公司内部PPM目标值制定及确保措施
ppm管理

P P M 管理1、PPM管理的必要性随着工业化的大力发展,产品越来越复杂、电子化、高技术化、多功能化、寿命周期缩短化等,客户对产品的要求也越来越高了,这就要求制造厂商不断改进质量,提高产品的性能和可靠性。
发达国家产品的质量之所以被国际认可,就是因为产品的性能和可靠性能。
达到PPM级质量的产品也变得多起来。
目前国内外的厂家,都以客户为中心,正在进行PPM 水准的质量保证能力的推行。
2、PPM的概念2.1、PPM的质量水准PPM,即1/1,000,000。
意味着交货给客户的产品100万个中只有1个不良品。
PPM原为化学上表示浓度的单位,后来引入质量管理领域。
这时PPM应译成“产品组合管理”,英语为Product Portfolio Management,简称为PPM(GE的构思)。
2.2、PPM思想的由来日本松下电子零件公司和松下电子产品公司电视事业部相互协助,致力于电子零件的质量提高。
为何电视事业部要求PPM级的质量呢?当时的电视:①一台电视的电子零件平均使用数:500②交货来的各种电子零件的质量为:10PPM③每台电视的次品率为:10/1,000,000 × 500=1/200所生产的电视机每200台中就有1台因电子零件而产生次品,如果在电视机生产中次品产生率和零件次品程度相同,100台中就有1台为次品。
电视机事业部感到,随着生产量的扩大,消费者对质量要求的提高以及出口的增长,达到PPM级的质量水准是必然的。
3、PPM级的质量管理方法3.1、PPM管理和AQL保证的区别AQL称为合格质量等级(Acceptable Quality Level),表示买方作为工程平均不良,可以接受的次品率的上限。
从买方来说,签订质量合同时对质量要求用AQL表示,对卖方而言,就质量要求在出厂时实行抽检,保证质量才予以交货,这已构成在交易中一般的质量保证方法。
PPM级的质量,应为不满0.01%,要想保证这个等级,传统的抽查方法是不可能达到的,出厂时要保证PPM等级,应该用完善的工程管理对公司的制造工程进行管理,这在目前的制造技术水平、质量管理水平看来,是怎么也难以保证的水平。
关于不良率控制在50PPM具体措施范文

关于不良率控制在50PPM具体措施将不良率控制在50PPM范围内,该目标设定相对较高。
实现该目标,需要公司全体人员的努力,建立全面品质管理系统,导入适用性的先进管理工具,减少并杜绝各个过程变异,方有可能实现,具体建议如下:一、建立全面质量管理体系,规范从“客户—设计—供方—输入—过程—输出—客户”管理过程;二、控制变异(品质管理根本是控制变异),所以必须通过各种管理方法减少并杜绝各个过程变异,包括:人、机、料、法、环、测等各类因素,通过系统的方法管理,以达成该目的;三、通过全面导入6Sigma管理,以达成预定目标;四、本方案,将依上述三点思路与要求,结合制造工厂本身特点,将制定如下措施:1. 建立并严格落实全面质量管理体系:1) 规范各个过程,并不断优化与改进过程,使其环环相扣;2) 进行定期及不定期的内审、管理评审,以确保体系有效运行。
2. 确定目标并分解目标,建议如下:1)设计开发致使失效次数0次,不能因产品设计缺陷造成量产的报废;2)进料合格品率100%;3)制程不良率50PPM;4)成品合格率100%;5)客户投诉0次/月,产品满意度100%。
3. 规范“客户—设计—供方—输入—过程—输出—客户”过程,具体如下:A.规范“客户”过程:1)客户要求识别:a)应充分识别客户要求(包括有形与无形,法律法规要求等);b)通过管理工具(CTQ),分析并展开客户要求。
2)客户要求评估:a)针对客户要求,结合我司质量管理水平,以确保我司具体客户需求的管理能力;b)通过以往的制造数据为基础,计算出我司制程能力指数,以确定符合预定目标,包括不良率控制在50PPM目标;c)当客户要求与我司质量能力有偏差时,应改善我司质量水平,以确定符合要求。
3)客户要求转化与落实:a) 将客户要求转化为内部要求;b) 展开设计与开发,并进行评审与失效分析;c) 品质验证产品符合情况并完善各类资料后,展开量产。
B.规范“设计”过程:1)应明确“设计”目标,杜绝可能的生产、使用等过程失效,并确保量产过程不因设计原因造成产品的报废;2)规范各个设计开发过程,包括产品设计和开发进行策划和控制、输入、输出、评审、验证、确认、变更的控制;3)利用必要管理工具与手法,以加强对设计与开发阶段控制:a) FMEA(潜在失效模式与后果分析)工具应用;b) DOE(实验设计)工具应用;c) QFD(品质功能展开)工具应用。
ppm管理

P P M 管理1、PPM管理的必要性随着工业化的大力发展,产品越来越复杂、电子化、高技术化、多功能化、寿命周期缩短化等,客户对产品的要求也越来越高了,这就要求制造厂商不断改进质量,提高产品的性能和可靠性。
发达国家产品的质量之所以被国际认可,就是因为产品的性能和可靠性能。
达到PPM级质量的产品也变得多起来。
目前国内外的厂家,都以客户为中心,正在进行PPM水准的质量保证能力的推行。
2、PPM的概念2.1、PPM的质量水准PPM,即1/1,000,000。
意味着交货给客户的产品100万个中只有1个不良品。
PPM原为化学上表示浓度的单位,后来引入质量管理领域。
这时PPM应译成“产品组合管理”,英语为Product Portfolio Management,简称为PPM(GE的构思)。
2.2、PPM思想的由来日本松下电子零件公司和松下电子产品公司电视事业部相互协助,致力于电子零件的质量提高。
为何电视事业部要求PPM级的质量呢?当时的电视:①一台电视的电子零件平均使用数:500②交货来的各种电子零件的质量为:10PPM③每台电视的次品率为:10/1,000,000 × 500=1/200所生产的电视机每200台中就有1台因电子零件而产生次品,如果在电视机生产中次品产生率和零件次品程度相同,100台中就有1台为次品。
电视机事业部感到,随着生产量的扩大,消费者对质量要求的提高以及出口的增长,达到PPM级的质量水准是必然的。
3、PPM级的质量管理方法3.1、PPM管理和AQL保证的区别AQL称为合格质量等级(Acceptable Quality Level),表示买方作为工程平均不良,可以接受的次品率的上限。
从买方来说,签订质量合同时对质量要求用AQL表示,对卖方而言,就质量要求在出厂时实行抽检,保证质量才予以交货,这已构成在交易中一般的质量保证方法。
PPM级的质量,应为不满0.01%,要想保证这个等级,传统的抽查方法是不可能达到的,出厂时要保证PPM等级,应该用完善的工程管理对公司的制造工程进行管理,这在目前的制造技术水平、质量管理水平看来,是怎么也难以保证的水平。
关于不良率控制在50PPM具体措施
关于不良率控制在 50PPM 具体措施将不良率控制在 50PPM 范围内,该目标设定相对较高。
实现该目标,需要公司全体人员的努力,建立全面品质管理系统,导入适用性的先进管理工具,减少并杜绝各个过程变异,方有可能实现,具体建议如下:一、建立全面质量管理体系,规范从 "客户-设计-供方-输入 -过程-输出-客户"管理过程;二、控制变异(品质管理根本是控制变异),所以必须通过各种管理方法减少并杜绝各个过程变异,包括:人、机、料、法、环、测等各类因素,通过系统的方法管理,以达成该目的;三、通过全面导入 6Sigma 管理,以达成预定目标;四、本方案,将依上述三点思路与要求,结合制造工厂本身特点,将制定如下措施:1.建立并严格落实全面质量管理体系 :1)规范各个过程,并不断优化与改进过程,使其环环相扣;2)进行定期及不定期的内审、管理评审,以确保体系有效运行。
2.确定目标并分解目标,建议如下:1)设计开发致使失效次数 0 次,不能因产品设计缺陷造成量产的报废;2)进料合格品率 100%;3)制程不良率 50PPM;4)成品合格率 100%;5)客户投诉 0 次 / 月,产品满意度 100%。
3.规范"客户 -设计 -供方 -输入 -过程 -输出 -客户 "过程,具体如下:A.规范"客户 "过程:1)客户要求识别:a)应充分识别客户要求(包括有形与无形,法律法规要求等);b)通过管理工具( CTQ),分析并展开客户要求。
2)客户要求评估:a)针对客户要求,结合我司质量管理水平,以确保我司具体客户需求的管理能力;b)通过以往的制造数据为基础,计算出我司制程能力指数,以确定符合预定目标,包括不良率控制在 50PPM 目标;c)当客户要求与我司质量能力有偏差时,应改善我司质量水平,以确定符合要求。
3)客户要求转化与落实:a)将客户要求转化为内部要求;b)展开设计与开发,并进行评审与失效分析;c)品质验证产品符合情况并完善各类资料后,展开量产。
ppm控制目标

2015生产制成PPM控制目标分解鱼骨图粉线:1.生产场地进行有效的改善1.1 对链条进行整体清洗或跟换1.2 将喷房到烤炉段进行有效屏蔽1.3 在除尘段安装排风扇、将除尘过程产生的颗粒及纤维抽走2.岗位作业标准建立及现有标准的优化2.1 各岗位建立作业手法标准2.2 将现有标准中错误的操作方法进行改善3.现场人员的品质意识3.1 定期对现场员工进行因操作不当造成的不良或报废进行解说培3.2 定期将客户的品质要求、客诉、退货对员工进行培训4.定岗定位4.1对员工定岗定位,以提高操作熟练度5.现场卫生的控制与清理5.1 现场卫生区域制定专人管理5.2 对现场卫生制定清扫与清理的频率6 设备的保养、清理、维护6.1 设备日常点检,设备保养计划实施6.2 对重要设备制定清理、维护计划,并照计划实施7 操作岗位人员培训7.1 定期对各操作岗位人员进行岗位职能培训7.2 不定期各岗位人员进行职能考核图电泳:1.设备保养1.1 设备日常点检,设备保养计划实施1.2 对重要设备制定清理、维护计划,并照计划实施2.定岗定位2.1对员工定岗定位,以提高操作熟练度3 操作岗位人员培训3.1 定期对各操作岗位人员进行岗位职能培训3.2 不定期各岗位人员进行职能考核4. 挂具改良、工艺优化4.1 对挂具进行改良以提高工作效率及减少碰挂现象4.2 对现有工艺不足处进行更改,并按工艺要求进行生产5. 重要管控点的管控5.1 对生产的重要工艺进行管控,并定专人管理5.2 对重要管控点制定管控计划,并对管控过程进行记录框线:1.自动、半自动化导入1.1 2#框线引进设备半自动弯线1.2 通过引进自动、半自动设备弯线,以减少人工弯线过程的不良2. 生产过程的自检2.1 制定生产过程检验方法2.2 制定生产中的自检频率(如生产100根或半小时自己检验一次)达到减少不良品的目的3. 模具保养、维护3.1 对模具制定保养、维护计划,指定人员进行维护、保养,并做好记录4 操作岗位人员培训4.1 定期对各操作岗位人员进行岗位职能培训4.2 不定期各岗位人员进行职能考核目的。
PPM管理方案计划程序

1 目的本程序旨在明确分供方零件PPM、零部件过程PPM及零件交付PPM管理所涉及部门的职责和权限,规范PPM统计标准和PPM管理流程,以实现PPM指标的准确统计和有效利用,为分供方质量业绩评价以及公司零部件质量水平提供量化依据。
2 适用范围本程序适用于博通汽车部件制造有限公司(以下简称博通公司)PPM管理。
3 定义PPM——零部件百万分之不合格率。
PPM统计——具备统一的零部件过程不良信息的采集和存档、零部件过程PPM指标的统计和分析等功能的系统平台。
4 职责4.1 质量部STA:负责将零部件过程不良信息向分供方的传递和反馈;负责对分供方零部件PPM指标进行统计、分析和发布。
4.2 质量部过程工程师:负责零部件过程不良信息的确认和记录,负责零件交付PPM 指标的统计、分析4.3 质量部体系工程师:负责PPM总体指标的统计,负责PPM录入数据的监控与修改、PPM趋势分析及问题管理。
5 工作要求及程序5.1 零部件PPM指标统计标准5.1.1 计算公式5.1.1.1零部件过程(分供方零件)PPM=当期生产过程发现零部件不良件数/当期零部件交付总件数*1000000 (标件不纳入PPM计算)5.1.1.2交付PPM=当期交付顾客零件不良件数(顾客以QR单数量为准)/当期零部件交付总件数*10000005.1.2统计环节统计范围涵盖从零部件入厂到顾客整车发运之间的所有环节:5.1.2.1各分厂库房5.1.2.2入厂检验5.1.2.3各分厂生产过程(焊接、冲压、组装等)5.1.2.4顾客抱怨5.1.3 判定标准5.1.3.1入厂验收(包括其他质量抽查)发现的不合格零部件,拒收或处理使用以检验和排查发现的不合格零部件数量计入PPM;5.1.3.2过程发现的不合格零部件,经质量部质量工程师确认的不合格零部件数量计入PPM;5.1.3.3顾客反馈的不合格零部件;5.1.3.4顾客发现的需要翻库排查的零部件问题,经质量部确认后,以两倍问题数量计入PPM。
PPM质量制

1 PPM质量制目前PPM(Parts per million,百万分率的缺陷率)质量制已在发达国家得到了广泛的应用。
PPM质量制以将产品不良率降低到百万分之一为管理目标的管理,在国际上也被称之为“最完美的管理。
”它可以形象地理解为用显微镜将管理对象的缺陷放大的同时,运用全面质量管理手段加以减少或消除,从而实现整个生产过程“零缺陷”。
它将有助于全体职工包括企业决策者在内,能了解到企业产品质量情况,然后作出相应对策来解决、提高、稳定产品质量。
其中某些数据可以作为员工质量考核、发放奖金的参考依据。
PPM质量制是企业现代化管理上水平的重要组成部分,实行PPM质量制基于三个最基本的质量保证体系,即设计质量保证、采购质量保证和工序质量保证。
世界经济发达国家及国内先进企业的成功经验表明,凡推行PPM质量制,大到庞大的整机生产,小至每一个生产工序,都能保持很低的故障率和高的直通率。
推行PPM质量制是企业经济腾飞的促进力。
SMT是一项包括SMD、组装设备、组装工艺、测试技术、辅助材料等各个环节在内的系统工程,在前期,国内的注意力较多地集中在元器件及SMT应用领域的拓展等方面,近几年来,也大大注意到了SMT工艺工序质量控制的研究和应用,取得了一些经验和成果,促进了SMT工艺工序质量的提高。
现针对SMT标准工序质量贯测实施PPM管理思想,提出PPM缺陷计算法在工艺检测中的分析和运用形式,最终实现工序质量控制目标。
2 PPM质量制在SMT工序质量监测中的应用2.1 PPM质量制的应用要点良好的PPM质量制,必须建立合理、系统的目标树,就是依据系统目标管理的原则和方法,将代表国际先进水平的“PPM水平”作为PPM目标值,然后将其层层分解,构成PPM质量制指标体系。
而在每一个目标树中都采用PPM缺陷计算的方法,通过一系列工艺控制手段,提高生产工序质量,使实际生产过程中的PPM值小于PPM目标值。
PPM缺陷数量目标值的确定建立在工序检验标准的使用基础上,并根据工序的工艺性能由质量控制和技术部门来认可。
ppm管理

P P M 管理1、PPM管理的必要性随着工业化的大力发展,产品越来越复杂、电子化、高技术化、多功能化、寿命周期缩短化等,客户对产品的要求也越来越高了,这就要求制造厂商不断改进质量,提高产品的性能和可靠性。
发达国家产品的质量之所以被国际认可,就是因为产品的性能和可靠性能。
达到PPM级质量的产品也变得多起来。
目前国内外的厂家,都以客户为中心,正在进行PPM水准的质量保证能力的推行。
2、PPM的概念2.1、PPM的质量水准PPM,即1/1,000,000。
意味着交货给客户的产品100万个中只有1个不良品。
Product PPM原为化学上表示浓度的单位,后来引入质量管理领域。
这时PPM应译成“产品组合管理”,英语为Portfolio Management,简称为PPM(GE的构思)。
2.2、PPM思想的由来日本松下电子零件公司和松下电子产品公司电视事业部相互协助,致力于电子零件的质量提高。
为何电视事业部要求PPM级的质量呢?当时的电视:① 一台电视的电子零件平均使用数:500 ② 交货来的各种电子零件的质量为:10PPM ③ 每台电视的次品率为: 10/1,000,000 × 500=1/200 所生产的电视机每200台中就有1台因电子零件而产生次品,如果在电视机生产中次品产生率和零件次品程度相同,100台中就有1台为次品。
电视机事业部感到,随着生产量的扩大,消费者对质量要求的提高以及出口的增长,达到PPM级的质量水准是必然的。
3、PPM级的质量管理方法 3.1、PPM管理和AQL保证的区别AQL称为合格质量等级(Acceptable Quality Level),表示买方作为工程平均不良,可以接受的次品率的上限。
1从买方来说,签订质量合同时对质量要求用AQL表示,对卖方而言,就质量要求在出厂时实行抽检,保证质量才予以交货,这已构成在交易中一般的质量保证方法。
PPM级的质量,应为不满0.01%,要想保证这个等级,传统的抽查方法是不可能达到的,出厂时要保证PPM等级,应该用完善的工程管理对公司的制造工程进行管理,这在目前的制造技术水平、质量管理水平看来,是怎么也难以保证的水平。
PPM改善计划01

钢瓶定位是按阀门为基准进行对位,阀门 做钢制并热处理的检具给万安达作 的材质为合金,钢瓶瓶口为钢材,钢的硬 检具已制作OK,产品 定位基准用,云峰阀门做±5°公 对位不准度比合金硬,在定位使用过程中,阀门磨 在生产中,下批生产 差来实配。 保证最终成品在±7° 损导致出现对位偏差。 时确认 内。
FUNWICK GROUP
1项: 3.20日已修模OK 2项: 3.20日已导入实施 3项: 正在执行中
FUNWICK GROUP
锋宏集团
二、内部PPM现状&改善方案
2.1
2500 2000 1711.61 1500 1000 500 0 内部PPM 目标值PPM 1414.50 1225.85 1567.37
1-5月锋宏内部PPM成状况
重点工序导入SPC监控 梁经文 产品的发展趋势
4 作业方 法
产品在试产时导入FMEA 减少量产时的出错机率
FUNWICK GROUP
锋宏集团
系列2 518
系列1 29.1% 57.8%71.2% 84.1% 90.5%93.9% 94.9% 95.7%96.4% 96.8%97.0% 97.3% 97.4%97.4% 100.0
FUNWICK GROUP
锋宏集团
二、内部PPM现状&改善方案
2.6 1-5月逃生梯改善方案
不良项目 不良原因 改善对策 结案状况
气压不良
原因在调查中,预计7月底 结案
FUNWICK GROUP
锋宏集团
一、外部PPM现状&改善方案
1.5 CHUBB UK 不良项目 签封异常改善方案 改善对策 结案状况
原因分析
1.将堵塞穴号修模处理。 2.品保首件、末件检验时每穴号 1.模具老化导致孔堵塞。 均要检查比对首件样确认。 2.品保人员在首件时只每个穴 3.技术部对模具使用寿命评估, 签封内孔堵塞 号检查,在巡查及末件检查时 对模具使用寿命(生产次数)进 没有对每个穴号检查导致不良 行管控。 没有发现。
PPM品质目标达成
PPM品質目標達成--尋找不良原因5M 尋找不良原因5M 尋找不良原因
5M是指: 機械(Machine),材料(Material),作業人員(Man),方法 (Method),測定(Measurement)是構成作業的重要因素,一般被稱為5M。 主要因素 活動要點(詳細因素)
1.機 械 的 哪 些 事 項 影 響 到 特 性 (例 如 質 量 .運 轉 率 等 )
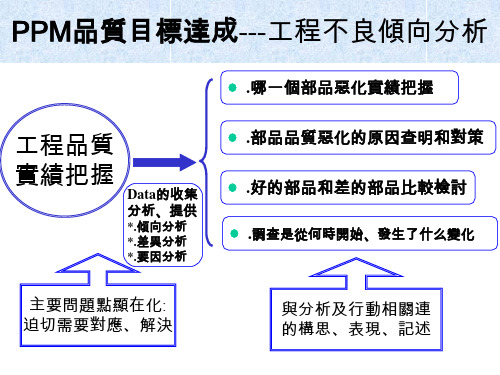
PPM品質目標達成 PPM品質目標達成---工程不良傾向分析 品質目標達成
● .哪一個部品惡化實績把握 哪一個部品惡化實績把握
工程品質 實績把握
● .部品品質惡化的原因查明和對策 部品品質惡化的原因查明和對策
Data的收集 的收集 分析、提供
*.傾向分析 傾向分析 *.差異分析 差異分析 *.要因
劉 琳
肖 葉 紅
黃 玉 丁
賴 真 能
王 勇
田 德 學
丁 全 軍
黃 富
胡 謀 秋
李 偉
PPM品質目標達成 處理流程圖 PPM品質目標達成—處理流程圖 品質目標達成
● .好的部品和差的部品比較檢討 好的部品和差的部品比較檢討 ● .調查是從何時開始、發生了什么變化
主要問題點顯在化: 迫切需要對應、解決
與分析及行動相關連 的構思、表現、記述
PPM品質目標達成 PPM品質目標達成--理解不良處置三步驟 品質目標達成
● .糾正: 糾正: 為消除已發現的不合格所采取的措施 對象:不合格品的處理 ● .糾正措施: 糾正措施: 為消除已發現的不合格的原因所采取的措施 對象:不合格品的原因再發防止 ● .預防措施: 預防措施: *.總結過去的實績、確定潛在不合格及其原因 總結過去的實績、確定潛在不合格及其原因 *.檢討防止不合格發生的措施的要求 檢討防止不合格發生的措施的要求 *.確定和實施所需的措施 確定和實施所需的措施 *.記錄所采取措施的結果 記錄所采取措施的結果 *.評價所采取的預防措施的效果 評價所采取的預防措施的效果 對象:潛在的不合格未然防止
PPM质量制

1 PPM质量制目前PPM(Parts per million,百万分率的缺陷率)质量制已在发达国家得到了广泛的应用。
PPM质量制以将产品不良率降低到百万分之一为管理目标的管理,在国际上也被称之为“最完美的管理。
”它可以形象地理解为用显微镜将管理对象的缺陷放大的同时,运用全面质量管理手段加以减少或消除,从而实现整个生产过程“零缺陷”。
它将有助于全体职工包括企业决策者在内,能了解到企业产品质量情况,然后作出相应对策来解决、提高、稳定产品质量。
其中某些数据可以作为员工质量考核、发放奖金的参考依据。
PPM质量制是企业现代化管理上水平的重要组成部分,实行PPM质量制基于三个最基本的质量保证体系,即设计质量保证、采购质量保证和工序质量保证。
世界经济发达国家及国内先进企业的成功经验表明,凡推行PPM质量制,大到庞大的整机生产,小至每一个生产工序,都能保持很低的故障率和高的直通率。
推行PPM质量制是企业经济腾飞的促进力。
SMT是一项包括SMD、组装设备、组装工艺、测试技术、辅助材料等各个环节在内的系统工程,在前期,国内的注意力较多地集中在元器件及SMT应用领域的拓展等方面,近几年来,也大大注意到了SMT工艺工序质量控制的研究和应用,取得了一些经验和成果,促进了SMT工艺工序质量的提高。
现针对SMT标准工序质量贯测实施PPM管理思想,提出PPM缺陷计算法在工艺检测中的分析和运用形式,最终实现工序质量控制目标。
2 PPM质量制在SMT工序质量监测中的应用2.1 PPM质量制的应用要点良好的PPM质量制,必须建立合理、系统的目标树,就是依据系统目标管理的原则和方法,将代表国际先进水平的“PPM水平”作为PPM目标值,然后将其层层分解,构成PPM质量制指标体系。
而在每一个目标树中都采用PPM缺陷计算的方法,通过一系列工艺控制手段,提高生产工序质量,使实际生产过程中的PPM值小于PPM目标值。
PPM缺陷数量目标值的确定建立在工序检验标准的使用基础上,并根据工序的工艺性能由质量控制和技术部门来认可。
关于不良率控制在50PPM具体措施
关于不良率控制在50PPM具体措施将不良率控制在50PPM范围内,该目标设定相对较高。
实现该目标,需要公司全体人员的努力,建立全面品质管理系统,导入适用性的先进管理工具,减少并杜绝各个过程变异,方有可能实现,具体建议如下:一、建立全面质量管理体系,规范从"客户-设计-供方-输入-过程-输出-客户"管理过程;二、控制变异(品质管理根本是控制变异),所以必须通过各种管理方法减少并杜绝各个过程变异,包括:人、机、料、法、环、测等各类因素,通过系统的方法管理,以达成该目的;三、通过全面导入6Sigma管理,以达成预定目标;四、本方案,将依上述三点思路与要求,结合制造工厂本身特点,将制定如下措施:1. 建立并严格落实全面质量管理体系:1) 规范各个过程,并不断优化与改进过程,使其环环相扣;2) 进行定期及不定期的内审、管理评审,以确保体系有效运行。
2. 确定目标并分解目标,建议如下:1)设计开发致使失效次数0次,不能因产品设计缺陷造成量产的报废;2)进料合格品率100%;3)制程不良率50PPM;4)成品合格率100%;5)客户投诉0次/月,产品满意度100%。
3. 规范"客户-设计-供方-输入-过程-输出-客户"过程,具体如下:A.规范"客户"过程:1)客户要求识别:a)应充分识别客户要求(包括有形与无形,法律法规要求等);b)通过管理工具(CTQ),分析并展开客户要求。
2)客户要求评估:a)针对客户要求,结合我司质量管理水平,以确保我司具体客户需求的管理能力;b)通过以往的制造数据为基础,计算出我司制程能力指数,以确定符合预定目标,包括不良率控制在50PPM目标;c)当客户要求与我司质量能力有偏差时,应改善我司质量水平,以确定符合要求。
3)客户要求转化与落实:a) 将客户要求转化为内部要求;b) 展开设计与开发,并进行评审与失效分析;c) 品质验证产品符合情况并完善各类资料后,展开量产。
公司内部PPM目标值制定及确保措施

辊弯系列 产品
2000 1500 3000 1500
生产过程中 包装前 生产过抽检10件 每次抽检5件
顶弯系列 产品
2000 1500
生产过程中 包装前
每次抽检2件 每次抽检5件
2014年PPM值目标≤3500
2014年公司内部PPM目标值制定及确保措施
零件名称 相关步骤 截面尺寸 长度 冷拉型材 形位尺寸 (直线度、平面度 、垂直度) 外观 法线 样板 形位尺寸 (直线度、平面度 、垂直度) 外观 法线 样板 形位尺寸 (直线度、平面度 、垂直度) 外观 目标值 2000 1500 2000 1500 3000 1500 改进措施对应时间节点目标 改进措施 按工艺要求进行调试模具 按工艺要求进行靠山调整 使用专用检具进行全检 出货前对外观进行全检 加工过程中公法线长度由操作员进 行全检、质检人员抽检 使用专用检具进行全检, 质检人员抽检 使用专用检具进行全检 出货前对外观进行全检 加工过程中公法线长度由操作员进 行全检、质检人员抽检 使用专用检具进行全检, 质检人员抽检 使用专用检具进行全检 出货前对外观进行全检 时间节点 生产过程中 生产过程中 生产过程中 包装前 生产过程中 生产过程中 阶段目标(量化) 每次抽检10件 每次抽检2件 每次抽检2件 每次抽检5件 每次抽检10件 每次抽检5件 跟踪人
质量目标及质量责任分解方案
质量目标及质量责任分解方案4 质量目标及质量责任分解方案一、公司内部不良品PPM质量指标5000,不良品PPM目标不包括返修后合格产品。
二、公司外部PPM指标由客户制定,客户无制定情况按PPM3000进行确定。
公司全年客户PPM指标3000。
三、公司PPM目标由质量部负责执行并落实相关质量责任,生产技术等相关部门负责根据PPM指标制定相应执行措施。
四、质量问题责任界1、客户处批量不良由质量部与生产部共同承担质量责任,承担比例质量部20%,生产部80%。
单件不良质量责任由生产部承担。
质量部承担客户处PPM不达标质量责任。
2、内部不良由生产部根据制定的奖惩制度进行管理。
3、着急发货产品、质量存在争议产品由销售、生产、质量、技术部门长共同确认是否发货,存在争议产品客户处出现质量问题不计入考核PPM,但由相关工序承担不合格责任。
五、质量问题处理客户处发生不良由质量部召集生产技术进行不良分析并制定纠正预防措施,形成书面文件由责任部门进行实施。
内部不良根据每月质量月报挑选前三种主要不良类型进行分析及制定纠正预防措施,形成书面文件由责任部门进行实施。
质量部纠正预防实施情况进行跟踪确认并通报相关部门。
质量目标细化分解方案1质量控制目标细化、分解方案一、工程概括本工程项目位于梧州市长洲水利枢纽外江右岸,连接既有一线二线船闸上坝道路,设置交通桥跨越三线和四线船闸,终点接现有道路,线路总长为356米,交通桥轴线与一线二线船闸桥梁轴线一致。
根据长洲水利枢纽三线四线船闸引航道通航净空尺度的要求,桥位处最高通航水位25.79米,通航净高13米。
桥跨组合为:65+69+41m预应力混凝土变截面连续箱梁(其中65+69米垮采用挂篮悬浇,目前正在进行0#号块施工;41米采用满堂式支架现浇,目前已施工完成)。
桥梁基础设置形式为:1#、4#为桥台,2、3#为桥墩(其中1#桥台为3排人工挖孔墙基础,目前正在施工;2#、3#桥墩以及4#桥台目前已施工完成)。
PPM提升改善计划 2019.5.7

Specialized in Metal Parts
Huijie
要因验证
3)技能不足验证:对部分新老员工进 行实操及理论考核,结果如下;
考核者
理论
考核成绩 实操
漏工序 压伤
划伤
喻文琼
100
作 高汉英 业 90
标
王勤世 准 90
书
李婷
80
检出 检出 检出 检出
检出 检出
检出 检出
未检 出
检出
检出 未检出
意识
5
定期培训
5 100 YES
光亮度
关灯检查
误判
5
灯光
5 环境管理表
物料标识不清 晰
导致产品前 后工序混料
不良产生
8
未按标准 作业
6
自主检查表
机台或工作台 产品摆放混乱
加工前后产 品混在一起
不良流出
6
未按标准 作业
8
作业指导书
现场管理监督 不力
不良混入
不良流出
6
管理
5
定期培训
2
50 NO
5 240 YES
Specialized in Metal Parts
Huijie
对策检讨
要因
对策方案
有效性
评论 可行性 经济性
评价分数 可靠性
选定
增加人员进行全检
10
2
产品表面或模具型腔
2
10
24
否
内有杂质
员工按照SOP,清理模 具型腔,并自检记录
10
10
10
8
38
是
对PP左右各旋转45°检 查
10
ppm管理
P P M 管理1、PPM管理的必要性随着工业化的大力发展,产品越来越复杂、电子化、高技术化、多功能化、寿命周期缩短化等,客户对产品的要求也越来越高了,这就要求制造厂商不断改进质量,提高产品的性能和可靠性。
发达国家产品的质量之所以被国际认可,就是因为产品的性能和可靠性能。
达到PPM级质量的产品也变得多起来。
目前国内外的厂家,都以客户为中心,正在进行PPM 水准的质量保证能力的推行。
2、PPM的概念2.1、PPM的质量水准PPM,即1/1,000,000。
意味着交货给客户的产品100万个中只有1个不良品。
PPM原为化学上表示浓度的单位,后来引入质量管理领域。
这时PPM应译成“产品组合管理”,英语为Product Portfolio Management,简称为PPM(GE的构思)。
2.2、PPM思想的由来日本松下电子零件公司和松下电子产品公司电视事业部相互协助,致力于电子零件的质量提高。
为何电视事业部要求PPM级的质量呢?当时的电视:①一台电视的电子零件平均使用数:500②交货来的各种电子零件的质量为:10PPM③每台电视的次品率为:10/1,000,000 × 500=1/200所生产的电视机每200台中就有1台因电子零件而产生次品,如果在电视机生产中次品产生率和零件次品程度相同,100台中就有1台为次品。
电视机事业部感到,随着生产量的扩大,消费者对质量要求的提高以及出口的增长,达到PPM级的质量水准是必然的。
3、PPM级的质量管理方法3.1、PPM管理和AQL保证的区别AQL称为合格质量等级(Acceptable Quality Level),表示买方作为工程平均不良,可以接受的次品率的上限。
从买方来说,签订质量合同时对质量要求用AQL表示,对卖方而言,就质量要求在出厂时实行抽检,保证质量才予以交货,这已构成在交易中一般的质量保证方法。
PPM级的质量,应为不满0.01%,要想保证这个等级,传统的抽查方法是不可能达到的,出厂时要保证PPM等级,应该用完善的工程管理对公司的制造工程进行管理,这在目前的制造技术水平、质量管理水平看来,是怎么也难以保证的水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
:2012年PPM目标值为
3500
齿轮参数 喷油泵齿 轮 φ6.2mm孔位 厚度及外径 调质及热处理 齿间径跳0.036mm 喷油泵组 件 拧紧力5.88±1N.M 标识、标记
1500
交接班
每班次抽检5件
500 3000 1000 500 1500 1000
装配前 生产过程中 外协入库前 包装前 包装前 包装前
每班次抽检5件 每班次抽检5件 每批次抽检4件 每批次抽检10件 每批次抽检10件 每批次抽检10件
2012年公司内部PPM目标值制定及确保措施 2012年公司内部PPM目标值制定及确保措施 年公司内部PPM
供应商: 改进措施对应时间节点目标 零件名称 现状 目标值 改进措施 磕碰、标记 螺纹孔中径超差 法兰法 键槽尺寸及角度 锥孔 磕碰 内孔尺寸超差 2000 2000 1000 500 使用专用检具进行全检 加工过程中由操作人员进行全检 出货前对外观进行全检 加工过程中由操作人员进行全检 加工过程中公法线长度由操作人员 进行全检、其它参数由质检人员抽 检 装备前使用专用检具进行全检 加工过程中由操作人员进行全检 每炉由外协加工厂家抽检 装配车间由质检人员进行全检 由装配车间人员进行全检 包装前由质检人员进行全检 装配前 交接班 包装前 装配前 每次抽检2件 每班次抽检5件 每次抽检10件 每次抽检10件 3000 1500 出货前对外观进行全检 按工艺要求进行刀具更换 时间节点 包装前 交接班 阶段目标(量化) 每次抽检10件 每班次抽检10件 跟踪人