阀门密封面堆焊及热处理分解
阀门密封面堆焊标准
阀门密封面堆焊标准全文共四篇示例,供读者参考第一篇示例:阀门密封面堆焊是一种常用的阀门密封技术,可以提高阀门的密封性能和耐磨性。
为了保证阀门密封面堆焊的质量,制定了阀门密封面堆焊标准。
本文将从阀门密封面堆焊的意义、标准制定的必要性、标准内容及应用等方面展开论述。
一、阀门密封面堆焊的意义阀门密封面堆焊是一种将耐磨、耐高温材料堆焊在阀门密封面上的技术,可以提高阀门的密封性能和耐磨性,延长阀门的使用寿命。
在一些特殊工况下,如高温、高压、强腐蚀环境下的阀门,密封面堆焊更是必不可少的技术手段。
通过堆焊,可以使阀门密封面具有更好的耐磨性和耐腐蚀性,确保阀门的密封性能稳定可靠,提高设备的安全可靠性。
为了规范阀门密封面堆焊的质量,提高阀门密封性能和使用寿命,制定阀门密封面堆焊标准是必要的。
标准可以统一阀门密封面堆焊的工艺要求、操作规范和质量检验方法,确保阀门密封面堆焊的质量稳定可靠。
标准还可以提高工作者的操作水平和质量意识,降低阀门堆焊操作的隐患,减少因操作不规范造成的质量问题,确保阀门的密封性能和耐久性。
阀门密封面堆焊标准通常包括以下内容:1. 阀门密封面堆焊的工艺要求:包括堆焊材料的选择、预热温度、堆焊层厚度、堆焊速度等工艺参数。
2. 阀门密封面堆焊的操作规范:包括操作人员的操作要求、设备设施的要求、操作环境的要求等。
3. 阀门密封面堆焊的质量检验:包括堆焊接头的外观检验、显微组织检验、硬度检验、化学成分分析等质量检测项目。
4. 阀门密封面堆焊的质量标准:包括堆焊接头的质量等级、堆焊接头的缺陷处理标准等。
阀门密封面堆焊标准的应用范围广泛,涉及到各类阀门的密封面堆焊工艺。
在实际应用中,制定好的标准可以作为操作指南,对操作人员的操作提供标准化的要求和指导,确保操作的规范性和质量稳定性。
标准也可以作为阀门制造厂家和用户之间的质量标准,确保阀门的质量符合标准要求,提高阀门的市场竞争力。
阀门密封面堆焊标准的制定和应用对于提高阀门的密封性能和耐磨性具有重要意义。
阀门的焊接与热处理
制动系统两部分组 成 。 制 动 闸 块 与 抱 爪 通 过 平 键 和 螺 栓 连 接 , 在安全制动时,一对制动闸块借助液压缸与抱爪作用,紧抱 在钢轨轨面的两侧,实现保险制动。在此期间闸块上带有尖 硬刃角的硬质合金颗粒与钢轨摩擦,快速切入钢轨中,产生 巨大的阻力,使卡轨车在少于 2 =内的行程中停下来 。
膏已基本干燥,甚至脱落,达不到应有的保护效果。经分析 与实践,笔者根据现场实际情况,主要采取 “水冷”的方法: ( ’) 缠 绕 水 管 保 护 在被保护阀体的外侧缠绕数圈小管
(铜 管 最 好 , 可 重 复 利 用 ) ,管内通有一定流量的水,通过通 水管与阀体间的热交换达到保护阀体的目的。 ($ )直接浇水保护 先在焊口的阀体侧合适位置设一 “水
7.6I4.5
!445
4.0
焊后检验 最后对焊缝进行 LM(探伤,一次合格率达到 <;.:N。
无一例质量问题和质量事故发生,说明采取以上方法进行焊 接施工是安全可靠的。
’2!
焊工要求 焊 接 阀 门 的 焊 工 均 需 按 《锅 炉 压 力 容 器 压 力 管 道 焊 工 考
试与管理规则》培训考试合格,并取得上岗资格证书,且其 证书上需要有与现场相对应的焊接方法、位置、材质、规格 等方可焊接。
! ’2’
焊前准备 坡口制备 本公司选用的阀门上的坡口出厂时已加工完毕,组对前只
表! 焊接层 打底 填充及盖面 钨极直径 O @@
钎焊性能 >/?。稍低 的 钎 焊 温 度 和 较 短 的 钎 焊 时 间 , 可 减 少 锌 蒸 发而形成牢固的钎缝,故选用具有良好力学性能和耐腐蚀性 ,为便于操 能的 AB750 (CDE24F&1%G&H%,熔点: ;6/I;:5 J )
阀门密封面堆焊及热处理
堆焊后热处理
• 电站阀门的密封面堆焊后的热处理 阀体、阀盖及其他零件焊接全部结束后, 立即进炉 (450℃)保温,待本批或本炉焊 接完毕后升温至 720±20℃ 回火。升温速 度150℃/h,保温2h后随炉冷却。
阀门密封面的堆焊
堆焊材料 • 13Cr型堆焊焊条和焊丝:主要有D502、D507、 D507Mo、D512、D577、D547、D547Mo • 钴基硬质合金焊条和焊丝:主要有D802(Stellite No.6)、D812(Stellite No.2)、 HS111(Co106)、 HS112(Co104) • 铜合金堆焊焊丝:黄铜焊丝THS221、THS222、 THS224 ;铝青铜焊丝QAL9-2 • 等离子喷焊粉末:钴基粉末、镍基粉末、铁基粉 末、
密封面堆焊前准备
类似缺陷,必须清理干净后方可施焊。 如果直接在基体表面堆焊,堆焊面要求使用磨光 机清除表层,直至完全露出金属光泽,方可施焊。 对于不需要堆焊前预热的零件,堆焊前进行烘干, 防止有水分造成堆焊气孔和裂纹。 需要堆焊前预热的零件,必须按照工艺文件规定 进行预热。
堆焊工艺
• 堆焊焊接工艺评定 依据JB4708-2005《钢制压力容器焊接工艺评 定》和ASME SECTION Ⅳ。 定义:为验证所拟订的焊件的焊接工艺的正确性 而进行的试验过程及对试验结果的评价,称为焊 接工艺评定。 • 焊接工艺评定的目的 1、验证施焊单位拟订的焊接工艺是否正确。 2、评价焊工能否焊出符合有关要求的堆焊层。
堆焊工艺
(7)气体QW408:可燃气体(例如乙炔、丙烷等)
和保护气体(例如CO2,氩气等)均为重要因素。 (8)焊后热处理QW407:不进行热处理和焊后进行 热处理(例如正火、高温回火、固溶处理等), 改变热处理方式或改为不进行热处理,均需要重 新评定。 (9)电特性QW409:热输入、电源种类、极性、钨 极种类或直径等。热输入E=36UgIg/V(J/CM)热 输入、电源种类和极性能影响焊接接头的韧性, 因此是补加因素;钨极种类或直径为次要因素。 (10)焊接技术QW410:焊丝摆动幅度,多道焊与单 道焊,焊接方向,层间清理方法等,一般多为补 加因素或次要因素
阀门密封面高温耐磨堆焊合金的研究(可编辑)
阀门密封面高温耐磨堆焊合金的研究沈阳工业大学硕士学位论文阀门密封面高温耐磨堆焊合金的研究姓名:胡亚威申请学位级别:硕士专业:材料加工工程指导教师:印有胜20030310独创性说明本人郑煎声明:所呈交的论文是我个人在导师指导下进彳亍的研究工乍及取得翡研究裁聚。
尽我所知,除了文中特翮船以标注和致谢静蛾方外,论文中不包含其他人融经发表或撰写的研究成果,也不包含为获得沈鼯王监大学或其饱教育机梅麴学位或涯书繇使用遭戆檬料。
与我一曩工作的同志对本研究所做的任何贡献均已在论文中做了明确的说明并表示了谢意。
签名:京月亚戍期:如;.关于论文使惩授权的说明本人完全了解沈阳工业大学有关保留、使用学位论文的规定,即:学校露权保窝送交论文的簧印件,兔诲论文被查阅和谂阕;学校可以公布论文的全都或部分南容,可以采用影印、缩印或其他复制手段保存论文。
保密的论文在解密詹应遵循此规定签名:胡潼蕨导辨签名:垒幽咝霞麓;沈阳工业大学硕士学位论文摘要对于工作在高温高压条件下的阀门,其密封面的二:作条件相当恶劣,因此对于密封蔼瀚注能裔较高酌要求。
长嬲以来,潮内外案遍菠弱价裕费羹麓钴褡鹤俸为壤浑溺门密封面的材料。
为了降姬成本,解决堆烬对裂纹问题以及改善阀门密封蕊机械加二性能,近年来营内研制开发了一系列堙弧自动堆焊用商合金粘结焊剂,如号粘结焊剂,由予其性能塞好,徐辏逶中,臻以在褰滋裹压漓门生产中已褥至《广泛熬疲矮。
毽是号粘结焊剂堆熔层存在薄高温时硬度下降较大的问题,从而使阀门的使用寿命大幅降低。
本文麓述了一释激鍪麓缝霹裁鹃磷裁过程。
这静辫裁匏磷究意义在于逶愁添亵戆合金剂提高堆烬层高温硬度保持率,改蒜高温性能。
为了确定研制焊剂中合金剂的加入量,采臻了芷交霞鞫设计翡方法安辩试验,建立趣了以壤浮鼹离溢藏擦伤注§作势颡标函数,铬铁、锰铁、碳化硼的自Ⅱ入量为优化因子的数学模型,荠根据数学模型进亍编稷计算得出优化结果,并利用优纯的配方制成了新型焊剂。
阀门密封面堆焊材料及堆焊硬度分析

阀门密封面堆焊材料及堆焊硬度分析2.中泰阀门有限公司浙江省温州市3250003.温州茂城阀门有限公司浙江省温州市325000摘要:阀门的密封面是阀门的关键部分,其密封程度直接关系到阀门的使用寿命,而其密封性能是由堆焊的常用材料及相应的堆焊工艺来决定。
因此,依据国内外相关的阀门密封面的选材标准,详细阐述阀门密封面堆焊材料的选材原则及其堆焊工艺,并对部分堆焊材料的性能展开分析,旨为提高阀门密封面密封性能、保证企业产品生产质量提供理论依据。
关键词:阀门密封面;堆焊材料;堆焊硬度阀门的密封面是其主要工作表面,其直接承受介质的冲击、腐蚀等作用。
由于工作介质的腐蚀、磨损和疲劳等作用,密封面经常会出现磨损和裂纹,使密封面的强度和密封性降低,使阀门工作不稳定。
同时由于在高温下的介质腐蚀作用,也会引起阀门的腐蚀损伤。
为了提高阀门的使用寿命,经常需要在阀门表面进行堆焊修复。
一般来说,阀门堆焊修复可分为手工电弧焊、二氧化碳气体保护焊、气体等离子弧焊和电子束(EB-A)焊接等几种方式。
其中,手工电弧焊是常用的工艺方法。
采用这种工艺方法可以根据阀门不同部位和使用条件选择合适的堆焊材料、堆焊层厚度和焊接工艺参数。
此外,在焊接过程中,由于电弧作用温度很高,使金属熔化或分解。
为了防止金属材料熔化,需要采取相应的保护措施。
下面以某厂生产的一种三通闸阀为例进行分析。
1.三通闸阀结构及堆焊材料三通闸阀由阀体、阀座等部件组成,其工作原理是:当打开阀体上的法兰(或螺栓)时,阀盖开启,介质流过闸板,通过闸板带动阀杆作直线运动;当关闭阀体上的法兰(或螺栓)时,阀盖关闭,介质流过闸板,通过闸板带动阀杆作曲线运动。
在正常情况下,三通闸阀处于关闭状态时,密封面的密封性能良好。
但是,由于阀门的磨损、腐蚀和疲劳等作用,密封面会出现磨损和裂纹等现象。
一旦出现磨损和裂纹等现象就会导致阀门密封性能降低或泄漏。
因此,对阀门进行堆焊修复十分必要。
由于阀门的密封面易发生磨损和裂纹等现象,因此需要选择合适的堆焊材料进行堆焊修复。
电站阀门阀体密封面深孔堆焊工艺分析
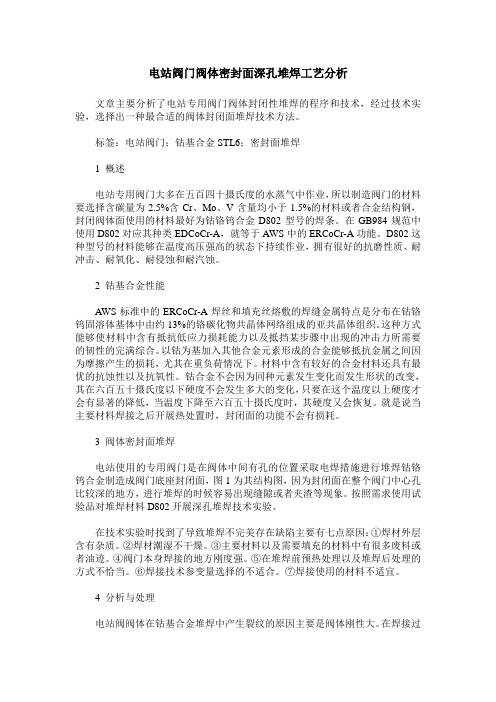
电站阀门阀体密封面深孔堆焊工艺分析文章主要分析了电站专用阀门阀体封闭性堆焊的程序和技术,经过技术实验,选择出一种最合适的阀体封闭面堆焊技术方法。
标签:电站阀门;钴基合金STL6;密封面堆焊1 概述电站专用阀门大多在五百四十摄氏度的水蒸气中作业,所以制造阀门的材料要选择含碳量为2.5%含Cr、Mo、V含量均小于1.5%的材料或者合金结构钢,封闭阀体面使用的材料最好为钴铬钨合金D802型号的焊条。
在GB984规范中使用D802对应其种类EDCoCr-A,就等于AWS中的ERCoCr-A功能。
D802这种型号的材料能够在温度高压强高的状态下持续作业,拥有很好的抗磨性质、耐冲击、耐氧化、耐侵蚀和耐汽蚀。
2 钴基合金性能AWS标准中的ERCoCr-A焊丝和填充丝熔敷的焊缝金属特点是分布在钴铬钨固溶体基体中由约13%的铬碳化物共晶体网络组成的亚共晶体组织。
这种方式能够使材料中含有抵抗低应力损耗能力以及抵挡某步骤中出现的冲击力所需要的韧性的完满综合。
以钴为基加入其他合金元素形成的合金能够抵抗金属之间因为摩擦产生的损耗,尤其在重负荷情况下。
材料中含有较好的合金材料还具有最优的抗蚀性以及抗氧性。
钴合金不会因为同种元素发生变化而发生形状的改变,其在六百五十摄氏度以下硬度不会发生多大的变化,只要在这个温度以上硬度才会有显著的降低,当温度下降至六百五十摄氏度时,其硬度又会恢复。
就是说当主要材料焊接之后开展热处置时,封闭面的功能不会有损耗。
3 阀体密封面堆焊电站使用的专用阀门是在阀体中间有孔的位置采取电焊措施进行堆焊钴铬钨合金制造成阀门底座封闭面,图1为其结构图,因为封闭面在整个阀门中心孔比较深的地方,进行堆焊的时候容易出现缝隙或者夹渣等现象。
按照需求使用试验品对堆焊材料D802开展深孔堆焊技术实验。
在技术实验时找到了导致堆焊不完美存在缺陷主要有七点原因:①焊材外层含有杂质。
②焊材潮湿不干燥。
③主要材料以及需要填充的材料中有很多废料或者油迹。
阀门密封面堆焊标准

阀门密封面堆焊标准全文共四篇示例,供读者参考第一篇示例:阀门密封面堆焊标准是指对阀门密封面堆焊工艺过程中的相关规范进行详细说明,以确保阀门密封性能和使用寿命达到要求。
阀门密封面堆焊是阀门制造中的重要工艺,直接关系到阀门的密封性能和稳定性。
遵循相关标准要求进行堆焊可以提高阀门的使用寿命,减少维护次数,保障设备运行的安全可靠性。
一、堆焊前的准备工作1.确认密封面材料和堆焊材料的质量,确保合格。
2.检查密封面表面的清洁度,必须清洁干净,无油污和灰尘。
3.对密封面进行磨削处理,确保平整度和表面粗糙度符合标准要求。
4.检测密封面的硬度,确保密封面的硬度符合标准要求。
二、堆焊工艺参数1.选择适当的堆焊材料,一般选择耐磨合金材料作为堆焊材料。
2.选择合适的堆焊工艺,包括焊接电流、电压、焊接速度等参数的设定。
3.控制堆焊层的厚度,一般为0.5-1.0mm。
4.控制堆焊层的均匀性,避免出现焊缝和气孔等缺陷。
5.堆焊后进行热处理,提高密封面材料的硬度和致密度。
三、堆焊后的检测和评定1.对堆焊后的密封面进行磨削和打磨处理,确保表面光滑平整。
2.对密封面进行尺寸测量,确保尺寸精度符合标准要求。
3.对堆焊层进行硬度测试,确保硬度达到标准要求。
4.对密封面进行密封性能测试,包括密封性能和耐磨性能等。
5.对堆焊工艺参数进行记录和评定,建立堆焊质量档案。
遵守阀门密封面堆焊标准是保障阀门密封性能和使用寿命的重要措施。
只有严格执行标准要求,选择合适的材料和工艺,进行严密的检测和评定,才能生产出质量过硬、性能稳定的阀门产品。
堆焊工艺是阀门制造中的关键环节,需要高度重视和严格执行。
希望各生产厂家和相关单位能够严格按照标准要求进行操作,确保阀门产品的质量和可靠性,为工业生产的安全运行提供保障。
【2000字】第二篇示例:阀门密封面堆焊标准阀门是工业中常用的一种流体控制装置,用于控制管道中流体的流动方向、流量和压力。
而阀门的密封面是阀门密封的关键部件,其密封性能直接影响阀门的工作效果和使用寿命。
阀门密封面堆焊标准
阀门密封面堆焊标准阀门密封面堆焊是指在阀门密封面上进行堆焊处理,以增强其硬度和耐磨性,从而提高阀门的使用寿命和密封性能。
为了确保阀门密封面堆焊质量,减少因堆焊不当而引起的质量问题,制定了一系列的标准和规范,以指导和规范阀门密封面堆焊的工艺和质量要求。
一、材料选择。
在进行阀门密封面堆焊时,应选择合适的堆焊材料,一般情况下,应选择具有良好耐磨性和耐腐蚀性能的合金材料进行堆焊,以确保密封面的使用寿命和稳定性。
二、堆焊工艺。
1. 清洁密封面,在进行堆焊前,应对密封面进行彻底清洁,去除表面的油污和杂质,以保证堆焊的质量。
2. 预热处理,在进行堆焊前,应对密封面进行预热处理,以减少焊接应力,防止裂纹的产生。
3. 堆焊工艺参数,在进行堆焊时,应控制好堆焊电流、电压、速度等参数,以确保堆焊层的均匀性和致密性。
4. 后续处理,堆焊完成后,应进行适当的后续处理,如热处理、抛光等,以提高密封面的硬度和光洁度。
三、质量检验。
1. 外观检验,对堆焊后的密封面进行外观检验,应无裂纹、气孔、夹渣等缺陷。
2. 硬度检验,对堆焊层进行硬度测试,应符合设计要求。
3. 密封性能检验,对堆焊后的阀门进行密封性能测试,应达到密封要求。
四、质量标准。
1. 堆焊层厚度,堆焊层的厚度应符合设计要求,偏差不得超过标准规定。
2. 堆焊层硬度,堆焊层的硬度应符合设计要求,偏差不得超过标准规定。
3. 堆焊层结合性,堆焊层与基体的结合性应良好,不得出现剥离现象。
五、安全注意事项。
在进行阀门密封面堆焊时,应严格遵守相关的安全操作规程,采取有效的防护措施,确保人员和设备的安全。
六、结语。
阀门密封面堆焊标准的制定和执行,对于提高阀门的使用寿命和密封性能具有重要意义。
只有严格按照标准要求进行操作,确保堆焊质量和安全生产,才能更好地发挥阀门的作用,保障工业生产的正常运行。
以上就是阀门密封面堆焊标准的相关内容,希望能够对阀门密封面堆焊工艺的实际操作提供一定的指导和帮助。
高压主汽门密封面研磨及高温高压阀门修复方案

高压主汽门密封面研磨及高温高压阀门修复方案
方案1采用阀门底口分解法
1)根据图纸拆解装配螺钉、销钉,采用专用的底口拆解工装并进行装配。
装配完成后,在底口内部装入干冰冷冻底口,外部加热阀壳,取出底口;
2)底口返厂后,进行数据测绘及检验,然后进行补焊和保温,密封面采用数控加工,粗糙度达到Ra1.6以上
3)底口返厂经检验合格后,放入干冰箱内冷冻底口,并在阀壳外部进行均匀加热,间隙大于过盈间隙时进行原位尺寸装配,装入销钉、螺钉,把螺钉与阀壳焊接加固。
方案2采用现场补焊研磨法
1)焊接前对阀门底口进行油污及氧化皮等杂质的清理,然后预热至100℃—150℃,保温1h,避免焊接过程中由于热变形造成的焊缝开裂;
2)焊接受损部位,焊接时注意操作手法,防止局部温度过热产生的焊接不良;
3)清理密封面氧化皮,使其露出金属表面,确认凹坑冲蚀缺陷;
4)使用电动工具打磨焊接面留研磨余量;
5)用油石、砂纸和专用研磨工具对密封面表面进行研磨,使其光滑过度,提高密封面的光洁度;
6)精研磨
1. 搭设脚手架,安装研磨设备,找正阀门密封面中心
2. 研磨密封面至无凹坑缺陷,粗糙度达到Ra1.6以上
检验
1.补焊处着色检查,无任何气孔、夹渣、漏焊、微裂纹等缺陷
2.阀座精加工后,表面粗糙度Ra≤1.6μm,幸免尺寸精度<0.03㎜;红丹粉着色检验,密封线完整、连续均匀、无断线,100%接触
3.密封面上无凹坑、冲蚀痕迹和其他硬伤,在配合直径圆周上的连续接触宽为1—2mm。
阀门密封面堆焊标准

阀门密封面堆焊标准
阀门密封面堆焊是一种重要的工艺,在阀门制造中起着至关重
要的作用。
密封面的堆焊质量直接影响到阀门的使用寿命和密封性能。
因此,制定阀门密封面堆焊标准对于保证阀门的质量和性能至
关重要。
首先,阀门密封面堆焊标准应明确堆焊材料的选择和质量要求。
堆焊材料应符合国家标准,并且具有良好的耐腐蚀性能和机械性能。
此外,堆焊材料的选择还应考虑到其与基体材料的相容性,以确保
堆焊层与基体之间的结合牢固。
其次,阀门密封面堆焊标准还应规定堆焊工艺参数和质量检验
要求。
堆焊工艺参数包括堆焊层厚度、堆焊速度、焊接电流、预热
温度等,这些参数的选择将直接影响到堆焊层的质量和性能。
同时,质量检验要求应包括堆焊层的组织结构、硬度、密封性能等指标,
以确保堆焊层的质量符合要求。
最后,阀门密封面堆焊标准还应规定堆焊后的后续处理和表面
处理要求。
堆焊后需要进行后续处理,如退火、热处理等,以消除
焊接应力和改善堆焊层的性能。
同时,还需要对堆焊层进行表面处
理,如打磨、抛光等,以确保密封面的平整度和光洁度。
总之,阀门密封面堆焊标准的制定对于保证阀门的质量和性能具有重要意义。
只有严格执行相关标准,才能确保阀门密封面堆焊的质量和性能达到要求,从而提高阀门的可靠性和使用寿命。
阀门密封面堆焊及热处理课件

最终检验与试验
在产品出厂前,进行最终的质量检验 与试验,确保产品的性能和质量满足 用户需求。
质量控制的案例分析
案例一
某阀门生产企业通过实施严格的质量控制措施,有效提高了阀门密封面的硬度 和耐腐蚀性能,使其在高温、高压等恶劣工况下仍能保持良好的密封性能。
密封面 件
• 阀门密封面堆焊技术 • 阀门密封面热处理技术 • 阀门密封面堆焊与热处理的结合应用 • 阀门密封面堆焊及热处理的质量控制 • 阀门密封面堆焊及热处理的未来发展
密封面
01
堆焊技术简介
堆焊技术定义
堆焊是一种表面工程技术,通过熔敷 金属层的方式修复或强化零件表面, 以达到提高零件的耐磨性、耐腐蚀性、 耐热性等性能的目的。
数进行焊接。
焊接完成后进行必要的后处理, 如打磨、抛光、热处理等,以
提高表面质量和性能。
检测与验收
对堆焊完成的阀门密封面进行 检测和验收,确保满足使用要
求和工艺标准。
密封面
02
技
热处理技术简介
热处理技术 热处理是利用加热和冷却的方法,改变金属材料的内部结 构,以达到改善其机械性能和耐腐蚀性能的一种工艺。
冷却
将加热后的金属材料快速冷却, 使其内部结构发生变化。
后处理
对经过热处理的金属材料进行 清洗、打磨、抛光等后处理,
以提高其表面质量和精度。
密封面
03
理的合用
结合应用的意义
01
02
03
提高阀门密封性能
通过堆焊和热处理,可以 增强密封面的硬度和耐腐 蚀性,从而提高密封性能。
延长阀门使用寿命
阀门密封面等离子堆焊工艺及其性能研究
阀 门 密 封 面 等 离 子 堆 焊 工 艺 及 其 性 能 研 究 朱 凯 江 苏 科 技 大 学
江苏科技大学 专业硕士学位论文
(全日制专业学位)
阀门密封面等离子堆焊工艺及其性能 研究
研究生姓名 申请学位类别 朱凯 工程硕士 导师姓名 戴安伦副教授 朱志愿高级实验师 江苏科技大学 2014 年 4 月 26 日 2014 年 6 月 5 日 盲审 盲审
学位授予单位 论文提交日期 论文答辩日期 评 阅 人
专业领域 研究方向
材料工程 新材料成型及应用
答辩委员会主席
吴铭方
2014
ห้องสมุดไป่ตู้
年
5 月 31 日
万方数据
分类号: TG146.1 密 级: 公 开
学
号: 119060022
江苏科技大学专业硕士学位论文
阀门密封面等离子堆焊工艺及其性能研究
学生姓名
朱凯
指导教师 戴安伦副教授 朱治愿高级实验师
III
万方数据
江苏科技大学硕士学位论文
surfacing layer coated with mixed powders can achieve the situ formation of TiC and TiBx both in automatic powder feeding system and pre-painted powder system. The increase of the relative content of Ti in mixed powders was favorable to the in-situ reaction. Grains grow with the decrease of other carbide and boride due to the in-situ reaction. Increase the current value could bring a positive effect on grain growth, which leaded to the decrease of hardness. The wear form of stellite6 alloy plasma surfacing layer at room temperature mainly included abrasive wear and severe wear. The wear loss presented a increase trend with the increase of load. The wear form of stellite6 alloy plasma surfacing layer at 300℃ in static air was mainly composed of adhesion wear and oxidation wear. Elements such as Co, Cr and Fe were oxidized on the surface of the sample. The hard phase particle formed with in-situ reaction was favorable to improve wear resistance of cobalt-base alloy. The wear resistance of the composite surfacing layer increased firstly and then decrease with the increase of content of Ti in powders. keywords: plasma transferred arc surfacing , cobalt-base alloy, in-situ formation, friction and wear
核级阀门密封面堆焊讲义
EDCoCr-A
—
—
≤2.0
≤2.0
≤5.0
余量
EDCoCr-B
—
—
≤2.0
≤2.0
≤5.0
余量
EDCoCr-C
—
—
≤2.0
≤2.0
≤5.0
余量
EDCoCr-D
0.20~ 0.50
23.0~ 32.0
11.0~ 14.0
—
—
≤2.0
≤2.0
≤5.0
余量
3 钴基合金的主要性能 3.2 钴基合金的常温和高温硬度
C
Cr
W
Ni
Mo
Mn
Si
Fe
Co
21级
0.20~ 0.30 0.7~ 1.4 1.0~ 1.7
25.0~ 29.0 25.0~ 32.0 25.0~ 32.0
≤0.5
1.75~ 3.5
4.8~ 6.1
≤1.2
≤2.0
≤5.0
余量
6级
3.0~ 6.0 7.0~ 9.5
≤3.0
≤1.0
≤2.0
≤2.0
≤5.0
(RCC-M S8000)
材料等级 硬度(HRC)
6级 38~50
12 级 44~54
21 级 26~40
3 钴基合金的主要性能
表10 堆焊层金属的常温硬度 (GB 984)
焊条型号
EDCoCr-A
EDCoCr-B 44
EDCoCr-C 53
EDCoCr-D 28~35
硬 度 ( HRC ) 40
阀门在工况使用条件下,有时介质中会含有一定量泥砂、金属氧化物。 在阀门关闭时,脏物有时挤入密封面内,如脏物有一定的硬度,就会使 密封面形成压痕,产生垫伤。如两密封面相互移动,脏物就会象切刀一 样划伤密封面。
阀门密封面堆焊及热处理25页PPT
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
阀门密封面堆焊工艺分析
阀门密封面堆焊工艺分析沈根平(江苏省江阴中等专业学校机电工程系,江苏江阴214433)摘要:主要介绍了阀门密封面堆焊的各种方法,通过对焊条电弧堆焊、氧乙炔焰堆焊、钨极氩弧堆焊、熔化极气体保护焊、埋弧堆焊和等离子堆焊几种常用堆焊方法的介绍,突出分析各自的特点,以使广大阀门的生产厂家以及焊接工作者对堆焊技术有更深刻的了解与认识,从而选用质量更稳定、焊接效率更高的堆焊方法。
关键词:阀门密封面;稀释率;堆焊中图分类号:TG455文献标志码:B文章编号:1002-025X (2019)03-0096-04收稿日期:2018-06-060序言阀门密封面的堆焊是在密封面上堆敷一层具有一定特定性能材料的焊接方法。
其目的主要有2种类型,一类是堆焊耐磨层,提高抗擦伤的能力,延长阀门密封面的使用寿命;另一类是堆焊耐腐蚀、耐高温等方面的材料,提高密封面在高温、高压及恶劣条件下的服役寿命。
1阀门密封面的堆焊工艺1.1手工焊条电弧堆焊手工焊条电弧堆焊是指采用手工方法操纵焊条,对堆焊面表面进行堆积熔敷金属的焊接方法,称为焊条电弧堆焊。
其堆焊设备主要由弧焊电源、焊条、电缆线、电焊钳等组成。
焊条电弧堆焊阀门密封面是常见的工艺方法,焊条电弧堆焊的熔池温度较高,同时电弧的冲刷力较大,因此焊条电弧堆焊稀释率较高,会导致堆焊层成分变化,堆焊层耐磨性和硬度有所下降,如果要获得与填充材料相似的成分,其工作层表面要堆焊2~3层,经加工后堆焊层厚度要在2mm 以上。
焊条电弧堆焊焊条的种类很多,可以根据产品的要求选择相适应堆焊焊条,为了提高堆焊层的抗裂性,服役条件苛刻的重要结构件通常采用碱性焊条,焊前需要在300~350℃烘培1~2h 。
焊条电弧堆焊常采用直流电源,电源极性采用直流反接,减少飞溅。
焊条电弧堆焊的特点:焊条电弧堆焊热量相对集中,通过选择不同的种类焊条,多层焊后能获得与填充材料相似的化学成分;其次设备简单、轻便,移动方便,适合现场作业;焊条电弧堆焊时是明弧,有利于焊工操作时观察,特别是对一些形状复杂和直径较小、可达性差的阀门通道的堆焊;焊条电弧堆焊生产率较低,不容易获得较薄的堆焊层,一般要堆焊2~3层,焊接量大,工件温度梯度大,且稀释率高。
高温阀门密封面的堆焊修复
第3期(总第116期)2002年9月山 西 机 械SHAN X I M A CH I N ER Y N o 13Sep 1文章编号:100828342(2002)0320057202高温阀门密封面的堆焊修复赵吉吉敏(太化股份合成氨分公司,山西 太原 030021)摘要:根据高温阀门的工作状况,分析了密封面破坏开裂的原因,选择较为合理的堆焊工艺方法,修复了阀门。
关键词:阀门;密封;堆焊中图分类号:T G 45712 文献标识码:A收稿日期:2002203219作者简介:赵吉吉敏(19662),女,山西人,工程师,1987年毕业于太原工业大学焊接专业,本科。
引 言在化工企业中,各种不同类型、不同功能的阀门被广泛应用于生产工艺的过程控制中。
我公司15万吨 年合成氨生产的关键设备 316M 煤气发生炉上的高温煤锁阀门,位于在造气工艺生产中为煤气发生炉定时装入焦炭的入口,当阀门锁紧后能保证炉内产出的煤气基本无泄漏。
因此,密封面质量的好坏直接影响着阀门的使用寿命。
在生产使用过程中,由于密封面受到磨损、振动等经常发生开裂破坏引起阀门泄漏事故,造成停车,严重影响化工生产的长期稳定运行,而且加重了我厂的空气污染。
为了保证合成氨生产的稳定运行,提高经济效益,本文从分析造成密封面破坏的原因入手,制定了有效合理的堆焊修复工艺,从而提高了阀门的质量,延长了阀门的使用寿命,取得显著的经济效益。
1 高温阀门密封面破坏的原因111 堆焊层摩擦磨损煤锁阀门在煤炭装炉时,密封口易粘着煤粒、沙子等,因此,阀门密封面承受磨料磨损。
另外,该阀门密封面装煤后锁紧时,表面一般不进行润滑,金属—金属间相对移动时,由于加工时存在尺寸误差和精度误差,两密封面凹凸不平,在摩擦过程中引起表面金属变形、局部高温焊合而撕裂或转移到另一面,从而产生粘着磨损,使表面破坏。
因此,阀门密封面承受金属间的摩擦磨损。
112 热疲劳阀门工作环境恶劣,工作温度最高达到600℃。
消除阀门的焊接和堆焊产生的应力方法
堆焊件焊后热处理 (1)(1)灰铸铁堆焊铜舍金密封面的热处理 (2)(2)碳素钢零件堆焊密封面的热处理 (3)(3)奥氏体不铸钢零件堆焊密封面后的热处理 (6)①非稳定化奥氏体不锈钢 (6)②稳定化奥氏体不锈钢 (7)(4)耐热钢零件密封面堆焊CoCrW硬质合金的热处理 (8)焊接件焊后热处理 (8)(1)碳钢 (8)(2)耐热钢 (9)(3)焊接件及堆焊件的加热 (9)(4)加热设备 (10)(5)井温速度 (10)(6)焊接件及堆焊件保温时间 (10)(7)冷却 (10)(8)工件装炉摆放 (10)铸钢件焊补后的热处理 (11)堆焊件焊后热处理在阀门生产中为提高密封面的耐磨性、耐冲击和耐腐蚀性,在阀密封面堆焊符合使用性能要求的合金,即密封面堆焊合金的零件称为焊件。
阀门密封面在堆焊后进行适当的热处理是必要的。
因为阀门密面在堆焊时不可避免地要产生焊接应力,若不予以消除t将引起一系列的弊病,严重时将影响阀门的质量。
在制造过程中,能引起堆焊裂纹并影响机械加工的顺利进行。
在阀门存放过程中,由于天然稳定化处理的作用将引起密封面变形,导致密封试验合格的阀门又产生渗漏,严重时还会产生裂纹,甚至使零件报废。
超低温阀门在使用温度作用下,奥氏体不锈钢制造的零件能增加马氏体转变量。
使低温韧性下降由此可见,对堆焊形成的密封面要根据阀门使用条件、零件基体材和密封面堆焊材料,并结合制造厂的工艺条件,选择合适的工艺进行处理。
这对提高阀门质量和使用寿命是十分必要的。
一般堆焊件采用去应力退火或称去应力回火。
去应力退火主要目的是去除由堆焊产生的残余应力,从而避免少堆焊件的变形和裂纹。
并改善其力学性能和切削加工性能。
有利于高产品的密封性和互换性。
应力消除的程度主要受热处理加热温度的响,其加热温度愈高,消除应力率越高。
但加热温度过高也会产生氧化等。
因此加热温度要根据消除焊接应力程度、基体材料热处理后具有的性能和堆焊材料等综合考虑来选择(1)灰铸铁堆焊铜舍金密封面的热处理灰铸铁堆焊铜合金密封面的焊后热处理目的是消除焊接应力,热处理工艺及工艺因素是根据基体材料灰铸铁来选定,一般采用热时效处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺指导书WPS
焊接工艺指导书WPS
焊接工艺指导书WPS
焊接工艺指导书WPS
阀门密封面堆焊检验
外观检查 • 目的:检查接头表面有无裂纹等缺陷。 • 方法:有肉眼观察试件接头的表面。 • 合格指标:没有裂纹。 无损检测 • 检测目的:检查接头内部有无裂纹等缺陷。 • 检测方法;采用射线检测和超声波检测法
堆焊工艺
• 当同一条焊缝使用两种或两种以上焊接方法(或 焊接工艺)时,可采用组合评定和分别评定两种 方法。 (2)焊缝形式QW402:在阀门基体材料密封面堆焊。 (3)母材QW403:阀门基体材料 (4)填充材料QW404:焊条、焊丝、焊剂和附加的 填充金属等,均是重要因素。 (5)焊接位置QW405:平焊、横焊、立焊、仰焊等, 通常情况下都是次要因素。只有将位置改变为向 上立焊时,为补加因素。 (6)预热QW406:预热和不预热.由预热改变为不预 热,或预热温度降低50摄氏度以上时,需要重新 评定。
阀门密封面 堆焊及热处理
2013年12月1日
阀门密封面的堆焊
阀门密封面堆焊就是在阀门密封位置基体材 料上焊接一定厚度满足产品使用性能要求的一层 金属材料。 堆焊材料的要求 满足阀门的使用性能 具有耐磨和抗腐蚀性 具有抗冲击性、抗氧化性和抗气蚀性 阀门密封门要有足够的硬度 与阀门基体材料具有良好的焊接性 能够提高阀门的密封性能 能够显著提高阀门的使用寿命
堆焊工艺
1、焊接工艺因素的分类 (1)重要因素:影响焊接接头抗拉强度和弯曲性 能的焊接工艺因素,例如,焊接方法、焊接材料 等。 (2)补加因素:影响焊接接头冲击韧度的焊接工 艺因素,如热输入,电流种类等。 (3)次要因素:对要求测定的力学性能无明显影 响的焊接工艺因素,如坡口形式 、坡口根部间隙 等。 2、焊接工艺(WPS ASME Ⅳ)因素的分析 (1)焊接方法 • 改变焊接方法需重新评定。
阀门密封面的堆焊
• 镍基合金焊条和焊丝NiMo-3/ ERCrNiMo-3 INCONEL焊条和焊丝AWS5.14 ECrNiMo-4/ ERCrNiMo-4 MONEL焊条和焊丝AWS5.14 ENiCu-7/ ERNiCu-7 HASTELLOY-B焊条和焊丝AWS5.14 ENiMo7/ ERNiMo-7
堆焊工艺
(7)气体QW408:可燃气体(例如乙炔、丙烷等)
和保护气体(例如CO2,氩气等)均为重要因素。 (8)焊后热处理QW407:不进行热处理和焊后进行 热处理(例如正火、高温回火、固溶处理等), 改变热处理方式或改为不进行热处理,均需要重 新评定。 (9)电特性QW409:热输入、电源种类、极性、钨 极种类或直径等。热输入E=36UgIg/V(J/CM)热 输入、电源种类和极性能影响焊接接头的韧性, 因此是补加因素;钨极种类或直径为次要因素。 (10)焊接技术QW410:焊丝摆动幅度,多道焊与单 道焊,焊接方向,层间清理方法等,一般多为补 加因素或次要因素
密封面堆焊前准备
类似缺陷,必须清理干净后方可施焊。 如果直接在基体表面堆焊,堆焊面要求使用磨光 机清除表层,直至完全露出金属光泽,方可施焊。 对于不需要堆焊前预热的零件,堆焊前进行烘干, 防止有水分造成堆焊气孔和裂纹。 需要堆焊前预热的零件,必须按照工艺文件规定 进行预热。
堆焊工艺
• 堆焊焊接工艺评定 依据JB4708-2005《钢制压力容器焊接工艺评 定》和ASME SECTION Ⅳ。 定义:为验证所拟订的焊件的焊接工艺的正确性 而进行的试验过程及对试验结果的评价,称为焊 接工艺评定。 • 焊接工艺评定的目的 1、验证施焊单位拟订的焊接工艺是否正确。 2、评价焊工能否焊出符合有关要求的堆焊层。
堆焊后热处理
• 铸铁阀门和铸钢阀门 密封面堆焊铜合金的 热处理 采用时效处理方式, 加热到550~620℃, 保温3~6H,缓慢炉冷, 冷却速度30~60℃/H。 温度到200~250℃之 间,然后空冷。
堆焊后热处理
• 奥氏体不锈钢阀门密 封面堆焊层消除焊接 应力处理 一般采用右图所示的 工艺曲线热处理
• 合格指标:没有裂纹。
堆焊后热处理
• 碳素钢阀门密封面堆 焊Co-Cr-W硬质合金 高温回火 一般加热至600~ 650℃,保温2~5H, 然后出炉空冷
堆焊后热处理
• 13Cr型堆焊面的退火 热处理 一般采用退火处理, 加热到840~860℃, 保温1~3H,炉冷到温 度不大于500℃,然 后空冷。
阀门密封面的堆焊
堆焊材料 • 13Cr型堆焊焊条和焊丝:主要有D502、D507、 D507Mo、D512、D577、D547、D547Mo • 钴基硬质合金焊条和焊丝:主要有D802(Stellite No.6)、D812(Stellite No.2)、 HS111(Co106)、 HS112(Co104) • 铜合金堆焊焊丝:黄铜焊丝THS221、THS222、 THS224 ;铝青铜焊丝QAL9-2 • 等离子喷焊粉末:钴基粉末、镍基粉末、铁基粉 末、
阀门密封面的堆焊
阀门密封面的堆焊
阀门密封面堆焊方法
• • • • • • • • 手工电弧堆焊 钨极手工氩弧堆焊 熔化极自动氩弧堆焊 埋弧自动堆焊 氧乙炔焰堆焊 冷丝等离子弧堆焊 合金粉末等离子弧堆焊 合金粉末氧乙炔焰喷焊
密封面堆焊前准备
• 焊材 焊条必须按照要求的烘干温度和保温时间烘烤。 焊条使用时必须在保温桶内保温,防止药皮返潮。 焊药必须使用前进行烘干。 焊丝表面不允许有油污、水、脏物等杂质。 • 焊接前阀门基体材料。 阀门基体材料堆焊面须经过金加工,表面不允许 有锈蚀、油污、脏物等杂质。 经过金加工的阀门基体材料堆焊面进行着色检验 PT,检查有无裂纹、夹渣、气孔等缺陷。如果有
堆焊后热处理
• 电站阀门的密封面堆焊后的热处理 阀体、阀盖及其他零件焊接全部结束后, 立即进炉 (450℃)保温,待本批或本炉焊 接完毕后升温至 720±20℃ 回火。升温速 度150℃/h,保温2h后随炉冷却。