RF-820-LF回流焊评估表
回流焊评估

4435*1375*1580 上8/下8 2652 2个冷却区 强制空气冷却 -3--5度每秒
5040*1430*1450mm 8(上8下8) 2900mm 上2 下2 强制空气冷却
4650*1410*1600mm 8(上8下8) 2700mm 2个 大功率风冷方式 可达3--6度每秒
32KW 10KW Approx. 30min PID全闭环控制,SSR驱动 ±1℃
和西、劲拓、日东和科隆威回流焊设备性价比对照表
以下四种机型选择的是国内品牌常见的回流焊设备 厂商 设备型号 价格
深圳市劲拓自动化设备有 东莞市科隆威自动 日东电子科技(深 深圳和西电子设备有 限公司 化设备有限公司 圳)有限公司 限公司 ES-800 FLW-KR860 IPC-708A RF-820-LF
设备交货时间
30KW 9KW <=20min
60KW 10KW
33KW 8.5KW 20min(分段启动)
PC&PLC ±1℃ ±1℃ ±1.5℃
PID&SSR控制 ±1℃ ±2℃
400mm 50~400mm PCB板上25mm、下25mm 链条+网带 300~2000mm/min 10m3/min×2 以上 900±20mm 1.同行反应显示器屏幕指示灯 经常灰色,不能变为绿色现象 。 2.市场占有率不少,但是毛病 好像也成正比。 3.售后服务业内评价较好。
430mm 35mm-430mm 50-450MM
链条+网带 50-2000mm/min 350-1500mm/min 15m3/min 900±20mm 900±20mm
网,链同时都有 0-2000mm/min(无级调速)
市场口碑
Байду номын сангаас
2、回流焊过程确认报告

2、回流焊过程确认报告东莞XX有限公司回流焊过程确认报告文件编号:PV-01-2版本号:A0目录第1章IQ (3)1.1 安装查检表 (3)1.2 试机 (3)1.3 校准 (3)1.4 结论 (3)第2章OQ (4)2.1 验证说明 (4)2.2 原材料合格验证 (4)2.3 炉温曲线验证 (4)2.4 结论 (13)第3章PQ (14)3.1 同一批之间的重复性验证 (14)3.2 不同批之间的重复性验证 (15)3.3 结论 (19)第4章过程变异因数的控制 (20)4.1 回流焊温度的控制 (20)4.2 测温板的控制 (20)4.3 炉温监测的控制 (20)4.4 回流焊参数的控制 (20)4.5 产品外观检验控制 (20)第5章回流焊过程再确认条件 (21)第6章回流焊接过程确认输出文档/文件列表 (22) 6.1 炉温曲线图 (22)6.2 相关设备/工艺文件 (22)6.3 人员培训记录表 (22)6.4 回流焊接过程确认会议纪要 (22)6.5 回流焊过程确认报告 (22)第7章回流焊接过程确认总结 (23)1.1 安装查检表1.2 试机1.2.1 回流焊按照《回流焊操作指引》的要求操作。
1.2.2 测温仪按照《测温仪操作指引》的要求操作。
1.2.3 推力计按照《推力计操作指引》的要求操作。
1.3 校准1.3.1 测温仪送计量单位成功校准1.3.2 推力计送计量单位成功校准1.4 结论设备安装符合要求。
过程小组人员会签:PE部-王五,PROD-孙凯/李四,品质部-张三2.1 验证说明1、评价回流焊接好坏主要从以下2个方面进行评价:1)外观——不能有虚焊、冷焊、锡珠等不良现象。
2)焊点强度——要控制在2.3~2.7KgF范围内,目标是2.5KgF。
2、因外观可以通过外观检查及时检出,而焊点强度是通过做破坏实验检出。
做破坏实验会增加制造成本且不方便实际操作。
因此做回流焊接过程确认主要确认焊点强度是否能在控制范围内稳定输出。
最新焊接工艺评定表格

日 期
第三方检验
焊接工艺评定施焊记录表
焊接工艺评定施焊记录表
焊接工艺评定编号
焊接工艺指导书编号
施焊焊工
检验员
钢 印 号
/
记录人员
施焊日期
焊接责任人
母材
名称
钢号
尺寸mm
炉批号
材质证明书
其他
钢板
焊材
牌号
尺寸mm
炉批号
烘干(℃,h)
材质证明书
其他
设备
设备型号
产地
焊接位置
接头形式简图
(同报告接头简图)
检验结论:按JB47014-2011及GB150-2011规定检验合格。
注:试验结果仅按来样而言。
理化责任师: 填表人: 2011 年 3 月 12 日
焊材类别
焊 条
焊材标准
填充金属尺寸
焊材型号
焊材牌号(钢号)
填充金属类别
其他
耐蚀堆焊化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
预焊接工艺规程
焊接位置:
对接焊缝位置:
立焊的焊接方向:(向上、向下)
角焊缝位置:
立焊的焊接方向:(向上、向下)
焊后热处理:
温度范围(℃):
保温时间(h):
预热:
多丝焊或单丝焊:
其他:KJ/Cm
预热:
预热温度(℃):
层间温度(℃)
其他:无
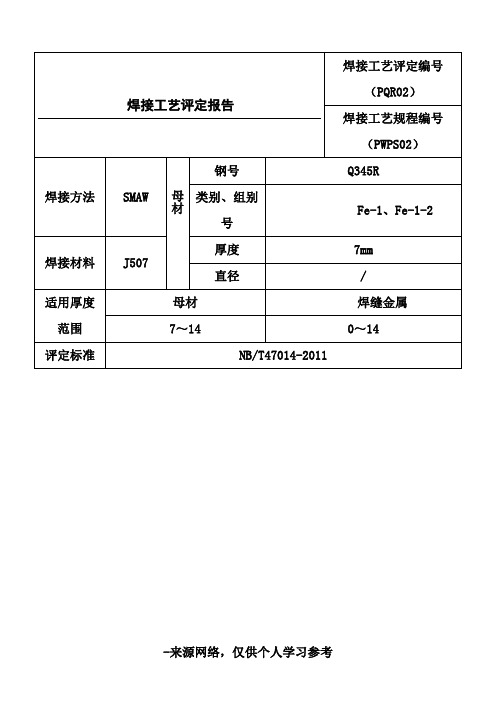
焊接工艺评定报告
拉 伸 试 验 试验报告编号:
试样编号
试样宽度
(mm)
试样厚度
(mm)
回流焊作业标准

作业内容:
1、按《回流焊操作规程》进行开机及点检。
2、启动电源开关后,根据PCB调整链条宽度,用手推动PCB在链条上轻松移动且不易掉下轨道为最佳。
3、依据《回流焊接温度程序表》调出相应的程序,确认各加热区温度设定参数与实际显示控制温度相符。
4、按上图确认温度,当温度达到设置参数时,用炉温测试仪测试回流焊的温度,制作出曲线图按《回流焊温度测试结果判定流程》进行判定,
备注
A—关键工序
B—重要工序
重要度
C—一般工序
T—特殊工序 原纸保存期限:5年
加热区下
140±2
1 140±2
150±2
2 150±2
160±2
3 160±2
回流焊接温度设置表
175±2
4 175±2
180±2
5 180±2
230±2
6 230±2
260±2
7 260±2
258±2
8 258±2
3000r/mi 3000r/mi
并交现场巡检确认,判定结果OK后方可生产,并作好记录。
5、将产品放入轨道进行回流焊焊接,放入时动作要轻,保持平稳,不能把零件弄倾斜,每个产品之间间隔50±10mm。
6、对刚出炉的产品要及时、整齐的摆放指定的托盘内,不要让PCB板掉入机器内或地面。
7、生产结束后,确认炉内无基板,按《回流焊操作规程》进行关机,并对设备和工作区域作好“5S”。
g
0.2 标记 处数 制造管理条件
更改文件 号
签字
日期
第 1 页 共 1 页
(设备、工装、模具、安全设备、油压力、电压、温度、其它)
管理项目
管理值
责任人
确认方法
确认频度
RF-820-LF回流焊评估表
特点四:冷却系统特点
四:冷却系统
1、独立的双冷却区设计,冷却一区和冷却2区独立控温,确保冷却效果。
2、强制风冷系统,可快速冷却PCB(在较短的时间内形成共晶),
3、1M超长冷却区域,有利于PCB的焊接后充分冷却;
4、不锈钢冷却区制作,耐腐蚀和清洁方便。
2:三包期中:设备保修一年,3个月定期配合客户保养.(不收费)
3:.三包期后:终身维护,保修期后客户可以和我公司签定保修合同,提供定期保养和维修.
4:最近服务点: 深圳,东莞,成都,武汉。杭州,苏州
公司简介
公司情况: 本公司为中韩合资企业,自1999年起,我公司一直致力于无铅工艺和设备的研发与推广。10年来,我们已为数百家电子生产企业成功的实施了从有铅工艺向无铅工艺的无缝衔接。其产品已远销至东南亚、欧美及国内地区。
5. 系统具有温度曲线测试功能,并根据曲线做出分析; ;
6.具有PCB自动记数及PCB掉板的报警功能.
7.内置UPS及自动延时关机功能,保证PCB及回流焊接机在断电过热时不受损害!
8.设有漏电保护开关,确保操作人员及设备控制系统的安全.
9.设有双层过流保护系统,确保设备电路出现过流及断电时能保护电气系统的安全.
我公司现有生产技术人员320人,技术研发人员35人,售后服务人员30人,各技术人员都具有该行业较高的专业技能。
目前,在严格按照客户的实际需求而提供最佳的设备解决方案的同时,我们一直采用国际先进的制造工艺和管理方法,力求通过科学的设计与制造方案为客户提供性价比最高的产品。
在售后服务中,我们严守高效、务实的工作作风。但我们为做到将问题解决于售前而不断努力。
2.上下独立加热模组,小循环运风
最新版全套焊接工艺评定表格
孙桂根
日期
2011-12-1
工艺评定编号
PQR02
审核
李洲
日期
2011-12-2
预焊接工艺规程编号
PWPS02
评定标准
NB/T47014-2011
要求完成日期
1个月内
母材标准,牌号
厚度,mm
尺寸mm
接头形式简图:
GB713-2008,Q345R
7mm
500×150
GB713-2008,Q345R
焊道/焊层
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8Βιβλιοθήκη 1/3SMAWJ507
简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
试件尺寸:500×300×7双面焊,正面焊2层,背面清根焊1层
母材:
类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及
标准号GB713-2008钢号Q345R与标准号GB713-2008钢号Q345R相焊
厚度范围:
母材:对接焊缝6-14mm角焊缝不限
2.焊接工艺评定报告………………………………………………………………………()
3.焊接工艺评定指导书……………………………………………………………………()
回流焊检查表

标准回流焊检查表机器型号:序号:I. 一般检查正常异常N/A 1.检查设备到达客户现场时外观无损坏☐☐☐2.安装地脚螺栓,并将设备移到客户指定的位置☐☐☐3.安装设备所需要的控制电脑和灯塔,调节设备水平☐☐☐4. 开关电源☐☐☐5. 计算机☐☐☐.通用软件功能测试6. 紧急停止开关☐☐☐.四个开关都可以被激活并重置7. 蜂鸣器☐☐☐8. 指示灯塔☐☐☐.无论是红色,黄色和绿色光可以被打开9. 输送电机☐☐☐.输送皮带,链条,可以顺利运作无震动.输送速度可以达到设定值并保持稳定10. 调宽窄电机☐☐☐.输送轨道能达到极限开关两端并停止11. 输送带☐☐☐.输送带没有弯曲12. 炉膛/升降马达☐☐☐.自动申缩杆可以达到限位开关两端并停止13. 链条自动加油润滑☐☐☐.油泵可以运行,自动添加润滑油.润滑系统无任何连接处泄漏油现像14. PCB 传感器☐☐☐.机床的两端都对PCB的传感器可以检测PCB板并在电脑屏幕上显示15. 热风马达☐☐☐.检查每个马达运行转向是否正确,标签方向是否贴正确16. 变频器☐☐☐.根据要求的速度,设定变器频率参数17. 氧分析仪☐☐☐.分析仪的氧气泵和气体流量可以运行显示.分析仪读氧气20-21%时,测量空气。
当有氮的投入,氧分析仪显示出正确的数据18. 内联接口信号☐☐☐.当机器还没有准备好,行程信号是打开的.当机器准备就绪后,行程信号是关闭的19. UPS ☐☐☐.当市电断电后,传送带将不会停止,直到所有炉内的板输出炉子,UPS继电能力不少于15分钟20. 空气阀☐☐☐.排气阀门打开时,压缩空气流量可观测21. 氮气阀☐☐☐.氮阀控制开关打开时,可显示氮气流速和流量,22. 冷水机组☐☐☐.冷却水泵正常运行和观察水流量.水温可以达到设定点23. 建立温度曲线☐☐☐24. 机械外观☐☐☐.外罩和机组枢架没有生锈及弄脏] .零件和机器的部件无裂纹,变形和破坏.电脑操作屏幕按钮排列整齐一至II. 基本操作检查正常异常1.运行所有的设置可以达到设定值☐☐2.区域温度精度检查(±1度)☐☐区温度设定:检测结果附加温度曲线。
回流焊评估测试方法
测试点
浩宝测试结果如下:1)设定温度与风温相当接近,传导效率高。 2)每个温区内的最大温度差在1℃左右,加热均匀。
结论:PCB可得到均匀而且高效的加热效果。
2热传递效率测试
8温区上下温区设定一致:
Zone1 Zone2 Zone3 Zone4 Zone5 Zone6 Zone7 Zone8
150 170 190 200 220 250 300 250
回流焊评估
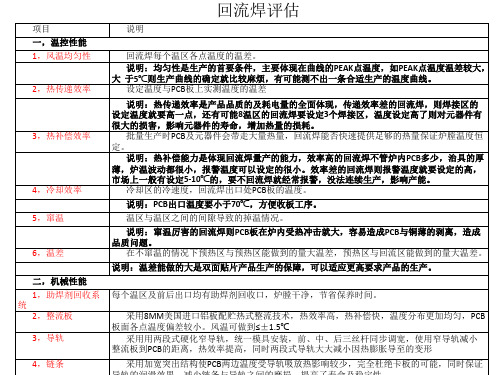
项目 一,温控性能 1,风温均匀性
2,热传递效率
3,热补偿效率
4,冷却效率 5,窜温
6,温差 二,机械性能 1,助焊剂回收系 统 2,整流板 3,导轨 4,链条
说明
回流焊每个温区各点温度的温差。 说明:均匀性是生产的首要条件,主要体现在曲线的PEAK点温度,如PEAK点温度温差较大, 大 于5℃则生产曲线的确定就比较麻烦,有可能测不出一条合适生产的温度曲线。 设定温度与PCB板上实测温度的温差
150 170 190 200 220 250 300 250 传送速度:100cm/min 测试工具:SlimKIC2000 风温测试板 W400mm x L300mm 如图所示:热探头埋入铁板中,并且被固定,热风不能直接吹到探头,前中后共8个测试点. 测试目的:要求测试达到最高温度240℃以上,否则回流焊耗电量会较高,比较各家实测情况.
浩宝测试结果如下:1)铁板测试温度分布均匀性佳,最高温度的温差为2.45 ℃
2)上升斜率,预热时间,回流时间的△T小,显示其全过程的加热均匀性佳。
3)在速度为1m/min的情况下,220℃以上时间达到60sec以上。 4)最高温度达到254,7℃(其它品牌在210到℃ 230℃左右
3热补偿效率测试
8温区上下温区设定一致:
回流焊的缺陷和焊接质量检验
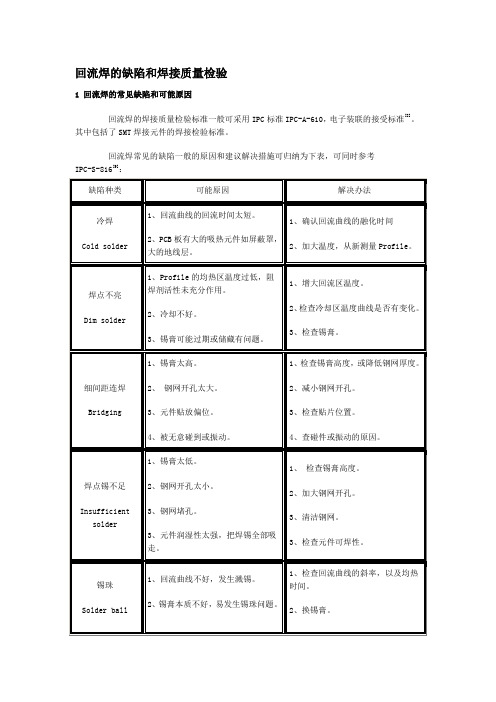
回流焊的缺陷和焊接质量检验1 回流焊的常见缺陷和可能原因回流焊的焊接质量检验标准一般可采用IPC标准IPC-A-610,电子装联的接受标准[8]。
其中包括了SMT焊接元件的焊接检验标准。
回流焊常见的缺陷一般的原因和建议解决措施可归纳为下表,可同时参考IPC-S-816[9]:2 回流焊后的质量检验方法回流焊的焊接质量的方法目前常用的有目检法,自动光学检查法(AOI),电测试法(ICT),X-光检查法,以及超声波检测法。
1)目检法简单,低成本。
但效率低,漏检率高,还与人员的经验和认真程度有关。
2)自动光学检查法(AOI)自动化。
避免人为因素的干扰。
无须模具。
可检查大多数的缺陷,但对BGA,DCA 等焊点不能看到的元件无法检查。
3)电测试法(ICT)自动化。
可以检查各种电气元件的正确连接。
但需要复杂的针床模具,价格高,维护复杂。
对焊接的工艺性能,例如焊点光亮程度,焊点质量等无法检验。
另外,随着电子产品装连越来越向微型化,高密度以及BGA,CSP方向发展,ICT的测针方法受到越来越多的局限。
4)X-光检查法自动化。
可以检查几乎全部的工艺缺陷。
通过X-Ray的透视特点,检查焊点的形状,和电脑库里标准的形状比较,来判断焊点的质量。
尤其对BGA,DCA元件的焊点检查,作用不可替代。
无须测试模具。
但对错件的情况不能判别。
缺点价格目前相当昂贵。
5)超声波检测法自动化。
通过超声波的反射信号可以探测元件尤其时QFP,BGA等IC芯片封装内部发生的空洞,分层等缺陷。
它的缺点是要把PCB板放到一种液体介质才能运用超声波检验法。
较适合于实验室运用。
对于各种检查方法,既各有特色,又相互覆盖,它们的相互关系可用图13 来说明。
由图中可以看出,BGA,元件外观,及元件值的检验分别为X光,自动光学,及ICT 检测法特有的检查手段,其余的功能都相互有交叉。
例如,用光学检查方法解决表面可见的焊盘焊点和元件对错识别,用X-Ray检查不可见的元件焊点如BGA,DCA,插件过孔的焊锡情况,但如果不用ICT,元件值错无法检查;又例如,用ICT检查开路,短路等电性能,用X-Ray检查所有元件的焊点质量,但如果不用光学检查仪对外观破损的元件亦无法检验。
回流焊检验标准

1.焊点的基本要求1)合格的焊点必须呈现润湿特征,焊料良好地附着在被焊金属表面。
润湿的焊点,其焊缝外形特征是呈凹形的弯液面,判定依据是润湿时焊料与焊盘,焊料与引线/ 焊端之间的界面接触角较小或接近于零度。
通常焊料合金的范围很宽,可以表现出从很低甚至接近0度的接触角直到接近90度的接触角。
如果焊接面有部分面积没有被焊料合金润湿,则一般认定为不润湿状态,这时的特征是接触角大于90°。
2)所有锡铅焊点应当有光亮的,大致光滑的外观,并在被焊金属表面形成凹形的弯液面。
3)通常无铅焊点表面更灰暗、粗糙一些,接触角通常更大一些。
其它方面的判断标准都相同。
4)高温焊料形成的焊点表面通常是比较灰暗的。
5)对焊点的执锡(返工)应小心,以避免引起更多的问题,而且执锡也应产生满足验收标准的焊点。
• a 检验焊接是否充分、有无焊膏融化不充分的痕迹;• b 检验焊点表面是否光滑、有无孔洞缺陷,孔洞的大小;• c 焊料量是否适中、焊点形状是否呈半月状;• d 锡球和残留物的多少;• e 吊桥、虚焊、桥接、元件移位等缺陷率;• f 还要检查PCB表面颜色变化情况,再流焊后允许PCB有少许但是均匀的变色。
• a 元器件应完好无损, 标记清楚。
• b 插装件要端正, 不能有扭曲、倾斜等。
• c PCB和元器件表面要洁净, 清洗后无锡球和其它污物。
• d 元器件的安装位置、型号、标称值和特征标记等应与装配图相符。
• e 焊点润湿良好,焊点要完整、连续、园滑, 焊料要适中, 焊点位置应在规定范围内, 不能有脱焊、吊桥、拉尖、虚焊、桥接、漏焊等不良焊点。
• f 焊点允许有孔洞缺陷, 但其孔洞直径不得大于焊点尺寸的1/5, 且一个焊点上不能超过二个孔洞(肉眼观察)。
•g 使用免清洗工艺时,允许有少量微小焊锡球,焊锡球尺寸应小于最小引脚间距的1/2。
• 3.2.5.2 贴装元器件焊端位置检验(参照SJ/T10670-1995表面组装工艺通用技术要求)•贴装元器件的焊端一般要求全部位于焊盘上,但允许有偏差。
焊接工艺评定需用计划表范例
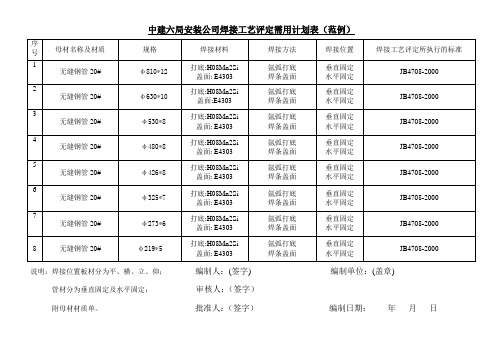
中建六局安装公司焊接工艺评定需用计划表(范例)
说明:焊接位置板材分为平、横、立、仰;编制人:(签字) 编制单位:(盖章) 管材分为垂直固定及水平固定;审核人:(签字)
附母材材质单。
批准人:(签字)编制日期:年月日
中建六局安装公司焊接工艺评定需用计划表
说明:焊接位置板材分为平、横、立、仰;编制人:(签字) 编制单位:(盖章) 管材分为垂直固定及水平固定;审核人:(签字)
附母材材质单。
批准人:(签字)编制日期:年月日
中建六局安装公司焊接工艺评定需用计划表
说明:焊接位置板材分为平、横、立、仰;编制人:(签字) 编制单位:(盖章) 管材分为垂直固定及水平固定;审核人:(签字)
附母材材质单。
批准人:(签字)编制日期:年月日。
回流焊设备评估注意事项

Rhem-Suneast V7-Extra
1區,總長1500mm 水冷,冰水熱交換系統
水循環:2-5℃/s
水冷+分層過濾,預熱 區與回流區各有一套
濾網與冷凝器交替設 計,使冷凝效果較好, 且濾網位置易于維護 保養,爐膛密封較好
ETC A30-122
Heller 1912
2區
3區
風冷,空氣對流
標準配置:風冷,空 氣對流 可選配置:水冷系統
3.耗電量 4.耗氮量
14.MTBF﹠MTTR
5.加熱系統
6.冷卻系統
7. FLUX淨化系統
8.傳輸系統
9.消耗性成本
10.客服支持能力評估
11.功能及未來必要性評估
設備驗證評估項目
1.基本設計 廠商(設備型號)
評估項目
規格說明
尺寸(mm)
重量(頓)
地面單位面積受重量
爐膛開口高度
軌道自動潤滑系統
進出口有無導輪
測試方法﹕第一次:鋁板空爐,第二次:鋁板滿爐,第三次:實 裝板空爐,第四次:實裝板滿爐(實裝板選用MOTHER BOARD)
设备性能比较案例
實驗數據統計分析
➢ΔT比较
炉型
Rehmsuneast v7-Extra
1 time
13.9
ETC
15.5
Heller
15.5
2 time
13.9 16.2 16
熱風風速可調範圍 :0.5-6.0m/sec,风扇 變頻使用范围15HZ40HZ(可变频率由变 频器控制)
PID迴路控制加熱器, 各區上下各1个溫控 組件,單區加熱功率可 達2400w,最高加熱溫 度可達300℃,感溫設 計:每區上下洞板內各 有一個感溫棒。冷啟 動升溫時間:<20Min 。Profile切換時間115Min
回流焊温度测量的标准不确定度分析
回流焊温度测量的标准不确定度分析作者:王艳文岳学强来源:《科技创新与应用》2016年第24期摘要:文章结合不确定度的有关概念及相关计量规范要求,对回流焊温度的测量结果进行了标准不确定度评定。
希望通过文章的分析,能够为相关人士提供一定的参考和借鉴。
关键词:置信概率;自由度;不确定度引言(1)测量依据:2130-GC228 A0《热风回流焊》(2)测量标准:KIC-Ⅱ(3)测量过程:用KIC作为核查标准,定期用炉温曲线测试仪测量温度,每组测量5次,计算每组的平均值。
1 数学模型γ1=γ0式中:γ1-被测温度的误差;γ0-在KIC-Ⅱ测得的误差。
2 输入量γ0的标准不确定度的评定输入量γ0的标准不确定度u(γ0)的来源主要有两方面:(1)重复性和复现性引起的不确定度分项u(γ01),采用A类评定法。
(2)KIC-Ⅱ的误差引起的不确定度分项u(γ02),采用B类评定法。
2.1 测量重复性引起的不确定度分项u(γ01)的评定该不确定度分项是由于被测温度的测量重复性引起,可通过连续测量得到测量列,采用A 类方法评定。
用KIC作为核查标准,从2004年9月24日至2004年12月27日期间,随机安排进行25组温度测量,每组测5次,测量数据如表1。
合并样本标准差℃式中:m=25,自由度ν(γ01)=m(n-1)=25×4=1002.2 KIC-Ⅱ的误差引起的不确定度分项u(γ02)的评定由使用说明书和检定证书得:U=1.2℃,P=95%,k=2u(γ02)=1.2℃/2=0.6℃,因可靠性较高,设自由度ν(γ02)=502.3 标准不确定度u(γ0)的计算u(γ0)=[u2(γ01)+u2(γ02)]1/2=1.90℃2.4 标准不确定度u(γ0)的自由度3 合成标准不确定度评定3.1 灵敏系数∵γ1=γ0∴c=?藜γ1/?藜γ0=1合成标准不确定度汇总见表2。
3.2 合成不确定度u(γ0)的估算:uc2(γ1)=c2·u(γ0)uc(γ1)=c·u(γ0)=1.9℃3.3 合成标准不确定度的有效自由度νeff=ν(γ0)=1213.4 扩展不确定度的判断评定取置信概率p=95%,自由度νeff=121,查t分布表并将自由度取整为100,得到 kp=t95(100)=1.984扩展不确定度U95=kpuc(γ1)=1.984×1.9℃=3.8℃4 不确定度报告回流焊温度测试的测量不确定度为:U95=3.8℃,νeff=100,kp=1.984参考文献[1]国家质量技术监督局计量司.测量不确定度评定与表示指南[M].北京:中国计量出版社,2000.[2]刘立.量化分析测量不确定度指南[M].北京:中国计量出版社,2003.。
回流焊温度曲线

无铅回流焊接工艺曲线,如下图
区域时间升温速率峰值温度降温速率预热区(室温~150℃)60~150s≤℃/s
均温区(150~200℃)60~120s<℃/s
回流区(>217℃)60~90s230-260℃
冷却区(Tmax~180℃)℃/s≤Slope≤℃/s
说明:
✍✍✍预热区:温度由室温~150℃,温度上升速率控制在2℃/s 左右,该温区时间为60~150s。
✍✍✍均温区:温度由150℃~200℃,稳定缓慢升温,温度上升速率小于1℃/s,且该区域时间控制在60~120s (注意:该区域一定缓慢受热,否则易导致焊接不良)。
✍✍✍回流区:温度由217℃~Tmax~217℃,整个区间时间控制在60~90s。
✍✍✍若有BGA,最高温度:240至260度以内保持约40秒。
✍✍✍冷却区:温度由Tmax~180℃,温度下降速率最大不能超过4℃/s。
✍✍✍温度从室温25℃升温到250℃时间不应该超过6 分钟。
✍✍✍该回流焊曲线仅为推荐值,客户端需根据实际生产情况做相应调整。
✍✍✍回流时间以30~90s 为目标,对于一些热容较大无法满足时间要求的单板可将回流时间放宽至120s。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.各温区均由PLC进行PID控制,温控精度高
4. 独有的分区柔性加热控制系统,减小了起动功率及电网压降,最大限度的降低了设备电耗;
5.高效热交换系统,大幅度提高循环热风流量,升温迅速
6. 加热区模块化设计,发热管抽屉式安装结构,使维修,维护极为简易;
7.网格凸起的回风道使热量极易达到PCB板;
第5节
第6节
第7节
班级
大事记
作业
情况
卫生
情况
教室
清洁区
班级安全隐患
措施
7、新型导轨悬挂调宽系统,调节更加方便,保证导轨不变形;
特点四:冷却系统特点
四:冷却系统
1、独立的双冷却区设计,冷却一区和冷却2区独立控温,确保冷却效果。
2、强制风冷系统,可快速冷却PCB(在较短的时间内形成共晶),
3、1M超长冷却区域,有利于PCB的焊接后充分冷却;
4、不锈钢冷却区制作,耐腐蚀和清洁方便。
2.带锁的电动升将马达,断电情况下不会下滑,确保安全。
設備基本參數
1:設備外形尺寸
(L*W*H):4650*1410*1600
2:设备颜色
电脑灰
3:重量
2100公斤
4:操作系统
XP操作系统
5:溫度控制方式
PID&SSR控制
6;溫度控制精度
±I℃
7:基板溫度分布差異
±2℃
8:上下最大溫度差
70℃
9:溫度控制范圍
10.控制系统具有异常报警系统. 可以提供对所有报警保存成文件;用户可查看到报警的项目和报警时间
a : 超温和低温报警;(电热器温度异常);
b : 操作异常报警;(回流焊机器运行异常) ;
c : 报警方式是声光同时报警;
特点二:热风供给系统
二,热风供给系统
1.热风马达采用变频器无级调速,可根据生产实际需要改变热风风速,确保PCBA焊接质量,同时保护热风马达运行安全。
我公司现有生产技术人员320人,技术研发人员35人,售后服务人员30人,各技术人员都具有该行业较高的专业技能。
目前,在严格按照客户的实际需求而提供最佳的设备解决方案的同时,我们一直采用国际先进的制造工艺和管理方法,力求通过科学的设计与制造方案为客户提供性价比最高的产品。
在售后服务中,我们严守高效、务实的工作作风。但我们为做到将问题解决于售前而不断努力。
2. XP操作系统,人机对话方便.
3.强大的储存功能,可以存储用户所有的温度,速度设置及其设置下的温度曲线,并可对所有的数据及曲线进行打印
4.系统具有生产报表的保存功能,
a : 系统可以生成不同型号PCB板的生产报表, 可以查看生产量;同时具有PCB自动记数功能;
b :系统可以保存不同型号PCB板的 焊接工艺参数; 可以下次生产同类型的PCB板时;套用原来的工艺参数, 提高生产效率
常温--350度
10:升溫時間
20分钟(分段启动)
11:有效加熱區數量
8(上8下8)
12:加熱區之長度
2700mm
13:各溫區加熱方式
PID&SSR控制
14:加熱元件
绕式发热管
15:冷卻區之數量
2个
16:冷卻區之冷卻方式
大功率风冷方式
17:冷卻效率
可达3--6度每秒
18:正常工作消耗功率
8.5KW
19:起動功率
5. 系统具有温度曲线测试功能,并根据曲线做出分析; ;
6.具有PCB自动记数及PCB掉板的报警功能.
7.内置UPS及自动延时关机功能,保证PCB及回流焊接机在断电过热时不受损害!
8.设有漏电保护开关,确保操作人员及设备控制系统的安全.
9.设有双层过流保护系统,确保设备电路出现过流及断电时能保护电气系统的安全.
设备型号
RF-820-LF(普通标准型系列)
制造廠商
制造厂商:深圳市和西电子设备有限公司
外觀(圖片)
特点一:设备控制及安全系统特点
一:设备控制系统及安全保护系统
1.控制系统采用西门子PLC+联想电脑双软件控制,运行稳定可不必长期依靠计算机,以避免因计算机死机带来的生产停顿.
KIC24/7在线式炉温测试仪
5:选项五
助焊劑管理,自动收集FULX,确保设备清洁不滴油
6:选项六
含氧量控制在1000PMM以內氮氣消耗量度(选项)
设备保修和保养
1:設備保固
一年
2:設備保養
配合客户定期保养。
3:售后服务
1:培训服务:客户公司现场培训服务,时间一个星期,同时要求客户最少要有2个工程人员参加,也可以客户派人到深圳我公司服务,公司提供住宿
特点五:高效FULX收集过滤系统(选项)
五:高效FULX收集过滤系统(选项)
1.三层废气过滤系统,使清除助焊剂残留更加可靠;
2.可靠的FULX收集,使冷却区无滴油的可能,确保PCBA不受污染。
特点六:安全的上炉体开启方式
六:安全的上炉体开启方式
1.双电动丝杆的升降机构,科技学的跨度空间,使上炉体升降安全可靠,无变形;
33KW
20:運輸方式
网,链同时都有
21:基板傳送方式
自动接驳
22:運輸軌道固定方式
前固定
23:傳送帶流向
客户自定 ,可从左到右,也可以从右到坐
24:傳送速度范圍
0-2000MM/MIN(无级调速)
25:傳送系統調節寬度
50-450MM
26:导轨宽度调节方式
自动悬挂调节方式
27:爐膛之高度
上下各20MM,最大为40MM
2:三包期中:设备保修一年,3个月定期配合客户保养.(不收费)
3:.三包期后:终身维护,保修期后客户可以和我公司签定保修合同,提供定期保养和维修.
4:最近服务点: 深圳,东莞,成都,武汉。杭州,苏州
公司简介
公司情况: 本公司为中韩合资企业,自1999年起,我公司一直致力于无铅工艺和设备的研发与推广。10年来,我们已为数百家电子生产企业成功的实施了从有铅工艺向无铅工艺的无缝衔接。其产品已远销至东南亚、欧美及国内地区。
特点三:运输系统特点
三:运输系统
1、链条自动润滑,保证PCB运输顺畅;
2、网传输及链传输等速运行,由计算机进行全闭循环控制,可满足不同品种的PCB同时生产;
3、高强度导轨设计,热变形小,保证精度;
4、导轨调宽采用马达自动调宽,面板控制,方便易用;
5、电脑自动控制加油润滑链条;
6、运输方式:网带加链条;(网链合一)
2009年将是无铅工艺推广事业关键性的一年。我们将以“推广无铅工艺,创造环保世界”而树立行业新形象;同时,我们将与广大客户精诚合作誓必打造无铅先锋。
班级日志记录表
第周月日星期值日班长值周班长
出勤
情况
迟到
旷课
事假
病假
早
午
纪律
情况
节次
科目
教师
课堂纪律
备注
好
中
差
早自习
第1节
第2节
第3节
第4节
午休情况
午自习
28:異常報警功能
有,电脑实时纪录
29:掉板報警
有,电脑实时纪录
30:數據儲存
和普通电脑一样
31:電壓
380V/50/60HZ 三相五线制
设备认证
1:ISO认证
有:ISO9001:2000
2:CE认证
有
3:安规项一
自動開關機(选项
2:选项二
中央支持系统
3:选项三
双导轨运输
4:选项四