 型支架零件,投入巨大的成本,那可就得不偿失了。
这就好比你出去买菜,得挑性价比高的,不能只看贵的,也不能只图便宜。
而且,模具的维护和保养也不能忽视。
这就跟人的身体一样,定期体检,有问题及时处理,才能保证它的“健康”,长期为我们生产出优质的零件。
总之,U 型支架零件的冲压工艺及模具设计,可不是一件简单的事儿。
它需要我们有足够的耐心、细心和专业知识,就像一位经验丰富的大厨,精心烹制一道美味佳肴。
只有这样,才能让 U 型支架零件在工业生产中发挥出它应有的作用,为我们的生活带来更多的便利和美好。
你说是不是这个理儿?。
汽车某支架冲压工艺及模具设计毕业论文.doc
编号毕业设计(论文)题目汽车某支架冲压工艺及模具设计二级学院材料科学与工程学院专业材料成型及控制工程目录摘要 (1)Abstract (2)1 绪论 (3)1.1 冲压模具发展 (3)1.2 冲压工艺方面 (4)2 冲压工艺分析及工艺方案的确定 (6)2.1设计题目 (6)2.2零件的工艺分析 (7)2.3最佳工艺方案 (7)3.落料冲孔复合模的计算与设计 (8)3.1 毛坯的尺寸计算 (8)3.2 排样设计 (9)3.3冲压力的计算 (10)3.4压力中心的计算 (11)3.5工作零件的尺寸计算 (12)3.6冲压设备的选择 (14)3.7落料冲孔复合模的主要零部件的设计 (15)4 成形模的计算和设计 (22)4.1成形模的冲压力的计算 (22)4.2 压力中心的计算 (23)4.3工作零件的设计和确定 (24)4.4 成形的冲压设备的选取 (25)4.5 模具零件的结构尺寸 (25)5 翻边冲孔模的计算与设计 (28)5.1 翻边冲孔冲压力的计算 (28)5.2 压力中心的计算 (29)5.3 工作零件的设计和确定 (30)5.4 冲压设备的选择 (33)5.5 模具主要零件的结构尺寸 (33)6 弯曲模的计算与设计 (38)6.1 弯曲模冲压力的计算 (38)6.2 模具工作零件的计算与设计 (39)6.3 冲压设备的选择 (41)6.4 模具主要零件的设计和确定 (42)结束语 (45)参考文献 (46)摘要冲压工艺及模具设计既是冲压生产准备工作的基础,又是组织正式冲压生产的依据。
冲压工艺及模具设计水平标志着冲压工艺的先进性、合理性及经济性,它在很大程度上反映了工厂的生产技术水平。
生产实践证明,合理的冲压工艺方案和模具结构,不仅为稳定产品质量、降低冲压成本提供了技术保证,而且也为冲压成产的组织与管理创造了有利的条件。
反之,冲压工艺及模具设计的任何失误,都会给冲压生产带来不应有的损失,甚至造成人身、设备事故。
L型支架冲压模具设计

L型支架冲压模具设计一、引言L型支架广泛应用于建筑、汽车等领域,在生产过程中需要使用冲压模具来进行成型加工。
本文将基于L型支架的特点和要求,进行冲压模具的设计。
二、L型支架冲压模具要求1.寿命长:冲压模具需要经受高强度使用,需要保证寿命长,降低更换成本。
2.成本低:在保证质量和寿命的前提下,需要尽量降低冲压模具的制造成本。
3.精度高:L型支架需要保证精度和稳定性,冲压模具要求能够精确复制模具形状。
1.模具整体设计模具整体设计包括模具架、模座、上模、下模等部分。
模具架采用高强度合金钢材料,经过硬化处理,提高模具的使用寿命。
模座根据上模、下模的形状进行设计,保证模具的稳定性和精度。
2.上模设计上模是冲压模具中非常重要的部分,上模的设计直接关系到成品的质量和生产效率。
上模分为凸模和凹模两部分,根据L型支架的形状和尺寸进行设计。
上模需要具备以下特点:-材料选择:上模需要具备良好的刚性和耐磨性,通常选择优质合金工具钢作为材料。
-结构设计:上模结构应合理布局,避免过大的振动和应力集中,采用合适的强度增强结构来提高模具寿命。
-凹模设计:根据L型支架的形状和尺寸,合理设计凹模的角度和半径,保证成品的精度和外观。
3.下模设计下模主要起到支撑、导向和定位的作用,需要具备以下特点:-材料选择:下模同样需要具备良好的刚性和耐磨性,选择合金工具钢材料制作。
-结构设计:下模结构应简单牢固,具备良好的导向和定位功能,以确保冲压过程中的精度和稳定性。
4.冲压工艺设计在进行L型支架的冲压模具设计时,需要考虑冲程、应力分布、形状复杂程度等因素进行工艺设计。
合理的冲压工艺能够提高冲压速度和生产效率,同时保证成品质量。
5.模具制造根据冲压模具设计图纸,进行模具制造。
制造过程中需要严格按照设计要求进行材料选择、加工和热处理等工艺,确保模具的质量和寿命。
6.模具调试与试产完成模具制造后,进行模具调试和试产。
通过调试,检查模具的运行情况和冲压成品质量,对模具进行必要的调整和改进。
支架的冲压模具设计
支架的冲压模具设计学生姓名学号系别专业指导教师完成日期毕业设计综合实践任务书岗位名称海盐联合钢锯厂研发中心研发员岗位职责研发新产品进行试验及跟踪岗位能力要求熟练掌握模具行业国家标准及试验方法,具有良好的机械设计基础,掌握UG 三维造型软件及AutoCAD制图软件。
课题任务名称支架的冲压模具设计本课题完成的条件1、按照自己所学的机械设计基础进行设计和开发;2、实习公司的工程师和学校辅导老师的帮助下完成此设计。
3、熟悉掌握模具设计的原理和关键要素。
本课题任务要求<一> 技术应用设计要求1、熟悉模具设计的原理和过程;2、从设计实际需要出发,选择设计方案;3、完成整个设计过程4、撰写模具设计书一份。
<三> 工艺操作技能要求1、分析支架的冲压成形工艺。
2、模具设计。
3、打印图纸,写出毕业论文。
4、要求学生熟悉冷冲模具设计工艺,具有较强的机械设计能力。
<四> 进程安排要求1、熟悉毕业任务书要求,或根据岗位开展调研选题和查阅文献资料2、开题,确定设计方案,并进行方案论证。
3、设计计算、绘图、编制工艺、生产制造、装配测试等。
4、产品或设计方案(图样)的优化与改进。
5、撰写毕业论文。
6、指导教师的过程指导和初稿的审评,提出修改意见并反馈。
7、资料整理并上交论文,参加答辩。
通信与信息工程系毕业设计 (论文)开题报告注:1. 本表用于各专业教师拟订毕业论文(设计)课题和各系的毕业论文(设计)工作委员会审核毕业论文(设计)课题的可行性用。
2. 如该毕业论文(设计)课题需多名学生共同完成,应在“相邻课题情况或子课题情况”栏内填写出每个学生应做的子课题情况,保证每个学生有一项相对独立的任务。
3. 每个毕业论文(设计)课题应填写该表一份。
各系分专业整理存档。
目录引言 (1)1.绪论 (1)1.1概述 (1)1.2冲压技术的进步 (2)1.3模具的发展与现状 (2)1.4模具CAD/CAE/CAM技术 (2)1.5课题的主要特点及意义 (3)2. 冲压工艺方案的制定 (4)2.1工艺分析 (4)2.2排样图设计 (5)3. 模具总体结构设计 (6)3.1条料定位装置 (6)3.2出料装置 (7)3.3模具结构特点 (8)3.4模具工作过程 (8)4. 模具零件的设计与计算 (8)4.1凸、凹模刃口尺寸的计算 (8)4.1.1 凸、凹模间隙的选择 (8)4.2凸、凹模的设计 (11)4.2.1 凸模的结构和固定形式 (11)4.2.2 凸模长度的确定 (11)4.2.3 凸模的强度计算 (12)4.2.4 凹模结构形式设计 (13)4.2.5 凹模结构尺寸的确定 (13)4.3模板的设计 (14)4.4卸料弹簧的选用 (14)4.5其它零件的设计 (15)5.冲压设备的选用 (15)5.1冲压力的计算 (16)5.2选择压力机 (16)6. 压力中心的计算 (17)6.1计算步骤 (17)6.2计算压力中心 (17)7. 总结 (18)致谢 (19)参考文献 (20)毕业设计(论文)答辩记录表 (32)毕业设计(论文)成绩考评表 (33)支架的冲压模具设计学号 A000307302440 许周璇海盐联合钢锯厂研发部工程师王永平绍兴职业技术学院通信与信息工程系指导教师:蔡晓霞摘要:当今社会的进步和发展,使原有的商品已经不能满足人们对物质的需求,然而有些商品的制造必须依靠模具才能够生产加工出来,因此,模具的发展与人们的生活关系越来越紧密,如我们使用的电脑、手机、汽车等产品都要依靠模具。
支架冲压工艺与模具设计分析

(下转第138页)时代农机TIMES AGRICULTURAL MACHINERY第45卷第1期Vol.45No.12018年1月Jan.2018作者简介:张岸明(1986-),男,广东兴宁人,大学本科,主要研究方向:技工教育管理及数控、模具专业研究。
文章以点火装置的支架为例,从两个方面进行了分析,既冲压工艺以及模具设计。
1支架冲压概述作为一种压力加工方法,冲压是指通过对安装在冲压设备上模具的利用,将压力施加在材料上,使其产生分离或塑性变形,从而获得所需零件。
一般情况下,冲压是在常温下对材料进行变形加工,所需零件是通过板料加工而成。
因此,也被称为是板料冲压。
塑性加工或材料加工的主要方法之一,就是冲压,隶属于材料成型工程。
冲压模具是冲压所使用的模具,简称冲模。
冲模是一种专用工具,用于批量加工材料,在冲压中冲模发挥着重要的作用。
若是与要求的冲模不符,则很难批量冲压生产;没有先进的冲模,则无法实现先进的冲压工艺。
构成冲压加工的三要素是冲压工艺与模具、冲压设备和冲压材料,冲压件是通过三者之间的相互结合才能得出。
冲压加工相比于机械加工及塑性加工的其它方法,不管在经济方面,还是技术方面,其优点都非常独特,主要有以下方面的表现:(1)冲压加工具有较高的生产效率,并且便于操作,能促进机械化与自动化的实现。
(2)通常情况下,冲压是因为模具对冲压件的尺寸与形状精度提供保障,并对部队冲压件的表面质量产生破坏,而模具一般都具有较长的使用寿命。
因此,冲压具有稳定的质量和较好的互换性,具有“一模一样”的特征。
(3)冲压加工出的零件,往往具有比较复杂的零件,并且具有较大的尺寸范围。
如大到汽车覆盖件、纵梁等,小到钟表的秒表,加上冲压时材料的冷变形硬化效应,使冲压具有较高的刚度和强度。
(4)冲压通常没有生成切屑碎料,材料就有较少的消耗,且不需其它加热设备,冲压件作为一种节能和省料的加工方法,通常具有较低的成本。
因为冲压加工具有种类繁多的零件,各类零件又具有不同的形状、尺寸和精度要求,所以在生产中采用多种多样的冲压工艺方法。
后支架零件冲压模具设计
后支架零件冲压模具设计1. 背景介绍后支架零件是汽车底盘的重要组成部分之一,它负责支撑和固定汽车底盘的后部结构。
为了生产后支架零件,需要设计一个冲压模具来完成零件的成型过程。
本文将介绍后支架零件冲压模具的设计过程,包括模具结构设计、材料选择、工序规划等内容。
2. 模具结构设计后支架零件的冲压模具通常采用多个模具组成的复合模具结构。
这种结构可以提高生产效率,减少模具的磨损。
根据后支架零件的形状和大小,设计一个适当的模具结构十分重要。
一般而言,后支架零件冲压模具包括上模、下模、模座和导向装置。
2.1 上模上模是负责将板材冲压成后支架零件的模具零件。
上模的设计应考虑到零件的几何形状、尺寸和厚度等因素。
在设计上模时,需要选择适当的模具材料和尺寸,以确保模具的强度和刚度满足生产要求。
2.2 下模下模是上模的补充部分,用于支撑并固定上模。
下模的设计也需要考虑到零件的几何形状、尺寸和厚度等因素。
与上模一样,下模也需要选择适当的材料和尺寸,以确保模具的强度和刚度。
2.3 模座模座是用于支撑上模和下模的模具结构部分。
模座的设计应考虑到模具的稳定性、连接方式和易于安装和拆卸等因素。
模座通常由高强度材料制成,以提供足够的支撑力和刚性。
2.4 导向装置导向装置用于引导和固定上模和下模的相对位置。
导向装置的设计应考虑到模具的定位精度和稳定性,以确保模具在冲压过程中的准确度。
常见的导向装置包括导向柱、导板和导套等部件。
3. 材料选择在后支架零件冲压模具的设计中,材料选择是一个关键的决策。
合适的材料可以提供模具所需的强度、硬度和耐磨性。
一般而言,常用的模具材料有工具钢、合金钢和硬质合金等。
选择材料时,需要综合考虑模具的使用寿命、生产数量和材料成本等因素。
4. 工序规划后支架零件冲压模具的设计还需要考虑到工序规划。
工序规划包括模具的装配顺序、冲压过程中的工艺参数和冲压工序等内容。
正确的工序规划可以提高冲压模具的生产效率和产品质量。
后悬置左支架的冲压工艺及模具设计有图纸

后悬置左支架的冲压工艺及模具设计有图纸关键信息项:1、冲压工艺的详细描述及要求2、模具设计的规格和参数3、图纸的交付形式和版本4、项目的交付时间和进度安排5、质量标准和验收标准6、价格及付款方式7、保密条款8、违约责任和争议解决方式1、项目背景和范围11 本协议旨在规范后悬置左支架的冲压工艺及模具设计项目,确保项目的顺利进行和各方权益的保障。
12 项目涵盖后悬置左支架的冲压工艺设计、模具设计以及相关图纸的提供。
2、冲压工艺要求21 冲压工艺应确保后悬置左支架的尺寸精度、形状精度和表面质量符合相关行业标准和设计要求。
22 工艺设计应考虑材料利用率的最大化,减少废料产生。
23 冲压过程应具备高效性和稳定性,满足批量生产的需求。
3、模具设计规格和参数31 模具结构应合理,便于安装、调试和维护。
32 模具材料应选用高质量的模具钢,确保模具的使用寿命和稳定性。
33 模具的闭合高度、行程等参数应与所选用的冲压设备相匹配。
4、图纸交付41 提供的图纸应包括冲压工艺流程图、模具装配图、零件图等。
42 图纸应以电子文档和纸质文档两种形式交付,电子文档格式为常用的 CAD 格式,如 DWG 或 DXF 。
43 交付的图纸应清晰、准确,标注完整,符合国家标准和行业规范。
5、项目交付时间和进度安排51 双方约定项目的交付时间为具体日期。
52 进度安排如下:521 初步设计方案应在日期前完成并提交给甲方审核。
522 详细设计应在日期前完成,包括模具结构设计和图纸绘制。
523 模具制造和调试应在日期前完成,并进行试生产。
524 最终交付应在日期前完成,包括合格的产品和完整的图纸资料。
6、质量标准和验收标准61 质量标准应符合国家和行业相关标准,以及甲方提出的特殊要求。
62 验收标准包括产品尺寸精度、表面质量、模具性能等方面。
63 验收分为初步验收和最终验收两个阶段。
初步验收在模具制造完成后进行,主要检查模具结构和尺寸;最终验收在试生产一定数量的产品后进行,主要检查产品质量和模具稳定性。
L型支架冲压模具设计
南京工程学院毕业设计说明书(论文)作者:学号:学院:南京工程学院专业:数控加工与模具设计题目: L型支架冲压模具设计指导者:评阅者:2014年5月南京毕业设计说明书(论文)中文摘要毕业设计说明书(论文)外文摘要目录第一章本课题的目的、意义与主要内容 (1)1.1 目的 (1)1.2 主要内容及意义 (1)1.3 冲压模具的相关研究动态 (2)1.4 设计方法及步骤 (4)第二章零件冲压生产经济性和冲压工艺分析 (5)2.1 冲压生产经济性分析 (5)2.2零件冲压工艺性分析 (6)2.2.1零件工艺分析 (6)2.2.2确定冲压基本工序 (7)2.2.3排样方案的确定 (7)2.2.4连续模的送料定位系统的选用 (11)第三章冲孔—落料级进模零件的设计与计算 (18)3.1冲裁模具凸模和凹模刃口尺寸计算 (18)3.1.1冲压力的计算 (18)3.1.2压力中心的计算 (22)3.1.3模具主要零件尺寸计算 (22)3.2选择冲压设备 (27)3.3冲模的闭合高度 (27)3.4固定与联接零件 (28)第四章模具安装与调试 (35)4.1上、下模座的安装 (35)4.1.1 上模的安装形式与联接 (35)4.1.2 下模的安装形式与联接 (35)4.2 调整和试模 (35)4.2.1 调整模具闭合高度 (35)4.2.2 调整模具间隙 (36)4.2.3 试模 (36)结论 (37)参考文献 (38)致谢 (39)第一章本课题的目的、意义与主要内容1.1目的冲压模具在实际工业生产中应用广泛。
冲压模具的自动送料技术也投入到实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
本次毕业设计是在完成冲压工艺与模具设计理论课并进行生产实习后,进行的一个重要的教学环节。
其目的是通过设计给定冲压工件的冲压工艺与模具设计,提高学生综合运用所学知识,解决工程实际问题的能力,为以后从事工程技术工作奠定基础。
摩托车车架冲压件模具设计

摘要本设计主要对7702型摩托车转向锁支架冲压模具进行了设计。
结合大长江公司实际生产要求和产品的特点,在厂原有的设计上,对模具进行了改进设计。
本设计对摩托车转向锁支架加工工艺进行了分析,得出了最佳加工方案,在充分保证零件质量与精度的前提下,选择高生产率的加工工艺,降低生产成本,从而有效地节约了材料。
本设计中使用计算机软件进行了辅助设计,在保证高精度的同时简化了传统的繁琐计算过程,使设计更为便捷。
该转向锁零件从坯料到完全成形,共用到两套模具:冲孔落料复合模与弯曲模。
所设计的两套模具较为典型,也具有一定的代表性。
本设计的重点与难点是对凸、凹模刃口尺寸的计算,因为它将直接影响零件的质量。
关键词冲压模具;复合模;辅助设计;模具结构AbstractThe design mainly studies the stamping die for the nog of turning lock, 7702- motorcycle. Unite the actual production requirements and product characteristics of Great River Corporation, under the original design of the factory, carries on the innovative design to the die. The design carries on the craft analysis to the nog of turning lock, obtains the best working scheme. In the full guarantee of the component’s quality and the precision, of reducing the production cost, the high productivity processing craft is choosen. The design uses the computer-aided design software to ensure high-precision while simplifying the calculation of traditional and cumbersome process to simplify the design.The nog of turning lock from the blanks to complete forming has two sets of mold aggregately: the punching-blanking compound die and the bending die. The two sets of molds are typical and have certain representations. The keystone and nodus of this design are the account of the knife-edge of the protrude die and the concave die as it would aflect the quality of the accessory straightly.Key words stamping die compound die aided design die structure目录摘要 (I)Abstract (II)第1章绪论 (1)1.1课题来源和研究意义 (1)1.2国内外在该方向的研究现状及分析 (1)1.3本课题研究的主要内容 (2)1.4本章小结 (2)第2章摩托车7702转向锁支架加工工艺综合分析 (3)2.1摩托车7702转向锁支架加工工艺要求 (3)2.2零件图分析 (3)2.3冲压工艺性审查 (4)2.4冲压件经济性和先进性分析 (4)2.5工艺方案的确定 (4)2.6本章小结 (5)第3章落料冲孔复合模的设计 (6)3.1冲压件的工艺分析 (6)3.2排样 (6)3.3计算冲压力 (6)3.3.1落料力 (6)3.3.2冲孔力 (6)3.3.3落料时的卸料力 (7)3.3.4冲孔时的推件力 (7)3.4确定模具压力中心 (7)3.5计算凸、凹模刃口尺寸 (7)3.5.1冲孔凸、凹模刃口计算 (7)3.5.2落料凸、凹模刃口计算 (8)3.6凸模、凹模、凸凹模的结构设计 (9)3.7模具总体设计及主要零部件设计 (11)3.7.1模具总休装配设计 (11)3.7.2卸料橡皮垫的设计计算 (14)3.7.3模柄设计 (15)3.7.4模架设计 (15)3.7.5垫板设计 (15)3.7.6凸模、凸凹模固定板设计 (15)3.7.7卸料板设计 (16)3.7.8推件装置设计 (16)3.7.9模具的闭合高度 (16)3.8冲压设备的选择 (16)3.8.1公称压力的选择 (16)3.8.2行程次数 (17)3.8.3滑块行程(S) (17)3.8.4闭合高度 (17)3.8.5工作台面尺寸 (18)3.8.6模柄孔尺寸 (18)3.9本章小结 (18)第4章弯曲模设计 (19)4.1弯曲件工艺分析 (19)4.2弯曲工艺计算 (19)4.2.1弯曲件回弹值的计算 (19)4.2.2弯曲力的计算 (20)4.3弯曲模零件设计计算 (21)4.3.1弯曲模工作部分尺寸计算 (21)4.3.2弯曲模其他零件的设计和选用 (22)4.3.3弯曲模闭合高度的设计计算 (23)4.4冲压设备的选择 (23)4.4.1公称压力的选择 (23)4.4.2行程次数 (23)4.4.3滑块行程(S) (23)4.4.4模具闭合高度 (24)4.4.5工作台面尺寸 (24)4.4.6模柄孔尺寸 (24)4.5模具总装配及其零部件设计 (25)4.5.1模具总装配图设计: (25)4.5.2凹模(尺寸)设计 (27)4.5.3凸模(尺寸)设计 (27)4.5.4模架设计 (28)4.5.5凹模固定板设计 (28)4.5.6凸模固定板设计 (28)4.5.7模柄的设计 (28)4.6本章小结 (29)结论 (30)参考文献 (31)致谢 (32)第1章绪论1.1 课题来源和研究意义本设计题目由江门大长江集团提出,经系指导老师审核通过的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重庆科技学院《冲压工艺》课程设计报告学院:________冶金与材料工程学院______专业班级:材料成型及控制工程学生姓名:毛培王宇航学号: 2012440970 2012440946设计地点(单位)__________L413____ __设计题目:______支架冲压模具设计_______完成日期: 2015 年 7月 2日指导教师评语:______________________ __________________________________________________________________________________________________________________________________________________________________________________________________________________________成绩(五级记分制):______ __________指导教师(签字):________ _______目录第一章冲装合理性分析及结论 (3)第二章模具类型与结构形式分析 (3)第三章压力中心与模具结构的关系确定 (3)1.压力中心计算如下 (3)2.模具结构 (4)第四章工作部分尺寸与公差的确定 (4)第五章模具主要零件材料的选取、技术要求及强度校核 (6)第六章冲压设备的选择与校核 (7)第七章弹性元件的选择与计算 (7)第八章参考文献 (8)支架冲压模具设计一.冲装合理性分析及结论本次设计冲压工件如图:由上图分析知:材料为Q235-A,Q235-A钢为优质碳素结构钢,具有良好的塑性性、焊接性以及压力加工性,主要用于制作冲击件、紧固件,如垫片、垫圈等,适合冲裁加工。
工件结构形状相对较为复杂,有2个弯曲,中间有一个没有闭合方孔,孔与边缘之间的距离满足要求,料厚为1.2mm满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。
根据零件图得知此零件为未注公差,工件要求不高,尺寸精度要求较低,采用IT14级精度,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,综合评比适宜冲裁加工。
二.模具类型与结构形式分析方案一:单工序模生产, 先落料,再弯曲开口部分,后弯曲另一部分。
特点:模具结构简单,制造周期短,制造简单。
方案二:采用一套级进模和一套弯曲模生产,级进模先冲孔,在弯曲开口部分,后落料。
弯曲模完成最后一次弯曲。
特点:需要两副模具,成本高操作复杂,冲裁件的内孔与边缘的相对位置精度较高,材料利用率高方案三:复合模一次性完成落料、冲孔、弯曲。
特点:只需一副模具,但是模具结构复杂,操作复杂,不适合大批量生产。
分析比较得出:该零件结构比较简单通过方案一能更好的生产出来模具结构简单,操作容易,材料利用率较高且成本低。
三.压力中心与模具结构的关系确定1.压力中心计算如下如上图所示建立坐标系,由式3-35[1]得,nn n L L L x L x L x L x 2122110 Xo=714.468138.1776.142476.36427.162276.375.172.4213.2626.17276.3425.438.1776.347.122 Yo=5.2354476.347.1642.4226.17225.4276.347.12mm L L L x L x L x L x n n n 88.195.235714.46812122110 该模具刃口关于x 轴对称,所以该模具的压力中心为(19.88 ,0)。
2.模具结构根据上面的模具类型与结构类型的分析可以零件采用落料模,采用导板式单工序冲裁模,该模具的主要特点是上模与下模的导向靠凸模与导板的小间隙配合(H7/h6)实现。
这类模具的安装调整比无导向式模具方便,工件质量比较稳定,模具寿命较高,操作安全。
四.工作部分尺寸与公差的确定根据材料是Q235的性能和材料厚度 1.2mm 确定间隙值126.0min Z0.180max Z1、可采用分开加工的方法送料方向上的第一对凸、凹模该尺寸为冲裁尺寸,宽度方向的基本尺寸为mm 2.4,该工件为未注公差,为IT14级公差,查表3-2[5]得mm 30.0 ,模具制造公差表2-12 [5]可知mm p 020.0 ,mm d 020.0 ,由表3-5[1]系数 75.0 x 。
校核间隙:mmZ Z mm d p 054.0040.0020.0020.0||||min max <满足要求mmmm x d d p mim p 0020.00020.00425.4)30.075.02.4()( mm mm Z d d d p d 020.00020.000min 551.4)126.0425.4()(为保证凸模能将板料最外侧冲掉,凸模长度方向应伸出板料一段距离,取mm l 3 ,长度方向尺寸要求不高,但必须保证对称两凸模之间和两凹模之间的距离符合要求,取长度方向的尺寸为mm d p 002.020mmd d 02.005.20 。
以下尺寸计算查表的方法与上面相同。
2、送料方向上的第二对凸、凹模该尺寸为冲裁尺寸,宽度方向尺寸3.004 ,长度方向上由于整个长度方向的尺寸都将被切去,所以尺寸精度要求不高。
mmZ Z mm d p 054.0040.0020.0020.0||||min max < 满足要求mm mm x d d p mim p 0020.00020.00225.4)3.075.04()(mm mm x d d p mim p 0020.00020.00225.4)3.075.04()(mmmm Z d d d p d 020.00020.000min 351.4)126.0225.4()( 长度方向尺寸,取冲去工件部分长度为mm 19,则mm d p 002.022mmd d 02.005.223、送料方向上的第三个凸、凹模裁切单排工件之间部分凸模宽度尺寸mm mm x d d p mim p 0020.00020.00225.4)3.075.04()(凹模宽度尺寸mm mm Z d d d p d 020.00020.000min 351.4)126.0225.4()(裁切中间载体部分凸模宽度尺寸mm mm x d d p mim p 0020.00020.00225.4)3.075.04()(凹模宽度尺寸mmmm Z d d d p d 020.00020.000min 351.4)126.0225.4()(为了保证完全冲裁工件之间搭接的部分,凸模两部分在长度方向尺寸应大出搭接最远处mm 1左右,分别取其基本尺寸为mm 78,mm 7.13,并保证关于凹模送料方向的中心线对称。
五.模具主要零件材料的选取、技术要求及强度校核1.凹模凹模厚度H=73.52 0.3=22.056 取22mm凹模壁厚c=(1.5~2) 22=33~44 取c=40mm凹模长度L=78.52+(2.5~4)H 160凹模宽B=12.7+(2.5~4)H 1002.凸模凸模长度L=1h +2h +t+h 取凸模固定板厚度1h =27mm 卸料板厚度2h =20mm增加长度h=m h +1+(27-1-1)=5.5+1+25=31.5 mm (橡胶安全高度27mmt=1mm )凸模长度L=27+20+1.2+31.5=79.7mm3.模架根据凹模外形160 100 40 选凹模材料T8A上模座选GB/T2855.5 外形尺寸为180 120 35下模座选GB/T2855.6 外形尺寸为180 120 40模具的闭合高度与压力机装模高度关系10-5-1min 模1max H H H H H225max H mm 160min H mm H=50mm模具闭合高度应为 170120模 H实际模具闭合高度1-凸凹垫下上模H H H H H H =35+40+12+22+79.7=188.7mm4.卸料板选用Q235钢 厚度取20mm5.上下垫板选用T10A 钢 厚度取12mm 则外形尺寸180 120 406.导向销选用直径6mm 长度60mm GB/T119-76 材料采用45钢淬火处理 硬度HRC40-45 与凹模配合为H7/h67.档料销同来控制送料步距 选用圆柱销直径4mm 长度55mm GB/T119-76 材料45钢同6导向销8.模柄选用旋入式模柄材料Q235加防转销 模柄30*73 GB2862.1-81.A39.螺钉、销钉上模座连接螺钉M10 58 下模座固定螺钉M10 60 GB70-76六.冲压设备的选择与校核卸料力KN F K F X X 7.59.14204.0推件力KN F nK F T t 6.239.142055.03式中X K 、T K 分别为卸料力和推件力系数,由表3-11[1]查得04.0 X K 、055.0 T Kn 为同时梗塞在凹模内的废料数。
本模具采用弹性卸料的下出料方式,根据式3-29[1]得,KN F F F F F W T X Z 8.1736.16.237.59.142根据总压力,查附录B3[5]初选J23-25开式双柱可倾压力机,其基本参数如下: 公称压力: kN 250滑块行程: mm 70最大闭合高度: 270mm最大装模高度: mm 180封闭高度调节量:mm 55工作台尺寸(前后×左右): mm mm 400350垫板尺寸厚度mm 50模柄尺寸(直径×深度): mm mm 7050七.弹性元件的选择与计算 此模具采用的弹性元件是聚氨酯橡胶。
冲裁过程靠聚氨酯橡胶的压缩变形所产生的单位压力进行的,为了使聚氨酯橡胶能够产生均匀的喝足够高的单位压力,并能有较高的使用寿命,必须严格控制聚氨酯橡胶垫整体或局部的变形量,因此,应尽量使聚氨酯橡胶垫在密封状态下均匀受压。
用于制造冲裁的聚氨酯的硬度应大于80A,冲裁薄料时聚氨酯橡胶硬度一般取90-95A 。
聚氨酯橡胶垫厚度取1mm 。
聚氨酯橡胶模结构简单,工艺简化,适用于中小批量及新产品试制;有利于提高冲压件尺寸精度和表面质量。
此弹性元件在模具中起到缓冲回弹的作用。
性能指标:硬度908 A伸长率450%断裂强度44.1MPa300%定伸抗拉强度12.7MPa断裂永久变形15%阿克隆磨损0.1cm 3/1.61km冲击回弹性15-30%抗撕力8.8MPa老化系数 0.9 100h 72c脆性温度 -40c耐油性(煤油、室温、72h )增重率 3%弹性元件计算:已知F X =5.7KN 据模具安装空间,去聚氨酯橡胶4个,每个橡胶承受的预压力为:F y =F X /n=5700/4=1425N八. 参考文献1. 王芳.《冷冲压模具设计指导》.机械工业出版社2. 郑家贤.《冲压工艺与模具设计实用技术》.机械工业出版社3. 王孝培.《冲压手册(第2版)》. 机械工业出版社4. 王新华.《冲模结构图册》. 机械工业出版社5. 冲模设计手册编写组.《冲模设计手册》. 机械工业出版社6.欧阳波仪.《现代冷冲模设计》.化学工业出版社。