锡膏_红胶印刷品质检验标准
锡膏_红胶印刷品质检验标准

一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
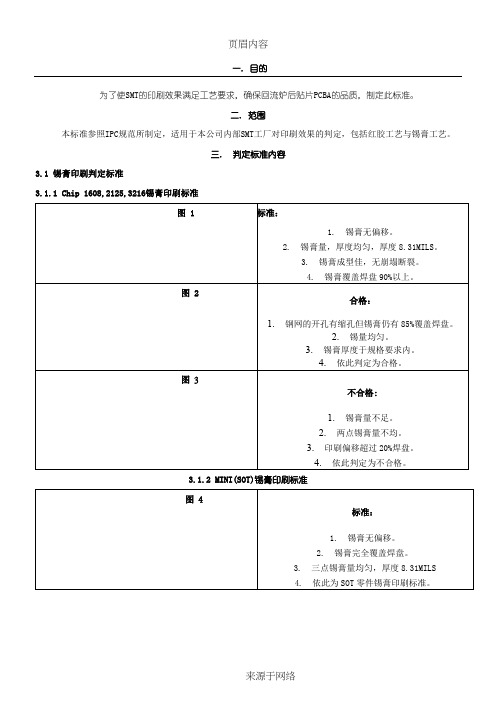
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度8.31MILS。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图 3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 41.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度8.31MILS4.依此为SOT零件锡膏印刷标准。
图 5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 7标准:1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3MILS。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
热气宣泄道图 8 1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10 标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在8.5MILS。
3.锡膏成形佳,无缺锡、崩塌。
锡膏印刷外观检验标准

批准
允收: 1、锡膏量足。 2、锡膏覆盖焊盘有85%以上。 3、锡膏成形佳。
***集团有限公司 分发部门
二极管、电容类 锡膏印刷
锡膏印刷 外观检验标准
偏移超20%
文件编号
WI-
生效日期 2013/3/5
版本/次
00
页码
3/3
拒收: 1、15%以上锡膏未完全覆盖焊盘。 2、锡膏偏移超过20%焊盘。
插座、IC类焊盘 锡膏印刷
***集团有限公司 分发部门
锡膏印刷
文件编号
WI-
生效日期 2013/3/5
外观检验标准
版本/次
00
页码
1/3
检验方法:在400~1000勒克斯(LUX)约60W的光照度下,距离30cm、角度45度、目视检查10~15秒。
检验工具:目视
参考标准:IPC-A-610E
检验内容如下表:
项 目
图示
作业要求
允收: 1、锡膏量均匀且成形佳; 2、锡膏厚度合符规格要求; 3、有85%以上锡膏覆盖焊盘; 4、印刷偏移量少于15%。
拒收: 1、锡膏85%以上未覆盖焊盘; 2、有严重缺锡。
二极管、电容类 锡膏印刷
标准: 1、锡膏印刷成形佳。 2、锡膏印刷无偏移。 3、锡膏厚度测试符合要求。 4、如此开孔可以使热气排除,以 免造成气流使元 件偏移。
拿板
标准: 1、检查时,应戴干静的手套; 2、取板时,如图示拿板边,不能 触摸到板面。
标准: 1、锡膏无偏移; 2、锡膏量、厚度符合要求; 3、锡膏成型佳,无崩塌断裂; 4、锡膏覆盖焊盘90%以上。
Chip元锡膏仍 有85%覆盖焊盘; 2、锡膏量均匀; 3、锡膏厚度在要求规格内。
SMT印刷检验标准

文件编号版 本
A/0编制审核批准
第 1 页共 2 页发布日期修改日期
项目
判断标准项目
判断标准1、生产检验时必须遵循先印刷的先检验,先检验的先放入机器贴片,先贴片的先过炉,不可以先后次序调乱;以保证回流焊接的质量。
2、锡膏制程于常规情况下(温度:25℃ ±10 ;湿度:60℅±25)印刷锡膏后必须在60分钟内完成贴片,并于60分钟内完成回流焊接。
图例说明
图例说明
SMT印刷检验标准
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
其所印锡膏移位小于焊盘的1/4,且成型佳,焊盘覆盖80%以上;无崩塌、缺锡及严重偏
移等现象
所印锡膏成型不良且断裂及凹凸不平。
印锡膏焊盘间有杂物(板屑,残锡)
特别注意:
OK
OK
NG
NG
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
有1/3或以上的焊盘未覆盖锡膏三极管、IC 等有引脚的元件焊盘,
其所印锡膏移位超出焊盘的1/4以上,
或是元件贴装后会造成相邻焊盘短路。
印锡膏的成型模糊不清,并且
与相邻焊盘上的锡膏连在一起
印锡膏(元件标准)
印锡膏移位(元件允收)
锡膏印刷断锡(丝印不良)
印锡膏&杂物污染
OK
NG
NG NG
SMT/WI0154.锡膏印刷检验标准
印锡膏(IC 标准)印锡膏少锡
印锡膏移位
印锡膏连锡。
pcb板印刷锡膏检测标准

pcb板印刷锡膏检测标准
PCB板印刷锡膏检测的标准通常包括以下几个方面:
1. 焊点质量:焊点应该均匀、光滑,无虚焊、漏焊、短路等缺陷。
焊点的尺寸、形状和位置应符合设计要求。
2. 锡膏量:锡膏的涂布量应均匀一致,无明显的缺锡或多锡现象。
锡膏的厚度和宽度应符合工艺要求。
3. 锡膏覆盖:锡膏应完全覆盖焊点和引脚,无裸露的金属部分。
锡膏的覆盖面积应达到设计要求。
4. 锡膏高度:焊点的锡膏高度应在规定的范围内,以保证焊点的可靠性和可焊性。
5. 外观检查:PCB 板表面应无锡珠、锡渣、残留的锡膏等污染物。
板面应干净整洁,无明显的划伤、氧化等缺陷。
6. 焊点强度:焊点应具有足够的强度,能够承受一定的机械应力和温度变化。
7. 可焊性:焊点应具有良好的可焊性,能够被可靠地焊接到其他元件或电路板上。
这些标准是一般情况下PCB 板印刷锡膏检测的基本要求,具体的标准可能会因不同的行业、应用和客户要求而有所差异。
在实际生产中,还应根据具体情况制定详细的检测规范和操作流程,以确保PCB 板的质量和可靠性。
锡膏印刷性测试规范

把控房源心得(优秀5篇)把控房源心得(优秀5篇)把控房源心得要怎么写,才更标准规范?根据多年的文秘写作经验,参考优秀的把控房源心得样本能让你事半功倍,下面分享相关方法经验,供你参考借鉴。
把控房源心得篇1把控房源是一项非常重要的房地产中介工作,它涉及到房屋的质量、价格、位置等多个方面。
以下是一些心得,希望对您有所帮助:1.仔细核实信息:在与客户沟通的过程中,一定要仔细核实房源信息,包括房屋的位置、面积、装修、价格等。
确保提供给客户的房源信息准确无误,避免因为信息不准确导致客户流失。
2.认真检查房屋:在带客户看房之前,一定要认真检查房屋的质量和装修情况。
这包括检查房屋的结构、门窗、水电设施等,以及房屋的装修情况,如地板、墙面、天花板等。
这些细节问题可能会影响房屋的价格和交易风险。
3.关注市场动态:房地产市场是不断变化的,因此要时刻关注市场动态,了解当地的房价走势和政策变化。
这有助于您更好地把握市场规律,为客户提供更准确的房源信息。
4.维护好客户关系:维护好客户关系是把控房源的重要环节。
在与客户沟通的过程中,要时刻关注客户的需求和反馈,及时回复客户的问题和咨询,增强客户的信任感和满意度。
5.不断学习和提升:房地产市场变化快,政策法规也不断更新。
因此,作为房地产中介,需要不断学习和提升自己的专业知识和技能,以更好地为客户提供服务。
总之,把控房源需要认真细致的工作态度和不断学习和提升的专业素养。
只有这样才能在竞争激烈的房地产市场中脱颖而出,赢得客户的信任和信赖。
把控房源心得篇2当涉及到把控房源时,以下是一些重要的心得和技巧:1.房源信息必须准确无误:这是把控房源的核心要素之一。
无论是房屋的具体位置、面积、装修、价格、房型布局,还是周边配套设施,都需要准确无误地描述。
如果有任何错误或模糊不清的信息,都可能对潜在买家产生误导。
2.房源信息需要定期更新:房屋的情况是会随着时间的推移而发生变化的,因此,定期更新房源信息非常重要。
SMT 锡膏&红胶 装贴检验标准看板

1.锡已超越到组 部的上方 2.锡延伸出焊垫 3.看不到组件顶 的轮廓。
何谓三面及五面晶片状零件? 三面及五面晶片状零件?
三面 晶片零件
五面 晶片零件
三面及五面指为锡面 三面及五面指为锡面数,例如: 为锡 例如:
(磁 FERRITE BEAD (磁珠
esentation
SMT(锡膏装贴 锡膏装贴) SMT(锡膏装贴) 检验标准
1.焊锡带延伸 端的 50%以 注:锡表面缺点﹝如退锡、不 2.焊锡带从组件端向 吃锡、金属外露、坑...等﹞ 到焊垫端的距离小 不超过总焊接面积的5% 高度的50%。
H
≧1/4 H ≧1/3 H
1. 焊锡帶延伸到组件端的 件端的25%以上。 2. 焊锡帶从组件端向外延伸到焊 件端向外延伸到焊垫的距离为 组件高度的1/3 以上 以上。
SMT(红胶装贴 红胶装贴) SMT(红胶装贴) 检验标准
红胶点胶标准:胶点位置及形状 胶点位置及形状
允收状况 允收状况 (ACCEPTABLE CONDITION) 拒收状况 拒收状况 (NONCONFORMING DEFECT)
一点接触 <50%
理想状况 理想状况 TARGET CONDITION)
零件组裝标准三:J型脚零件浮起和QFP J QFP零件浮起、晶片状零件浮起允收状况 QFP
理想状况( 理想状况(TARGET 状况 CONDITION) 允收状况( 允收状况(ACCEPTABLE CONDITION) 状况
拒收状况( 拒收状况(NONCONFORMING DEFEC 状况
1.各接脚都能座落在 焊垫的中央,未发 生浮起现象。
h≧1/2T ≧ h T
1.脚跟的焊锡带延伸到引线 1. 下弯曲处的顶部(h≧1/2T)。
SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
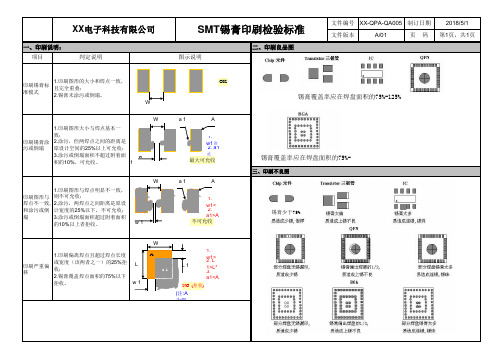
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
红胶印刷检验标准

编 号:编 制:
版 本:A/0审 核:
页 次:1/3批 准:
一、目的
给印刷后的PCB提供规范的检验标准
二、适应范围
适应于本公司SMT印刷工位
三、制作依据
参照IPC标准制作,用来规范本公司的SMT品质
四、红胶印刷规格
1. 1608,2125,3216 CHICP 红胶印刷规范
1.1标准
Chip 1608,2125,3216点胶规格示范
1、胶并无偏移
2、胶量均匀。
3、胶量足,推力足在1.5KG仍然未掉件。
4、依此为标准规格。
1.2允收
允收(ACCEPTABLE):
1、A为胶之中心。
2、B为锡垫之中心。
3、C为偏移量。
4、P为焊垫宽。
5、C<1/4P,且要推力足、胶均匀。
6、依此判定为允收。
1.3拒收
拒收(NOT ACCEPTABLE):1、胶量不足。
2、两点胶量不均。
3、推力不足,低于1.0KG即掉件。
红胶印刷效果检验标准標準規格图形1 CHIP 1608,2125,3216胶点标准
C<1/4P A B P 图形2 CHIP 1608,2125,3216胶点允收
膠量不均,且不足。
锡膏印刷检验指导书

锡膏印刷检验指导书一、引言锡膏印刷是电子制造过程中重要的步骤之一,在电路板上涂覆和固化锡膏以实现焊接功能。
由于锡膏印刷的质量直接影响到焊接的可靠性和电子产品的性能,因此,进行锡膏印刷的检验非常重要。
本指导书旨在为电子制造企业提供锡膏印刷检验的详细指导,以确保印刷质量的稳定和一致性。
二、锡膏印刷检验的目的及意义锡膏印刷检验的目的是通过对印刷过程和质量进行全面的检查,确保印刷符合相关的技术要求和标准。
只有通过有效的检验,才能及时发现和纠正潜在的问题,提高印刷质量,增强焊接可靠性,降低不良品率。
三、锡膏印刷检验的内容1. 锡膏的外观检查:包括颜色、光泽度、均匀性等方面的检验,以确保正常的外观特征,避免对印刷品质量的影响。
2. 锡膏的粘度检查:通过测量锡膏的粘度,判断其流动性和可用性,并调整相应的参数以确保印刷的精准度和稳定性。
3. 锡膏的厚度检查:通过使用合适的测量工具,测量锡膏的厚度,确保其符合设计要求,防止过厚或过薄造成的焊接问题。
4. 锡膏的挤出性检查:通过观察锡膏在印刷头的挤出情况,判断锡膏的质量和可用性,并及时调整印刷设备以确保正常的挤出效果。
5. 锡膏的粘附力检查:使用相应的试验方法和工具,检测锡膏在基板上的粘附力,确保其粘附性良好,避免印刷品的脱落和错误焊接。
6. 锡膏的打磨性检查:通过对锡膏打磨性能的检查,避免锡膏在过程中堵塞或损坏印刷头,影响印刷质量。
7. 印刷品的检查:对印刷品的焊盘、引脚等进行全面的目视检查和测量检验,确保其符合设计要求和标准。
8. 锡膏印刷过程的检查:对印刷过程中的各项参数进行检查和记录,包括印刷速度、印刷压力、温度等,以确保印刷质量的稳定性和一致性。
9. 锡膏印刷设备的检查:对印刷设备的各项功能和性能进行检查和维护,确保设备的正常运行和印刷质量的稳定性。
四、锡膏印刷检验的方法和工具1. 目视检查:使用肉眼对印刷品进行外观检查,包括颜色、光泽度、均匀性等方面的评估。
锡膏_红胶印刷品质检验标准
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容3.1 锡膏印刷判定标准热气宣泄道图 7膏印刷偏移超过20%焊盘图 9 3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准WW=焊盘宽偏移量<20%WW=焊盘宽偏移大于15%焊盘图12偏移量小于15%焊盘偏移大于15%焊盘A>15%W图 15 3.1.6 LEAD PITCH=0.7MM锡膏印刷标准偏移小于15%焊盘移大于15%焊盘图 18 3.1.7 LEAD PITCH=0.65MM之锡膏印刷标准偏移少于10%焊盘图 20偏移量大于10%W图 21 3.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准锡膏崩塌且断裂不足图 24 3.1.9 Termination Chip & SOT锡膏厚度的标准3.1.10 IC-零件的锡膏厚度标准3.2 点胶标准3.2.1 Chip 1608,2125,3216点胶标准标准规格胶量不均,且不足图 35C<1/4W or 1/4PC>1/4W orWP图 38 3.2.4 MELM圆柱形零件点胶标准溢胶C<1/4W图 46偏移图 47 .3.2.6 MELF,RECT.柱状零件点胶标准溢胶3.2.7 MELM柱状零件点胶标准图 53图 553.2.9 SOIC 点胶零件标准C>1/4T 或1/4PT胶稍多不影响焊接溢胶沾染焊盘及测试孔孔推力足1.5KG图 58孔C>1/4W图 593.2.11 SOIC胶点尺寸外观。
焊膏印刷外观检验标准

日期
编制
校对
审核
日期ቤተ መጻሕፍቲ ባይዱ
日期
日期
不合格处理办法:
1自检发现不合格的,由操作者自行修正(清洗、凉干并重新印刷)。
2检验员抽检时发现不合格项,要求操作工修正并提出制程警示。
3不合格项登记到抽检记录表中。
4尚未进入下一工序的产品由操作工针对以下不合格项做全数检验,并由由检验员针对以下不合格项做全数检验。
五、
检验项目
技术指标
示意简图
印刷完整
一、目的:
规定了PCB板(单、双面)锡膏印刷质量的检验管理办法。
二、范围:
适用于本公司所有PCB板锡膏印刷的质量检验。
三、检验方法及工具:
检验方法:目测;检验工具:5-10倍放大镜、防静电手腕、防静电手套。
四、检验及不合格处理办法:
操作工应采用目视或仪器检验做好全数自检工作,检验员按《一次正常检查抽样规范》AQL=2.5且C=0进行抽检。
模板上所有印刷孔均应有焊膏
偏移
横向偏移不得大于焊盘宽度的25%,纵向偏移不得超过焊盘宽度的50%
少锡
焊膏覆盖焊盘的面积应达到75%以上
检验项目
技术指标
示意简图
连锡
相邻焊盘上的焊膏无连接现象
边缘
整齐,棱角清晰
拉尖
表面无明显尖角
污染
基板印刷之外的区域不允许有焊膏焊膏
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
SMT印刷检验标准

标准
标准
可接受
拒收
拒收
BGA 印刷无偏移 CSP 印刷无偏移
偏移≤1/5焊盘直径
偏移>1/5焊盘直径
边缘不整齐
标准 拒收
拒收 拒收 拒收 无偏移
锡膏偏移量>1/5焊盘
少锡
少锡
边缘不整齐
标准 拒收 拒收 拒收 拒收 无偏移
偏移
塌边
连锡
少锡
标准 可接受
可接受
拒收
拒收 无偏移
锡膏偏移≤1/5焊盘 锡膏偏移≤1/5焊盘
偏移>1/5焊盘直径
塌边
标准 标准 拒收 拒收 拒收 无偏移
无偏移
边缘不整齐
连锡
拉尖
拟制:姚志浩 审核: 批准:
标准允收允收拒收拒收无偏移、与基板紧贴偏移量C≦1/4W或1/4P偏移量C≦1/4W或1/4P元件与基板间隙超过0.15mm元件与基板间隙超过0.15mm
标准允收允收拒收拒收胶无偏位、量均匀、量足C﹤1/4P,且胶均匀,推力满足要求成形略佳、胶稍多,但不形成溢胶胶偏移量大于1/4P、溢胶,致焊盘被污染胶量不足、印刷不均匀、推力不足
标准允收允收拒收拒收胶量适中、元件无偏移胶稍多,但未沾到焊盘与元件脚偏移量C≦1/4W或1/4P、胶量足胶溢至焊盘上、元件引脚有脚胶偏移量在1/4以上
标准标准允收拒收拒收
元件无偏位、胶量标准元件无偏位、胶量标准偏移量C≦1/4W红胶不可溢胶致元件端面与焊盘间C﹥1/4W
标准拒收拒收拒收拒收无偏移、与基板紧贴距离小于0.13mm 距离小于0.13mm假焊元件从本体算起,浮高≦0.15mm为良品
拟制:姚志浩审核:批准:。
锡膏与红胶印刷检验标准

分类
Chip锡膏印刷规格示例
MINI(SOT)锡膏印刷
规格示例
陶磁电容锡膏印刷
规格示例
PITCH=1.25器件锡膏印刷规格示例PITCH=0.8~1.0锡膏印刷
规格示例
PITCH=0.5IC锡膏印刷
规格示例
说明
目标
1:锡膏印刷无偏移;
2:锡量均匀,锡膏厚度均匀;
3:锡膏无拉尖,无坍塌;4:锡膏覆盖焊盘90%以上可接受
1:锡膏偏移小于25%;2:锡量大于正常锡量的75%;
3:锡膏有轻微拉尖或者断裂,且无连点;
4:锡膏覆盖焊盘75%以上。
缺陷
(不可接受)
1:锡量不足,小于75%;2:印刷偏移大于25%;3:Chip件两点焊锡严重不均;
4:锡膏严重断裂,坍塌等。
锡膏印刷检验标准
1:个别焊盘锡膏印刷不合格:坐标识,回流焊接后手工补焊;
2:多于5%面积的印刷不良:在元件贴装前且印刷2H内刮掉焊锡,用毛刷和异丙醇清洗整个印制板面,用气枪清洁印制板过孔,然后用异丙醇冲淋2-3遍。
全面检查并确认印制板表面和过孔没有残留焊膏,然后等印制板自然干燥后可以重新印刷。
锡膏印刷不合格的处置方法
少锡
少锡锡膏成型不佳
偏移>25%W
偏移与连点
锡膏坍塌且锡量不足。
锡膏及红胶印刷教材
锡膏、红胶印刷培训教材在SMT (Suface Mount Technology )工艺中,影响最终焊接品质的因素很多,其中,焊锡膏的印刷是最初的也是影响最大的一道工序。
连焊、虚焊、锡珠等现象都与此有关。
在实际印刷中钢网、焊锡膏、刮刀等几个方面的影响关系较大。
所以,有必要进行进一步的了解。
一、 锡膏2.铅锡焊膏的温度183O C至少183O C 才能熔化,形成液状体。
3.焊锡膏的评价,主要包括三个方面:锡膏的使用性能,金属粉末、焊剂。
成 份 焊料粉末 糊状焊剂 1.0 SN%锡 铅100%232O C C (1)O焊锡膏的评价主要为外观检测:①.焊膏的商标:包括制造商名称、产品名称标准分类号、批号、生产日期、合金比重、保存期等。
②.锡膏外观上没有硬块,合金粉末和焊剂应分布均匀。
4.焊锡膏的使用及保管:①.一般情况应遵循“先进先出”的基本原则,即采购一批锡膏,先用完这批之后,再采购,防止人为的保管期限过长,对于回储锡膏理应在第一时间全部优化先用完(但电脑主机板不使用回储锡膏,一定要用新采购锡膏)。
②保存温度2-10OC ,温度过低,锡膏会结晶起块,温度过高,助焊剂挥发影响可焊性。
③.锡膏从冰箱中拿出解冻需4小时。
④.使用前,要安全搅拌锡膏,通常为3分钟,使锡膏均匀防止颗粒太大堵住钢网孔。
⑤.对于开过盖的残留锡膏,在不使用时,瓶盖要紧闭,预防锡膏变干和氧化,延长在使用过程中的锡膏寿命。
⑥.不使用时,为保持锡膏的最佳状况,锡膏在网上的用量不要太多,以防变干及不必要的钢网堵孔。
⑦.不要把新旧锡膏同时装入一个瓶内,防止新锡膏补旧锡膏污染。
(3) ①.焊剂酸值测定 焊剂②.焊剂化物测定 ③.焊剂水溶物电导率测定 ④.焊剂铜腐蚀试验 ⑤.焊剂绝缘电阻测定 使 用 性 能 ①.外观 ②.印刷性 ③.粘性试验 ④.塌落度 ⑤.热熔后残渣干燥度⑥.锡球试验 ⑦.焊锡膏湿润性护展率试验 借助于相应的仪器设备金属粉末 (2)①.焊料重量百分比 ②.焊料成分测定③.焊料粒度分布 ④.焊料粉末形状 借助于相应的仪器设备。
(精品)锡膏印刷标准

锡膏印刷检查事项及对策
●锡膏印刷品质是SMT不良产品的主要影响因素,据统计有约66%的不良品可以追溯到
锡膏印刷品质,有15%的不良品来至于回流焊,其余的不良来至于贴片机和原材料等,由此可见,锡膏印刷品质的好坏是电子产品好坏的主要影响因素。
●锡膏印刷质量的主要因素
1.首先是钢网质量:钢网厚度与开口尺寸确定了锡膏的印刷量。
锡膏量过多会产生桥接,
锡膏量过少会产生锡膏不足或虚焊。
钢网开口形状及开孔壁是否光滑也会影响脱模质量。
2.其次是锡膏质量:锡膏的粘度、印刷性(滚动性、转移性)、常温下的使用寿命等都会
影响质量。
3.印刷工艺参数:刮刀速度、压力、刮刀与网板的角度以及锡膏的粘度之间存在的一定制
约关系,因此只有正确控制这些参数,才能保证锡膏的印刷质量。
4.设备精度方面:在印刷高密度细间距产品时,印刷机的印刷精度和重复印刷精度也会起
一定影响。
5.环境温度、湿度、以及环境卫生:环境温度过高会降低锡膏的粘度,湿度过大时锡膏会
吸收空气中的水分,湿度过小时会加速锡膏中溶剂的挥发,环境中灰尘混入锡膏中会使焊点产生针孔等缺陷。
6.基板支撑位置的分布:机板支撑绝对与印刷结果有关,利用两支刮刀来回刮印如大部分
锡膏被刮走,残余未被刮走的部分就是支撑不良,容易出现连锡。
●
●
为换线/手动清洗钢网印刷前5PCS,异常发生或无法解决时,通知工程师。
锡膏焊接印刷判定标准

锡膏焊接印刷判定标准《锡膏焊接印刷判定标准,你真的懂吗?》嘿,朋友们!你们知道吗?在电子世界的奇妙旅程中,锡膏焊接就像是一场至关重要的冒险,而锡膏焊接印刷判定标准就是那指引我们穿越迷雾的神奇地图!要是不搞清楚这个标准,那我们在电子制造的领域里就像没头苍蝇一样乱撞,到处碰壁还不知道问题出在哪!一、锡膏量要适中:不做“小气鬼”也不当“土豪”在锡膏的世界里,量的把控可太重要啦!就像吃饭不能吃太多撑着,也不能吃太少饿着一样。
“锡膏量要适中,别做‘小气鬼’也不当‘土豪’哟!”锡膏量过多,就像给焊点穿上了一件超级厚棉袄,不仅不美观,还可能导致短路等问题;而锡膏量过少,那焊点就像穿着破破烂烂的衣服,根本没法好好工作呀!比如说,在印刷锡膏时,要根据焊点的大小和间距来合理调整锡膏的用量,既不能像个“铁公鸡”一毛不拔,也不能像个“暴发户”肆意挥霍。
二、锡膏位置要精准:做个“神枪手”,一击即中哇哦,锡膏的位置那可是关键中的关键呀!“锡膏位置要精准,做个‘神枪手’,一击即中!”这就好比打靶,必须要瞄准目标,才能命中红心。
如果锡膏位置偏移,那整个电路就可能像个迷了路的小孩,不知所措啦!比如在电路板上,每个焊点都有它特定的位置,锡膏必须乖乖地待在那里,不能跑偏。
就像士兵要坚守自己的岗位一样,锡膏也得坚守它的“阵地”。
三、锡膏形状要规则:拒绝“歪瓜裂枣”,追求完美嘿呀,锡膏的形状可不能马虎!“锡膏形状要规则,拒绝‘歪瓜裂枣’,追求完美!”想象一下,如果锡膏形状奇奇怪怪的,那焊接出来的焊点不就像长歪了的牙齿一样难看吗?锡膏应该呈现出均匀、规则的形状,这样才能保证焊点的质量和可靠性。
就像我们都喜欢看整齐漂亮的牙齿一样,规则的锡膏形状也会让我们的电子作品更加赏心悦目。
比如说,在印刷过程中,要确保刮刀的压力和速度合适,这样才能印出漂亮的锡膏形状。
四、锡膏印刷要清晰:别做“模糊大师”锡膏印刷的清晰度也是至关重要的呀!“锡膏印刷要清晰,别做‘模糊大师’!”如果印刷出来的锡膏模模糊糊的,那简直就像是在雾里看花,根本看不清真面目。
锡膏检验标准

日本錫膏工業標準一日本工業標準JIS錫膏Z3284-19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上.註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
2.等級A之錫膏是用在一般普通的電路、電氣設備中。
印锡检查标准
印锡检查标准印锡检查标准主要包括以下几个方面:1.印刷质量:印刷质量是衡量印锡的重要指标,包括印刷厚度、均匀度、形态、线宽和偏移情况等。
印刷厚度要符合设计要求,不应过厚或过薄;印刷的均匀度要良好,保证元件焊接质量;印刷形态要清晰规范,线宽一致,偏移控制在一定范围内。
2.印刷位置:印刷位置要准确,不应有偏差。
对于特定的印刷位置,例如引脚、焊盘等,要确保锡膏印刷准确,防止出现偏移或错位的情况。
3.锡膏质量:锡膏的质量直接影响印刷效果和焊接质量。
要确保锡膏无杂质、无颗粒、无气泡,且具有一定的粘性和湿润性。
锡膏应均匀分布在印刷表面上,无漏印或多印的现象。
4.锡膏厚度:锡膏的厚度要适中,不能过厚或过薄。
过厚的锡膏可能导致元件焊接不良,过薄的锡膏则可能影响焊接效果和可靠性。
5.桥接和连锡:要检查印刷后是否存在桥接和连锡现象。
桥接是指锡膏在不该连接的地方连接起来,连锡则是相邻的引脚或焊盘之间出现多余的锡膏连接。
6.锡膏边缘:检查锡膏边缘是否整齐、光滑,无塌落、拉尖、少锡等现象。
7.反白和少锡:在放大镜下检查印刷品,观察元件PAD上锡膏是否有上下偏移或左右偏移,是否出现反白现象和少锡现象。
反白是指PCB在斜视时有反光现象,少锡则是指引脚或焊盘上锡膏不足。
8.钢网和模板:检查钢网和模板是否清洁、无异物堵塞。
钢网及模板的翘曲度也需要进行检测。
9.温度和时间控制:在检查过程中要确保温度和时间控制符合要求。
温度过高可能导致锡膏粘稠度下降,温度过低则可能影响锡膏的流动性和焊接效果。
总之,印锡检查标准需要根据具体的产品要求和工艺要求来确定,并且需要按照相关标准进行严格控制。
在生产过程中,要定期对印锡进行检查和测试,以确保产品质量和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图 3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 4标准:1.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度4.依此为SOT零件锡膏印刷标准。
图 5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 71.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
图 8 合格:1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在。
3.锡膏成形佳,无缺锡、崩塌。
4.依此应为标准的要求。
热气宣泄道锡膏印刷偏移超过20%焊盘WW=焊盘宽图 11 1.锡膏之成形佳。
2.虽有偏移,但未超过15%焊盘。
3.锡膏厚度符合规格要求8~12MILS之间。
4.依此应为合格。
图12不合格:1.锡膏偏移量超过15%焊盘。
2.当零件置放时造成短路。
3.依此应为不合格参考。
3.1.5 LEAD PITCH=~1.0MM锡膏印刷标准图 13标准:1.锡膏无偏移。
2.锡膏100%覆盖于焊盘上。
3.各个锡块之成形良好,无崩塌现象。
4.各点锡膏均匀,厚度7MILS。
5.依此判定为标准要求。
图 14 合格:1.锡膏虽成形不佳但仍足将零件脚包满锡。
2.各锡膏偏移未超过15%焊盘。
3.依此应为合格。
偏移量<20%WW=焊盘宽偏移大于15%焊盘偏移量小于15%焊盘图 15 1.锡膏印刷不良。
2.锡膏未充分覆盖焊盘,使焊盘裸露超过15%以上。
3.依此应为不合格。
3.1.6 LEAD PITCH=0.7MM锡膏印刷标准图 16标准:1.锡膏量均匀且成形佳。
2.焊盘被锡膏全部覆盖。
3.锡膏印刷无偏移。
4.锡膏厚度。
5.依此应为标准的要求。
图 17 合格:1.锡膏偏移量未超过焊盘15%。
2.锡膏成行佳,无崩塌断裂。
3.厚度于规格要求范围内。
4.依此应为合格。
图 18 不合格:1.焊盘超过15%未覆盖锡膏。
2.易造成锡桥。
3.依此应为不合格。
偏移大于15%焊盘A>15%W偏移小于15%焊盘偏移大于15%焊盘3.1.7 LEAD PITCH=0.65MM之锡膏印刷标准图 19标准:1.各锡块印刷均匀且100%覆盖于焊盘之上。
2.锡膏成形佳,无崩塌现象。
3.锡膏厚度在。
4.依此应为标准的要求。
图 20 合格:1.锡膏成形佳。
2.厚度合乎规格,。
3.偏移量小于10%焊盘。
4.依此应为合格的参考。
图 21 不合格:1.锡膏印刷之偏移量大于10%焊盘宽。
2.经回流炉后易造成短路3.依此判定为不合格。
3.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准图 22标准:1.各锡块印刷成形佳,无崩塌及缺锡。
2.锡膏100%覆盖于焊盘之上。
3.锡膏厚度。
4.依此应为标准的要求。
偏移少于10%焊盘偏移量大于10%W图 23 合格:1.锡膏成形虽略微不佳,但厚度于规格,7MILS。
2.锡膏无偏移。
3.Reflow之后无焊接不良现象。
4.依此应为合格。
图 24 不合格:1.锡膏成形不良且断裂。
2.依此应为不合格。
3.1.9 Termination Chip & SOT锡膏厚度的标准图 25CHIP 1608,2125,3216:1.锡膏完全覆盖焊盘。
2.锡量均勻,厚度8~12MILS。
3.成形佳。
图 26 SOT,MINI MOLD零件锡膏厚度:1.一般厚度規定为8~12MILS。
2.建议使用10MILS。
锡膏崩塌且断裂不足图 27 MELF,DIODE,MELM锡膏的外观:1.一般厚度:8~12 MILS。
2.建议至少10mils以上有较好的fillet。
3.1.10 IC-零件的锡膏厚度标准图 28PITCH=1.25MM:1.一般厚度:8~12Mils。
2.建议使用10Mmils。
3.若有小于P=之零件,可加大10%锡面积。
4.适用零件有: Pitch=的IC: 有SOIC, PLCC, SOCKET,SOJ。
图 29 PITCH=~1.0MM的锡膏外观:1.一般厚度=6~10Mils。
2.建议厚度8Mils。
图 30 PITCH=0.7MM零件的锡膏外观:1.一般厚度=6~10 Mils。
2.建议使用厚度7 Mils最佳。
图 31 PITCH=0.65MM:1.一般厚度:6~10 Mils。
2.建议使用~ Mils最佳。
图 32 PITCH=0.5MM锡膏的规格:1.厚度:一般为6~10 Mils之间。
2.建议使用~ Mils最佳。
点胶标准3.2.1 Chip 1608,2125,3216点胶标准图 33标准:1.胶并无偏移。
2.胶量均匀。
3.胶量足,推力足,在仍然未掉件。
4.依此为标准要求。
标准规格PA BC<1/4P图 34 合格:1.A为胶的中心。
2.B为焊盘的中心。
3.C为偏移量。
4.P为焊盘宽。
5.C<1/4P,且因推力足、胶均匀。
6.依此判定为合格。
图 35 不合格:1.胶量不足。
2.两点胶量不均。
3.推力不足,低于即掉件。
4.依此判定为不合格。
3.2.2 CHIP 1608,2125,3216点胶零件标准图 36标准:1.零件在胶上无偏移。
2.依此判定为标准要求。
图 37合格:1.偏移量C<1/4W或1/4P2.依此判定为合格。
胶量不均,且不足C<1/4W or 1/4P图 38 不合格:1. P 为焊盘宽。
2. W 为零件宽。
3. C 为偏移量。
4. C>1/4W 或1/4P 。
5. 依此判定为不合格。
3.2.3 SOT 零件点胶标准图 39标准:1. 胶量适中。
2. 零件我偏移。
3. 推力正常,于不掉件。
4. 依此应为标准要求。
图 40合格:1. 胶稍多但未沾染焊盘于元件引脚。
2. 推力足。
3. 依此应为合格。
图 41 不合格: 1. 溢胶,造成焊锡不良。
2. 依此判定为不合格。
PW C>1/4W or P 溢胶影响焊锡性3.2.4 MELM圆柱形零件点胶标准图 42标准:1.胶量正常,直径~之间。
2.胶高度在~之间。
3.两胶之间恰有约10%零件外径的间隙。
4.如此推力在仍未掉件。
5.依此应为标准之要求。
图 43合格:1.胶之成形不甚佳。
2.胶稍多,但不會造成溢胶等有害品质问题。
3.依此应为合格。
图 44 不合格:1.胶偏移量>1/4W。
2.溢胶,致沾染焊盘,影响焊锡性。
3.依此不不合格。
3.2.5 方形零件点胶标准溢胶图 45 1. 零件我偏移。
2. 胶量足,推力够。
3. 依此应为标准的要求。
图 46 合格:1. 偏移量C<1/4W 或1/4P 。
2. 交量足,推力够。
3. 依此应为合格。
图 47 不合格:1. 胶偏移量1/4W 以上,有一点偏离零件之外。
2. 推力不足,。
3. 依此应为不合格。
. MELF ,RECT.柱状零件点胶标准C<1/4W偏移图 481.两点胶均匀且清楚。
2.胶点直径在~之间。
3.推力足够,。
4.依此应为标准的要求。
图 49合格:1.依此应为合格。
图 50 不合格:1.溢胶,沾染焊盘。
2.胶点模糊(成型不佳),胶量偏多。
3.依此应为不合格。
3.2.7 MELM柱状零件点胶标准图 51标准:1.零件我偏移。
2.推力。
3.依此应为标准的要求。
溢胶图 521.偏移量C<1/4P。
2.胶量足,无溢胶。
3.依此应为合格。
图 53 不合格:1.T:零件直径。
2.P:焊盘宽。
3.C=偏移量>1/4P或1/4T。
4.依此应为不合格。
3.2.8 SOIC点胶标准图 54标准:1.胶量均匀。
2.胶之成形良好。
直径~,高度。
3.胶无偏移。
4.依此应为标准的要求。
图 55合格:1.胶量偏多,但溢胶未污染焊盘。
2.依此应为合格。
C>1/4T或1/4PT胶稍多不影响焊接图 56 不合格:1.溢胶沾染焊盘。
2.溢胶沾染测试孔。
3.依此应为不合格。
3.2.9 SOIC点胶零件标准图 57标准:1.零件无偏移。
2.胶量标准。
3.推力正常,。
4.依此应为标准的要求。
图 58合格:1.偏移量C<1/4W。
2.推力足。
3.依此应为合格。
图 59 不合格:1.P:焊盘宽。
2.W:零件脚宽。
3.C:偏移量。
4.C>1/4W。
5.依此应为不合格。
溢胶沾染焊盘及测试孔推力足C>1/4W3.2.10 Chip 1608,2125,3216,MELF胶点尺寸外观图 60规格:1.直径:~2.高度:~。
3.承受推力:。
4.胶种类:IR-100等已认可之胶。
图 61规格:CHIP,SOT一般规格1.相同于,SOT零件外观规格。
图 62 MELF,MELM,陶瓷电容:1.直径:~。
2.高度:~。
3.承受推力:~。
4.胶的种类:一般已认可之胶。
3.2.11 SOIC胶点尺寸外观图 63SOIC,一般Melf零件通用:1.直径:~。
2.高度:~。
3.可承受推力:。
4.胶的种类:一般已认可之胶。
图 64MELF胶的外观:1.相同于IC之规格。
2.两点间有10~20%零件外径之间隔。
4.附录无。
5.参考文献制定本标准参考的一些文献,但没有直接引用里面的条文:序号编号或出处名称。