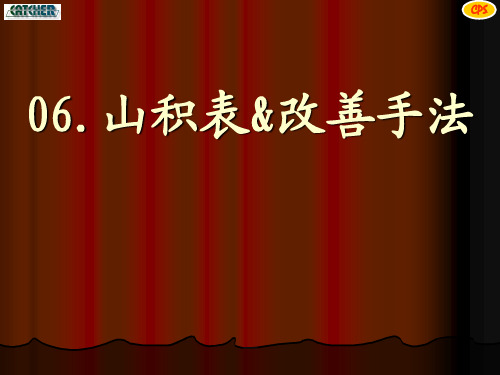
生产线山积表画法演示
生产线平衡之工时测定与山积表

1.8 1
0.5 1
1
2
2.5
1
0
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S11 S12 S13 S14 S15 S16
M5 M4 M3 M2 M1
工站
平衡的手法—工时测量
工时测量 的作用
获取各工站的实际操 作时间﹐为山积表制 作﹐时间平衡作准备
通过时间观测﹐分析 作业价值﹐发现问题 和改善空间
形成标准﹐比较实际 差异﹐找出問題
平衡的手法—工时测量
得出的数据:
➢“节拍”是指连续完成相同的两个产品(或 两次服务, 或两批产品)之间的间隔时间。换句话说,即指完成一个产 品所需的平均时间。节拍通常只是用于定义一个流程中某一 具体工序或环节的单位产出时间。在流程设计中,如果预先 给定了一个流程每天(或其它单位时间段)必须的产出,首 先需要考虑的是流程的节拍。 ➢“瓶颈“(Bottleneck):而通常把一个流程中生产节拍 最
拆解动作 时间测试
將工站动作拆解成若干个单一的操作內容,并填 入<<时间记录表>>
分解动作時間量測,一般每个动作測量5次為 宜; ❖ 量測人員应站在作业员斜后面1米以外,以能 看清楚全部操作动作為准則; 測試中不能打扰作业员的正常操作,和引起 作业员的紧张;
平衡的手法—工时测量
时间測量流程
作业內容
平衡的手法
手法
• 工时测量 • 山积表 • 程序改善 • 损失分析 • 作业条件改善 • 打破平衡
平衡的手法—工时测量
工时测量
工具: 秒表 ❖ 观测板、铅笔 时间记录表、计算器 山积表
方式: 一般测时法 ❖ 连续测时法
平衡的手法—工时测量
山积图

第三步:初步生成图形
• 点击选定的柱状图 • 后,会生成一空白 • 图标区,。 • 在图表区点击右键 • 弹出如右图所示 • 命令,点击“选择 • 数据”
第四步:选择数据
• 点击右图红色圆圈区域
第五步:确定区域
• 将张三的所有成绩选中,之后按下“ctrl”键将
其他人成绩依次选中。这是会初步行程山积图
Excel表做山积图方法
• 山积图主要用于同一对象不同数值的叠加,
既能反映对象的整体情况,又能反映各分 段的情况。下面以学习成绩来介绍山积图 的做法。
第一步:建立数据表
•建立如下图所示的成绩表
第二步:选择插入的图形
• 如右图所示,点击“插入”---“柱形图” • 选择分上下两层的柱状图, • 如图中第一行第二个(略显 • 黄的底色)
第六步:输入轴坐标
• 点击上图中红色圆圈区域弹出如下对话框
• 依次选中姓名一列,点击“确定”
第七步:说明每种颜色柱状图代表的含义
• 点击下图中红色圆圈区域,依次将”系列
一至系列六”改为”语文至生物”,点击 “确定”。
最终山积图
• 如果更改成绩山积图也会改变
山积票做成方法PPT课件

2021/3/7
CHENLI
4
三.必要术语解释(二)
附带作业:在正常标准作业以外定期出现的 辅助作业.(如:部品箱更换;品质检查等)
正味作业时间:测定的全体作业者时间的最 小值之和,也写做∑CT.
正味人工:必要的纯粹人工,等于∑CT/T.T
作业偏差:作业者循环时间的最大值与最小 值的差.
段替时间:在正常标准作业以外出现的不同 的机种切换时发生的额外作业.
[FTPS简明手册]
承认 调查 作成 川崎唯夫 韩德群 张文英
山积表的作成方法
编号:FTPS-06-01
2021/3/7
CHENLI
生产改善室
2006.3.30 第3版 2006.2.10 第2版 2005.3.28 第1版
1
一.使用山积表的目的
明确生产线全体作业者的循环时间(C.T); 附带作业及段替作业的状况.
将全体作业者各自的循环时间(C.T)与节 拍时间(T.T)相比较,明确人工使用状况.
作为省人化改善的依据和道具.
2021/3/7
CHENLI
2
二.山积表的示例
②③
① 山积票
作成日期 04.01.15 作成者
线体名 560N
品名
品番
工作时间 36000秒 必要数
144 台
生产节拍
250 秒
350
计算出的必要人工和含附带作业的人工 应至少保留一位小数.
2021/3/7
CHENLI
9
六.关于复数工程的计算方法
当被观测的线体某一工程出现复数时, 在填写山积表时应将观测时间的最大值 和最小值除以复数工程的数量.
在计算正味时间时应记入除以复数工程 数量后的时间值
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
时间/台
质量检查 首检
正常检查 终检
频次 合计
检查时间
时间/台
类型Ⅲ涉及 的工作类型比 较多,在调查 过程中需要应 用三种调查表 格。各项数据 按实际情况填 写。每项时间 测量三遍,取 平均值。
三
山积表编制的具体方法
类型Ⅲ调查作业时间实例
每种类型分别测 算3次
作业时间调查表
车间
班组
作业 类型
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
CT=
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。
首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。
山积表改善手法
好
í¬
T/T
可再改善之点 消除不公平
OP 1
2
3
4
(1)若OP4之动作,暂无法消除不公平之状况时
则人员轮流,以求公平。
(2)针对OP4之动作解析、改善(ECRS),OP1~3
之C/T再求低减,由4人→3人。
7
CPS
改善的步骤(第一、二类)
1.◎C/T<T/T →要变更作业组合总工数。
◎C/T>T/T →要缩短作业时间。
1. 优化工站物料﹐ 工具摆放
2. 改善操作员的 操作方法
3. 提高操作员动作 效率
时间
山积表 简合重取化併排消
工 站
19
CPS
4)利用或改良工艺装备 --及提高机器效率
前
9.2"
8.1"
后 前
主板架 治具改善
78..71"" 98..20""
5.2"
S2
S3
53.26"
S2
S3
20
CPS
5)改善材料 --包括设计方法的改善
11.12
44.99
9.00
32.62
35.28
10.00
26.40
6.67
8.10
6.61
10.64
13.72
10.74
8.41
5.30
8.75
5.45
0.00
第1站
第2站
第3站
第4站
第5站
第6站
第7站
第8站
第9站
第10站 第11站
4
CPS
山积表类型及目的
第一类(同一品种)
精益生产-山积表
Ê @ ° §
H ¤
A
B
C
現瑒改善(三類山積表的使用)
第二類 (適用同Line一個流生產)
‧山積票(不同品番)
(T/T)
目的:
◎瓶頸工程的調查...瓶頸在C員。 ◎加班原因的調查...整條Line的 Lead Time受制於C員。 ◎工程間在庫的調查...整條Line 的工程間在庫也因C員而產生。
?
?
水準評價表
ô Ç ¤· @ ~ º ¬ A §·ª ª º STEP UPª ê I Æ µ º ¹ ¬ ¨¶
w Á I Ë ©D é º O þ §Ò © ´  À ¬ ¥ Å ª « ¥ ¤¨
未作個人的山積票
21 19 17 15 12 10 8 1 2 3 10
1.以值班站為起點,總結各直 的作業內容。 2.個人分擔的作業,分配到時 間軸上,作成1直的山積票。
TPS教育訓練
山積表
現瑒改善(三類山積表的使用)
第一類 (適用同Line一個流生產)
‧標準作業票(同品番)
(T/T)
目的:
◎瓶頸工程的調查...瓶頸在C員。 ◎加班原因的調查...整條Line的 Lead Time受制於C員。 ◎工程間在庫的調查...整條Line 的工程間在庫也因C員而產生。
改善想法:
改善想法:
Ê @ ° § ab c ab c ab c
H ¤
A
B
C
‧◎作業項目重新配分 ‧◎作業動作工時改善
現瑒改善(三類山積表的使用)
第三類 (適用批量生產)
‧山積票(含段取時間)
480'
q ¨ ¬ ú 20' ¾¤ l O 60'
山积图

改善
标准作业手顺书
定义:以人的动作为中心,主要体现人的运动路线、活动范 围、作业内容及作业时间。 目的: ※对现场现状的把握,反映操作者作业内容、作业顺序; ※操作者一个循环作业时间及各要素作业时间的确认; ※反映操作者作业的运动路线; ※操作者在一个循环时间内运动的区域; ※生产现场布局及工位器具的相对布局; ※前后工序相互配合的范围(越工位的情况)及目视化管理 工具。
山积表定义
山积表:将操作者的动作、作业内容即操作者 每个工步内动作及作业所用的时间用柱状图目 视化的表现出来,以便任何人都能一目了然的 能发现问题的工具。
山积表目的
1)、对现场现状的把握、到现场发现操作者的作业量均衡性
及工作负荷的饱满性;
2)、对现状把握并进行定量(数)的评价、明确作业人员的 日作业的平衡化; 3)、选装件安装时安装作业量的变动; 4)、体现出节拍时间与循环时间的差别;(作业时间不均衡,
山积图及手顺书的制作
1. 2. 3.
时间观测
山积表的制作 手顺书的制作
时间观测具体步骤
步骤1 步骤2 步骤3 步骤4 步骤5 步骤6 步骤7 观察作业内容2~3次(或半小时),把握作业顺
序,作业方法及观测位置,确定要素作业
将要素作业填入观测用表格 进行时间观测 算出1个循环的时间 确定循环时间 算出各要素作业的时间 确定各要素作业时间
① ②
③
④
⑤
发现问题
1. 2.
全体生产线的问题(交叉、超出节拍)
作业方法(两人同用一气搬机、等待)多次取 件 浪费的排除(动作、库存、等待) 作业组合(另一旁) 步行距离来回次数的减少
3. 4. 5.
6.
7.
手作业时间的缩短
山积表

二
记住山积表
标准作业类型二山积表
控制线:表示生产节拍;绘制要求:线粗 1.5磅,若条件允许建议用红色,若条件不 允许可用黑色。
一名 操作 者对 应一 个柱 状图
空柱型:用以表示对应人员的作业时间(由多种机型的作业时间及 数量比例加权平均得来)。绘制要求:若条件允许,建议用彩色柱 状图;若条件不允许可用黑白色柱状图。
a三知识点源自3.2生产线平衡率的计算3.2.1对于装配车间(以山积表数据模板计算) 装配人员循环作业时间
各个人CT总计
生产线平衡率=
*100%
用时最长人员的CT*人员数
3.2.2对于加工车间(以各工序(线)生产能力表数据模板计算)
各工序作业时间总计
生产线平衡率=
*100%
用时最长工序的作业时间*工序数
①确保每名操作者在节拍内 完成作业。 ②确保人员作业时间均衡。 ③提高装配线生产能力。
①综合考量整个车间用时最长的人员的作业时间及生 产计划,调整生产节拍,在保证人员能够完成产量的 前提下,减少作业人员的等待时间。
标准作业类 型三山积表
①确保员工在不加班的情况 下完成工作。 ②提高加工线或本班组人员 的作业时间均衡程度。 ③减少人员等待浪费。
一名 操作 者对 应一 个柱 状图
堆积单元
堆积柱状图:用以表示对应人员的作业内容、作业顺序及作业时间。绘制 要求:建议用黑白色打印;为区分作业步骤,也可采用手绘的办法,用网 格线、不同方向的斜线或字母A、B、C等区分各个堆积单元。
内容为柱 状图对应 工序及人 员;具体 命名规则: ①简要描 述工序/ 过程名称 ②以-1、 -2等形式 表示同一 工序的不 同操作人 员。(类 型二、类 型三山积 表命名规 则相同)
山积表

1毛藤子20170729山 积表APOLLO TPS 训练营Agenda一、生产节拍的概念二、工时测定步骤三、山积表的制作四、山积表制作案例分析23是指卖向顾客的速度 对生产部门 部品1个或1台份应该用多少时间生产的时间值 ※ 将工作量正确赋予的尺度一天生产必要数 客户节拍 =一天的作息时间(定时)(※)作息时间以就业的规定时间、可动率以100%计算 客户节拍的计算式1、客户节拍(T.T)42、生产节拍(C.T)3、必要人工数完成生产必要数所需的人工数。
指作业者1人按所规定的工序作业顺序1循环所要的时间,生产线节拍指瓶颈工序节拍。
∑C.T 指所有工序生产节拍之和,即指产品从粗材到成品1循环所要时间。
客户节拍T.T 必要人工数=∑C.T1、时间测定标准作业需要每一个要素作业时间、要求有正确的测定技能。
2、观测点所谓观测点是将各要素作业1個1個区別开,在测定时间节点时,以其要素作业结束瞬间作为观测点。
561.仔细观察作业顺序暗记下来.2.记入要素作业 3.测定1循环周期的时间 6.测定没测定的要素作业 5.1循环周期的时间和各要素作业时间对合4.测定各要素作业的时间 7.测定线外作业 27・8・91・2134567891 2 3 4・・・・・・ 3・4561・23・4567・8・9……247893、工时测定要领原则:遵照事实的原样,没有遗漏,正确的测定。
4、时间观测表71、山积表的概念:山积表是指将各分解动作时间,以叠加式直方图表现的一种研究作业时间结构的手法。
2、样式:T.T目标:C.T=T.T83、生产线平衡改善的方法1人→2人分担转移作业改善少人化拆解去除重新分配改善合并9四、山积表制作案例分析1.时间测定2.改善前山积表(工时节拍分析)3. 改善后山积表10四、山积表制作案例分析4.山积表实例张贴11A-TPS 训练营•全員改善•一點一滴改善•持續改善END12。
山积图
山积表定义
山积表:将操作者的动作、作业内容即操作者 每个工步内动作及作业所用的时间用柱状图目 视化的表现出来,以便任何人都能一目了然的 能发现问题的工具。
山积表目的
1)、对现场现状的把握、到现场发现操作者的作业量均衡性
及工作负荷的饱满性;
2)、对现状把握并进行定量(数)的评价、明确作业人员的 日作业的平衡化; 3)、选装件安装时安装作业量的变动; 4)、体现出节拍时间与循环时间的差别;(作业时间不均衡,
手顺书制作要领 1
1)制作手顺书模板(按一定的比例汇制作业区); 2)填写要素作业名称(步行不作为作业名称、例外作业手顺 书内不表示); 3)将‘时间观测用纸’内所观测的最短循环作业时间及要素 作业时间填写在手顺书内; 4)按操作者实际运动路线、以每个要素作业为起止点汇制; 5)用粗实线体现人的有增值性的劳动同时还随车体移动、同 时体现出工作的相对位置,时间累加。细实线为人的运动 附随活动,对分装区人未移动的增值性劳动不画粗实线 (原地不动),车体移动的速度=全线长÷时间; 6)返回用带箭头的虚线表示; 7)有等待作业的时间用 《=》表示;
少的是?min,多的是?min)
5)、要素作业向前、后转移可能性的确认。 6)、T.T变更及新产品导入时的基础资料。
山積表的制作图例及说明
附加价值时间 付随作业时间 (取件) 等待 步行 检查
山积表的制作
500 450
NO
手 24 3 270
歩 4 3 3
安装顶棚线束
填写流程卡 拿线束 安装主线束
山积图及手顺书的制作
1. 2. 3.
时间观测
山积表的制作 手顺书的制作
时间观测具体步骤
步骤1 步骤2 步骤3 步骤4 步骤5 步骤6 步骤7 观察作业内容2~3次(或半小时),把握作业顺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打Hale Waihona Puke 螺栓 两侧打弹性销 吊装齿轮室 装正时齿轮并打紧 松装双头栓 放机油泵齿轮 打紧双头栓 装加油管 装螺塞 把力矩
装中间齿轮松装盖板并打紧 拧紧机拧紧 装前油封
2
2 把紧连杆螺 栓 80 6
3
3 装飞轮壳 17 3 20 10 15
4
4 装飞轮部件 25 25 20 26
5
5 装机油泵 15 5
6
6
7
7
8
8
9
9 装空压机 90
10
10 装挺柱、缸 盖副螺栓 10 5 8 6 19 11 3
11
11 装油泵 92
装活塞连杆 部件 20 33
装齿轮室部 装前油封及 齿轮室部件 件 正时齿轮盖 3 7 20 10 15 2 39 38 2 20 8 26 10 8 15 5
山积表
120 100 80 60 40
20
节拍 TT=1
112S
0 1
操作人员编号 工序名称 1 2 3 4 5 6 7 8 9 10 工序名称 装活塞连杆 把紧连杆 装飞轮壳 装飞轮部件 部件 螺栓 1 装前准备 拧紧机拧紧连杆螺栓 飞轮壳备件 飞轮备件 2 装活塞连杆 3 4 5 6 7 8 9 10 转机体90° 涂胶 装飞轮壳 拧紧螺栓 把力矩 吊装飞轮 拧紧飞轮 把力矩 装齿轮室部 装前油封及 件 正时齿轮盖 松装机油泵 吊齿轮室部件 打磨机身、除油、涂胶 备盖板 装机油泵 齿轮室部件 装空压机 类型二 装挺柱、缸 装油泵 盖副螺栓(2) 备挺柱 类型二 涂油 下挺柱 副螺栓涂胶 松装副螺栓 打紧副螺栓 擦胶 1