工艺文件编号规则n
工艺指导书编号办法

1.目的为工艺指导书的编号提供指导。
2. 适用范围3.术语无4. 责任IE部门负责编制工艺指导书的编号方法,运营部经理进行批准。
5. 规定5.1 工艺指导书的编号有四个部分组成,如下:文件代号+ 产品型号+ 工序名称号+ 工序号5.2文件代号即工艺指导书的缩写PIS.5.3 产品型号(详见产品型号及零件编号方法)由于产品型号中已将结构相同,而颜色不同的座椅用不同型号区分(如E60MB和E60MS),但其工艺操作是完全相同的,所以在此处的产品型号可统一用E60M代替。
5.4工序名称号用工序名称的英文字母的缩写表示,一般只用两个字母表示。
5.5工序号为同一工序的不同顺序号,一般用三位数字表示,从001开始,依次递增。
6. 其它适用资料/备注座椅零部件编号方法 IEP04-W01工艺指导书程序 IEP097. 存档文件无8.更改服务IE部负责组织有关部门对本办法每年评审一次,需要更改时,由IE部进行更改。
9.分发质量部,生产部,物流部。
10.附件无1.PurposeTo provide the instruction for making the Process Instruction Number Method.2. Applicability3. TermsN/A4. ResponsibilitiesThe Process Instruction Number Method is edited by the IE Department, approved by the operation manager.5. ProvisionsThe Process Instruction number is made up of by four parts, it follows:File Digit + Product Type + Procedure Title + Procedure Number.5.2 File Digit is the abbreviation (PIS) of the Process Instruction.5.3 Product Type (detail to see the Product Type and Parts Number Method). Because the product type has made the same type and the same color seats divided (Such as E60MB and E60MS). But the Process Operation is the same. So the Product Type here can be placed by the E60M at the same time.5.4 Process Name is expressed by the abbreviation of English characters of Process Name. Generally use two characters.5.5 Procedure Number is the different serial number of the same process. Generally use three characters, and start from 001.6. Other applicable data/remarksSeat Parts Number MethodProcess Instruction Preparation Control Procedure 7. Stored documentsN/A8. DistributionIE Department shall review it once per year, and revise it if required.9. AttachmentQuality Department, Production Department, Material Logistics Department.10. AttachmentN/A。
文件编制格式及编码规则1

A CFC 第一次发布版本状态修订编制人审核人批准人批准日期中核动力设备有限公司南京分公司文件编码文件名称:部门文件编制格式及编码规则管理规定文件类型文件分类技密级别所属专业发布单位质量管理部编制部门部门内部标识码适用范围质量管理部xxxxxxxx 中核动力设备有限公司南京分公司版权说明:此文件内容属中核动力设备有限公司南京分公司所有,未经同意不得引用、复制、借阅、发表。
目录1.目的 (4)2.适用范围 (4)3.参考文件 (4)4.程序管理 (4)5.职责 (4)5.1质量管理部 (4)5.2综合管理部 (5)5.3文件编制部门 (5)6.详细描述 (5)6.1文件的编制格式 (5)6.2文件编码规则 (10)6.3文件内部标识码编码规则 (10)7.附录 (10)1.目的为了便于文件的管理和控制,统一中核动力设备有限公司南京分公司(以下简称南京分公司)各部门文件格式、标识,规范化、标准化管理生产管理活动中的每份文件,特制定本规定。
2.适用范围本程序适用于南京分公司各部门产生的所有与生产活动有关的管理性、技术性文件(另有规定文件除外),包括但不限于部门制度、程序、规程、工艺技术文件等。
其它文件可参考使用。
3.参考文件1)Q/SQY·G08-0000-2012/A 《质量手册》2)QP/SQY.G08-3000-2012/A 《民用核安全机械设备制造质量保证大纲》3)Q/SQY·G08-401-2012/A 《文件控制管理程序》4.程序管理本程序由质量管理部编制、修订和解释,并具有以下签名:编制:编制人;审核:质量管理部负责人;批准:主管经理。
5.职责5.1质量管理部1)负责文件编制格式及编码的统一管理;2)负责文件符合性的审查;3)负责对文件编码进行准确性检查;4)负责范围内文件内部标识码流水号的管理。
5.2综合管理部1)负责文件格式的审查;2)负责文件的印制、装订、存档。
机械、工程、工艺图样代号编制规则
机械、工程、工艺图样代号编制规则本规则的编制目的是使公司的机械图纸代号、工程图纸代号、工艺图纸代号得到统一,便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则编制参照了《JB/T5054.8》、《JB-T9164-1998工艺装备编号方法》等,同时根据公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属于技术部。
1、图号编制可采用下列字符。
〜9阿拉伯数字A-Z拉丁字母(O、1除外)•短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JBZT5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
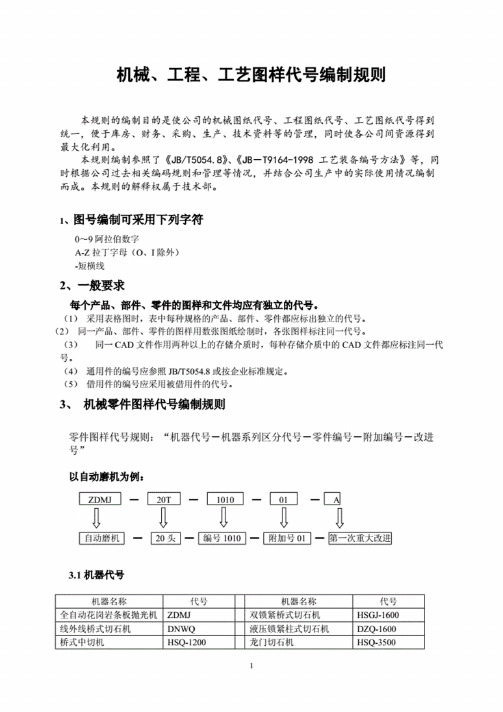
3、机械零件图样代号编制规则零件图样代号规则:“机器代号一机器系列区分代号一零件编号一附加编号一改进号”以自动磨机为例:3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200龙门切石机HSQ-35OO单刀横切机DDHQ手摇切边机HSQB烧花机SHJ矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500电脑仿型线条机DNFX异形磨边机HSMB-38OO手扶磨光机HSM-260A磨台HSM-260B工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,】再进行修改。
2、本规她正式实施后,机器的代号均由4位拉丁字母组成,并且不能以上述代号重复。
3、每种新机器研发成功后,都应该将代号补充到上表内。
工艺标准文件编号方法
Q/WCYG 潍柴动力扬州柴油机有限责任公司企业标准Q/WCYG 005-2011技术文件编号规则工艺文件编号规则潍柴动力扬州柴油机有限责任公司发布企业标准登记表前言本标准制定时参照了GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》和JB/T 9166-1998《工艺文件编号方法》,并结合了本公司的实际情况。
本标准由技术管理部提出并归口。
本标准起草单位:工艺技术部。
本标准主要起草人:孙荣明。
本标准于2011年02月首次发布。
技术文件编号规则工艺文件编号规则1 范围本标准规定了工艺文件的编号规则和要求。
本标准适用于本公司各类工艺文件的编号。
2 一般要求2.1 凡定型产品的工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小单位工艺文件,如某个零件的铸造作业指导书、机械加工作业指导书、机械加工控制计划等均为能单独使用的最小单位工艺文件。
2.2 当同一文件由数页组成时,每页都应填写同一编号。
2.3引证和借用某一工艺文件时应注明其文件编号。
2.4 当某一工艺文件作废时,其文件编号即行作废。
3 编号规则3.1工艺文件的编号方法由工艺文件特征号和登记顺序号两部分组成,两部分之间以短横线隔开(见图1)。
分类号(可选)登记顺序号工艺文件特征号图13.1.1 工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,由四位数字组成(见图2),前两位为工艺文件类型代号,按表1规定,后两位为工艺方法代号,按表2规定。
工艺方法代号工艺文件类型代号图23.1.2 登记顺序号由三位数字组成,在每一工艺文件特征号内由001开始连续递增。
3.1.3 试制工艺文件在工艺文件编号前加“S”,形成正式工艺后,取消“S”。
3.1.4 对产品工艺流程长,工艺种类多的工艺文件,为便于文件分类管理、编制,允许在登记顺序号后加分类号(见图1),两部分之间以短横线隔开,分类号由三位数字组成。
文件编号及格式规定
文件编号及格式规定文件编号批准日期生效日期等级版本修改状态总页数正文附录编制审核批准关联文件编号:文件编号及格式规定共页第页版次:A/0 页版号:修改记录页号页版修改内容修改人批准人修改日期版次:A/0页版号:0031 目的规范文件编写,以求文件格式与风格的统一。
2 范围适用于本公司除外来文件、图纸、工艺文件等之外的所有文件的编号与编写。
3 职责3.1管理性文件,体系文件,技术文件的文件管理负责人由管代、技术负责人担当;3.2一般性文件,通知,会议记录等的文件管理负责人由关联部门领导指定的人员担当;3.3文件管理负责人负责对文件进行编号,并对编号的唯一性负责。
并保证文件编号、书写符合本规范。
4 工作内容4.1文件编号的标记方法4.1.1标记在显眼的位置。
原则上为纸的右上角。
4.1.2原则上当一个文件有多页时,每页都要标记上编号。
4.1.3原则上在版面的右上角还应标上版次,左上角标上页号。
4.2文件种类的划分表1文件种类文件的种类对象文件类别代码性质编号方法体系文件质量手册、程序文件、质量环境管理方针、目标见表2 一级文件见§4.3 规程文件操作规程、规范见表2二级文件见§4.3 作业标准通用标准(含外来文件)见表2 二级文件见§4.3 设计文档图表、规范书、说明书、设计书等SM 二级文件见§4.3 质量记录产品质量环境记录、通用记录JL 三级文件见§4.4其它业务通知行政通知,人事通知财务通知,市场,商务,支撑通知质量检查通知,技术通知等TZ 三级文件见§4.4 技术报告技术报告、普通报告、调查报告等BG 三级文件培训资料公司内培训资料顾客培训资料PX 三级文件目录、手册销售资料(产品手册等)其它资料(公司介绍手册等)ML 三级文件上记以外的文件产品业务文件产品外业务文件(联络书,说明书,议事录发送件,报告书等)NT 三级文件4.3 体系文件的编号办法4.3.1 体系文件必须按本规定进行编号,编号应便于识别,•统一打印在文件的右上角。
标准和工艺文件编号方法
南京新宁铝轮有限公司 技术标准
批准
审
公司内部标准和工艺
文件 编号方法
核
起草
编号: QB/XN-N1302-99 版本号: A 版
第2页 共4页
4。2 公司标准和工艺文件特征号包括公司部门代号和登记顺序号版本号两部分,公司部门
代号由两位数字组成,登记顺序号一般由 01 开始,连续递增,位数多少根据需要决定,版本号
5.4 不同公司部门代号的标准或工艺文件,不能登记在同一张登记表中。
6 公司标准和工艺文件编号举例
A 公司标准编号
公司内部标准和工艺文件编号方法 QB/XN—N1302—99
销售合同评审
QB/XN-N1201-99
B 工艺文件编号
铝车轮机加工工艺卡片
XNGY-23-7787801
设备维护保养规程
XNGY-29-04
由 A、B、C…本号
公司部门代号
4.3 各部门和车间的工艺卡片编号引用工艺文件编号,登记顺序号引用产品编号中的前六位
数字和机加工工序号.
5 代号编制规则和登记方法
5.1 公司部门代号按表一规定.
5.2 登记顺序号由公司标准部门统一给定。
5.3 公司标准或工艺文件编号时需要登记,登记表推荐在附录 A 中.
由企业标准代号(QB/XN)加标准特征号加制定年份号和版本号,各部分之间用短划“—" 隔开。
QB/XN ××××—××A
制定年份号版本号 标准特征号 4。1。2 工艺文件的编号 由“新宁工艺”缩写(XNGY)和工艺文件特征号组成,两部分之间用短划“-"隔开. XNGY—××—××A
登记顺序号版本号 公司部门代号
南京新宁铝轮有限公司 技术标准
产品文件的齐套及工艺文件编号编制规定
文件编号:CH/MG/TH-023 版本号:V1.0产品文件齐套、工艺文件编制及管理规定1.目的对产品文件编制种类进行规定,对产品文件体系进行规划,以保证按此文件体系编制产品文件能满足生产所需,而不发生或少发生内容衔接不够或内容缺失等现象。
2.产品文件齐套2.1 我公司生产的产品,一般情况下建立如下几类文件,才能开始批量化生产。
每类文件归为一册。
每册内容如下:第一册、外来技术文件(电气及结构部分的设计文件、软件、技术性能指标等)第二册、元件表(含采购清单、外协结构件清单)第三册、生产工艺文件第四册、调试规范(整机的调试文件)第五册、检验规范(含过程检验文件、整机出厂检验文件)2.2 海兰仕廉公司技术类文件要求:2.2.1 外来的技术文件,除结构类图纸外,一般情况下不为公司内部使用的技术文件。
需要经过技术组的转化,转化为适用于生产的技术文件。
2.2.2 外来的技术文件,先交质量部文件管理人员归档,归档文件复印件交技术人员审查,是否适合于生产使用。
依据外来技术文件制定公司内部使用的工艺文件,调试规范,检验规范,元件表等。
2.2.3 技术人员制定的文件需要符合质量部的文件格式要求,统一文件格式。
经过编制、审核、标准化、批准签字之后,才能归档。
2.2.4 归档之后,质量部将相关文件,发放到相关文件使用部门。
注:如果外来技术文件进行了换页,质量部只需将所换页发给技术组,由技术组判定是否需要做技术转化,如无需转化,质量部可直接发放到相关部门使用;如果需要转化,则要按文件转化流程执行。
3.产品工艺文件编制及管理规定3.1 适用范围本规定适用于本公司计划生产的新产品。
3.2 引用文件SJ/T10320-1992 工艺文件的格式SJ/T10324-1992 工艺文件的成套性SJ/T10375-1993 工艺文件格式的填写SJ/T10462-1993 工艺管理常用图形符号SJ/T10631-1995 工艺文件的编写SJ/T10531-1995 工艺文件的更改3.3 一般要求1) 产品工艺文件是组织生产,指导生产,进行工艺管理,质量管理和成本核算等主要技术依据。
工艺文件管理制度3-工艺文件格式

Q/VD企业标准工艺文件管理制度第3部分:统计类工艺文件格式及编写规则前言本标准规定了工艺文件的管理办法,是编制工艺文件的依据。
本标准由5部分组成。
—第1部分工艺文件的完整性—第2部分工艺文件编制的一般要求—第3部分统计类工艺文件格式及编写规则—第4部分规程类工艺文件格式及编制规则—第5部分工艺文件签署规定本部分标准是《工艺文件管理制度》的第3部分,统计类工艺文件格式及编写规则本部分起草单位:设计部本部分主要起草人:工艺文件管理制度第3部分统计类工艺文件格式及编写规则1范围本标准规定了统计类工艺文件格式及填写规则。
2引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改(不包括勘误的内容)或修订版均不适应于本标准,凡是不注日期的引用文件,其最新版本适用于本标准。
3格式工艺文件目录 Q/G—51工艺总方案 Q/G—52产品工艺路线表 Q/G—53主要材料消耗工艺定额明细表 Q/G--54主要材料消耗工艺定额汇总表 Q/G—55辅助材料消耗工艺定额汇总表 Q/G—56工艺装备明细表 Q/G—57关键工序明细表 Q/G—58外协件明细表 Q/G—594填写规则4.1 工艺文件目录4.1.1 用途用于编写工艺文件总目录或编写装订成册的工艺文件目录。
4.1.2 填写方法工艺文件目录填写方法见表1。
用于编写工艺文件总目录时,按完整性要求填写,用于编写工艺文件目录时,按产品零、部、组件代号的顺序填写。
4.2 工艺总方案4.2.1 用途工艺总方案是对产品工艺准备工作起指导作用的纲领性文件,也是制定生产计划、估算成本的重要参考文件。
4.2.2 填写方法工艺总方案见表2。
Q/G—52用于填写产品研制、工艺准备的数据统计, Q/G—52a用于编写工艺总方案文字内容部分。
4.3 产品工艺路线表4.3.1 用途产品全部零、部、组件(设计部门提出的外购件除外)在生产过程中所经过工种的工艺流程,供工艺部门和生产计划调度部门使用。
工艺文件编号方法
工艺文件编号方法(企业标准)1.范围本标准规定了公司常用工艺文件的编号原则。
本标准适用于公司常用工艺文件的编号。
2.规范性引用文件GB/T4863-2008机械制造工艺基本术语GB/T24735-2009机械制造工艺文件编号方法3.术语和定义3.1通用工艺文件能为几种产品所公用的工艺文件。
3.2专用工艺文件专为某一产品所用的工艺文件。
4总则4.1分类原则4.1.1科学性应选择工艺文件最稳定的本质属性或特征作为分类的基础和依据。
4.1.2系统性工艺文件属性或特征应按一定排列顺序予以系统化,并形成一个科学的分类体系。
4.1.3扩展性新增加工艺文件时,应保持已建立的文件分类体系,还应为下一级工艺文件管理系统扩展创造条件。
4.1.4兼容性应与相关标准(包括国际标准)协调一致。
4.1.5综合实用性工艺文件分类要从系统工程角度出发,应适应企业信息化管理与应用的特点和要求及企业相关文件管理的规定。
4.2编号原则4.2.1唯一性凡正式工艺文件都必须具有独立的编号,同一编号只能授予一份工艺文件。
注:一份工艺文件是指能单独使用的最小工艺文件,如某个零件的铸造工艺卡、机械加工工艺过程卡、机械加工工序卡等均能为单独使用的最小工艺文件。
4.2.2合理性工艺文件的编号结构应与分类体系相适应。
4.2.3扩充性工艺文件的编号应留有适当的备用代号,以便适应不断扩充的需要。
4.2.4简明性编号结构应尽量简单,长度尽量短,以便节省机器存储空间和减少差错率。
4.2.5规范性在同一类工艺文件中,编号的类型、编号的构成以及编号的编写格式应当统一。
5工艺文件分类5.1通用工艺文件分为一般通用工艺文件、典型工艺文件、成组工艺文件三类(见表1)。
5.2专用工艺文件分为管理性工艺文件、生产性工艺文件、工艺装备工艺文件三类(见表1)。
6.编号方法6.1编号的组成6.1.1工艺文件编号采用并置码形式,一般由企业代码、企业文件类型代码、工艺文件分类码、顺序码、产品代码、零部件编号、阶段号、和版本号等几部分组成。
工艺文件编写规范

4.1.4作业指导书编写格式:
4.1.4.1表头为公司标志(Times New Roman五号黑体上英文下中文,中间横线为红色,英文字母i字点为红色);接下主题(作业流程图)为小初号加粗字体。
4.1.4.2第2行为小三号黑体,内容为作业指导书英文名全称。
文件名称:
工艺文件编写规范
生效日期:
1.0目的:以标准统一格式来规范文件编写,确保文件编写规范,体现工艺文件格式化与实用性。
2.0适用范围:适用于工艺文件的编写与编写格式。
3.0职责:
3.1工程部:负责工艺文件的编写、整理、修改、备份存档。
3.2ISO办:负责工艺文件的分发、回收、改版、保存、销毁。
4.1.4.3.4表内右边表框为绘编作业过程示意图,示意图的对应作业点要做对应文字标注。
4.1.4.3.5表内右下边第1栏为(作业类别),写有项目:焊锡(S)、装配(A)、品质检查(Q)、包装(P)、修理(RP)、加工(R)、插件(B)、点焊(SW)或对应岗位的作业类别标称并在项目前加选项框(□),并打上“√”。
4.6文件更改/分发、保存流程:按《文件控制程序》4.2、4.3相关项执行。
文件名称:
工艺文件编写规范
生效日期:
5.0附件:
文件编号编写规范:
TW--MI--X X—X X X X X X
产品型号
产品类别代号
产品类型代号
部门代号
文件代号
公司代号
说明:A、“部门代号”为编写文件的部门代号。例如:工程部代号------PE。
4.1.5SMT作业指导书编写格式:
4.1.5.1表内左边第1行为(贴片位置使用元件说明),第3行第1列为(序号),是编写位置元件序号;第2列为(元件型号/规格),是编写作业位置的元件型号/规格;第3列为(用量),是编写元件用量;第4列为(位置),是编写元件的贴装位置;第5列为(备注),用于相对应栏注解。
产品图、工装、通用件、工艺工序号的编号规则
产品图、工装、通用件、工艺工序号的编号规则产品图、工装、工艺的编号规则本规则的编制目的是使全公司的工装编号得到统一、便于库房、财务、采购、生产、技术资料等的管理,同时使各公司间资源得到最大化利用。
本规则的编制参照了《JB-T9164-1998 工艺装备编号方法》,同时根据本公司过去相关编码规则和管理等情况,并结合公司生产中的实际使用情况编制而成。
本规则的解释权属技术部。
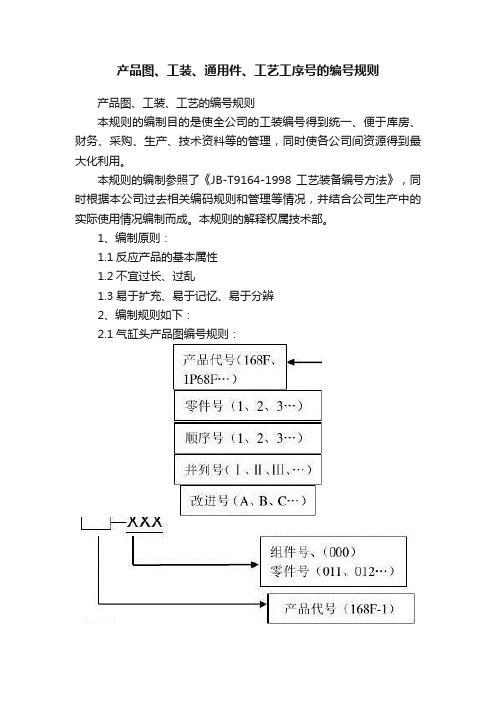
1、编制原则:1.1反应产品的基本属性1.2不宜过长、过乱1.3易于扩充、易于记忆、易于分辨2、编制规则如下:2.1气缸头产品图编号规则:2.1.1编号规则说明:2.1.1.1本编制规则适用于本公司生产的各产品。
2.1.1.2 前面为产品型号,中间隔以短横,后面为基本号。
2.1.1.3 000为组件总成图。
2.1.1.4 010给予该组件内最大零件,例:168F-1汽缸头为:168F-1-0102.1.1.5 001-009为预备用号。
如分组内简图,座圈导管气道关系图、毛坯图等。
例:毛坯图为:001。
2.1.1.6依据隶属关系编零件图号,例:168F-1进气座圈为168F-1-011,依次类推。
2.2 工装代号的构成2.2.1工装代号编号规则说明:2.2.1.1类别号:D :代表刀具; L :代表量具; F :代表辅具,J: 代表夹具。
2.2.1.2顺序号、零件号:采用自然数1、2、3…。
2.2.1.3并列号:采用罗马数字Ⅰ、Ⅱ、Ⅲ、…。
2.2.1.4改进号采用英文大写字母A 、B 、C …。
2.3通用工装代号编制方法:2.3.1通用工装编制说明 2.3.1.1 T 表示通用2.3.1.2 类别号同工装类别号,见2.2.1.1。
2.3.1.3 特征代号见表2表2表32.4工艺代号、工序号编制方法:2.4.1 专用工艺代号编制方法:2.4.2每套工艺规程目录下的工序号以自然数5、10、15..递增;每个工序号间预留四个序号,以满足增加工序时使用;2.4.3在工序号后加大写字母G(如:10G),代表此工序为关建重要工序;2.4.4通用、辅助、检验工艺代号编制方法:G——代表工艺2.4.4.1类别号采用英文大写字母T、F、J;通用工艺——字母T表示辅助工艺——字母F表示检验工艺——字母J表示2.5为避免各分厂区编号重复,特进行编号分段,环泰顺序号取0—100,凯嘉顺序号取1012—200,用满后再往后选取。
工艺文件编号规则(质管部)

一.工艺文件简号二.工艺文件的成套性注:1、表中“●”为必须编制的工艺文件。
2、表中“○”为可根据需要编制的工艺文件。
3、格式4、5、6三种形式,可根据装配工艺的编制需要,任意选用。
三.工艺文件的编号1.专用工艺文件的编号1)编号的组成专用工艺文件的编号由设计文件编号及工艺文件简号组成。
整机工艺文件编号:①XXXXX —XX XXX产品型号设计文件简号工艺文件简号设计文件编号②部件(组件)工艺文件编号:XXXXX — XXXX XXX产品型号名称编码工艺文件简号设计文件编号(外部编码)2)编号组成说明①设计文件的零件图编号,见《结构件、包装件编号规则及类别代码表》。
②工艺文件的简号见表中规定。
3)编号的扩展号方法①一般情况下,对应一份设计文件编制一份工艺文件,编一个编号。
②对于装配件较多的整件或大部件,因工艺需要,将其中部分装入件组成小部件后装入时,可单独编制分工艺文件,其编号由该整件或大部件工艺文件的编号、分工艺序号和工艺文件简号组成。
如当大部件中可组成的小部件有二个时,其各自的编号分别为“XXXXX-XXXX XXX-1”、“XXXXX-XXXX XXX-2”(其中-1、-2为分工艺文件序号)。
2.典型及管理型工艺文件的编号1)编号形式由企业代号、分类简号和登记顺序号组成,其组成形式见下:XX — XX XXX登记顺序号分类简号企业代号2)编号组成说明①企业代号,用大写英文字母“KK”表示康佳集团公司。
②分类简号,由汉语拼音字母组成,用“DY”表示典型工艺文件,“GY”表示管理型工艺文件。
③登记顺序号,是指同一分类简号的不同工艺文件,由三位阿拉伯数字组成。
第一个典型或管理型工艺文件用001表示,第二个用002表示,以次类推。
3)示例例1:KKDY012 《表面贴装工艺技术要求》表示该《表面贴装工艺技术要求》是康佳集团公司第12个典型工艺文件。
例2:KKGY001 《样板管理方法》表示该《样板管理方法》是康佳集团公司第一个管理型工艺文件。
工艺文件编号方法新版07
工艺文件编号方法新版07Q/SQR工艺文件编号方法奇瑞汽车有限公司发布4、在第5.3.1条进行修改5、第5.3.3条删除,内容融合到第5.3.2条中。
本标准首次发布日期为1997年09月15日。
本标准所代替的历次版本发布情况为:QB.06.001-1997、Q/SQR.06.001-2001、Q/SQR.06.001-2003、Q/SQR.06.001-2004。
工艺文件编号方法1 范围本标准规定了公司常用工艺文件的编号方法。
本标准适用于公司常用工艺文件的编号。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
JB/T 9165.2——1998 工艺规程格式JB/T 9165.3——1998 管理用工艺文件格式3 总则3.1 凡正式工艺文件都具有独立的编号。
同一编号只能授予一份工艺文件。
(一份工艺文件是指单独使用的最小单位的工艺文件)3.2 当同一工艺文件由数页组成时,每页都应填写相同的工艺文件编号。
(仅指APQP(Advanced Product Quality Planning)的工艺文件)3.3 引征和借用某一工艺文件时应注明其编号。
3.4 工艺文件的编号应按JB/T9165.2——1998《工艺规程格式》和JB/ T9165.3——1998 《管理用工艺文件格式》中规定的位置填写。
临时性工艺文件的编号可参照以下工艺文件编号方法来编号。
4 编号的组成4.1 由产品代号(产品型号)加工艺文件类型代号加登记顺序号组成,各部分之间用“—”隔开各工艺文件封面编号规则如下(除APQP产生的工艺文件):××—×登记顺序号工艺方法代号工艺文件类型代号产品代号4.1.1 登记顺序号:从1开始连续递增,位数多少根据需要决定。
技术文件编号规范
技术文件编号规范1目的为了进一步统一技术文件的编号,便于企业内外的协作、交流,对技术文件编号方法进行科学、合理的规定。
2范围本标准>标准适用于公司各类技术文件的编号。
3总则3.1凡正式的技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
注:一份技术文件是指能单独使用的最小单位技术文件,如某个零件的铸造工艺卡片,机械加工工艺过程卡片,机械加工工序卡片等均为能单独使用的最小单位工艺文件。
3.2当同一文件由数页组成时,每一页都必须填同一编号。
3.3引证和借用某一技术文件时应注明其编号。
3.4工艺文件的编号应按规定的位置填写。
4技术文件的分类及编号技术文件分为四类:工艺基础性文件、工艺装备类文件、工艺设备类文件和技术标准。
4.1工艺基础性文件工艺基础性文件主要包括工艺规程、工艺过程卡片、工艺卡片、工序卡片、检验卡片、作业指导书等。
4.1.1编号的组成工艺基础性文件编号由特征号和顺序号组成,两部分之间用短划“-”隔开,如下所示:××××-×××顺序号特征号,由工艺文件类型代号和工艺方法代号组成4.1.2工艺基础性文件的类型常用工艺基础性文件类型及代号参见表1:表1工艺基础性文件类型及代号对照表序号代号类型名称序号代号类型名称0101工艺文件目录0932作业指导书0202工艺方案1033控制图0310工艺路线表1140零件明细表0420工艺规程1242外协件明细表0521工艺过程卡片1343外制件明细表0622工艺卡片1460工艺装备明细表0723工序卡片1564组合夹具明细表0825检验卡片1669工位器具明细表4.1.3工艺基础性文件的工艺方法常用工艺基础性文件工艺方法及代号参见表2:表2工艺方法及代号对照表序号代号类型名称序号代号类型名称0110铸造1148典型加工0211砂型铸造1249成组加工0313熔模铸造1360热处理0414金属型铸造1470表面处理0519泥芯制造1574发兰0630焊接1678油漆0740机械加工1779清洗0841单轴自动车床加工1890冷作、装配、包装0943齿轮机床加工1992装配1045数控机床加工2097包装4.2工艺装备类文件工艺装备类文件包括:冷热加工工装、刀具、辅具、夹具、量具以及检验夹具和测试装置等。
工艺文件编号规则-汽车行业

***有限公司《工艺文件编号规则》编制:审核:会签:批准:日期:工艺文件编号规则1、 总则1.1 常用工艺文件均应具有独立的编号,同一编号只能授予一类工艺文件; 1.2 同一份文件由数页组成时,每页均应填写同一编号;1.3 引证和借用某一工艺文件时,应注明其完整的名称和编号文件编号及工序号。
2、 规范性引用文件下列文件归于本文件的应用是必不可少的。
凡是注日期的应用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
***-ZZ-ZD-003B 《工艺文件管理办法》 3、 编号的构成工艺文件编号由公司代号(***)、车型代号、文件模块代号、文件名称代号及版本代号组成。
如图3.1所示。
4、 编号的编制规则 4.1 车型代号见下表4.1。
表4.1图3.1续表4.14.2 文件模块代号前两位字母为GY(工艺部门的缩写代号);后两位为工艺车间代号如表4.2。
4.3 文件名称代号由两个阿拉伯数字组成,详见表4.3。
4.4版本代号:版本更新依次用01,02,03……。
4.5记录表单的编号是出其出自文件编号后面加“-JL-***”(***为表单顺序号)。
如出自文件编号”***-A11-GYHZ -0901”的表单编号为“***-A11-GYHZ- 0901-JL-001”。
5、编号示例根据本编号规则,示例如下:A101车型工艺冲压控制计划01版:***-A11-GYCY-0401;A301车型工艺焊装作业指导书02版:***-A31-GYHZ-0302;C101车型总装生产工具明细表03版:***-C11-GYZZ-2303。
工艺编号管理制度
工艺编号管理制度第一章总则第一条为规范工艺编号管理,提高工艺流程管理效率,加强对工艺信息的追踪与管理,制定本制度。
第二条本制度适用于我司所有生产制造环节中涉及到的工艺编号管理工作。
第三条工艺编号应明确、准确、唯一,避免重复、混淆或遗漏。
第四条工艺编号管理应严格依据本制度执行,违反者将受到相应的处罚。
第五条工艺编号管理责任由相关部门负责,各部门要积极配合并共同维护管理制度的有效执行。
第二章工艺编号的设定第六条工艺编号由工艺管理部门负责设定,应具备唯一性、连续性和规范性。
第七条工艺编号应包括以下内容:产品类别、工艺类别、序号等。
第八条工艺编号应按照一定规则和流程进行设定,确保其准确性和有效性。
第九条工艺编号一经设定,不得擅自更改或废弃,如有必要,需经相关部门审批。
第三章工艺编号的管理第十条工艺编号管理应建立健全的档案管理制度,确保工艺编号的完整性和保密性。
第十一条工艺编号档案应及时、完整的记录工艺信息,便于查询和追踪。
第十二条工艺编号应定期进行审核和更新,确保其准确性和及时性。
第十三条工艺编号管理应遵循“先设定、后使用,先审批、后使用”的原则。
第四章工艺编号的使用第十四条工艺编号应按照规定的流程和标准进行使用,不得擅自变更或调整。
第十五条工艺编号的使用应保证生产流程的准确性和连续性,避免出现错误或混淆。
第十六条工艺编号的使用人员应具备相关的培训和资质,确保其熟悉操作流程和规定。
第十七条工艺编号的使用应定期进行检查和审核,确保其完整性和正确性。
第五章工艺编号的监督检查第十八条工艺编号管理部门应定期对工艺编号的使用情况进行监督检查,发现问题及时处理。
第十九条对于违反工艺编号管理制度的行为,应及时进行处理和整改,并记录在案。
第二十条工艺编号管理部门应定期开展工艺编号管理相关的培训和宣传活动,提高员工的意识和素质。
第六章处罚规定第二十一条对于故意或严重违反工艺编号管理制度的行为,将按照公司相关规定对责任人进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺文件编号规则
TY-JG-00
编制:刘仁宏
审核:李维虎
批准:尹晋宪
安徽江淮专用汽车有限公司
2008年月日
工艺文件编号规则
1 适用范围
本规则适用于各类工艺文件的编号。
2 总则
2.1 凡正式工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
2.2 引证和借用某一工艺文件时应注明其编号。
3 编号的组成
3.1 由产品型号加工艺文件特征号加登记顺序号组成,各部分之间用一字线隔开。
产品型号
3.2 产品型号栏填写相应产品的型号,对于通用的工艺文件用TY表示。
3.3 工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,每一部分均由两位数字组成。
3.4 登记顺序号在每一文件特征号内一般由1开始连续递增,位数多少根据需要决定。
4 代号编制规则和登记方法
4.1 工艺文件类型代号按表1规定。
4.2 工艺方法代号按表2规定。
4.3 工艺文件编号时应统一登记于工艺文件目录中。
4.4 经多处修改后重新编制的工艺文件在其原编号后加A、B、C等,以示区别。
5 工艺文件编号举例
HFC5250GJB1型混凝土搅拌运输车工艺路线:HFC5250GJB1-0900-1
机械加工通用工艺守则:TY-2940-2
HFC3072K1R1型工程自卸车涂装工艺:HFC3072K1R1-2278-3。