凸模加工工艺卡(参考)
机工社模具制造工艺 第2版教学课件-项目三 任务二 侧板凸凹模零件加工与工艺卡编制

材 料 Cr12MoV
数量
1
序号 工序名称
工序(工步)内容
工时
钻6-M12的螺纹底孔、攻丝6-M12深25,
5
钳工 钻两个销钉孔的穿丝孔2-φ5
检验
6 热处理a0.8μm 7 平磨
及厚度尺寸35mm,磨侧面基准 B
基于A、B基准,线切割凹模型孔及两个
快走丝线切割
慢走丝线切割
8~10m/s
低于0.2m/s
双向走丝,往复循环
单向走丝,不循环
钼丝, фd为0.1-0.2mm 铜丝, фd为0.1-0.2mm
乳化液或去离子水(冲水) 去离子水(浸没)
0.01~0.02mm, Ra1.6~3.2μm
0.002~0.005mm, Ra0.1~0.8μm
不同类型的机床在走丝速度、加工精度、液体介质、机床价格与 加工工时费等方面都有不同。
项目三 任务二 侧板凸凹模零件加工与工艺卡编制
凹模零件工序图
调整工艺路线: 1、备料:锻件 2、铣:各平面 3、平磨:上下面,基准面B 4、加工中心:点孔;钻、铰基准孔A 5、钳工:【划线、点孔、钻孔、铰孔、攻丝】 6、热处理:淬火 7、平磨:上下面,基准面B 8、线切割:凹模刃口、两个销钉孔
穿丝孔
相同点: (1)线切割加工的电压、电流波形与电火花加工的基本相似。由于工 具电极是直径较小的细金属丝,故脉冲宽度及平均电流等不能太大, 电参数范围较小,属中、精正极性加工,工件常接电源正极。 (2)由线切割加工机理可加工硬质合金等一切导电材料。 不同点: (1)不需要制作电极,可节约电极设计、制造费用,缩短生产周期。 (2)采用水或水基工作液,不会引燃起火。 (3)电极损耗极小,有利于加工精度的提高。 (4)能方便地加工出形状复杂、细小的通孔和外表面。由于切缝很窄 ,去除的材料为整块材料,可用作其他零件,节约贵重金属。
圆形凸凹模机械加工

冷冲模的机械加工
坐标镗床的主要附件
坐 标 镗
床
镗孔夹头 1、2、9-1-锥柄 2-螺钉 3-刀 夹 4-带有刻度的螺钉
镗孔夹头的作用是按被 镗孔径的大小精确地调 节镗刀刀尖与主轴轴线 间的距离,镗头以其锥 柄插入主轴的锥孔内, 镗刀装在刀夹内。旋转 带有刻度的螺钉4,可 调整镗刀的径向位置, 以镗削各种不同直径的 孔。调整后用螺钉2将 刀夹锁紧。
坐标镗床的主要附件
万能转台安装在坐标
坐
镗床的工作台上,利用 圆盘的T形槽可将工件
夹紧在圆盘上,旋转手
标
轮可使圆盘和工件绕垂 直轴回转任意角度
(0º~360º),用于加工
在圆周上分布的孔。另
镗
外,旋转手轮可使圆盘
和工件绕水平轴作0º~
360 º的旋转,用于加
床
工和工件轴线成一定角 度的斜孔。
万能转台 1、2、9-手柄 3、5-手轮 4、8-游标盘 6-转台 7-刻度盘 10-偏心套
标 其距离精度一般可达0.02mm。 镗
床
12
冷冲模的机械加工
1) 应用 主要用于淬火后的工件和高硬
坐
度工件的高精度孔和有精确坐标精度的孔和孔系
以及成型表面的磨削。
标
2)坐标磨床 (2.43 单柱坐标磨床)坐标 磨床有立式和卧式两种形式,模具加工中多使用
立式。
磨
3)坐标磨床三个运动:图2.44
4)坐标磨削方法见表2.14 内孔磨削
4
冷冲模的机械加工
2-
φ8+
0. 0
0
1
5
Ra0.8
Ra0.8
φ
4
+0 0
.
0
凸模固定板机械加工工艺过程卡片
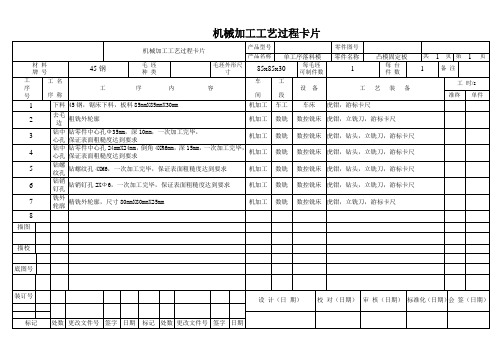
机械加工工艺过程卡片
产品型号
零件图号
产品名称
单工序落料模
零件名称
凸模固定板
共
1
页
第
1
页
材料
牌号
45钢
毛坯
种类
毛坯外形尺寸
85x85x30
每毛坯
可制件数
1
每台
件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时/s
准终
单件
1
下料
45钢,锯床下料,板料85mmX85mmX30mm
机加工
数铣
数控铣床
虎钳,立铣刀,游标卡尺
8
描图
描校
底图号
装订号
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
保证表面粗糙度达到要求
机加工
数铣
数控铣床
虎钳,钻头,立铣刀,游标卡尺
5
钻螺
纹孔
钻螺纹孔4XM6,一次加工完毕,保证表面粗糙度达到要求
机加工
数铣
数控铣床
虎钳,钻头,立铣刀,游标卡尺
6
钻销
钉孔
钻销钉孔2XФ6,一次加工完毕,保证表面粗糙度达到要求
机加工
数铣
数控铣床
虎钳,钻头,立铣刀,游标卡尺
7
铣外
轮廓
精铣外轮廓,尺寸80mmX80mmX25mm
数控加工工序卡
N61
G00 Z150 M09
取消固定循环,Z轴快速定位,切削液关
N62
M05
主轴停转
N63
M00
程序暂停(手动换刀,更换φ37。5mm钻头)
N64
M03 S150 F20
主轴正转,转速150r/min,进给速度20 r/min
N65
G00 G43 Z150 H8
Z轴快速定位,调用刀具8号长度补偿
整圆铣削加工
N133
#1=#1-0。02
圆弧深度的每次增加量
N134
IF[#1GE#2] GOT 0123
当深度未到时,转移到N123程序段
N135
G00 G49 Z-50
取消刀具长度补偿,Z轴快速定位
N136
M30
程序结束回起始位置,机床复位(切削液关,主轴停转)
O1
子程序O1
N1
G01 Y-32
N50
M03 S1200
主轴正转,转速1200r/min
N51
G00 G43 Z150 H5
Z轴快速定位,调用刀具5号长度补偿
N52
X0 Y0
X、Y轴快速定位
N53
G81 G99 X0 Y0 Z-2 R2 F120
固定循环指令点中间孔加工,进给速度120 r/min
N54
G00 Z150
取消固定循环,Z轴快速定位
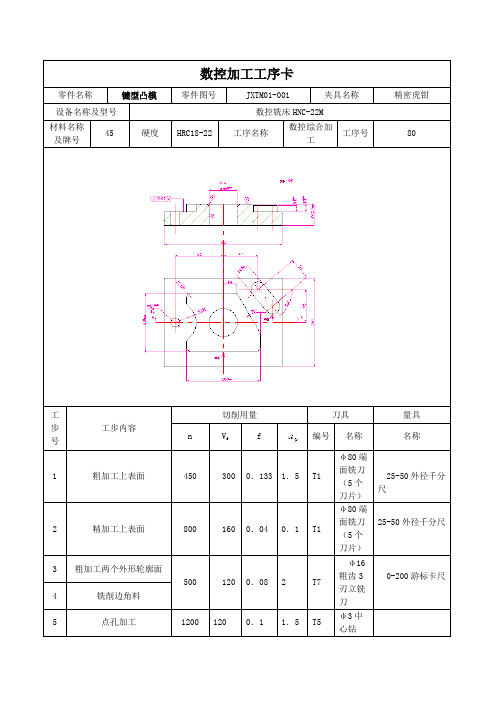
数控加工工序卡
零件名称
键型凸模
零件图号
JXTM01-001
夹具名称
精密虎钳
设备名称及型号
数控铣床HNC-22M
材料名称及牌号
45
硬度
HRC18-22
《冲压模具制造项目教程》项目二(制造冲孔—落料连续冲裁模)
步骤4 将落料凸模1 的两孔压入两导正销5,然后把凸模和导正销的上端 面与固定板上平面一起磨平。
2.下模座漏料孔的加工(注:在凹模加工中已 把下模连接螺钉、销孔加工好)
步骤2 把凸模固定板9 的凸模分别插入凹模型腔内,在固定板和凹模 之间放置等高垫块,使凸模插入凹模2~4mm。通过导柱和导套导向, 在固定板上放置垫板10 和上模座11,找正后用平行夹具把固定板、垫 板、上模座一起夹紧,如图2-12 所示。
步骤3 把夹紧的上模取出并翻转过来,按在固定板已划出的螺孔中心位置, 在上模3 板上一起配钻4个M6 螺孔的底孔Φ5.2mm。
6.试冲
把已装配好的连续模安装在压力机上。剪出厚度为1.5mm、宽度为 33.6mm 的10 号钢条料,把条料放在下模上,利用两导料板导向,先 用手按压始用挡料销使其伸出并对条料进行定位,然后用手扳动压力 机飞轮,使压力机滑块带着上模进行第一次冲裁。第一次冲裁在条料 上冲出孔,然后放开始用挡料销,使其缩回导料板内,接着把条料前 端推到顶着固定挡料销的位置并固定后,再进行第二次冲裁。在第二 次冲出的制件上,即可检查出该制件是否达到图2-1 所示右上角冲裁 件的精度要求。
图215通过凹模型孔导向在固定板上压印锉修凸模固定孔的两个方案方案2先以冲圆孔凸模为基准在凸模固定板压印锉修出一个固定孔使它们配合为m7h6然后把此冲孔凸模压入凹模型孔和凸模固定板的固定孔在冲孔凸模和凹模孔周边之间插入相当间隙厚度的薄片用平行夹具将凹模板与固定板夹紧通过凹模的型孔导向先后以落料凸模和另一支冲孔凸模为基准在凸模固定板上压印出固定孔使它们配合为m7h6如图215b所示
凸模加工工艺卡(参考)
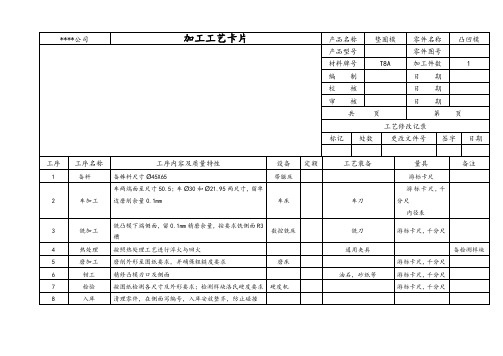
加工工艺卡片
产品名称
垫圈模
零件名称
凸凹模
产品型号
零件图号
材料牌号
T8A
加工件数
1
编制
日期
校核
日期
审核
日期
共页
第页
工艺修改记录
标记
处数
更改文件号
签字
日期
工序
工序名称
工序内容及质量特性
设备
定额
工艺装备
量具
备注
1
备料
备棒料尺寸Ø45X65
带锯床
游标卡尺
2
车加工
车两端面至尺寸50.5;车Ø30和Ø21.95两尺寸,留单边磨削余量0.1mm
车床
车刀
游标卡尺,千分尺
内径表
3
铣加工
铣凸模下端侧面,留0.1mm精磨余量,按要求铣侧面R3槽
数控铣床
铣刀
游标卡尺,千分尺
4
热处理
按照热处理工艺进行淬火与回火
通用夹具
备检测样块
5
磨加工
磨削外形至图纸要求,并确保粗糙度要求
磨床
游标卡尺,千分尺
6
钳工
精修凸模刃口及侧面
油石,砂纸等
游标卡尺,千分尺
7
检验
按图纸检测各尺寸及外形要求;检测样块洛氏硬度要求
硬度机Biblioteka 游标卡尺,千分尺8入库
清理零件,在侧面写编号,入库安放整齐,防止碰撞
凸凹模工序卡片
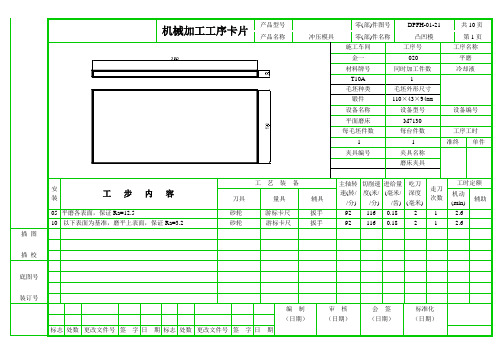
产品型号
零(部)件图号
DPFH-01-21
共10页
产品名称
冲压模具
零(部)件名称
凸凹模
第1页
施工车间
工序号
工序名称
金一
020
平磨
材料牌号
同时加工件数
冷却液
T10A
1
毛坯种类
毛坯外形尺寸
锻件
110×43×94mm
设备名称
设备型号
设备编号
平面磨床
M7130
每毛坯件数
每台件数
工序工时
1
1
准终
金一
040
粗铣
材料牌号
同时加工件数
冷却液
T10A
1
毛坯种类
毛坯外形尺寸
锻件
110×43×94mm
设备名称
设备型号
设备编号
平面铣床
X62W
每毛坯件数
每台件数
工序工时
1
1
准终
单件
夹具编号
夹具名称
专用夹具
安装号
工步内容
工艺装备
主轴转速(转/
/分)
切削速度(米/
/分)
进给量
(毫米/
/齿)
吃刀
深度
(毫米)
走刀
冲压模具
零(部)件名称
凸凹模
第4页
施工车间
工序号
工序名称
金一
050
铣平面
材料牌号
同时加工件数
冷却液
T10A
1
毛坯种类
毛坯外形尺寸
锻件
110×43×94mm
设备名称
设备型号
设备编号
凸凹模加工工艺卡片
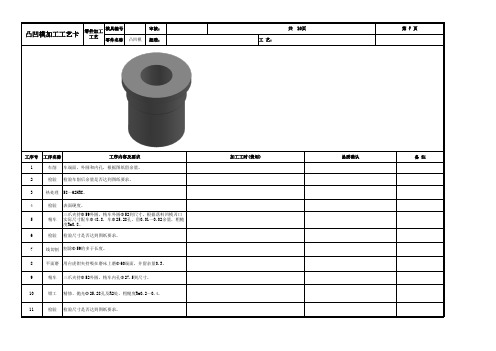
零件加工 模具编:
共 10页
第7页
工序号 工序名称
工序内容及要求
1
车削 车端面,外圆和内孔,根据图纸留余量。
2
检验 检验车削后余量是否达到图纸要求。
3
热处理 58~62HRC。
4
检验 表面硬度。
三爪夹持Φ 59外圆,精车外圆Φ 52到尺寸,根据落料凹模刃口
11
检验 检验尺寸是否达到图纸要求。
加工工时(费用)
品质确认
备注
5
精车 实际尺寸配车Φ 48.8,车Φ 25.28孔,留0.01~0.02余量,粗糙
度Ra0.8。
6
检验 检验尺寸是否达到图纸要求。
7
线切割 割除Φ 59的多于长度。
8
平面磨 用台虎钳夹持吸在磨床上磨Φ 60端面,并留余量0.3。
9
精车 三爪夹持Φ 52外圆,精车内孔Φ 27.5到尺寸。
10
钳工 精修、抛光Φ 25.28孔及R2处,粗糙度Ra0.2~0.4。
凹凸模数控铣削加工工艺及程序设计定稿

2013届本科生毕业论文学号:0成绩:凹凸模数控铣削加工工艺及程序设计系部:机电工程专业:机械设计制造及其自动化学生姓名:姚良玉指导教师:谢雪如二〇一三年四月毕业论文诚信声明本人郑重声明:所呈交的毕业论文《凹凸模数控铣削加工工艺及程序设计》是本人在指导老师的指导下,独立研究、写作的成果。
论文中所引用是他人的无论以何种方式发布的文字、研究成果,均在论文中以明确方式标明。
本声明的法律结果由本人独自承担。
毕业论文作者签名:姚良玉 2013年4月20日摘要数控机床的出现以及带来的巨大利益,引起世界各国科技界和工业界的普遍重视。
发展数控机床是当前我国机械制造业技术改造的必由之路,是未来工厂自动化的基础。
数控机床的大量使用,需要大批熟练掌握现代数控技术的人员。
数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对国计民生的一些重要行业的发展起着越来越重要的作用。
随着科技的发展,数控技术也在不断的发展更新,现在数控技术也称计算机数控技术,加工软件的更新快,CAD/CAM的应用是一项实践性很强的技术。
如像UG , PRO/E , Cimitron , MasterCAM ,CAXA制造工程师等。
数控技术是技术性极强的工作,尤其在模具领域应用最为广泛,所以这要求从业人员具有很高的机械加工工艺知识,数控编程知识和数控操作技能。
本文主要通过铣削加工薄壁配合件的数控工艺分析与加工,综合所学的专业基础知识,全面考虑可能影响在铣削、钻削、铰削加工中的因素,设计其加工工艺和编辑程序,完成配合要求。
【关键词】铣削钻削铰削 CAD/CAM 薄壁板类配合件零件加工The advent of NC machine tool which bring huge benefits, technology and industry around the world.Seriously,the development of numerical control machine tool is the necessary way of current in our country mechanical manufacturing industry technical innovation, is the factory in the future;The basis of automation, Use of CNC machine tools, need a large number of skilled personnel of modern numerical control technology. The application of numerical control technology not only brings revolutionary change to traditional manufacturing industry, manufacturing industry has become a symbol of industrialization, and with the continuous development of numerical control technology and application field expands, it to the national economy and people's livelihood some important industry plays a more and more important role in the development.Along with the development of science and technology, numerical control technology is also in constantly development update, now the numerical control also called computeriged numerical control technology, processing software updates fastly, the application of CAD/CAM is a practical technology. Cimitron such as UG, PRO/E, MasterCAM, CAXA manufacturing engineers, etc.Numerical control technology is a highly technical work, especially in the field of mould is most widely used, so this requires the employees have high mechanical processing knowledge, knowledge of CNC programming and CNC operation skills. This paper mainly through the milling machining with a CNC technology analysis and processing, comprehensive basic knowledge of my major in, comprehensive consider may affect in the milling, drilling, cutting and processing factors, design the process and editing program, complete with requirements.【Keywords】stranded milling drilling cutting CAD/CAMThin plate assemblies parts processing第1章零件加工工艺的分析 (1)1.1 零件的技术要求分析 (1)1.2 零件的结构工艺分析 (1)1.3 编程尺寸的确定 (4)1.4 毛坯的选择 (5)1.5 工艺过程设计 (5)1.5.1 定位基准确定 (6)1.5.2 零件加工方案确定 (6)1.5.3 零件加工走到路线确定 (6)1.6 选择机床、工艺装备等 (8)1.6.1 数控机床及系统选择 (8)1.6.2 夹具及装夹方案确定 (8)1.6.3 刀具选择方案 (9)1.6.4 量具选择方案 (11)1.7 确定切削用量 (11)第2章凹凸模数控加工 (13)2.1 数控工艺文件 (13)2.1.1 凹模的加工工艺文件 (13)2.1.2 凸模的加工工艺文件 (17)2.2 数控加工程序设计 (21)小结 (25)参考文献 (26)致谢 (27)第1章零件加工工艺的分析1.1零件的技术要求分析零件的尺寸公差在0.05—0.1mm之间,且凸模薄壁厚度为8mm,区域面积较大,表面粗糙度也比较高,达到了Ra1.6um,相对难加工,加工时容易产生变形,处理不好可能会导致其壁厚公差及表面粗糙度难以达到要求。
模具零件加工工艺卡(参考)

6 钻孔
钻 4 个 ? 6.8 高为 25 的孔
300× 200× 50
件数
1件
加工设备 打磨机床
夹具
工艺设备 刀具
量具
平口虎钳
砂轮
游标卡尺
备注 打磨
普通铣床
平口虎钳 ? 16 铣刀 游标卡尺
打磨机床
平口虎钳
砂轮
游标卡尺
普通铣床 普通铣床
平口虎钳 平口虎钳 平口虎钳
? 10 铣刀 游标卡尺
小锉刀、 砂纸
普通铣床 普通铣床 普通铣床 数控铣床 数控铣床 电火花成型机
平口虎钳 平口虎钳 平口虎钳 平口虎钳 平口虎钳
小锉刀、 砂纸
? 6.8 钻 头
M8攻丝刀
? 11.8 钻 头
? 12 铰刀
游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺
以工序 6 的孔中 心为攻丝中心
以工序 8 的孔中 心为铰孔中心
平口虎钳 ? 8 钻头 游标卡尺
3 钻孔
4
铣沉
孔
5 钻孔
6 攻丝
7 钻孔
8 攻丝
编制者 / 日期
钻 1 个 ? 12 的通孔 铣 1 个 ? 51 高为 15 的沉孔
钻 2 个 ? 5 高为 16 的孔 攻 2 个 M6的螺纹
钻 2 个 ? 4.2 高为 14 的孔 攻 2 个 M5的螺纹 05 模具 3 班 王大华 /2008.3.28
量具
平口虎钳
砂轮
游标卡尺
备注 打磨
普通铣床
平口虎钳 ? 16 铣刀 游标卡尺
打磨机床
平口虎钳
砂轮
游标卡尺
普通铣床
平口虎钳 ? 10 铣刀 游标卡尺
CATIAV5-6R2023中文版数控加工教程第十一章数控加工综合范例(2)凸模

第11章数控加工综合范例(2)——凸模零件加工本章导读: 目前,随着塑料产品越来越多,模具的使用也越来越多。
模具的型腔形状往往都十分复杂,加工的精度要求也较高,一般的传统加工工艺设备难以满足模具加工的要求。
但随着CAM 和数控技术的发展,已有效地解决了这个难题。
本章讲解一个模具加工的实际范例,重点了解凸模零件的加工流程。
30811.1 实例介绍和展示本范例完成文件:\11\11-1.prt 、tumo. CATProcess多媒体教学路径:光盘→多媒体教学→第11章本章以一个凸模零件加工为例介绍模具的加工。
加工完成的凸模零件如图11-1所示。
该凸模零件的加工工艺步骤如下。
(1) 等高粗加工,以垂直于刀具轴线的刀路逐层切除多余的材料。
(2) 轮廓驱动加工,对目标零件所有面进行半精加工。
(3) 投影加工,对目标零件的凹陷面进行精加工。
(4) 等高线加工,对目标零件中的圆弧面进行精加工。
(5) 螺旋加工,对顶面凹槽进行精加工。
(6) 清根加工,对目标零件中底面圆角进行清根加工。
图11-1 凸模模型11.2 范例制作11.2.1 模型创建步骤01新建零件打开CATIA软件,选择【开始】|【机械设计】|【零件设计】菜单命令,弹出【新建零件】对话框,如图11-2所示。
在【输入零件名称】文本框中输入“11-1”。
单击【确定】按钮。
步骤02绘制矩形单击【草图编辑器】工具栏中的【草图】按钮,选择xy平面作为草绘平面。
单击【轮廓】工具栏中的【矩形】按钮,绘制矩形,如图11-3所示。
单击【工作台】工具栏中的【退出工作台】按钮,退出草绘。
第11章 数控加工综合范例(2)——凸模零件加工309图11-2新建零件图11-3 绘制矩形步骤 03 创建凸台单击【基于草图的特征】工具栏中的【凸台】按钮,弹出【定义凸台】对话框,如图11-4所示。
选择草图,设置拉伸长度为5mm 。
单击【确定】按钮。
图11-4 创建凸台步骤 04 绘制槽形单击【草图编辑器】工具栏中的【草图】按钮,选择模型平面作为草绘平面。
凸模加工工艺过程卡片

36凸模加工工艺过程卡片文件编号毕业设计 凸模加工工艺过程卡片 产品型号 零(部)件图号 共2页 产品名称腰槽冲裁模 零(部)件名称凸模第1页 材料牌号毛坯种类毛坯外形尺寸40×18×60 每坯件数1 每台件数1备注工序号工序名称 工序内容车间设备工艺装备基本时间/min1 锻造将圆形棒料进行锻造,锻成六面体,并进行退火处理。
锻造车间 空气锤2铣六个面 在铣床上加工锻坯的六个面。
机加工车间铣床Ф50㎜的YG8硬质合金面铣刀 精密平口虎钳 游标卡尺3钻孔在线切割加工起点处钻出直径为2~3mm 电极丝穿丝孔。
机加工车间钻床Ф2㎜直柄短麻花钻通用夹具374加工螺钉孔 将固定凸模用的两个螺钉孔加工出来,即钻孔、攻螺纹。
机加工车间Ф5.2㎜直柄短麻花钻通用夹具M6丝锥描绘 5 热处理 将工件淬火、回火,并检查其表面硬度,硬度要求达到58~62HRC 。
热处理车间 6 磨削 磨光上、下两平面,表面粗糙度Ra 应低于0.8μm 。
机加工车间 磨床 通用夹具 CBN 砂轮底图号7钳工去除穿丝孔内杂质,并进行退磁处理。
钳工车间8线切割加工 按图样编制程序,并在纸带上钻孔编码,将纸带输入计算机,开动机床进行线切割加工。
电火花加工车间 线切割机通用夹具9 研磨 线切割后,钳工研磨凸模工作部分,使工作表面粗糙度降低。
钳工车间装订号姓名学号日期 2010年5月20号指导老师。
工艺卡片(范例)

磨平面
平面磨床
磨上下平面,留磨削余量0.3~0.4mm,磨相邻两侧面保证垂直
5
钳工划线
高度游标卡尺
划出对称中心线,固定孔及销孔线
6
孔加工
钻床
加工固定孔及销孔
7
热处理
淬火,回火,按热处理工艺保证58~62HRC
8
磨平面
平面磨床
磨上下平面级基准面达要求
9
型孔精加工
坐标磨床
在坐标磨床上磨型孔,留研磨余量0.01mm
10
研磨型孔
平面磨床
钳工研磨型孔达技术要求
11
检验
7
热处理
淬火、回火28~32HRC
8
平磨
磨床
磨上下平面及基准ቤተ መጻሕፍቲ ባይዱ达要求
9
线切割
电火花线切割机
找正,切割各型孔留研磨量0.01~0.02mm
10
研磨
平面磨床
磨上下两端面,保证孔壁与上下端面的垂直度达要求尺寸
11
检验
附三:卸料板加工工艺卡片
工序号
工序名称
设备
工序内容
1
备料
空气锤
将毛坯锻成平行六面体,尺寸为:100mm×100mm×14mm
工序内容
1
下料
空气锤
锻至140mm×100mm×6mm
2
热处理
退火
3
铣平面
立式铣床
铣各平面,厚度留磨削余量0.6mm,侧面留磨削余量0.4mm
4
磨平面
平面磨床
磨上下平面,留磨削余量0.3~0.4mm,磨相邻两侧面保证垂直
5
钳工
老虎钳
倒角去毛刺,划出对称中心线,固定孔及销孔线
(完整版)冲压模具凸模工艺设计

冲压模具凸模工艺设计课程设计零件工艺分析确定工艺方案三、工艺计算四、选用加工设备五、填写工艺卡六、零件数控编程七、凹凸模线切割编程零件工艺分析035该零件是复合模具的冲压凸模,用于冲压件的冲孔。
凸模结构属于三段式阶梯轴,其硬度和韧性要求较高,凸模刃口的耐磨性能要求较高凸模零件下段需要与凹凸模结构之间采用孔轴相配合,同时需要精准冲孔,对于零件的加工精度也有极高的技术要求。
本零件采用Cr12 材料制成,可保证足够的刚度和强度,同时经过热处理工艺使材料硬度达58~62HRC以加强凸模零件刃口的耐磨性。
查其主要配合尺寸为?mm、?mm、?mr,i为IT6~IT10级。
为满足装配后冲孔精度要求,凸模工作部分与凹凸模的同轴度,三段阶梯轴?35mm、?30mm、?22mn之间有同轴度的形位公差要求,?22mn段凸模为IT6级,各表面粗糙度Ra0.4 g.本零件以?22mm轴段中心轴为设计基准,测量基准和定位基准,在车削一道工序中加工出三段阶梯轴凸模结构。
确定工艺方案由零件的形状表明,其为旋转件,所以车削为基本工序,凸模工作部分的平面可由铣削工序完成。
工件的基本尺寸加工经粗车、半精车、精车工序可达到要求。
根据凸模零件的精度要求精车作为首道工序,精车后的尺寸精度可达到IT6 ~ IT8 级,表面粗糙度为Ra1.6 ~ 0.8 应车削时留0.15mm 的修光余量。
为了达到配合要求,需要对工件进行磨削工序,提高零件的配合尺寸精度,磨削后留0.05mm的修光余量。
1 、毛坯尺寸选择根据零件的材料要求,材料选为Cr12 轧钢件。
根据凸模零件的旋转轴径大小,留机械加工余量后可选定毛坯尺寸为?38mn轧钢棒料,长度为78mm 即卩?38mm< 78mm2、工艺方案的确定根据各道加工工序,对其做不同的组合,排除顺序,即得出工艺方案。
具体方案可有以下几种:方案一:轧钢锻件棒料Cr12 —车削阶梯轴?35mm?30mm ?22mm 外圆、倒角—铣削凸模刃口平面—淬火、回火热处理—磨削阶梯轴?35mm?30mm ?22mn外卜圆—磨削凸模刃口平面—钳工精修。
模具制造工艺学(凸凹模设计)

第一章零件的技术要求及结构分析本次设计的零件图为链板级进冲裁模具凹模板(如图1-1)图1-1一、功能结构分析此零件是链板级进冲裁模具凹模,凹模型孔的外轮廓作为凸模刃口,24,8作为凹模刃口,为了能够达到装配及产品的要求,零件外表面精度要求比较高,粗糙度为0.8。
其次,模具刃口在压力和摩擦力的作用下,经常出现磨损失效,尤其是冲头受力较大,而且在一次冲裁过程中经受两次摩擦(冲入和退出各一次),因而冲头的磨损较快,因此对零件的硬度有较高的要求。
最后,凹模的左右表面的平行度也比较高。
二、链板级进冲裁模具凹模的主要技术要求1)位置精度:左右平面的平行度控制在0.02mm内2)硬度:淬火≥62HRC3)表面粗糙度:零件外表面粗糙度Ra0.8,孔内粗糙度Ra3.2 三、技术关键及其采取的措施1)左右平面间平行度公差等级高,采取措施:互为基准,磨削加工。
2)垂直面的磨削,采取措施:磨好左右平面,工件装夹在精密角铁上,用百分表找正后磨削出垂直面,而后用磨出的面为基准面,在磁力台上磨对称平行面及两圆柱面。
结合这些要求选择合金工具钢Cr12。
第二章毛坯制造工艺设计一、确定锻件的加工余量根据机械设计手册确定粗铣余量为 1.4mm,确定精铣余量为0.6mm,确定磨削余量长方向为0.5mm(单边),宽方向为0.3mm(单边),高方向为0.5mm(单边)。
再根据零件尺寸及下料精度得锻件尺寸为200.8mm×200.2mm×31mm,绘制锻件图如图2-1图2-1链板复合冲裁模具凸凹模锻件图二、确定锻造温度范围查[3]表2-8得始锻温度1100℃,终锻温度850℃三、锻件的退火工艺曲线加热到770~790℃保温,680~700℃等温炉冷,工艺曲线见图2-2第三章机械加工工艺设计一、制定工艺路线图1-1为所要机加工的零件。
其工艺过程如下:工序一:铣零件各个外表面工序二:钻工序三:铰孔工序四:加工螺纹孔工序五:热处理工序六:磨零件各个外表面工序七:检验二、机械加工余量、工序尺寸和定位基准的确定1)粗铣余量为1.4mm(单边),精铣余量为0.6mm(单边),磨削在长度方向上余量为0.5mm(单边),宽度方向上余量为0.3mm (单边),高度方向上余量0.5mm(单边)。
冲压凸模工艺卡片

进给量
主 轴 转 速
切 削 速 度
本 工 时
1 2 2 设 计 者
粗车 28 ×22
硬质 合金 车刀
0~250m m 游标 卡
90mm 90mm
1 1
0.8mm 0.8mm 共
0.48mm/r 530r/min 0.3mm/r 页 520r/min
1.59m/min 1.48m/min 第 3 页
切 削 深 度
进给量
主 轴 转 速
切 削 速 度
本 工 时
硬 质 1 1 车φ 29×90 合 金 游标卡 车刀 90mm 1 2.5mm 0.48mm/r 530r/min 1.59m/min 25s
设
计
者
指导教师
共
6
页
第
2
页
机电信息系
机械加工工序卡片
工序名称
粗车 28 ×22
工序号 凸模 0.56kg 料 硬 度 型
设
计
者
指导教师
共
6
页
第
6
页
020 零件号 同时加工零件数 毛 号 坯 重 量
零件名称 零件重量 材 牌 号
HT200
(工序简图图例)
58~62 备 型 号
铸铁件 夹 名 具 称
0.72kg 辅 工 助 具
设 名 称
卧式车床
CA6140
专用车夹具 基
安 装
工 步
安装及工步说明
刀 具
量 具
走 刀 长 度
走 刀 次 数
切 削 深 度
卧式车床
CA6140
专用车夹具 基
安 装
工 步
安装及工步说明
非圆形形凸凹模的机械加工
3)工作原理 :光线由光源 1射出,通过被加工工件 2和 砂轮3,把它们的阴影射入物镜4上,并经过三棱镜5的折 射和平面镜6的反射,可在光屏7上得到放大 50倍的影象。 磨削时,用手操纵磨头在纵、横方向的运动,使砂轮的 切削刃沿着工件外形移动,一直磨到与理想的放大图完 全吻合为止。
4)放大图的绘制 :放大图要按一定的基准线分段绘制。
32
通孔
R10
φ 50
60 130
名称: 冲孔 凹模 数量: 2 材料: Cr12 刃口尺 寸与 凸模保 证双面 间隙为 0.20~ 0.24mm. 热处理 :淬 火60~6 4 HRC。 刃口表 面粗 糙度0.4 μ m。
28
R6
冲裁凸凹模的加工
冲 裁 凸 、 凹 模 的 机 械 加 工
落料凹模
压 印 锉 修 法
压印锉修的 加工工艺
设
备
用及特点
首次压印深度一般控制在0.2mm左右, 压印时角尺, 基准件有R0.1圆角,涂料硫酸铜减摩;
用于单件生产,特别是无间隙模; 生产效率低,加工精度受热处理变形的影响。
3
非圆形凸、凹模的加工
多型孔压印锉修的关键是要保证各各零件型孔 的位置精度一致,对于多型孔的凸模固定板、卸 料板和凹模型孔等,可利用压印锉修方法或其他 加工方法加工好其中的一块,然后以此块作导向, 按压印锉修的方法和步骤加了另一块板的型孔, 即可保证各型孔的相对位置。如图所示为用销钉 (或导柱)将凹模与凸模固定板定位后,通过一 加工好的凹模型孔对凸模固定板进行压印。
钻
刨 检验 热处理 磨 磨 检验
钻螺孔
按线刨刃口轮廓,留0.4余量
端面和按线
端面和按线
淬火58~62HRC 磨上、下平面及基准达要求 成型磨刃口尺寸达要求 对应平面 端面
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游标卡尺,千分尺
8
入库
清理零件,在侧面写编号,入库安放整齐,防止碰撞
车床
车刀
游标卡尺,千分尺
内径表
3
铣加工
铣凸模下端侧面,留0.1mm精磨余量,按要求铣侧面R3槽
数控铣床
铣刀
游标卡尺,千分尺
4
热处理
按照热处理工艺进行淬火与回火
通用夹具
备检测样块
5
磨加工
磨削外形至图纸要求,并确保粗糙度要求
磨床
游标卡尺,千分尺
6
钳工
精修凸模刃口及侧面
油石,砂纸等
游标卡尺,千分尺
7
检验
按图纸检测各尺寸及外形要求;检测样块洛氏硬度要求
****公司
加工工艺卡片
产品名称
垫圈模
零件名称
凸凹模
产品型号
零件图号
材料牌号
T8A
加工件数
1
编制
日期
校核
日期
审核
日期
共页
第页
工艺修改记录
标记
处数
更改文件号
签字
日期
工序
工序名称
工序内容及质量特性
设备
定额
工艺装备
量具
备注
1
备料
备棒料尺寸Ø45X65
带锯床
游标卡尺
2
车加工
车两端面至尺寸50.5;车Ø30和Ø21.95两尺寸,留单边磨削余量0.1mm