铝箔车间设计
铝箔车间钢结构施工方案

第一章工程概况及工程特点1.1 工程概况中国铝业西北铝加工分公司铝箔项目由中色科技股份有限公司设计施工总承包, 规模为5万吨/ 年。
建设地点位于甘肃陇西县西北铝加工分公司原有厂区北侧新征土地,占地368 亩。
六冶、十二冶及十五冶分包承建。
铝箔车间工程由铝箔车间精整及轧制跨(含偏跨) 、成品堆放跨、退火跨、坯料跨及轧机辅跨所组成,建筑面积为52989吊。
本工程为铝箔车间的成品堆放跨、退火跨、坯料跨,建筑面积为21660 〃。
结构类型为:钢结构柱—砼基础排架结构。
抗震设防烈度为8 度,耐火等为2 级,建筑物安全等级为2 级。
铝箔车间坯料退火跨跨度30m,长度126m,吊车轨顶标高7.5m;退火包装跨跨度36m,长度264m;成品堆放跨跨度30m,长度264m吊车轨顶标高8.0m。
屋顶标高12.80 m。
本工程为单层钢排架结构金属压型钢板围护车间,门形钢架, 钢吊车梁。
钢柱、梁均为焊接H型钢;材质Q345B梁柱采用摩擦型高强度螺栓连接。
檩条为薄壁型钢檩条,围护为双层彩色压型钢板、100厚彩钢夹芯板。
彩色压型钢板。
屋面为双层彩色压型钢板、100厚玻璃丝棉。
基础为独立杯口基础,与柱连接为插入式,局部为预埋地锚螺栓连接。
1.2 工程特点建筑物面积大,钢结构工程量大。
要求测量定位精度高,高空作业多,同时多专业施工,成品保护难度大。
结构施工组织必须形成流水,方可满足进度要求。
工程量大,所以各专业必须穿插施工,合理组织才能发挥最好的效率。
第二章编制依据1.1 中色科技股份有限公司设计的西北铝加工分公司铝箔项目施工蓝图。
1.2国家现行建筑工程施工质量验收规范、规程:1. 《建筑工程施工质量验收统一标准》 (GB50300-2001)2•《钢结构工程施工质量验收规范》(GB50205-2001 )3.《建筑钢结构焊接技术规程》(JGJ81-2002 )4•《门式钢架轻型房屋钢结构技术规程》(CECS: 2002)5•《钢结构高强度螺栓连接的设计、施工及验收规程》(JGJ82-91) 6•《涂装前钢材表面锈蚀等级和除锈等级》(GB89231.3设计图纸中规定的其它施工和技术质量标准、规范、规程等1.4本企业的质量/环境/职业健康安全体系程序文件及相关的作业指导书. 第三章钢结构制作施工方法1.流程图(1)钢结构制作工艺流程图2. 施工准备(1)技术准备审查设计文件是否齐全合理,符合国家标准。
30万吨铝电解车间设计

30万吨铝电解车间设计以30万吨铝电解车间设计为标题,本文将介绍一个典型的30万吨铝电解车间的设计要点和特点。
一、车间概述30万吨铝电解车间是一个用于生产铝金属的工业车间。
铝电解车间是铝冶炼工艺中的关键环节,通过电解法将铝矿石转化为铝金属。
30万吨铝电解车间的设计目标是实现每年生产30万吨的铝金属。
二、车间布置1. 原料区:用于存放铝矿石和其他辅助原料,保证生产的连续性和稳定性。
2. 电解区:包括电解槽、阳极区、阴极区等设备,用于将铝矿石转化为铝金属。
3. 电源区:供应电力给电解槽,保证电解过程的正常进行。
4. 成品区:存放生产的铝金属,待进一步加工和销售。
三、设计要点1. 电解槽设计:电解槽是铝电解车间的核心设备,其设计要考虑到电解效率、能源消耗和生产成本等因素。
在30万吨铝电解车间设计中,应采用高效节能的电解槽,以提高生产效率和降低能源消耗。
2. 设备安排:车间内的设备应根据工艺流程进行合理的布置和安排,以保证生产的连续性和高效性。
同时,要考虑到设备的维护和检修,方便工作人员进行操作和维护。
3. 环境保护:铝电解车间的生产会产生一定的污染物,如二氧化碳和氟化物等。
因此,在设计中要考虑到环境保护的要求,采取相应的措施减少污染物的排放。
4. 安全性设计:铝电解车间是一个高温、高压、高电流的工作环境,安全性是设计的重要考虑因素。
要合理设置安全设备和安全防护措施,确保工作人员的安全。
5. 自动化控制:30万吨铝电解车间的生产规模较大,采用自动化控制系统可以提高生产效率和稳定性。
在设计中应考虑到自动化控制系统的布局和功能,确保生产的稳定运行。
四、特点和优势1. 生产规模大:30万吨铝电解车间是一个大型的工业车间,具有较高的生产规模和产能。
2. 高效节能:车间采用高效节能的电解槽和设备,能够提高生产效率和降低能源消耗。
3. 环保可持续:在设计中考虑到环境保护的要求,采取相应的措施减少污染物的排放,符合可持续发展的要求。
年产量0.5万吨的铝型材挤压车间设计分析
目录1 设计任务书 (3)1.1 设计题目 (3)1.2 设计生产规模和规格 (3)1.3 设计主要任务 (4)2 设计说明书 (5)2.1生产方案的设计 (5)2.2工艺方案的设计 (5)2.2.1锭坯的选择 (5)2.2.2工艺流程的制定 (5)2.3 设备方案的设计 (7)2.3.1主要设备 (7)2.3.2辅助设备 (8)2.4 工艺计算与设备负荷计算 (12)2.4.1工艺计算 (12)2.4.2设备负荷计算 (14)3 车间平面布置 (17)3.1生产设备布置 (18)3.2车间内通道设计 (18)3.3车间内仓库布置 (19)3.4其他设施布置 (20)4 工艺流程定额卡 (21)5 车间平面布置图 (22)6 总结 (22)7 参考文献 (22)1.设计任务书1.1 课程设计题目:年产量0.5万吨的铝型材挤压车间设计1.2车间的生产规模、生产的品种(1)车间规模:年产0.5万吨1060纯铝管材车间(2)产品品种和规格:本设计任务是设计一个年产量0.5万吨的铝型材挤压车间,生产的产品有:具有特定性能的结构件,如铝箔制成垫片及电容器,电子管隔离网,电线,电缆的防护套,网,线芯及飞机通风系统零件及装饰件等。
挤压制品所用的材料是1060纯铝。
1.3 主要任务(1)编写工厂/车间设计说明书;1)生产方案的设计2)工艺方案的设计3)设备方案的设计4)工艺计算与设备负荷计算5)车间平面布置设计(2)编制工艺流程定额卡。
(3)按照工程制图及工厂/车间平面布置的相关要求,手绘工厂/车间平面布置1号图纸1张,图纸要求整洁、规范。
(4)课程设计总结。
2.设计说明书2.1生产方案的设计1060纯铝生产薄壁管材的规格:年产量0.5万吨,管材外径50mm ,壁厚1mm 。
综合考虑投资,产品质量以及表面精度等方面,采用挤压-拉拔法。
该方法适合生产大口径薄壁的管材,生产效率高,产品质量好。
2.2工艺方案的设计2.2.1锭坯选择锭坯形状是由产品形状和设备特点决定的。
铝合金熔铸车间设计方案
铝合金熔铸车间设计方案铝熔铸是铝加工厂的第一道生产工序。
设计的主要内容为:工艺流程选择、设备选择和车间布置。
工艺流程选择铝熔铸生产包括配料、熔炼、铸造、均热、机械加工和检验等工序。
大型熔铸车间还有残屑及熔渣处理、中间合金制备、熔剂制备等辅助工序。
配料熔炼铝及铝合金的炉料有:(1)铝电解厂运来的电解铝液或重熔铝锭以及镁、锌等;(2)铝一锰、铝一硅等中间合金;(3)铝加工厂各车间返回的废料、边角残料和碎屑;(4)外购的废旧铝及铝合金制品等。
生产时,根据原料供应状况和合金的化学成分,确定各种炉料的用量。
熔炼将配好的炉料加热熔化,调整熔体化学成分和温度,进行净化处理,以降低气体和夹杂物在熔体中的含量。
净化处理有炉内和炉外在线两种方法。
前者是在炉内除气,这种方法可能使熔体受到二次污染。
后者是将除气和除渣在配置于生产线中的专门装置内进行。
其中,以过滤除渣为主的有采用玻璃丝布、刚玉微孔陶瓷管和陶瓷泡沫过滤器等方法;除气除渣兼有的有FILD法(Fumeless In Line Degassing 法,英国铝业公司研制)、Alcoa法(美国铝业公司研制)、SNIF法(Spinning Nozzle Inert Flotation法,美国联合碳化物公司研制)、MINT法(Melt In Line Treatment System法,美国联合铝业公司研制)等。
这些装置具有净化效果好、公害小、生产过程连续等优点。
铸造常用的铸造方法有立式半连续铸造、固定模水平连续铸造、活动模连续铸造和水冷模铸造四种。
(1)立式半连续铸造法。
能生产多种合金成分和多种规格的扁锭、空心圆锭、实心圆锭,并适于多模铸造,应用最广。
根据结晶成形方法,又可以分为使用普通水冷结晶器的铸造法、在水冷结晶器上部设有绝热保温帽的热顶铸造法和不用水冷结晶器,而用电磁力来保持铸锭断面形状,然后直接水冷成形的电磁铸造法等三种。
其中结晶器铸造法设备简单,但铸锭内部组织和表面光洁度都不如后两种好。
400kA预焙槽铝电解车间设计
400kA预焙槽铝电解车间设计摘要大型化是当今世界铝电解技术发展的大趋势。
在现有的320kA~350kA大型铝电解槽基础上,进一步开发并建设高效、稳定和更为节能的400kA大型铝电解槽技术是当今世界各大铝业公司研究和追求的目标。
并且我国已经有多家铝电解企业已经建成400kA级铝电解生产线。
我们紧随时代步伐,设计了400kA预焙槽铝电解车间。
车间设计包括厂址选择、电解槽设计、电压平衡、能量平衡劳动定员及成本核算等。
该设计的年产量为22万吨,电流效率高达94%。
经过多方论证厂址选择伊川县工业园区。
关键词:铝电解槽,物料平衡,能量平衡,电压平衡,车间设计The Design of 400kA Pre-baked Anode Aluminum ReductionPlantABSTRACTLarge-scale is the general trend of aluminium electrolysis technological development in the world nowadays.Developing more efficient,more stable and more energy-saving 400kA aluminium reduction cell technology,based on the existing 320kA~350kA aluminium reduction cell,is the goal studied and chased by worldwide major aluminium companies.And there are a few aluminum electrolysis enterprises that have built 400kA grade aluminum electrolytic production line.Following the pace of times,we complete the design of the 400kA pre-baked aluminum electrolysisworkshop.The designs include site-selection, designs of electrolyzers,voltage balance, energy balance,labor quota and cost accounting and so on.Yield of the design reaches to the annual output of 220000 tons,and the current efficiency as high as 94%.After many discussions,we decide to choose Yichuan County Industrial Park as the site.KEY WORDS:aluminum reduction cell,material balance,energy balance,voltage balance,the design of workshop目录前言 (1)第一章铝电解简介 (3)§1.1 铝的性质及用途 (3)§1.1.1 铝的性质 (3)§1.1.2 铝的用途 (3)§1.2铝电解简史及发展现状 (4)§1.2.1 铝电解简史 (4)§1.2.2我国铝电解技术发展现状 (6)§1.2.3 世界铝电解工业技术现状 (7)§1.3铝电解用原料与原材料 (9)§1.3.1 铝电解原料——氧化铝 (9)§1.3.2 铝电解熔剂——氟化盐 (10)§1.3.3 铝电解预焙阳极炭块 (11)§1.4 铝电解过程描述 (12)§1.5 铝电解槽与电解槽系列 (13)§1.5.1 阴极装置 (13)§1.5.2 阳极装置 (13)§1.5.3 母线装置 (14)§1.5.4 使用寿命 (15)第二章厂址选择与论证 (16)§2.1.电力供应 (16)§2.2.运输系统 (16)§2.3.外围服务 (17)§2.4.环境和土地 (17)第三章技术经济 (18)§3.1主要技术经济指标的选择论证 (18)§3.2综合经济技术指标的计算 (19)§3.3 主要经济技术指标的确定与列表 (21)第四章物料平衡 (23)§4.1 物料平衡的计算 (23)§4.2物料平衡列表 (24)第五章电解槽结构的设计 (26)§5.1 概述 (26)§5.2 阳极结构 (26)§5.3 阴极结构 (27)§5.3.1 槽壳 (27)§5.3.2 内衬及保温绝热结构 (28)§5.4 母线结构 (29)§5.4.1.阳极母线 (29)§5.4.2.阴极母线 (31)§5.4.3短路母线 (32)第六章电压平衡 (33)§6.1 实际分解电压 (33)§6.2 电解质电压 (33)§6.3 阳极电压降 (34)§6.3.1 阳极大母线电压降 (34)§6.3.2 阳极软母线电压降 (34)§6.3.3 阳极立柱母线电压降 (35)§6.4 阴极电压降 (36)§6.4.1 槽底电压降 (36)§6.4.2 阴极软母线电压降 (37)§6.4.3槽周阴极母线电压降 (37)§6.4.4 焊点压降 (37)§6.5 阳极效应分摊电压降 (37)§6.6 连接母线压降 (38)第七章能量平衡 (40)§7.1 计算方法与基础条件 (40)§7.2能量平衡计算 (40)§7.2.1热量输入计算 (40)§7.2.2 热量支出计算 (41)§7.3 能量平衡列表 (51)第八章劳动定员及成本核算 (53)§8.1劳动定员 (53)§8.2成本核算 (53)第九章环境保护和安全生产 (55)§9.1环境与卫生 (55)§9.2安全生产 (55)结论 (57)参考文献 (58)致谢 (59)前言自上世纪80年代以来,我国电解铝技术取得了很大的发展,尤其在大型预焙铝电解槽的设计技术、制造技术、生产技术等领域形成了自己的大型铝电解技术体系,开发成功了300kA~400kA大型铝电解槽。
年产量万吨铝及铝合金板带材车间设计论述

社会效益评估方法与结果呈现
ห้องสมุดไป่ตู้
评估方法:采用问卷调查、访 谈、文献资料等方法
评估内容:包括就业机会、环 境保护、社会稳定等方面
评估结果:根据数据统计和分 析,得出社会效益评估结果
结果呈现:将评估结果以图表、 文字等形式进行展示
学院
感谢观看
汇报人:
全
设计范围与限制条件
设计范围:车间布局、 设备选型、工艺流程等
限制条件:生产能力、 设备投资、环保要求等
01
原材料与设备选择
原材料种类及规格要求
铝及铝合金板带 材的种类和规格
原材料的质量要 求和检验标准
不同规格原材料 的采购和储存要 求
原材料的运输和 物流管理
设备选型依据与标准
生产工艺要求:根据产品规格、生产规模和生产效率等因素确定设备 选型
演练评估:对应急救援演练进行评估,总结经验教训,不断完善应急救援预案和演练计划。
单击此处添加标题
培训与宣传:加强员工对应急救援知识的学习和培训,提高员工的应急意识和自救互 救能力;同时加强对应急救援工作的宣传和普及,提高员工的安全意识和风险意识。
01
经济效益与社会效益评估
投资估算与回报期预测
投资估算:根据车间 设计方案,对设备、 材料、人力等各方面 的投入进行详细估算
详细介绍熔炼工艺流程,包括铝锭的准备、配料、熔 化、精炼等步骤,以及熔炼过程中的关键控制点。
铸造工艺流程 介绍铸造工艺流程,包括模具准备、浇注、 冷却、取件等步骤,以及铸造过程中的关键控制点。
介绍铸造工艺流程,包括模具准备、浇注、冷却、取 件等步骤,以及铸造过程中的关键控制点。
轧制工艺流程 详细介绍轧制工艺流程,包括板坯准备、 加热、轧制、冷却等步骤,以及轧制过程中的关键控制点。
年产15万吨铝锭280kA预焙阳极铝电解车间设计
摘要本设计为年产15万吨铝锭280kA预焙阳极铝电解车间。
本设计采用双阳极技术,可大大减少换极时间,从而减轻工人的劳动,在生产实践上有很大意义;采用了中间点式下料方式,配备有自动打壳下料装置,使用电解槽计算机模糊控制技术,可实现生产操作的自动化。
在槽内衬铺设方面,突出槽底保温,使用防渗料代替耐火砖,有利于电解槽在运行期间保持槽底的洁净,并可有效防止电解槽早期破损。
在母线配置上,采用大面五点进电方式;合理配置母线,这样可以有效地平衡磁场,以获得更为平坦的铝液表面形状,减少铝液波动。
因而电流分布更加均匀,电流效率明显提高,电耗降低。
并针对目前国内外大型电解槽的生产技术进行了分析,说明了选择大型预焙电解槽的优缺点;其次,对电解槽的烟气污染物和烟气净化进行了阐述,对电解槽的阴阳极结构进行了分析和计算,得出了280kA电解槽的物料和能量平衡数据,并以此为依据设计了电解车间,最后在辅助篇里介绍了电解槽的直流电源取得,下料装置的研究,以及电解槽的焙烧和启动方法。
关键词:电解铝;电解槽;烟气净化;焙烧;五点进电。
AbstractThe design of the initial annual output of 150,000 tons of aluminum ingots introduced 280 kA prebaked aluminum design workshop,This design uses a dual anode technology, can significantly reduce the time for most, so as to reduce the labor of workers in the production of great significance in practice; use the middle point blanking mode, equipped with an automatic feeding device under the shell hit, use the electrolyzerComputer fuzzy control technology, automation of production ying in the tank lining, the prominent bottom insulation, use of impermeable material instead of brick, help to maintain during operation electrolyzer bottom clean, and can effectively prevent the early damage electrolyzer.In the bus configuration, using the 5 points into the electric mode; reasonable allocation of bus, so you can effectively balance the magnetic field to obtain a more smooth surface shape of molten aluminum, molten aluminum to reduce volatility.Therefore more uniform current distribution, current efficiency increases with lower power consumption. and a large needle electrolyzer at home and abroad to carry out an analysis of production techniques to illustrate the selection of large-scale advantages and disadvantages of pre-baked cell; Secondly, electrobath the flue gas pollutants and flue gas purification are described, the cathode and anode of the cell structure is analyzed and calculated a 280kA cell materials and energy balance data and the basis for the design of the electrolysis plant the final chapter in the auxiliary cell, introduced in the DC power to acquire, cutting devices, as well as the electrolyzer and the start of the roasting method.Key words: Aluminum;Electrolyzer ;Flue gas purification ;Roasting ;the current in five points目录摘要 (I)ABSTRACT .................................................................................................................................. I I 1 绪论. (1)1.1铝电解简史 (1)1.2国内外铝工业现状与发展 (2)1.2.1 铝电解工业现状 (2)1.2.2 电解铝工业的发展趋势 (3)1.3铝电解工业发展现状及发展趋势 (5)1.4现代铝电解槽趋势 (6)1.5厂址选择及论证 (7)1.5.1 厂址选择的重要性 (7)1.5.2 厂址选择时应论证的问题 (8)2 铝电解槽工艺 (10)2.1铝电解的基本原理 (10)2.2电解铝的生产原料 (11)2.3主要经济技术指标的选择论证 (13)2.4槽型选择论证 (14)2.4.1电解槽容量的选择及论证 (14)2.4.2 当前世界280kA电解槽的比较 (15)2.4.3生产技术条件 (17)2.4.4技术经济指标 (20)3 烟气净化与回收利用 (22)3.1铝电解槽的污染物及其生产 (22)3.1.1氯化物 (22)3.1.2 硫化物 (23)3.1.3粉尘 (23)3.2烟气收集 (23)4 铝电解槽结构常数的计算 (26)4.1阳极各部件尺寸说明 (26)4.1.1阳极结构尺寸 (26)4.1.2阳极气体对二次反应的影响 (26)4.1.3 预焙阳极炭块 (26)4.1.4槽膛深度 (26)4.1.5 阳极到槽帮的距离 (26)4.2铝电解槽结构计算 (27)4.2.1阳极炭块单块尺寸选择与计算 (27)4.2.2电解槽内各部分尺寸的确定 (27)4.3阴极结构 (29)4.4保温层结构 (29)4.4.1 槽底砌筑方式及材料的选择论证 (29)4.4.2 槽侧部砌筑方式及材质的选择论证 (30)4.5电解槽母线的设置与参数设置 (30)4.5.1 母线的选择与配置方案 (30)4.5.2铝母线基础经济电流密度的确定 (31)4.5.3 各种母线参数的确定与计算 (31)4.6铝电解槽槽电压分配计算与分析 (33)4.6.1 极化电动势 (33)4.6.2电解质电压降 (34)4.6.3阳极电压降的计算 (34)4.6.4 阳极其他部分电压降 (36)4.6.5阴极电压降 (37)4.6.6母线电压降的计算 (38)4.6.7其它部位电压的计算 (39)4.7物料平衡的计算(以1H为基准) (40)4.7.1电耗率的计算 (40)4.7.2电流密度的计算 (40)4.7.3铝电解生产耗用大量的原材料-氧化铝、炭阳极和氟盐等的计算 (40)4.8铝电解槽的能量平衡的计算 (41)4.8.1能量平衡计算的温度基础与体系 (42)4.8.2电解槽的能量平衡计算式 (42)5 辅助篇 (49)5.1直流电源的取得 (49)铝电解槽的负荷性质 (49)5.2车间厂房布置及主要辅助设备的选择 (49)5.3铝电解生产的机械化及计算机控制 (50)5.4阳极提升机构 (51)5.5打壳下料装置 (51)5.6铝电解槽的计算机控制 (52)5.7电解槽的焙烧与启动 (53)5.7.1 焙烧方式 (53)5.7.2 电解槽的启动 (54)5.7.3 电解槽启动后期管理 (55)5.8氧化铝浓度控制铝电解的正常生产及技术条件 (56)5.9铝电解槽的常规作业 (56)参考文献 (58)致谢 (59)附录1 外文原文 (60)附录2 外文翻译 (64)1 绪论1.1 铝电解简史[1]铝是一种化学元素。
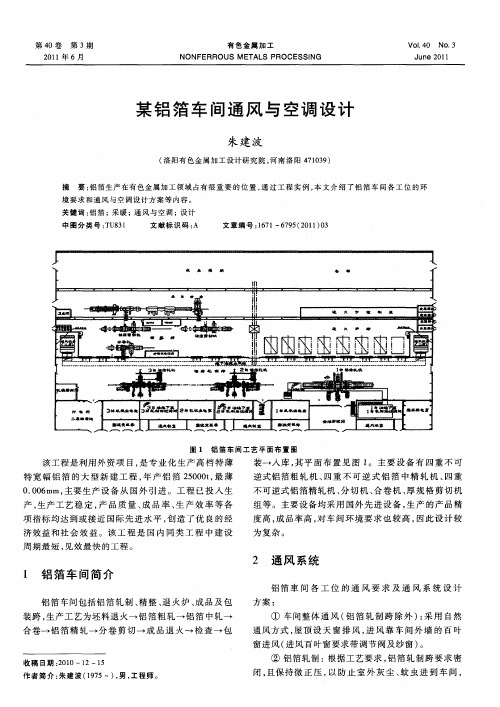
某铝箔车间通风与空调设计
摘
要 : 箔 生 产 在 有 色 金 属 加 工 领 域 占有 很 重 要 的 位 置 , 过 工 程 实 例 , 文 介 绍 了 铝 箔 车 间 各 工 位 的环 铝 通 本
境 要 求 和 通 风 与 空 调 设 计 方 案 等 内容 。
关 键 词 : 箔 ; 暖 ; 风 与 空 调 ; 计 铝 采 通 设
第4 0卷
第 3期
有 色 金 属 加 工
NONFERROUS M E AL T S PROCESSI NG
Vo14 N O 3 .0 . JU 01 ne 2 1
21 0 1年 6月
某 铝 箔 车 间通 风 与 空调 设计
朱 建 波
( 阳 有 色 金 属 加 工 设 计 研 究 院 , 南 洛 阳 4 13 ) 洛 河 70 9
段 中管 道上 的 阀 门关 闭 , 水 或 蒸 汽 就没 有 通 过 加热 热 段 中 的盘 管 , 这样 室外 新 风 经 过 加 热段 后 并 没 被 加 热
气一 进风 百 叶窗 一 送 风 机 组 一 地 下 室 一 防爆 排 风机
一排 至 室外 的通 风形式 。
而输 送 。冬 天 需要送 热 风 , 时应 把 组 合式 送 风 机 组 此 加 热段 中管 道 上 的阀 门打 开 , 水 或 蒸 汽通 过 加 热 段 热
在 轧 制油 雾 净 化 系统 设计 中 , 过去 常 采用 过 滤 丝
① 轧辊 磨床 间 的环境 要 求 为 : 1 温 度 控制 范 围 () 2 2C, 0±  ̄ 露点温 度 7《,2 磨 床 附近不 允许 有通 风装 () c = 置或 局部 加 热器 , 必 须 配 置 加 热 器 , 到 磨 床 的距 如 其 离不 能小 于 5 m。以上 两点 是 外 方设 备 厂 家 在设 备 验 收 和担保 设 备 的性 能 保 证 值 时 对 磨 床 周 边 环 境 的 要 求 。工艺 对空 调 温 度 要 求 严 格 , 对 湿 度 无 要 求 , 但 可 以采 用普 通 自动 控 制 空 调 设 施 。空 调 机 可 放 在 轧 辊 磨 床 间两侧 , 向操作 通 道 , 离 轧辊 磨 床 , 面 远 同时 避 免
二零二零年400kA预焙槽铝电解车间设计本科毕业设计(1)word可直接编辑

400kA预焙槽铝电解车间设计摘要大型化是当今世界铝电解技术发展的大趋势。
在现有的320kA~350kA大型铝电解槽基础上,进一步开发并建设高效、稳定和更为节能的400kA大型铝电解槽技术是当今世界各大铝业公司研究和追求的目标。
并且我国已经有多家铝电解企业已经建成400kA级铝电解生产线。
我们紧随时代步伐,设计了400kA预焙槽铝电解车间。
车间设计包括厂址选择、电解槽设计、电压平衡、能量平衡劳动定员及成本核算等。
该设计的年产量为22万吨,电流效率高达94%。
经过多方论证厂址选择伊川县工业园区。
关键词:铝电解槽,物料平衡,能量平衡,电压平衡,车间设计The Design of 400kA Pre-baked Anode AluminumReduction PlantABSTRACTLarge-scale is the general trend of aluminium electrolysis technological development in the world nowadays.Developing more efficient,more stable and more energy-saving 400kA aluminium reduction cell technology,based on the existing 320kA~350kA aluminium reduction cell,is the goal studied and chased by worldwide major aluminium companies.And there are a few aluminum electrolysis enterprises that have built 400kA grade aluminum electrolytic production line.Following the pace of times,we complete the design of the 400kA pre-baked aluminum electrolysis workshop.The designs include site-selection,designs of electrolyzers,voltage balance, energy balance,labor quota and cost accounting and so on.Yield of the design reaches to the annual output of 220000 tons,and the current efficiency as high as 94%.After many discussions,we decide to choose Yichuan County Industrial Park as the site.KEY WORDS:aluminum reduction cell,material balance,energy balance,voltage balance,the design of workshop目录前言 (1)第一章铝电解简介 (2)§1.1 铝的性质及用途 (3)§1.1.1 铝的性质 (3)§1.1.2 铝的用途 (3)§1.2 铝电解简史及发展现状 (4)§1.2.1 铝电解简史 (4)§1.2.2我国铝电解技术发展现状 (6)§1.2.3 世界铝电解工业技术现状 (7)§1.3 铝电解用原料与原材料 (8)§1.3.1 铝电解原料——氧化铝 (9)§1.3.2 铝电解熔剂——氟化盐 (10)§1.3.3 铝电解预焙阳极炭块 (11)§1.4 铝电解过程描述 (12)§1.5 铝电解槽与电解槽系列 (13)§1.5.1 阴极装置 (13)§1.5.2 阳极装置 (13)§1.5.3 母线装置 (14)§1.5.4 使用寿命 (15)第二章厂址选择与论证 (15)§2.1. 电力供应 (16)§2.2. 运输系统 (16)§2.3. 外围服务 (16)§2.4. 环境和土地 (17)第三章技术经济 (18)§3.1 主要技术经济指标的选择论证 (18)§3.2 综合经济技术指标的计算 (19)§3.3 主要经济技术指标的确定与列表 (22)第四章物料平衡 (23)§4.1 物料平衡的计算 (23)§4.2 物料平衡列表 (24)第五章电解槽结构的设计 (26)§5.1 概述 (26)§5.2 阳极结构 (26)§5.3 阴极结构 (28)§5.3.1 槽壳 (28)§5.3.2 内衬及保温绝热结构 (28)§5.4 母线结构 (29)§5.4.1. 阳极母线 (29)§5.4.2. 阴极母线 (31)§5.4.3 短路母线 (32)第六章电压平衡 (34)§6.1 实际分解电压 (34)§6.2 电解质电压 (34)§6.3 阳极电压降 (35)§6.3.1 阳极大母线电压降 (35)§6.3.2 阳极软母线电压降 (35)§6.3.3 阳极立柱母线电压降 (36)§6.4 阴极电压降 (37)§6.4.1 槽底电压降 (37)§6.4.2 阴极软母线电压降 (38)§6.4.3槽周阴极母线电压降 (38)§6.4.4 焊点压降 (38)§6.5 阳极效应分摊电压降 (38)§6.6 连接母线压降 (39)第七章能量平衡 (41)§7.1 计算方法与基础条件 (41)§7.2能量平衡计算 (41)§7.2.1热量输入计算 (41)§7.2.2 热量支出计算 (42)§7.3 能量平衡列表 (52)第八章劳动定员及成本核算 (53)§8.1 劳动定员 (53)§8.2 成本核算 (54)第九章环境保护和安全生产 (55)§9.1 环境与卫生 (55)§9.2 安全生产 (56)结论 (57)参考文献 (58)致谢 (59)前言自上世纪80年代以来,我国电解铝技术取得了很大的发展,尤其在大型预焙铝电解槽的设计技术、制造技术、生产技术等领域形成了自己的大型铝电解技术体系,开发成功了300kA~400kA大型铝电解槽。
设计说明书车间设计铝加工

第一章车间设计总论(铝)中国铝板带箔轧制始建于1932年上海华铝钢精厂的投产,1932年到1960年是中国轧制厂建设起步阶段,上世纪70年代末以后是中国轧制工业的快速发展阶段,2005年中国铝轧制工业迎来了发展过程中的一个高潮,其中西南铝板带有限公司的“1+4”热连轧项目在2005年6月正式投产具有中国铝板带工业发展史上里程碑的意义,从此结束了没有现代化热连轧线的历史。
但综观我国铝板带行业的发展过程与现状,尤其是进入市场经济近十多年来的快速发展期间,在国力有限的情况下,由于对市场需求趋势的认识了解不够,没有及时制定一个适合我国国情的发展规划,致使后期出现盲目生产现象,以致于主要产品为低端产品,在一些高精度铝板带产品方面研发能力弱,生产技术水平不高,如铝制罐料、高档ps版基、磁盘基片、汽车车身用铝板、镜面铝带等产品尚不具备大规模工业化生产能力。
因此,高精度铝板带材在我国还有较大的市场空间。
1.1 车间设计的一般概念1.1.1车间设计的目的和任务目的是为了建设一个年产十万吨铝及铝合金板带材生产车间。
设计的任务就是对建设的企业做出技术与经济的详细规划,确定出企业的生产经济状况,技术经济指标及施工的组织方法等。
具体任务如下:(1) 技术任务1)确定产品品种、规格、质量标准及年产量。
2)确定产品的生产方案及工艺过程,选取主要设备并确定其必要的数量。
3)选择与计算辅助设备。
4)计算完成年计划产量所需的原料,材料及动力消耗。
5)提出动力、运输、照明、采暖、通风、供水、排水等各项设计要求。
6)计算车间所需面积,车间内主要设备与辅助设备的布置。
7)确定厂房形式和主要尺寸,画出车间平面布置图,提出安全环保等措施。
(2) 组织任务研究车间的生产劳动组织,确定职工人数及编制,制定劳动定额等。
(3) 经济任务计算及制订基本建设投资额,生产预算,计划单位产品成本和综合技术经济指标。
1.1.2车间设计的依据在进行车间设计之前,应从技术经济部分取得设计任务,而设计任务书是有关部门根据国家计划经过充分讨论订出指定的,其基本内容有:1)车间的生产规模,生产品种。
铝合金熔铸车间设计方案

铝合金熔铸车间设计方案铝熔铸是铝加工厂的第一道生产工序。
设计的主要内容为:工艺流程选择、设备选择和车间布置。
工艺流程选择铝熔铸生产包括配料、熔炼、铸造、均热、机械加工和检验等工序。
大型熔铸车间还有残屑及熔渣处理、中间合金制备、熔剂制备等关心工序。
配料熔炼铝及铝合金的炉料有:(1)铝电解厂运来的电解铝液或重熔铝锭以及镁、锌等;(2)铝一锰、铝一硅等中间合金;(3)铝加工厂各车间返回的废料、边角残料和碎屑;(4)外购的废旧铝及铝合金制品等。
生产时,依据原料供给状况和合金的化学成分,确定各种炉料的用量。
熔炼将配好的炉料加热熔化,调整熔体化学成分和温度,进展净化处理,以降低气体和夹杂物在熔体中的含量。
净化处理有炉内和炉外在线两种方法。
前者是在炉内除气,这种方法可能使熔体受到二次污染。
后者是将除气和除渣在配置于生产线中的特地装置内进展。
其中,以过滤除渣为主的有承受玻璃丝布、刚玉微孔陶瓷管和陶瓷泡沫过滤器等方法;除气除渣兼有的有 FILD 法(Fumeless In Line Degassing 法,英国铝业公司研制)、Alcoa 法(美国铝业公司研制)、SNIF 法(Spinning Nozzle Inert Flotation 法,美国联合碳化物公司研制)、MINT 法(Melt In Line Treatment System 法,美国联合铝业公司研制)等。
这些装置具有净化效果好、公害小、生产过程连续等优点。
铸造常用的铸造方法有立式半连续铸造、固定模水平连续铸造、活动模连续铸造和水冷模铸造四种。
(1)立式半连续铸造法。
能生产多种合金成分和多种规格的扁锭、空心圆锭、实心圆锭,并适于多模铸造,应用最广。
依据结晶成形方法,又可以分为使用一般水冷结晶器的铸造法、在水冷结晶器上部设有绝热保温帽的热顶铸造法和不用水冷结晶器,而用电磁力来保持铸锭断面外形,然后直接水冷成形的电磁铸造法等三种。
其中结晶器铸造法设备简洁,但铸锭内部组织和外表光滑度都不如后两种好。
铝箔车间钢结构施工方案
第一章工程概况及工程特点1.1 工程概况中国铝业西北铝加工分公司铝箔项目由中色科技股份有限公司设计施工总承包,规模为5万吨/年。
建设地点位于甘肃陇西县西北铝加工分公司原有厂区北侧新征土地,占地368亩。
六冶、十二冶及十五冶分包承建。
铝箔车间工程由铝箔车间精整及轧制跨(含偏跨)、成品堆放跨、退火跨、坯料跨及轧机辅跨所组成,建筑面积为52989m2。
本工程为铝箔车间的成品堆放跨、退火跨、坯料跨,建筑面积为21660㎡。
结构类型为:钢结构柱-砼基础排架结构。
抗震设防烈度为8度,耐火等为2级,建筑物安全等级为2级。
铝箔车间坯料退火跨跨度30m,长度126m,吊车轨顶标高7.5m;退火包装跨跨度36m ,长度264m;成品堆放跨跨度30m,长度264m。
吊车轨顶标高8.0m。
屋顶标高12.80m。
本工程为单层钢排架结构金属压型钢板围护车间,门形钢架,钢吊车梁。
钢柱、梁均为焊接H型钢;材质Q345B。
梁柱采用摩擦型高强度螺栓连接。
檩条为薄壁型钢檩条,围护为双层彩色压型钢板、100厚彩钢夹芯板。
彩色压型钢板。
屋面为双层彩色压型钢板、100厚玻璃丝棉。
基础为独立杯口基础,与柱连接为插入式,局部为预埋地锚螺栓连接。
1.2工程特点建筑物面积大,钢结构工程量大。
要求测量定位精度高,高空作业多,同时多专业施工,成品保护难度大。
结构施工组织必须形成流水,方可满足进度要求。
工程量大,所以各专业必须穿插施工,合理组织才能发挥最好的效率。
第二章编制依据1.1中色科技股份有限公司设计的西北铝加工分公司铝箔项目施工蓝图。
1.2国家现行建筑工程施工质量验收规范、规程:1.《建筑工程施工质量验收统一标准》(GB50300-2001)2.《钢结构工程施工质量验收规范》(GB50205-2001 )3.《建筑钢结构焊接技术规程》(JGJ81-2002 )4.《门式钢架轻型房屋钢结构技术规程》(CECS :2002 )5.《钢结构高强度螺栓连接的设计、施工及验收规程》(JGJ82-91)6.《涂装前钢材表面锈蚀等级和除锈等级》(GB8923)1.3设计图纸中规定的其它施工和技术质量标准、规范、规程等1.4本企业的质量/环境/职业健康安全体系程序文件及相关的作业指导书.第三章钢结构制作施工方法1.流程图(1)钢结构制作工艺流程图合格2.施工准备(1)技术准备审查设计文件是否齐全合理,符合国家标准。
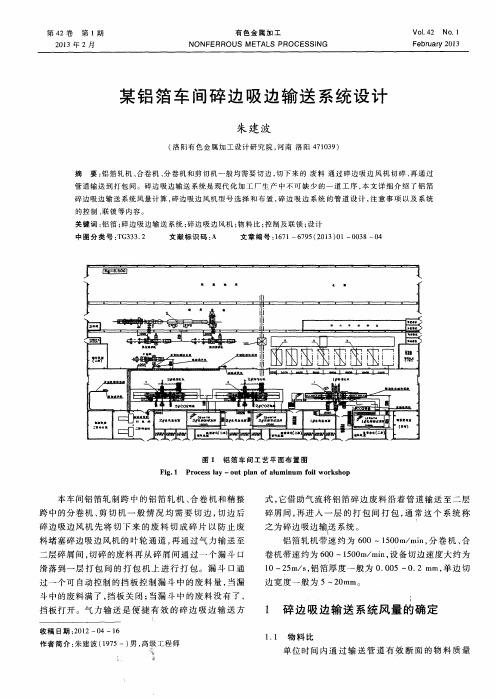
某铝箔车间碎边吸边输送系统设计
1 碎 边 吸 边输 送 系统 风 量 的确 定
1 . 1 物 料 比
单位 时 间 内通 过 输 送 管 道 有 效 断 面 的 物料 质量
第 1期
G =8 …B …V …P k ( 1 )
式中: G 一 物 料质量 ( k g )
6 … 一 碎边废 料最 大 厚度 ( m) ;
Bm V
…
一
.x
碎边废 料 最大 宽度 ( m) ; 最 大剪 切速度 ( m / h ) ; 2 . 2 碎边 吸边 输送 系统 风 管管径 的计 算
碎边吸边输送系统风量计算 , 碎 边 吸边 风 机 型 号 选 择 和 布 置 , 碎边 吸边系 统的管道 设计 , 注 意 事 项 以及 系 统
的控 制 、 联锁等内容。
关键词 : 铝箔 ; 碎 边 吸 边 输 送 系统 ; 碎边吸边风机 ; 物料 比; 控 制及 联锁 ; 设 计
中 图分 类 号 : T G 3 3 3 . 2 文献 标 识 码 : A 文章编号 : 1 6 7 1 — 6 7 9 5 ( 2 0 1 3 ) 0 1 — 0 0 3 8— 0 4
有 色 金 属 加 工
3 9
( G ) 与通 过该 断 面的空 气 质量 ( G 。 ) 的 比值 ( M) 称 为
物料 比, 即 M=G / G 。在 铝箔 碎边 吸边 输 送 系统 中 , 物 料 比是 一个很 重 要 的参 数 , 物 料 比过 大容 易 引起 管
料在 输 送风 管 内的最 小气 流速 度 ( m / s ) 。
年产20万t铝的铝电解车间设计冶金毕业设计

年产20万t铝的铝电解车间设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
书山有路勤为径,学海无涯苦作舟
铝箔车间设计
铝箔车间设计(design of aluminium foil workshop) 以0.5mm 左右厚的铝带坯为原料,经退火、轧制、分卷、剪切等工序,生产铝箔的铝加工厂车间设计。
铝箔厚度为0.006~0.2mm,使用宽度一般小于1000mm,通常以倍尺进行生产,最大轧制宽度可达2000mm。
以软状态、硬状态供应用户。
铝箔的深
度加工产品有与纸或塑料薄膜组合而成的复合铝箔,表面压花、着色、印花的
花色铝箔和表面涂有耐水、耐油、绝缘等性能涂布剂的涂层铝箔等。
根据建厂
具体情况,以上产品可以在铝箔车间生产,也可以单独建设铝箔深度加工车
间。
设计主要内容为:工艺流程选择、设备选择和车间布置。
工艺流程选择以厚0.5mm 左右的铝箔坯料为原料,一般经过退火、初轧、
中轧、清洗、合卷、精轧、分卷、退火和剪切等工序生产铝箔成品。
现行的铝箔轧制工艺有两种。
一种是每道次轧制使用一台轧机的群体式轧制工艺。
这
种工艺需要的轧机台数多(形成一个轧机群体),轧制中间需要退火和清洗才能
生产薄规格铝箔。
另一种工艺是将各道次轧制集中在粗、中、精轧机上,可用
一台、两台或多台轧机进行生产,一般不需要中间退火和清洗。
前者轧机规格小,装备水平较低,建设投资较少,适合于年产几百吨至1~2kt 的生产规模。
后者轧机规格较大,装备水平高,产品质量和生产效率均很高,适合于年产几
千至几万吨的生产规模。
铝箔的成品退火,有低温长时间和高温短时间两种制度。
低温长时间退火时,铝箔卷上的残余润滑油有充分的时间挥发掉,退火
后表面光亮,但需要炉子台数较多。
高温短时间退火,一般适用于群体式轧制
工艺。
生产薄规格铝箔需要叠轧,叠轧前要合卷。
合卷工序可单独设置,也可在精轧机上将合卷和精轧一次完成。
叠轧后的铝箔要分卷,分卷的同时可以分切,分切的宽度在200mm 以上。