机床夹具图绘制步骤教程
第六章专用机床夹具总装配图绘制

上一页
下一页
返回
第二节确定机床夹具与机床间的 正确位置
铣床夹具在机床工作台上定位后,需要用 形螺栓和螺母及垫片 铣床夹具在机床工作台上定位后,需要用T形螺栓和螺母及垫片 把夹具与机床固定夹紧。 把夹具与机床固定夹紧。铣床夹具与机床工作台的联接示意图以及爆 炸效果图参见图 炸效果图参见图2-35。 。
第六章专用机床夹具总装配图绘制
第一节专用机床夹具装配草图绘制 第二节确定机床夹具与机床间的正确位置 第三节专用机床夹具装配图绘制 第四节专用机床夹具装配图样上应标注的尺寸和 位置公差 第五节专用机床夹具装配图样技术要求
第一节专用机床夹具装配草图绘制
一、绘制草图要求
1.绘制夹具装配草图,可以使用方格纸或制图纸绘制; 绘制夹具装配草图,可以使用方格纸或制图纸绘制 绘制夹具装配草图 2.绘制夹具装配草图应遵循国家制图标准,绘图比例应尽量取 1,以 绘制夹具装配草图应遵循国家制图标准, 绘制夹具装配草图应遵循国家制图标准 绘图比例应尽量取1: , 便使图形具有良好的直观性。如被加工工件尺寸过小,也可按2:1的 便使图形具有良好的直观性。如被加工工件尺寸过小,也可按 的 比例绘制; 比例绘制 3.绘制时,应以操作者正面相对位置的视图为主视图。视图的布置应 绘制时, 绘制时 应以操作者正面相对位置的视图为主视图。 符合国家制图标准, 符合国家制图标准,视图多少应以能完整表示出夹具各元件和机构为 一般情况最好画出三面视图。 准。一般情况最好画出三面视图。如果局部结构在三面视图上还不能 表达清楚,有必要画出局部剖面图。 表达清楚,有必要画出局部剖面图。 4.画图时,工件须用双点划线表示。此时,工件应被视为假想件,即 画图时, 画图时 工件须用双点划线表示。此时,工件应被视为假想件, 视为透明体,它在图中不影响夹具任何元件和机构的可见性, 视为透明体,它在图中不影响夹具任何元件和机构的可见性,工件轮 廓与夹具上的任何图线彼此独立,不相干涉。 廓与夹具上的任何图线彼此独立,不相干涉。
机床夹具设计方法及步骤

第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
三、绘制夹具总图
1.应标注的尺寸及配合
⑴最大轮廓尺寸 ⑵定位元件尺寸 ⑶对刀元件与定位元件定 位面之间的位置尺寸
第29次课
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
三、绘制夹具总图
1.应标注的尺寸及配合
机床夹具设计
一、研究原始资料、分析设计任务 夹具的设计任务由工艺人员提出,夹具设计人 为保证设计质量,设计前应搜集和研究下列资
员应根据设计任务书进行结构设计。
料:
生产纲领
机床夹具设计
生产纲领决定了批量: 大量生产时,宜采用气动或其它机动夹具,以提高 生产率和自动化程度,但结构较复杂; 小批生产时,宜采用结构简单、成本低的手动夹具, 以尽快投产。
机床夹具设计
四、确定并标注有关尺寸、配合和技术条件 1.应标注的尺寸与配合
尺寸公差的确定有两种情况: 定位元件之间,对刀、导引元件之间的尺寸公差,直 接对工件上相应的尺寸产生影响,故一般取相应尺寸公 差的1/3~1/5;
其它尺寸按一般极限与配合原则确定。
机床夹具设计
2.应标注的技术条件(位置要求)
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
四、确定夹具的主要尺寸、配合及技术条件
1.应标注的尺寸及配合
⑴最大轮廓尺寸
据实际尺寸确定。
第29次课
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
四、确定夹具的主要尺寸、配合及技术条件 1.应标注的尺寸及配合
第七章 机床夹具的设计方法及步骤

第 七 章 机 床 夹 具 的 设 计 方 法 及 步 骤
在保证夹角45°±30’方面,工序基准是双孔中心线所在平面, 所以定位件采用圆柱销和--菱形销最为简便。由双孔定位的分 析,已知圆柱销和孔的定位精度总是比菱形销和孔的定位精度 精度高。由于槽开在大头端面上,槽的中心面应通过孔 Φ 42.6+0.1mm的中心线,这说明大头 孔还是槽口的对称中心面的工序基 准。因此,应选择太头孔Φ 42.6+0.1 mm作为主耍定位基准,定位元件选 择圆柱销(限制两个不定度)。而小 头孔Φ 15.3+0.1mm作次要定位基准, 定位元件选择菱形销(限制一个不 定度),如图7-4a所示。
第 七 章 机 床 夹 具 的 设 计 方 法 及 步 骤
3 对刀元件与连接元件(或找正基面)间的位置要求,如图 4-1中对刀块的侧对刀面相对于两定向键侧面的平行度要求, 是为了保证所铣键槽与工件轴心线的平行度的。
第 七 章 机 床 夹 具 的 设 计 方 法 及 步 骤
4 定位元件与导引元件的位置要求,如图所示,若要求所钻 孔的轴心线与定位基面垂直,必须以钻套轴线与定位元件工 作表面A垂直、定位元件工作表面A与夹具体底面B平行为前提。 上述技术条件是保证 工件相应的加工要求所必 需的,其数值应取工件相 应技术要求所规定数值的 1/3~1/5。
第 七 章 机 床 夹 具 的 设 计 方 法 及 步 骤
(四)确定夹具的主要尺寸、公差和技术要求 在该夹具总图中需标注有关尺寸,公差及技术要求: 1 夹具总图上应标尺寸,公差 (1) 夹具的最大轮廓尺寸: (2) 定位元件的定位而尺寸及各定位元件间的位置尺寸; (3) 对刀元件的工作面与定位元件定位面间的位置尺寸; (4) 夹具定向槽与夹具定向键的配合; (5) 夹具体与定位元件的配合。 2 夹具总图应标注的技术条件 (1) 上定位面N对夹具体底面M的平行度公差。 (2) 定位元件对夹具底面的垂直度公差。
《机床夹具设计》课件(6)

2024/8/25
夹具设计教学课件
17
2)钻套的尺寸、公差及材料
A、钻套导向孔的基本尺寸一般取刀具的最大极限尺寸, 采用基轴制间隙配合。
B、钻套的导向高度H=1~2.5d(其中,d为钻套孔径)。 加工精度高或被加工孔径小时取较大值,反之取较小值。
C、排屑空间h越大,排屑越方便,但刀具的刚度和孔的加 工精度都会降低,一般根据工件的材料和精度来确定。
2024/8/25
夹具设计教学课件
62
2、铣床夹具的设计要点
(1)定位元件和夹紧装置的设计要点
定位元件:除遵循一般的设计原则外,布置时应尽量 使主要支承面积大些。工件加工部位呈悬臂状态时, 应采用辅助支承。
夹紧装置:应保证足够的夹紧力,并具有良好的自锁性 能,以防止夹紧机构因振动而松夹。施力的方向和作用 点要恰当,并尽量靠近加工表面,必要时设置辅助夹紧 机构,以提高夹紧刚度。
2024/8/25
夹具设计教学课件
38
固定式镗套
2024/8/25
夹具设计教学课件
39
2) 回转式镗套
镗套随镗杆一起转动,与镗杆之间 只有相对移动而无相对转动。这种镗套 大大减少了磨损,也不会因摩擦发热而 “卡死”。因此,它适合于高速镗孔。
2024/8/25
夹具设计教学课件
40
回转式镗套
2024/8/25
2024/8/25
夹具设计教学课件
46
(2)镗杆直径和轴向尺寸
镗杆直径d及长度L主要是根据所镗孔的直径D 及刀具截面尺寸B×B来确定。镗杆直径d应尽 可能大,其双导引部分的L/d≤10为宜;而悬伸 部分的L/d≤4~5,以使其有足够的刚度来保证 加工精度。
2024/8/25
第六章专用机床夹具总装配图绘制
表2-72对刀块到定位表面制造公差
返回
表2-73对刀块工作面、定位表面和定位 键侧面间的技术要求
返回
下一页 返回
第四节专用机床夹具装配图样上应标注 的尺寸和位置公差
(2)标出对刀块的塞尺尺寸; (3)标出对刀块工作面到定位元件定位表面的尺寸。 4.夹具与机床的联系尺寸 (1)标出联接螺钉中心位置尺寸和中心距; (2)标出定位键与机床工作台的T形槽的配合尺寸; (3)标出定位键之间的位置尺寸 5.装配尺寸及配合尺寸 (1)标出定位元件与定位元件之间的装配尺寸; (2)标出钻套或可换定位件与衬套之间的配合尺寸; (3)标出定位销与夹具体、固定衬套与夹具体、铰链轴与支座和活动件 等之间的配合尺寸。
上一页 返回
第五节专用机床夹具装配图样技术要求
1.夹具装配图样中的某项位置公差,若用公差框图表示有困难时,可 用文字说明写在技术要求中。 2.对于需要用特殊方法进行加工或装配才能达到要求的夹具,在其装 配图技术要求中应注以制造说明。一般包括以下几方面: (1)必须先行装配或装配一部分以后再加工的表面(如一起磨平保证等 高性等); (2)夹具手柄的特定位置; (3)制造时需要相互配作的零件。 3.使用说明写人技术要求之中: (1)夹具同时加工的零件数; (2)较复杂夹紧装置的夹紧方法及手柄的操作顺序等; (3)使用时的安全注意问题; (4)高精度夹具的保养方法等。
下一页 返回
第一节专用机床夹具装配草图绘制
二、绘制草图的顺序
首先用双点划线绘出工件轮廓外形和主要表面的三个视图,其中 主要表面是指定位基准(定位基面)、夹紧表面和被加工表面。然后在 几个视图中,围绕工件依次绘出定位元件、导向元件或对刀装置、夹 紧装置(机构)及其他元件或机构。最后绘制出夹具体,从而把夹具的 各组成元件及机构连成一体。
机床夹具设计步骤和实例

机床夹具设计步骤和实例Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT第2节机床夹具设计实例一、钻夹具的设计实例图2-2-20所示为杠杆类零件图样。
图2-2-21所示为本零件工序图。
1.零件本工序的加工要求分析①钻、扩、铰φ10H9孔及φ11孔。
②φ10H9孔与φ28H7孔的距离为(80±0.2)mm;平行度为。
③φ11孔与φ28H7孔的距离为(15±0.25)mm。
④φ11孔与端面K距离为14mm。
本工序前已加工的表面如下。
①φ28H7孔及两端面。
②φ10H9两端面。
本工序使用机床为Z5125立钻,刀具为通用标准工具。
2.确定夹具类型本工序所加工两孔(φ10H9和φ11),位于互成90°的两平面内,孔径不大,工件质量较小、轮廓尺寸以及生产量不是很大,因此采用翻转式钻模。
3.拟定定位方案和选择定位元件(1)定位方案。
根据工件结构特点,其定位方案如下。
①以φ28H7孔及一组合面(端面K和φ10H9一端面组合而成)为定位面,以φ10H9孔端外缘毛坯面一侧为防转定位面,限制六个自由度。
这一定位方案,由于尺寸885.0mm公差大,定位不可靠,会引起较大的定位误差。
如图2-2-22(a)所示。
②以孔φ28H7孔及端面K 定位,以φ11孔外缘毛坯一侧为防转定位面,限制工件六个自由度。
为增加刚性,在φ10H9的端面增设一辅助支承,如图2-2-22 (b)所示。
比较上述两种定位方案,初步确定选用图2-2-22(b)所示的方案。
(2)选择定位元件。
①选择带台阶面的定位销,作为以φ28H7孔及其端面的定位元件,如图2-2-23所示。
定位副配合取6728g H φ。
②选择可调支承钉为φ11孔外缘毛坯一侧防转定位面的定位元件,如图2-2-24(a)所示。
也可选择如图2-2-24 (b)所示移动V 形块。
考虑结构简单,现选用图2-2-24(a)所示结构。
机床夹具的设计步骤

机床夹具的设计步骤一、夹具的设计步骤1.设计准备工作——研究原始资料,明确设计要求和生产条件(1)生产纲领(生产类型)——了解生产批量和对夹具的需用情况;(2)零件图及工序图——了解工件情况、工序要求和加工状态;(3)零件的工艺规程——了解所用机床、刀具等的情况;(4)夹具制造能力——了解夹具制造车间的生产条件和技术现状(5)典型夹具结构及标准——同类型产品的夹具结构、有关夹具标准。
2.确定夹具的结构方案(总体方案)主要包括:(1)确定工件的定位方案,设计定位装置。
根据六点定位原理,确定工件的定位方式,选择和设计定位元件,计算定位误差。
(2)确定工件的夹紧方案,设计夹紧装置。
确定夹紧力、夹紧机构及动力装置。
(3)确定对刀或导向方案,设计对刀或导向装置。
对刀块或钻套、镗套等的设计。
(4)确定其它元件或装置的结构形式。
定位键、分度装置、连接元件等。
(5)协调各装置、元件的布局,确定夹具在机床上的安装方式以及夹具体的结构型式。
3.绘制夹具装配图按照国家制图标准绘制,应清楚表达出夹具的结构及各装置、元件之间的位置关系。
主视图应取操作者实际工作时的位置。
具体方法和步骤如下:(1)在装配图上,工件看作透明体,用双点划线将工件的外形轮廓、定位基面、夹紧表面及加工表面绘制在各个视图的合适位置上。
(2)依次绘出定位元件或装置、夹紧元件或装置、对刀或导向元件、其它元件、夹具体及连接元件。
(3)标注必要的尺寸、公差和技术要求。
(4)编制夹具明细表及标题栏。
图5-69 实例4.绘制夹具零件图。
画出夹具中非标零件图,并按夹具装配图的要求确定零件的尺寸、公差及技术要求。
——尺寸及公差、形位公差、表面粗糙度等标注要完整、正确。
二、夹具精度校核使用专用夹具加工工件时,影响加工精度的误差因素主要有三个方面:①工件在夹具中的安装误差,包括定位误差、夹紧误差(工件及夹具的夹紧变形)、夹具制造误差、导向误差等;②对定误差,即夹具在机床上的安装误差;③加工过程误差,与切削过程有关的误差。
机床夹具的设计方法及步骤

中批生产可用
螺钉压板夹紧;
第29次课
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
二、确定夹具的结构方案 2.确定夹紧方案,设计夹紧机构
中批生产可用
螺钉压板夹紧;
为避免变 形 , 选用两压板压在 大端上。
第29次课
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
A
A
第29次课
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
二、确定夹具的结构方案 1.确定定位方案,设计定位元件
!
削 边 销 的 削 边 方 向
第29次课
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
二、确定夹具的结构方案 2.确定夹紧方案,设计夹紧机构
⑸夹具体与定位元件的配合
H7/n6。
第29次课
教学课型:理论课
机床夹具设计
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
四、确定夹具的主要尺寸、配合及技术条件 2.应标注的技术条件(形位公差)
上定位面N对夹具体底面M的平行度公差为0.03/100;
两定位元件对夹具体底面M的垂直度公差均为0.03。
第四章 机床夹具的设计方法及步骤
§4-2 机床夹具设计实例
三、绘制夹具总图
1.应标注的尺寸及配合
⑴最大轮廓尺寸 ⑵定位元件尺寸 ⑶对刀元件与定位元件定 位面之间的位置尺寸
第29次课
教学课型:理论课
机床夹具设计
机床夹具设计步骤和实例[2]
![机床夹具设计步骤和实例[2]](https://img.taocdn.com/s3/m/852c558bcc22bcd126ff0ccf.png)
第2章机床夹具设计步骤和实例2.1机床夹具设计的基本要求和一般设计步骤一、机床夹具设计的基本要求1.保证工件的加工精度专用夹具应有合理的定位方案,合适的尺寸、公差和技术要求,并进行必要的精度分析,确保夹具能满足工件的加工精度要求。
2.提高生产效率专用夹具的复杂程度要与工件的生产纲领相适应。
应根据工件生产批量的大小选用不同复杂程度的快速高效夹紧装置,以缩短辅助时间,提高生产效率。
3.工艺性好专用夹具的结构应简单、合理、便于加工、装配、检验和维修。
专用夹具的生产属于单件生产。
当最终精度由调整或修配保证时,夹具上应设置调整或修配结构,如适当的调整间隙、可修磨的垫片等。
4.使用性好专用夹具的操作应简便、省力、安全可靠,排屑应方便,必要时可设置排屑结构。
5经济性好除考虑专用夹具本身结构简单、标准化程度高、成本低廉外,还应根据生产纲领对夹具方案进行必要的经济分析,以提高夹具在生产中的经济效益。
二、机床夹具设计的一般步骤1.研究原始资料在明确设计任务(通常在生产厂根据夹具设计任务书)后,应对以下几方面的原始资料进行研究。
(1)研究加工工件图样。
了解该工件的结构形状、尺寸、材料、热处理要求,主要表面的加工精度、表面粗糙度及其他技术要求。
(2)熟悉工艺文件,明确以下内容。
①毛坯的种类、形状、加工余量及其精度。
②工件的加工工艺过程、工序图、本工序所处的地位,本工序前已加工表面的精度及表面粗糙度,基准面的状况。
③本工序所使用的机床、刀具及其他辅具的规格。
④本工序所采用的切削用量。
2.拟定夹具的结构方案拟定夹具的结构方案包括以下几个内容。
(1)确定夹具的类型。
各类机床夹具均有多种不同的类型,如车床夹具可有角铁式、圆盘式等,钻床夹其有固定式、翻转式、盖板式等,应根据工件的形状.尺寸、加工要求及重量确定合适的夹具类型。
(2)确定工件的定位方案,设计定位装置。
根据六点定位原则,分析工序图上所规定的定位方案是否可取,否则应提出修改意见或提出新的方案,与有关工艺人员协商后确定。
专用机床夹具总装配图绘制

专用机床夹具的设计原则与流程
设计原则
满足加工要求,保证工件的加工精度和表面质量;结构简单,操作方便;提高 加工效率,降低制造成本。
设计流程
分析加工要求和工件特点;选择合适的夹具类型和结构;进行工件定位和夹紧 分析;设计夹具体和夹紧装置;绘制夹具总装配图和零件图;进行夹具制造和 调试。
02
总装配图绘制前的准备
绘制装配示意图
绘制装配示意图
根据零件分类和装配顺序,绘制出简化 的装配示意图,明确各部件的相对位置 和装配关系。
VS
标注尺寸与公差
在装配示意图上标注必要的尺寸和公差, 为后续的总装配图绘制提供依据。
确定装配工艺与方案
装配工艺分析
分析专用机床夹具的装配工艺,确定所需的装配工具、设备和技术要求。
制定装配方案
特点
专用性强,针对性强,能够满足 特定加工要求;结构紧凑,操作 方便,能够提高加工效率和加工 质量。
专用机床夹具的分类与用途
分类
按用途可分为钻床夹具、铣床夹具、 车床夹具、磨床夹具等;按结构可分 为固定式夹具、分度式夹具、回转式 夹具、移动式夹具等。
用途
主要用于机械加工中的定位和夹紧, 保证工件的加工精度和表面质量,提 高加工效率。
零件图的收集与整理
零件图收集
收集专用机床夹具的所有零件图纸,确保图纸的完整性和准 确性。
零件分类
将零件图纸按照类型、功能和装配关系进行分类整理,便于 后续的装配图绘制。
确定装配基准与顺序
选择基准面
选择一个相对稳定的平面作为装配基 准,确保装配过程中各部件的位置准 确。
装配顺序规划
根据零件的装配关系和工艺要求,合 理安排装配顺序,确保装配过程的顺 利进行。
专用机床夹具设计的全过程
2.3.3
夹具的其它要求:
• 如夹具的平衡与密封,装配性能要求,有 关机构的调整参数、主要零件的磨损范围 和极限以及使用中的注意事项。 • 这些应在夹具设计总图上标注清楚。
夹具体的设计
1、夹具体的作用及基本要求:
夹具体是夹具的基本元件。夹具的基面与机床连接,其它工 作表面则装配各种元件和装置,以组成夹具的总体。 基本要求: 1)夹具体的结构形式一般由机床的有关参数和加工方式而定。 2)有一定的精度和良好的结构工艺性。 夹具体有三个重要表面:夹具体在机床上的安装面、装配 定位元件表面和装配对刀或导向元件的表面。一般应以夹 具体的基面为主要设计基准及工艺基准。这样有利于制造、 装配、使用和维修。 3)要有足够的强度和刚度。 对于铸件夹具体其壁厚一般取15—30mm。焊接夹具体的壁 厚取8—15 mm。若需用加强肋的则厚度取为壁厚的0.7— 0.9倍。 4)在机床工作台上安装的夹具,应使其重心尽量低,夹具体 的高度尺寸要小。
• 定位装置的方案设计:
应限制几个自由度,定位方案的布置、有多个 方案时还应注意方案的比较、筛选,定位元件的 确定。
夹紧方案的设计:
• 夹紧装置、机构的考虑,要能满足生产率 要求。 • ①、夹紧过程中,不改变工件定位后所占 据的正确位置。 • ②、夹紧力的大小要可靠适当,即要稳固, 又要不产生过大的夹紧变形。 • ③、在保证生产率的前提下,其结构力求 简单,便于加工、维修。 • ④、夹紧装置应操作方便、安全、省力。
夹具的设计步骤:
• 工件的定位方案设计,要注意满足: • 定位设计应遵循的3项基本原则: • 1)依循基准重合原则。使定位基准与工 序基准重合。 • 2)合理选择主要定位基准。 • 3)便于工件的装夹和加工,并使夹具的 结构简单。
机床夹具设计步骤

主要特点是:结构简单轻巧,清除切屑方便,但每次须从工 件上装拆、比较费时。
对于体积大而笨重的工件,采用盖板式钻模尤为适宜。
五、滑柱式钻模
滑柱式钻模是一种标准化、规格化的通用钻模。钻模体可以 通用于较大范围的不同工件。设计时,只需根据不同的加工 对象设计相应的定位、夹紧元件。因此,可以简化设计工作。 另外,这种钻模不需另行设计专门的夹紧装置,夹紧工件方 便、迅速。
钻床夹具设计要点
3、当加工几个不在同心圆周上的平行孔系时,如工 件和夹具的总重量超过150N,宜采用固定式钻模在 摇臂钻床上加工。 4、对于孔的垂直度和孔距精度要求不高的中小型工 件,宜优先采用滑柱式钻模,以缩短夹具的设计周 期。如孔的垂直度公差小于0.1mm,孔距位置公差 小于±0.15mm时,如不采取特殊措施,一般不宜 采用这类钻模。
钻模的结构形式很多,按工件的结构形状、大小
和钻模的结构特点,钻模可分为以下几种:
一、固定式钻模
这类钻模在使用过程 中是被固定在机床工 作台上,因此这种钻 模的夹具体上,设有 专供夹压用的凸缘或 凸边。 一般用在立式钻床上 加工单孔或摇臂钻床 上加工轴线相互平行 的孔系。
二、翻转式钻模
这类钻模的特点就是整个工件和夹具可以一起翻转,可以 用来加工同方向的平行孔系,也可以用来加工不同方向的孔。
可换钻套用于大批量生产中, 由于钻套外圆与衬套内孔采用间 隙配合的关系,其加工精度不如 固定式钻套。
3、快换钻套
快换钻套更换迅速,只要将钻套逆时针转动一下,即 可从钻模板中取出。他与衬套的配合采用F7/m6或 F7/k6的间隙配合。
适用于在一个工序中使用 几种刀具(如钻、扩、铰) 依次连续加工的情况。
《机床夹具的设计方法及步骤》课件实例5
收 (3)槽两侧面对孔轴线的对称度0.2mm。
集 原
(4)槽底面对工件B面的垂直度0.10mm。
始
资
料
2.收集原始资料、明确零件的加工工艺过程
明
确 设
(1)铣前后两端面
计
(2)铣底面、顶面
任
(3)铣两侧面
务
(4)铣两台肩面
,
收
(5)钻、铰孔
集
(6)铣槽
原
始
资
料
X6130卧铣 X6130卧铣 X6130卧铣 X6130卧铣 Z5135立钻 X6130卧铣
夹 切向铣削力 Fc 。
具
结 构
在对称铣削情况下
方 FH=( 1.0~1.2 )Fc
案 FV=( 0.2~0.3 )Fc
(1)计算切削力及所需夹紧力
切向铣削力Fc为
Fc
9.81CFc
a0.86 e
f
d a 0.72 0.86
z
0
p
ZKFc
拟 定 夹
式中 Fc ——铣削力,N; CFc——影响系数,大小与实验条件有关;
技
夹紧装置布置图
术
要
求
1. 绘制夹具总图
绘 (4)布置对刀元件、连接元件;设计夹具体并
制 夹
完成夹具总图,如夹具总装图所示。
具
总
图
及
制
定
技
术
要
求
绘
制
夹
夹
具 总
具 总 装
图
图
及
制
定
技
术
要
求
2.标注总图上的尺寸、公差配合与技术条件
绘 (1)标注尺寸、公差与配合
机床夹具设计步骤和实例

第2节机床夹具设计实例一、钻夹具的设计实例图2-2-20所示为杠杆类零件图样。
图2-2-21所示为本零件工序图。
1.零件本工序的加工要求分析①钻、扩、铰φ10H9孔及φ11孔。
②φ10H9孔与φ28H7孔的距离为(80±0. 2)mm;平行度为0.3mm。
③φ11孔与φ28H7孔的距离为(15±0. 25)mm。
④φ11孔与端面K距离为14mm。
本工序前已加工的表面如下。
①φ28H7孔及两端面。
②φ10H9两端面。
本工序使用机床为Z5125立钻,刀具为通用标准工具。
2.确定夹具类型本工序所加工两孔(φ10H9和φ11),位于互成90°的两平面内,孔径不大,工件质量较小、轮廓尺寸以及生产量不是很大,因此采用翻转式钻模。
3.拟定定位方案和选择定位元件(1)定位方案。
根据工件结构特点,其定位方案如下。
①以φ28H7孔及一组合面(端面K和φ10H9一端面组合而成)为定位面,以φ10H9孔端外缘毛坯面一侧为防转定位面,限制六个自由度。
这一定位方案,由于尺寸885.0mm公差大,定位不可靠,会引起较大的定位误差。
如图2-2-22(a)所示。
②以孔φ28H7孔及端面K 定位,以φ11孔外缘毛坯一侧为防转定位面,限制工件六个自由度。
为增加刚性,在φ10H9的端面增设一辅助支承,如图2-2-22 (b)所示。
比较上述两种定位方案,初步确定选用图2-2-22(b)所示的方案。
(2)选择定位元件。
①选择带台阶面的定位销,作为以φ28H7孔及其端面的定位元件,如图2-2-23所示。
定位副配合取6728g H φ。
②选择可调支承钉为φ11孔外缘毛坯一侧防转定位面的定位元件,如图2-2-24(a)所示。
也可选择如图2-2-24 (b)所示移动V 形块。
考虑结构简单,现选用图2-2-24(a)所示结构。
(3)定位误差计算①加工φ10H9孔时孔距尺寸(80±0.2)mm 的定位误差计算。
机床夹具设计步骤
机床夹具设计步骤
一、机床专用夹具的设计步骤
(一)设计前的预备工作
1)明确工件的年生产纲领。
2)熟识工件的零件图和工序图。
3)了解工艺规程中本工序的加工内容、机床、刀具、切削用量、工时定额和同时加工工件数。
(二)总体方案的确定
1)定位方案——依据工序图分析本工序的工序内容和加工精度要求,根据六点定位原理拟定定位方案和选择定位元件。
要拟定几种详细方案进行分析比较,通过分析和计算定位误差,从中确定合理的方案。
2)夹紧方案——确定夹紧力的方向、作用点,选择和确定夹紧元件或夹紧机构,估算夹紧力大小,选择和设计动力源。
夹紧方案也需反复分析比较。
3)夹具的总体形式——一般应依据工件的外形、大小、加工内容及选用机床等因素来确定。
(三)绘制夹具装配图——总装配图应按比例1:1 绘制,主视图应按操作实际位置布置,三视图要能完整清晰地表示出夹具的工作原理和结构。
机床专用夹具的设计步骤及绘制夹具装配图的一般挨次:
(四)绘制夹具零件图
装配图中的非标准零件均应绘制零件图,视图尽可能与装配图上的位置全都,尺寸及公差、形位公差、协作精度及表面粗糙度等要标注完整。
二、夹具精度的验算
1)工件在夹具中的定位误差和夹紧误差。
2)夹具在机床上的对定误差。
3)加工过程中的其他误差。
工件等分表面加工机床夹具绘图阶段
绘图阶段
1.2非标准夹具零件图绘制
1.绘制夹具体零件图如图所示 由装配图拆画夹具体,取相应的尺寸配合 和技术要求,标准元件尺寸查阅相关技术手册 确定,其余结构与尺寸按照类比设计确定。
绘图阶段
1.2非标准夹具零件图绘制 1.绘制夹具体零件图如图所示
绘图图如图所示 分度盘通过螺钉连接在定位心轴上,与 心轴的配合尺寸按装配图确定,其余尺寸类 比设计确定.
机床夹具设计
绘图阶段 1.1夹具装配图绘制
1. 绘制出的本夹具装配图如图所示。
绘图阶段
1.1夹具装配图绘制
1.绘制出本夹具装配图 (1)尺寸标注 最大外形轮廓尺寸(A类尺寸):190×120×170; 工件与定位元件的联系尺寸(B类尺寸):φ35H7/g6 ; 夹具与刀具的联系尺寸(C类尺寸):φ9F7、7.5±0.02; 其他装配尺寸(E类尺寸):φ32H7/k6、φ30H7/g6、 φ40H7/k6、φ8H7/g6、φ10H7/g6、φ15H7/n6、2φ6H7/h6、φ16H7/h6。
绘图阶段
1.1夹具装配图绘制
1.绘制出本夹具装配图 (3)零件明细表编写
按照国家机械制图标准的规定,对夹具总装 图中的各个零件进行编号,并在标题栏上方画出 零件明细表及填写具体信息。
绘图阶段
1.2非标准夹具零件图绘制
由夹具装配图知,非标准夹具零件有:夹具 体、分度盘、定位心轴、钻模板、压盖及衬套 等,本例只需绘制夹具体和分度盘两个零件的 零件图。。
绘图阶段 1.2非标准夹具零件图绘制
2.绘制分度盘零件图
绘图阶段
1.2非标准夹具零件图绘制
3.绘制定位心轴零件图如图所示 由装配图拆画定位心轴,配合表面尺寸 按配合要求查阅相关技术手册确定,其余结 构与尺寸按照类比设计确定。
机床夹具图绘制步骤教程
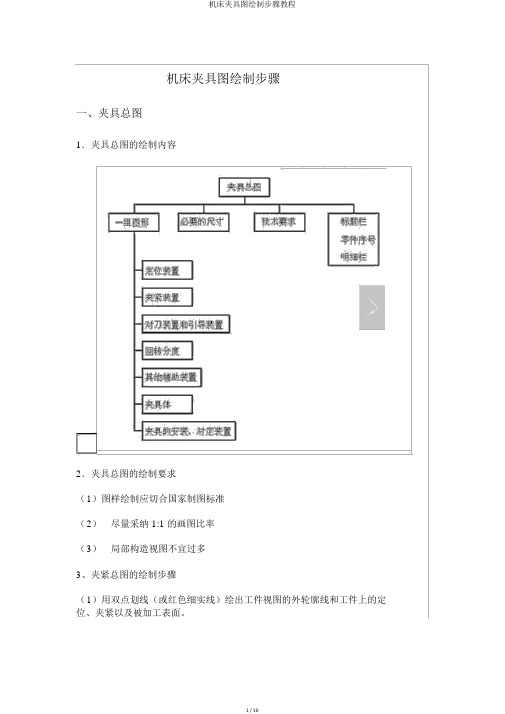
机床夹具图绘制步骤一、夹具总图1.夹具总图的绘制内容2.夹具总图的绘制要求(1)图样绘制应切合国家制图标准(2)尽量采纳 1:1 的画图比率(3)局部构造视图不宜过多3、夹紧总图的绘制步骤(1)用双点划线(或红色细实线)绘出工件视图的外轮廓线和工件上的定位、夹紧以及被加工表面。
(2)将工件设想为透明体,即工件和夹具的轮廓线互不遮挡,而后依照工件的形状和地点,依此画出定位元件、对刀—导向元件、夹紧机构、力源装置及其余协助元件(如夹紧装置的支柱和支撑板、弹簧以及用来紧固各部件的螺钉和销等)的详细构造,最后绘制出夹详细,把夹具的各部分联成一个整体。
( 3)标明总装置图上的尺寸和技术要求。
夹具外形的最大轮廓尺寸、配合尺寸、夹具与刀具的联系尺寸、夹具与机床的联系尺寸、其余装置尺寸( 4)达成夹具构成部件、标准件编号,编写装置部件明细表。
( 5)夹具部件编号、夹具装置部件明细表二、夹具部件图1、夹具部件图的绘制内容和要求夹具部件图绘制内容( 1)图样绘制应切合国家制图标准( 2)选择和部署视图铰链压板铰链压板视图表达方案( 3)优先采纳 1:1 的画图比率铰链压板部件图( 4)标明尺寸部件图上的尺寸是加工与查验的依照。
在图纸上标明尺寸时,应做到正确、完好、书写清楚、工艺合理、便于查验。
关于在夹具中需要配合的尺寸或许要求精准地尺寸,应注出尺寸的极限误差。
部件的全部表面(包含非加工表面)都应依照国家标准规定的标明方法注明表面粗拙度。
如部件许多表面拥有同一粗拙度时,可在图样右下角邻近集中标明,并加“其余”字样,但仅同意标明使用最多的一种粗拙度。
关于在夹具中影响工件定位精度的部件,其部件图上应在相应地点标明必需的几何公差,详细数值和标明方法按国家标准规定履行。
( 5)编写技术要求关于夹具部件在加工或查验时一定保证的要乞降条件,不便用图形或符号表示时,可在部件图技术要求中注出。
它的内容依据不一样部件、不一样资料和不一样的加工方法的要求而定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床夹具图绘制步骤
一、夹具总图
1.夹具总图的绘制内容
2.夹具总图的绘制要求
(1)图样绘制应符合国家制图标准
(2)尽量采用1:1的绘图比例
(3)局部结构视图不宜过多
3、夹紧总图的绘制步骤
(1)用双点划线(或红色细实线)绘出工件视图的外轮廓线和工件上的定位、夹紧以及被加工表面。
(3)标注总装配图上的尺寸和技术要求。
夹具外形的最大轮廓尺寸、配合尺寸、夹具与刀具的联系尺寸、夹具与机床的联系尺寸、其它装配尺寸
(4)完成夹具组成零件、标准件编号,编写装配零件明细表。
(5)夹具零件编号、夹具装配零件明细表
(3)优先采用1:1的绘图比例
铰链压板零件图
(4)标注尺寸
零件图上的尺寸是加工与检验的依据。
在图纸上标注尺寸时,应做到正确、完整、书写清晰、工艺合理、便于检验。
对于在夹具中需要配合的尺寸或者要求精确地尺寸,应注出尺寸的极限偏差。
零件的所有表面(包括非加工表面)都应按照国家标准规定的标注方法注明表面粗糙度。
如零件较多表面具有同一粗糙度时,可在图样右下角附近集中标注,并加“其余”字样,但仅允许标注使用最多的一种粗糙度。
对于在夹具中影响工件定位精度的零件,其零件图上应在相应位置标注必要的几何公差,具体数值和标注方法按国家标准规定执行。
(5)编写技术要求
对于夹具零件在加工或检验时必须保证的要求和条件,不便用图形或符号表示时,可在零件图技术要求中注出。
它的内容根据不同零件、不同材料和不同的加工方法的要求而定。
(6)画出零件图的标题栏
在图纸的右下角画出标题栏,用来说明夹具零件的名称、图号、数量、材料、绘图比例等内容,其格式按照国家标准规定执行,如前图所示。
二、夹具零件图的计算机绘制(步骤)
1.打开已经创建的零件SolidWorks文件。
.从右侧视图管理区域选择表达该零件合适的视图,并拖至图纸窗口,调整其
.对夹具零件图添加中心线、表面粗糙度、形位公差及必要的技术要求,以确
6.最后将工程图另存为.dwg格式,并对图形做细节修改和调整,使图形符合国家标准并能准确清晰表达意思。