钛合金薄壁结构增材制造技术研究
钛合金增材制造技术研究现状及发展趋势
钛合金增材制造技术研究现状及发展趋势摘要:增材制造技术成型原理是通过计算机中生成部件的三维CAD模型,根据模型的尺寸数据采用激光、电弧等热源将原材料逐层堆积起来形成立体部件的技术,该技术的优点是工艺简单、生产成本低、适用范围广。
为抢占该技术的战略制高点,美国、欧盟、日本等国家相继出台相关政策扶持,有效促进了该技术的向前发展,中国、俄罗斯、新加坡等国也紧随其后,成立相关研究机构。
文中简要介绍了增材制造技术国内外发展团队及领头企业,综述了钛合金增材制造技术的发展现状,重点从钛合金成型工艺的优势及不足等方面分析研究了新进展,探讨了钛合金增材制造技术所面临的不足以及未来发展方向。
一、增材制造行业发展现状1.1 国外发展概况为抢占增材制造这一技术及产业发展的战略制高点,美国、日本、欧盟等主要国家和地区纷纷将增材制造列为未来优先发展方向,制定了发展规划及扶持政策。
美国增材制造研究所是该国制造业创新驱动下的第 1家研究所;德国、英国、澳大利亚、韩国等在各自的科技战略中,不约而同将增材制造作为突破的技术方向之一,有的还出台了相关的技术发展路线图;俄罗斯和新加坡等通过发布研究计划,支持包括增材制造在内的新型制造技术的发展。
1.2 国内发展现状我国增材制造起步于上个世纪90年代,代表性研究机构主要有西安交通大学、北京航空航天大学、西北工业大学、华中科技大学等,在国家和地方政府的支持下,在21世纪初期,部分科研院所就已初步实现了产业化,取得重大进展。
随后国内许多高校和研究机构也开展了相关研究,到2000 年初步实现了设备产业化,并接近国外产品水平,改变了该类设备早期依赖进口的局面。
在国家和地方的支持下,全国建立了20 多个服务中心,设备用户遍布医疗、航空航天、汽车、军工、模具、电子电器、造船等行业,推动了我国制造技术的发展。
但是,我国3D 打印技术主要应用在工业领域,没有在消费品领域形成市场;在产业化技术发展和应用方面落后于美国和欧洲;在技术研发方面,我国增材制造装备的部分技术水平与国外先进水平相当,但在关键器件、成形材料、智能化控制和应用范围等方面较为落后。
钛合金材料的加工制备工艺

钛合金材料的加工制备工艺随着科技的飞速发展,钛合金材料的应用范围越来越广泛。
从航空航天、船舶制造到医疗器械、汽车零部件,钛合金材料都有着广泛的应用。
然而,钛合金材料的加工与制备一直是一个难点,因为钛合金材料自身特性,一旦加工不当,容易导致材料破损,加工难度不小。
本文将从钛合金材料的特性、加工方法以及制备工艺等方面阐述钛合金材料的加工制备工艺。
一、钛合金材料的特性钛合金材料是一种轻量化高强度材料。
相比较于传统的钢材,钛合金材料的密度只有钢材的一半左右,而其强度却可以达到钢材的两倍以上。
因此,钛合金材料被广泛应用于航空航天、医疗器械以及汽车零部件等领域。
钛合金材料具有优异的耐腐蚀性,热膨胀系数小,抗疲劳强度高以及良好的生物相容性,这些特性使得钛合金材料成为各个领域中不可或缺的出色材料。
然而,由于钛合金材料的稳定化能力较差,其在高温高压下会出现氧化失稳的问题,导致加工困难。
另外,钛合金材料不耐磨、不耐热以及易于形变等特性也给其加工制备带来了一定的挑战。
二、钛合金材料的加工方法钛合金材料的加工方法主要包括热加工和冷加工两种方法。
热加工指的是在高温下对钛合金材料进行加工,通常采用的方法是锻造和粉末冶金。
锻造通过热加工的方式使得钛合金材料的组织变得致密,同时提高其塑性和韧性。
锻造方法可以分为等温锻造、非等温锻造以及等离子锻造等。
而粉末冶金的方法则是将钛合金材料的粉末加热后在高压下进行压制。
这种方法可以有效地保持钛合金材料的组织结构,同时还可以大大提高其抗腐蚀性和力学性能。
冷加工指的是在常温下对钛合金材料进行加工,通常采用的方法有剪切、压缩、拉伸等。
这种加工方法对钛合金材料的性质影响比较小,但是制备难度相对较大,需要借助一定的加工设备和工艺进行实现。
三、钛合金材料的制备工艺钛合金材料的制备工艺主要分为粉末冶金、铸造、化学气相沉积和喷雾沉积等几种方法。
粉末冶金是一种将钛合金材料的粉末进行混合后加热压制的方法。
这种方法可以制备出具有良好力学性能和抗腐蚀性能的钛合金材料。
大型复杂钛合金薄壁件精铸成形技术研究进展

大型复杂钛合金薄壁件精铸成形技术研究进展赵瑞斌【摘要】Large complex thin-walled titanium alloy precision casting is the most advanced technologies in the world of military and civil aviation field.This paper introduces its process flow, technical features and the domestic and international research frontier achievements. Combined with the most popular international computer numerical simulation and 3D print and other new technology, summarizes the research trend and development direction of this technology in China: theory research strengthen of the investment casting process, research of titanium alloy design and exploration of large thin wall complex higher performance of casting titanium alloy, construction of model library, development of automatic coating machine slurry and sanding process, better quality management and control of the whole process, more emphasis on application of 3D printing technology in the fields of the manufacture and investment casting process of titanium alloy.%大型复杂薄壁钛合金精密铸造技术是当今世界军用与民用航空领域的尖端技术。
钛合金薄壁零件加工工艺技术研究
钛合金薄壁零件加工工艺技术研究摘要:随着社会对钛合金材料需求的不断增加,钛合金零件加工技术的进步和发展受到了广泛的关注和重视。
分析现有加工技术的优势,充分发挥其优势,结合实际技术问题,解决有针对性的问题,提高产品的可靠性,将质量提高到一个新的高度,是保证行业稳定发展的前提,也是为长远发展提供技术支持。
关键词:钛合金;零件;加工;工艺;结合钛合金零件的加工特点,对钛合金薄壁零件进行深入分析,通过切削刀具材料、刃磨角度、切削要素、加工流程、浇注方式和夹紧力的制定等参数选择,解决钛合金薄壁零件精度高、难加工和易变形的切削难题。
提高零件加工质量,从而达到保证零件尺寸精度及形位公差的目的。
一、钛合金薄壁零件加工难点1.材料组织切削加工性差。
钛合金材料组织复杂,亲和力大,晶格原子不易脱离平衡位置,切削时使切削温度大幅提高,刀具易磨损。
2.材料加工切削温度高、刀具磨损快。
钛合金材料的零件加工时,切削区温度远高于其他材料的温度,材料的导热系数小于不锈钢和高温合金的导热系数,散热条件差,使切削区温度迅速上升,积于切削刃附近不易散发,造成加工刀尖附近应力集中、刀具磨损崩刃,从而破坏零件加工表面质量。
3.材料加工切削用量要素难以控制。
在切削速度、走刀量、切削深度和机床振动等因素的影响下,加工薄壁钛合金零件时,切削过程中产生振动,使零件变形。
4.零件尺寸精度及形位公差不易保证。
钛合金材料价格较昂贵,主要用于产品中的精密结构零件,钛合金薄壁零件的尺寸精度、形位公差要求高,受工艺流程、加工工序的划分等因素的影响难以保证。
5.零件加工易变形。
零件壁薄、刚性差,每一次切削加工由于应力释放,造成零件变形,影响壳体零件尺寸精度及形位公差。
6.夹紧易变形。
薄壁零件定位装夹时,在径向夹紧力作用下产生变形,当加工完成后零件恢复弹性变形,产生椭圆变形造成尺寸超差报废。
通过以上对钛合金薄壁零件加工变形的分析,解决的主要措施概括起来就是:选择合适的刀具材料、刃磨角度、切削要素、加工工艺流程、热加工方法和正确的装夹方式等。
TIG增材制造TC4钛合金力学性能及工艺参数的影响规律
T C 4钛 合 金 增 材 制 造 成 型 零 件 力 学 性 能 的 影 响 规
律, 文 中以焊接 电流 、 焊 接速度 、 送 丝 速 度 及 层 问 间 隔 时 间 为 主 要 考 虑 的工 艺 参 数 。采 用 控 制 变 量 法 研
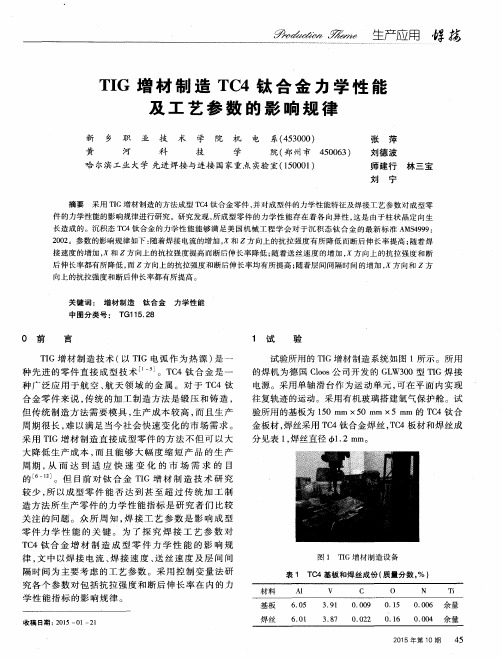
图1 T I G增 材 制 造设 备
表1 T C 4基 板 和 焊 丝 成 份 ( 质 量分 数 。 %)
2 0 0 2 。参数 的影 响规 律如下 : 随着焊接 电流的增加 , 和 z方 向上 的抗拉 强度有所 降低而 断后 伸长率提 高 ; 随着焊
接 速度的增加 , X和 z方 向上 的抗拉 强度提高而断后伸长率 降低 ; 随着送 丝速度 的增加 , 方 向上 的抗拉强度 和断 后 伸长率都有所降低 , 而 z方向上的抗拉强度和断后伸长率均有所 提高 ; 随着层 间间隔时间的增加 , 方 向和 z方 向上的抗拉强度和断后伸长率都有所提 高。
的 。但 目前 对 钛 合 金 T I G 增 材 制 造 技 术 研 究
较少 , 所 以成 型 零 件 能 否 达 到 甚 至 超 过 传 统 加 工 制
造 方 法 所 生 产 零 件 的 力 学 性 能 指 标 是 研 究 者 们 比较
关 注 的 问题 。 众 所 周 知 , 焊 接 工 艺 参 数 是 影 响 成 型 零 件 力 学 性 能 的 关 键 。 为 了 探 究 焊 接 工 艺 参 数 对
塞 、
力 学性能 的影 响 , 通 过 对 比试 验 4和 5来 研 究 送 丝 速
度 对力学 性 能 的影 响 , 通 过 对 比试 验 1和 2来 研 究 层
间间 隔时间对 力学 性能 的影 响 。
2 试 验 结果
科技成果——钛合金薄壁复杂精密铸造技术
科技成果——钛合金薄壁复杂精密铸造技术技术开发单位中国航空工业集团公司北京百慕航材高科技股份有限公司技术简介钛及钛合金已成为航空、航天、能源、船舶、化工及医疗领域不可缺少的材料,但钛的化学活性高,铸造难度大,常规铸造技术难以满足目前航空航天等领域对薄壁、异性、结构和功能统一钛合金精密铸件的需求。
技术开发单位突破了合金研究与制备、铸件设计与制造、型壳材料与制造、铸件离心铸造成型、铸件热等静压处理与热处理、铸件酸洗、铸件补焊、铸件无损检测、铸件理化力学性能分析、国内外技术规范等多项与钛合金精密铸造密切相关的关键技,拥有大型复杂薄壁钛合金精密铸造的成套技术,化学稳定性高、耐火度高、强度高、精度高,居国内领先、国际先进水平,有多项专利及自有技术,建立了国内规模最大的钛合金精密铸造生产线。
主要技术指标能够制造大型、复杂、薄壁钛合金铸件,满足GB/T6614《钛及钛合金铸件》、GJB2896A《钛及钛合金熔模精密铸件规范》、HB5448《钛及钛合金熔模精密铸件》、ASTMB367《钛及钛合金铸件标准》及AMS等标准要求。
铸件材料:ZTC4、ZTA15等各种铸造钛合金;铸件性能:σb:450-950MPa;δ:5-10%;工作温度:室温350-500℃。
技术特点具有优异的耐腐蚀性,重量轻,强度高,具有较高的比强度,是良好的减重材料和耐腐蚀材料,可替代钢、铝合金。
该技术是钛合金零件近净成型的先进方法,保证了零件的结构完整性,简化了机加工量,减少或省去了零件组焊,提高了装配效率,稳定了质量,同时降低了用钛成本。
采用真空感应进行钛及钛合金熔炼浇铸,适宜制造复杂薄壁精密钛合金铸件,降低钛合金铸件生产成本,缩短制造周期。
采用先进的无损检测技术以及计算机辅助设计及制造技术等,提高了产品质量。
通过对型壳用耐火材料和粘结剂的研究开发,大大提高了钛合金薄壁复杂精铸件的尺寸精度。
氧化物面层陶瓷型壳特别适用于批量制造、无加工余量。
钛合金增材制造技术研究现状及展望

钛合金增材制造技术研究现状及展望1. 引言钛合金作为一种高强度、耐腐蚀的金属材料,在航空航天、医疗器械等领域具有重要应用价值。
钛合金增材制造技术作为一种新型的制造工艺,具有快速、灵活、定制化生产的优势,逐渐受到广泛关注。
本文将从现状和展望两个方面对钛合金增材制造技术进行深入探讨。
2. 现状2.1 钛合金增材制造技术的发展历程钛合金增材制造技术起源于20世纪80年代,最初主要用于快速成型原型制作。
随着3D打印技术的不断进步,钛合金增材制造技术逐渐应用于航空航天、医疗器械等领域。
目前,国内外相关研究机构和企业纷纷加大钛合金增材制造技术的研究力度,推动了该技术的发展。
2.2 钛合金增材制造技术的关键技术和方法目前,钛合金增材制造技术主要包括激光熔化、电子束熔化、粉末床烧结等多种方法。
激光熔化技术因其成形精度高、熔池稳定等优点被广泛应用,但是存在着成本高、成形速度慢等缺陷。
而电子束熔化技术在成形速度和成形精度方面具有一定优势,但也存在熔池不稳定等问题。
粉末床烧结技术通过层层堆积和粘结制备钛合金件,成形速度较慢,但成形质量相对稳定。
各种方法各有优劣,对于不同的应用场景需根据具体情况选择合适的方法。
3. 展望3.1 钛合金增材制造技术的未来发展趋势随着3D打印技术的不断成熟和发展,钛合金增材制造技术将迎来更广阔的应用前景。
未来,该技术有望在航空航天、汽车制造、生物医药等领域得到更广泛的应用,为工业制造带来革命性的变革。
随着材料科学的不断进步,新型钛合金材料的研发也将推动该技术的发展。
3.2 个人观点钛合金增材制造技术作为一种新型的制造工艺,具有独特的优势和巨大的潜力。
我认为,随着相关技术的不断创新和完善,钛合金增材制造技术将成为未来工业制造的主流技术之一,为社会发展和进步带来更多的可能性。
结语通过对钛合金增材制造技术的现状和展望进行了全面的评估和分析,我们对该技术有了更深入的理解。
随着3D打印技术和材料科学的不断进步,相信钛合金增材制造技术在未来将有更加广阔的发展前景。
钛合金的最新研究进展和应用

钛合金的最新研究进展和应用钛合金是一种优良的金属材料,由于其优异的物理和化学性能,被广泛应用于航空、航天、汽车、医疗等领域。
最近几年,钛合金的研究发展取得了很大进展,在材料的制备、加工和表面处理等方面都有了创新。
一、钛合金的制备制备钛合金的方法有很多种,主要包括气相沉积、熔融铸造、粉末冶金和物理气相沉积等。
细粒化和均匀化是钛合金制备的重要研究方向。
目前,热等静压制备方法在制备高强度、高韧性钛合金方面有了很大的进展,并且可以实现对钛合金宏观形貌和微细结构的精细控制。
二、钛合金的加工传统的钛合金加工方法包括铸造、锻造、剪切、冲压等。
近年来,先进的加工技术在钛合金加工中得到了广泛应用,例如光刻、激光成形、数控加工等。
激光成形技术可以实现对钛合金的高效率加工,提高了钛合金零部件的精度和质量。
三、钛合金的表面处理对钛合金表面的处理可以改善钛合金的耐腐蚀性和抗氧化性,提高钛合金的使用寿命,并且可以增加钛合金的美观度。
目前,主要有化学表面处理、电化学表面处理、金属镀覆和涂层表面处理等方法。
其中,氧化处理可以在钛合金表面形成一层高硬度的氧化膜,提高钛合金的耐磨性和耐腐蚀性。
四、钛合金的应用钛合金的应用范围非常广泛,主要包括以下几个方面:(1)航空航天领域。
钛合金作为航空和航天工业的主要结构材料,具有优良的高温、高强度、低密度等特点。
(2)医疗领域。
钛合金作为医疗行业中的植入材料,在人体内具有良好的生物相容性和耐腐蚀性。
(3)汽车领域。
钛合金可以提高汽车零部件的强度和韧性,缩小零部件的尺寸和重量,同时也可以提高燃油效率。
总的来说,随着钛合金的研究不断深入,其应用领域也在不断扩展。
未来,钛合金将在更广泛的领域得到应用,同时也需要继续加强其制备、加工和表面处理等方面的研究,以提高其性能和应用价值。
新型高强度钛合金的研究与开发

新型高强度钛合金的研究与开发钛合金是一种高技术含量的金属材料,其具有高强度、高韧性、低密度、抗腐蚀等优点,在航空航天、汽车、人工关节和医疗等领域有着广泛应用。
然而,传统钛合金仍然存在一些缺陷,如强度不高、韧性较低等问题。
为了克服这些问题,科学家们开始研究新型高强度钛合金的开发。
一、新型高强度钛合金的研究进展目前,科学家们主要针对钛合金的晶粒控制、组织再制、微观加筋等方面进行研究,旨在开发出强度更高、韧性更好的新型高强度钛合金。
1. 晶粒控制晶粒是一种金属材料中最小的晶体单元。
通过对晶粒大小的控制,可以调节钛合金的力学性能。
较小的晶粒能够提高钛合金的强度和韧性,并使其更加耐腐蚀。
因此,许多研究人员采用多种方法来控制钛合金的晶粒大小。
2. 组织再制组织再制是指通过热处理等方法改变钛合金的组织和晶粒结构,从而调节其力学性能。
通过调节温度和时间等因素,可以使钛合金的晶粒更加均匀,提高其强度和韧性。
此外,组织再制还可以提高钛合金的耐腐蚀性能。
3. 微观加筋微观加筋是一种将纳米颗粒或纤维加入钛合金中的技术,可以有效提高其强度和韧性。
透过这种方法,能够有效增加钛合金内部的边界和晶界的堵阻,从而使其力学性能得到提升。
二、新型高强度钛合金的应用前景新型高强度钛合金具有广阔的应用前景,尤其在航空航天领域尤其广泛。
新型高强度的钛合金LA21(Ti-5Al-2Sn-5Zr-3Mo-0.5Si)在新一代飞机制造中得到应用,其重量比现有的钛合金减少了10%,可大大降低燃料消耗和运营成本,同时保证了飞机的安全性和耐久性。
此外,新型高强度钛合金还可以应用于制造人工关节、医疗器械、汽车发动机缸盖等领域。
三、新型高强度钛合金的挑战新型高强度钛合金的开发面临许多挑战。
首先,新型高强度钛合金的制备工艺复杂,需要投入大量的人力、物力和财力。
其次,新型高强度钛合金的材料成本相对较高,需要逐步降低成本以实现大规模工业化生产。
此外,新型高强度钛合金的应用范围尚未得到充分开发,需要在市场上开拓新的应用领域和市场。
钛合金增材制造工艺与微观组织模拟研究_概述说明

钛合金增材制造工艺与微观组织模拟研究概述说明1. 引言1.1 概述随着制造业的快速发展,钛合金增材制造工艺和微观组织模拟研究正逐渐成为研究的热点。
钛合金作为一种轻质高强度材料,在航空航天、汽车和医疗器械等领域具有广泛应用前景。
然而,传统的加工方法存在着过多的废料和较低的生产效率等问题。
钛合金增材制造技术作为新型加工方法,通过直接将材料层层堆积起来,可以大幅提高成品率并减少浪费。
另一方面,钛合金微观组织特点对其性能具有重要影响。
通过模拟钛合金微观组织,在增材制造过程中控制晶粒大小、晶界形态等参数,可以进一步提高材料的力学性能和耐蚀性能。
因此,本文旨在总结钛合金增材制造工艺与微观组织模拟研究的现状,并探讨它们在实际应用中的优势和挑战。
通过对目前已有的相关文献和研究成果的综述分析,将为进一步研究和应用提供指导和参考。
1.2 文章结构本文主要分为五个部分进行叙述:引言、钛合金增材制造工艺研究、微观组织模拟研究、结果与讨论以及结论与展望。
其中,引言部分对本文的研究目的、内容和结构进行了简要介绍,钛合金增材制造工艺研究部分介绍了该技术的概念、分类及应用领域,微观组织模拟研究部分介绍了模拟方法、钛合金微观组织特点以及在增材制造中的应用案例。
结果与讨论部分对钛合金增材制造工艺进行优化结果的分析,并总结微观组织模拟研究的重点结论。
最后,结论与展望部分对本文的研究内容进行总结,并展望未来钛合金增材制造工艺和微观组织模拟的发展前景。
1.3 目的本文旨在全面概述钛合金增材制造工艺与微观组织模拟研究的最新进展,并通过对相关文献和研究成果的综述分析,总结目前的研究状况,明确当前工艺和模拟方法的优势和挑战。
本文将为进一步推动钛合金增材制造技术和微观组织模拟方法的应用提供指导,并为未来研究方向提供参考。
2. 钛合金增材制造工艺研究2.1 工艺概述钛合金增材制造是一种先进的制造技术,它通过逐层堆积和熔化钛合金粉末来制造复杂的三维结构。
钛合金增材制造综述

钛合金增材制造综述
钛合金增材制造是一种先进的制造技术,通过逐层叠加的方式制造出三维物体。
它具有高精度、高效率、低成本等优点,在航空航天、医疗、汽车等领域有广泛的应用前景。
钛合金增材制造的原理是将设计好的三维模型切成许多薄片,然后通过逐层叠加的方式将这些薄片堆积成三维物体。
在制造过程中,可以通过控制材料的沉积速度和温度等参数来控制物体的形状和性能。
钛合金增材制造的优点是可以制造出形状复杂、精度高、性能优良的物体,同时可以大大缩短制造周期和降低成本。
它还可以实现个性化定制,满足不同用户的需求。
然而,钛合金增材制造也存在一些挑战,如材料的选择、制造工艺的优化、质量控制等问题。
此外,还需要进一步研究如何提高制造效率和降低成本,以推动其在更广泛的领域得到应用。
总之,钛合金增材制造是一种具有广阔应用前景的制造技术,需要不断地进行研究和改进,以满足不同领域的需求。
钛合金生产制造新方法——增材制造

增材制造技术的快速发展,为钛合金的生产制造提供了新的方法,激光/电子束、熔焊和固态焊三种增材制造方法在钛合金生产中得到了国内学者的广泛研究。
研究表明,钛合金采用增材技术可得到高质量零件,但不同增材技术具有不同技术特征,实际应用及未来发展中需要根据实际需求采用不同的增材方法。
1.序言钛及钛合金因具有密度小、耐高温、耐腐蚀等优异的物理性能及化学性能,在各工业领域都具有广阔的应用前景,包括船舶制造、航天航空、汽车制造等,同时它也是国防工业的重要材料之一。
钛合金的应用对工业发展起到巨大的推动作用,优于传统材料的性能使其产品质量有了很大提升,满足了工业发展对新材料、新工艺的发展要求,加速了现代工业的发展。
随着钛生产力的不断改善,钛合金已经成为工业生产中的第三金属。
增材制造(Additive Manufacturing,AM)又称“3D打印”,是一种可以实现构件的无模成形的数字化制造技术,具有设计和制造一体化、加工精度高、周期短,产品物理化学性能优异等特点。
增材制造技术从20世纪70年代以来发展迅速,因其与传统制造技术具有巨大差异,已然成为工业领域的研究热点,在现代工业的多领域都得到了快速发展。
增材制造技术的迅速发展,理论上可以实现任何单一或多金属复合结构,为复杂结构件的制造提供了新方法。
钛合金的增材制造技术,解决了精密结构件的加工难题,进一步加大了钛合金的应用范围。
伴随着工业社会的迅速发展,钛合金增材制造技术日新月异,按照增材制造技术的热源不同,可将钛合金增材制造技术分为激光/电子束增材制造、熔焊增材制造和固态焊增材制造三种方式。
国内外的专家学者通过不同的增材制造技术手段,优化工艺方法,稳定增材制造过程,减少或避免增材制造结构缺陷产生,使钛合金增材制造技术朝着绿色、高效、稳定的方向继续发展。
2. 激光/电子束增材制造激光束和电子束作为高密度束源,能量密度高并可调控,被誉为21世纪最先进的制造技术。
目前激光/电子束增材制造主要分为激光金属沉积(Laser Mental Deposition,LMD)技术、激光选区熔化(Selective Laser Melting,SLM)技术、电子束熔丝沉积(Electron Beam Free Form Fabrication,EBF3)技术、电子束选区熔化(Electron BeamMelting,EBM)技术,在钛合金增材制造领域皆有广泛研究。
飞机增材制造制件设计轻量化浅析

飞机增材制造制件设计轻量化浅析摘要增材制造技术一直被认为应该定位在传统制造技术难以低成本、高效率完成的复杂结构制造。
[1]目前航空领域中,增材制造技术主要是用来解决某些航空装备重点零部件生产研制瓶颈,而忽略了增材制造技术对航空装备轻量化的重大作用。
本文以实现飞机结构轻量化为目的,主要分析了飞机增材制件结构特性优化的适用性。
飞机结构轻量化对提升飞机整体性能、减少飞机耗油量及制造成本、减少排放污染等意义重大,同时增材制造技术在国内的成熟发展将逐渐成为飞机设计理念革新的标志。
关键词增材制造技术、结构轻量化、结构优化、整体成形0 引言有数据表明,飞机结构重量每减轻1%,飞机性能就能提高3%-5%,因此重量是衡量飞机设计先进性的重要指标之一。
同时减轻重量还能有效地降低运营商的运营成本。
相关研究表明,以飞机使用寿命20年计,结构重量每减轻1KG,将增加收益7000多美元,再加上碳排放量减少节约的环境成本,增加的收益将远超过8000美元。
[2]因此,实现飞机轻量化成为当前飞机设计的重要目标。
所谓“一代材料,一代装备”,目前实现飞机轻量化的主要途径是在保证其他性能指标的基础之上,更换较为轻质的材料以达到飞机减重的目的,这种减重方法可称为“材料轻量化”。
目前航空领域中,飞机材料轻量化主要体现在镁、铝合金和复合材料的大量应用,其中使用复合材料是当前实现飞机轻量化的重要途径。
1 增材制造技术的发展增材制造(additive manufacturing,AM)技术是通过CAD设计数据采用材料逐层累加的方法制造实体零件的技术,相对于传统的材料去除(切削加工)技术,是一种“自下而上”材料累加的制造方法。
自20世纪80年代末增材制造技术逐步发展,期间也被称为“材料累加制造”(material inc rease manufacturing)、“快速原型”(rapid prototyping)、“分层制造”(1ayered manufacturing)、“实体自由制造”(solid free—form fabrication)、“3D打印技术”(3Dprinting)等,名称各异的叫法分别从不同侧面表达了该制造技术的特点。
钛合金增材制造成形偏差及累积机制

钛合金增材制造成形偏差及累积机制引言钛合金增材制造是一种先进的制造技术,通过逐层堆积和熔化金属粉末来制造复杂的零件。
然而,在该过程中,制造零件的形状和尺寸可能会出现偏差,这可能会对最终产品的质量和性能产生影响。
本文将探讨钛合金增材制造中形成成形偏差的机制以及这些偏差如何累积。
钛合金增材制造的基本原理钛合金增材制造是一种通过熔化金属粉末来逐层堆积和制造零件的技术。
其基本原理如下:1.粉末床的形成:首先,在制造过程中,将金属粉末均匀地铺在制造平台上,形成一个粉末床。
2.层间粘结:接下来,通过热源(通常是激光束或电子束)的照射,熔化粉末床的局部区域,使其与下一层粉末粘结在一起。
3.层间堆积:重复上述步骤,逐层堆积和熔化粉末,直到最终形成所需的零件。
钛合金增材制造的优点在于可以制造复杂的几何形状,而无需使用传统的加工方法。
然而,在该过程中,可能会出现形成成形偏差的问题。
钛合金增材制造成形偏差的机制钛合金增材制造中形成成形偏差的主要机制包括以下几个方面:1.热应力引起的变形:在熔化粉末的过程中,由于温度的变化和热应力的释放,零件可能会发生变形。
特别是在大型零件的制造过程中,由于热传导的限制,零件的不同部分可能会有不均匀的温度分布,导致形成成形偏差。
2.熔池形状的变化:在熔化粉末的过程中,熔池的形状可能会受到多种因素的影响,如激光功率的变化、扫描速度的变化等。
这些因素会导致熔池的形状发生变化,进而影响到最终零件的形状和尺寸。
3.材料的热膨胀系数不匹配:钛合金和其他金属材料的热膨胀系数可能不完全匹配。
在制造过程中,当材料受热膨胀时,可能会产生内部应力,导致零件的形状和尺寸发生变化。
4.材料的熔化和凝固过程:钛合金的熔化和凝固过程是一个复杂的过程,其中涉及到相变和晶体生长等现象。
这些过程可能会导致零件的形状和尺寸发生变化。
钛合金增材制造成形偏差的累积机制钛合金增材制造成形偏差的累积机制主要包括以下几个方面:1.层间误差的累积:在钛合金增材制造的过程中,每一层的制造误差可能会在后续层中累积。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钛合金薄壁结构增材制造技术研究
随着工业和科技的不断发展,人们对于材料的要求越来越高。
钛合金材料由于
其优异的性能而受到人们的青睐。
然而,传统的制造方法往往难以满足对于钛合金薄壁结构的生产需求。
而增材制造技术的出现,为这一问题的解决带来了新的希望。
增材制造技术由于其制造能力强大,被广泛应用于建筑、医疗、航空、航天等
许多领域。
而当涉及到钛合金薄壁结构时,增材制造技术的优势尤为明显。
通常情况下,传统的钛合金薄壁结构制造方法包括锻造、模锻、压铸等。
但是,这些方法通常只能用于钛合金较厚的构件制造。
当需要制造钛合金薄壁结构时,这些方法就显得力不从心了。
而增材制造技术,则不受这些限制,可以根据需要灵活地、高效地制造钛合金
薄壁结构。
增材制造技术一般包括激光固化成型、电子束成型等多种方法,其中激光固化成型工艺是目前应用最为广泛的一种。
激光固化成型工艺的原理是,通过激光照射材料上的特定区域,使该区域的温
度达到材料熔点以上,然后在该区域上层层叠加厚度较小的材料,依此形成所需的工件形态。
最终,固态化的材料与非固态化的材料分离,成为一件完整的工件。
在钛合金薄壁结构的制造过程中,增材制造技术可以大大提高制造效率。
传统
制造方法需要将整个钛合金坯材的一部分削去,从而造成大量的材料浪费。
而增材制造技术可以一层层地叠加材料,可以最大限度地减少材料浪费,提高材料利用率。
此外,增材制造技术还可以通过制造不同的结构来改善钛合金薄壁结构的性能。
例如,可以采用不同的组织结构、组织缺陷、晶粒尺寸、晶粒分布等方式,来使得制造的钛合金薄壁结构达到更好的力学性能、导电性、磁性等特性。
当然,增材制造技术在钛合金薄壁结构制造中也存在着一些问题。
比如,增材
制造技术目前还没有完全克服材料熔点、热应力等问题,也存在制造成本高的问题。
但是,随着技术的不断升级和改进,相信这些问题将会在不久的将来得到解决。
综上所述,增材制造技术是一种十分有前途的制造技术,特别适用于钛合金薄
壁结构的制造。
随着该技术的不断升级和改善,它将有望带来更多的变革和突破,不断推动钛合金材料领域的发展。