光学树脂镜片镀膜要求及试验方法和标准 眼镜,光学,镀膜,膜层共50页文档
树脂镜片镀膜
树脂镜片镀膜树脂镜片镀膜一.镜片的材料特性眼镜片的光学目的旨在通过配戴矫正镜片使屈光不正的眼睛恢复清晰视力,所以在选用镜片材料时需要考虑以下这些与镜片屈光作用密切相关的因素:1、材料的几何特性:曲率半径、表面形状等;2、材料的物理化学特性:折射率、阿贝数等。
镜片材料的研究发展主要是为了获取并控制这些相关因素,了解并掌握其特性,以使不断完善、发展镜片的光学矫正效果。
镜片材料的基本特性有:1、光学性质,计算屈光作用和控制光学性能;2、机械和热性质;3、电性质材料;4、化学性质通过外界所可能接触的化学物质了解材料的相应变化。
一、光学性质:光学性质是材料的基本性质,与镜片在日常生活中所见到的各种光学现象相符合,主要为光线在镜片表面的折射和反射、材料本身的吸收,以及散射和衍射现象。
(1)光线折射:通过镜片的光线会在镜片的前后表面发生折射或偏离现象,光线的偏离幅度由材料的折射率和入射光线在镜片表面的入射角度决定。
1)折射率:透明媒质的折射率是光线在真空中的速度c与在媒质中的速度v的比值,n=c/v。
该比值没有单位并且总是大于1。
折射率反映媒质的折射能力,折射率越高,从空气进入该媒介的光束偏离得越多。
从空气到折射率为n的透明媒质所发生的偏离或折射可以根据斯涅耳-笛卡尔定律(Snell-Descartes Law)进行计算,规定如下:折射光线与入射光线和法线位于同一平面入射角i和折射角r分别由法线与入射光线、折射光线构成。
计算公式: sin i=n sin r 由于透明媒质的光速随着波长而变化,所以折射率的值总是参考某一特定波长表示:在欧洲和日本,参考波长为e线546.07nm(汞--绿光谱线),但是在美国等其它国家则是d线587.56nm(氦--黄光谱线)。
但这个区别并没有造成实际影响,因为它的区别仅仅反映在折射率值的第三位小数上。
目前市场所采用的镜片材料的折射率范围是从1.5--1.9。
2)色散系数:阿贝数。
光学镜片镀膜工艺流程
光学镜片镀膜工艺流程英文回答:Optical lens coating is a crucial process in the production of high-quality lenses. It involves applyingthin layers of various materials onto the lens surface to enhance its performance and durability. The coating process typically consists of several steps, including cleaning, deposition, and curing.Firstly, the lenses need to be thoroughly cleaned to remove any dirt, oils, or residues that may affect the coating quality. This is usually done by using ultrasonic cleaners or special cleaning solutions.Next, the lenses are placed in a vacuum chamber for the deposition process. Different materials, such as metals or oxides, are evaporated or sputtered onto the lens surface using various techniques like thermal evaporation or ion beam deposition. The choice of materials and depositiontechnique depends on the desired optical properties and applications of the lens.During the deposition, the thickness of the coating layers is carefully controlled to achieve the desired optical performance. This is done by monitoring the deposition rate and adjusting the process parameters accordingly. For example, if a lens requires an anti-reflective coating, multiple layers of materials with different refractive indices may be deposited to minimize light reflection.After the deposition, the lenses are subjected to a curing process to ensure the adhesion and stability of the coating layers. This is typically done by heating the lenses to a specific temperature for a certain period of time. The curing process helps to remove any residual stress in the coating layers and improve their mechanical and chemical resistance.Once the coating process is completed, the lenses are inspected for quality assurance. This may involve checkingthe coating thickness, adhesion, and optical performance using various measurement techniques such as spectrophotometry or scanning electron microscopy.中文回答:光学镜片镀膜是生产高质量镜片的关键工艺之一。
光学镜片材料及其镀膜技术一

光学镜片材料及其镀膜技术一光学镜片材料及其镀膜技术一(镜片的材料特性眼镜片的光学目的旨在通过配戴矫正镜片使屈光不正的眼睛恢复清晰视力,所以在选用镜片材料时需要考虑以下这些与镜片屈光作用密切相关的因素:1、材料的几何特性:曲率半径、表面形状等;2、材料的物理化学特性:折射率、阿贝数等。
镜片材料的研究发展主要是为了获取并控制这些相关因素,了解并掌握其特性,以使不断完善、发展镜片的光学矫正效果。
镜片材料的基本特性有:本部分设定了隐藏,您已回复过了,以下是隐藏的内容1、光学性质,计算屈光作用和控制光学性能;2、机械和热性质;3、电性质材料;4、化学性质通过外界所可能接触的化学物质了解材料的相应变化。
1、光学性质:光学性质是材料的基本性质,与镜片在日常生活中所见到的各种光学现象相符合,主要为光线在镜片表面的折射和反射、材料本身的吸收,以及散射和衍射现象。
(1)光线折射:通过镜片的光线会在镜片的前后表面发生折射或偏离现象,光线的偏离幅度由材料的折射率和入射光线在镜片表面的入射角度决定。
1)折射率:透明媒质的折射率是光线在真空中的速度c与在媒质中的速度v的比值, n=c/v。
该比值没有单位并且总是大于1。
折射率反映媒质的折射能力,折射率越高,从空气进入该媒介的光束偏离得越多。
从空气到折射率为n的透明媒质所发生的偏离或折射可以根据斯涅耳-笛卡尔定律(snell-descarteslaw)进行计算,规定如下:折射光线与入射光线和法线位于同一平面入射角i和折射角r分别由法线与入射光线、折射光线构成。
计算公式:sini=nsinr由于透明媒质的光速随着波长而变化,所以折射率的值总是参考某一特定波长表示:在欧洲和日本,参考波长为e线546.07nm(汞--绿光谱线),但是在美国等其它国家则是d线587.56nm(氦--黄光谱线)。
但这个区别并没有造成实际影响,因为它的区别仅仅反映在折射率值的第三位小数上。
目前市场所采用的镜片材料的折射率范围是从1.5--1.9。
树脂镜片的镀膜技术
树脂镜片的镀膜技术大约1970年,树脂材料开始尝试作为眼镜片的新材料,自此,视光技术迅速发展,CR39,PMMA,PC这些折射率在1.52-1.65的材料开始用于眼镜基片,眼镜已不仅仅作为视力较正的工具,更成为一种装饰品来表达个性。
1. 玻璃镜片近年为,由于树脂镜片的引进,玻璃镜片的重要性及销售量大大地减少,但即使今日,玻璃镜片也有一些树脂无法比拟的优点,如l 硬度l 方便擦洗l 热稳定性l 可镀性玻璃比树脂有好的可镀性,玻璃镜片可加热到300度(而树脂只能加热到80度)所以很容易在玻璃片上镀上硬且牢固的增透膜,而且膜料更容易选择。
为了取得最好的增透效果,最外面的膜层(与空气接触的一层)的折射率越低越好,通常玻璃镜片的最外层选用折射率1.38的氟化镁,在大于250度的情况下,氟化镁膜层非常牢固,而且其是目前可选择的最低折射率膜料。
而树脂眼镜只能加热到80度,所以必须选择更高折射率的膜料,现在市场上主要使用折射率1.46的二氧化硅膜料。
这也是为什么玻璃镜片比树脂镜片有更好的透过率。
目前在美国,日本树脂片市场占有率大于90%,欧州约50%,而在欠发达国家玻璃镜片仍然占有绝大部分市场。
目前中国眼镜市场正由玻璃向树脂过渡。
2.树脂镜片虽然树脂有差的可镀性,但其优点也非常突出l 不易碎l 轻l 易加工当然其缺陷也众所周知:镜片软,抗刮能力低。
但由于视光技术的日益近步,目前通过适当的镀膜工艺可以弥补这些缺点。
尽管镀膜本身与树脂镜片有一些难以调和的矛盾,如热敏感性,热膨胀系数,这些性质使基片与膜层之前有非常大的内应力,膜层易碎。
为了得到最好的膜层,目前树脂镀膜由四部分组成,l 交联层l 加硬(如果用浸入式加硬,可以使交联与加硬一次完成)l 增透膜l 防水膜3.联结层树脂镜片出厂后,他们将面对不同厂家的生产条件,如不可控的潮湿度,过长或不正确的包装等。
没有镀膜的镜片有不同的表面结构,而且要经过多次清洗,腐蚀和污染。
树脂镜片的镀膜技术
树脂镜片的镀膜技术大约1970年,树脂材料开始尝试作为眼镜片的新材料,自此,视光技术迅速发展,CR39,PMMA,PC这些折射率在1.52-1.65的材料开始用于眼镜基片,眼镜已不仅仅作为视力较正的工具,更成为一种装饰品来表达个性。
1. 玻璃镜片近年为,由于树脂镜片的引进,玻璃镜片的重要性及销售量大大地减少,但即使今日,玻璃镜片也有一些树脂无法比拟的优点,如l 硬度l 方便擦洗l 热稳定性l 可镀性玻璃比树脂有好的可镀性,玻璃镜片可加热到300度(而树脂只能加热到80度)所以很容易在玻璃片上镀上硬且牢固的增透膜,而且膜料更容易选择。
为了取得最好的增透效果,最外面的膜层(与空气接触的一层)的折射率越低越好,通常玻璃镜片的最外层选用折射率1.38的氟化镁,在大于250度的情况下,氟化镁膜层非常牢固,而且其是目前可选择的最低折射率膜料。
而树脂眼镜只能加热到80度,所以必须选择更高折射率的膜料,现在市场上主要使用折射率1.46的二氧化硅膜料。
这也是为什么玻璃镜片比树脂镜片有更好的透过率。
目前在美国,日本树脂片市场占有率大于90%,欧州约50%,而在欠发达国家玻璃镜片仍然占有绝大部分市场。
目前中国眼镜市场正由玻璃向树脂过渡。
2.树脂镜片虽然树脂有差的可镀性,但其优点也非常突出l 不易碎l 轻l 易加工当然其缺陷也众所周知:镜片软,抗刮能力低。
但由于视光技术的日益近步,目前通过适当的镀膜工艺可以弥补这些缺点。
尽管镀膜本身与树脂镜片有一些难以调和的矛盾,如热敏感性,热膨胀系数,这些性质使基片与膜层之前有非常大的内应力,膜层易碎。
为了得到最好的膜层,目前树脂镀膜由四部分组成,l 交联层l 加硬(如果用浸入式加硬,可以使交联与加硬一次完成)l 增透膜l 防水膜3.联结层树脂镜片出厂后,他们将面对不同厂家的生产条件,如不可控的潮湿度,过长或不正确的包装等。
没有镀膜的镜片有不同的表面结构,而且要经过多次清洗,腐蚀和污染。
树脂镜片镀膜资料
树脂镜片镀膜一.镜片的材料特性眼镜片的光学目的旨在通过配戴矫正镜片使屈光不正的眼睛恢复清晰视力,所以在选用镜片材料时需要考虑以下这些与镜片屈光作用密切相关的因素:1、材料的几何特性:曲率半径、表面形状等;2、材料的物理化学特性:折射率、阿贝数等。
镜片材料的研究发展主要是为了获取并控制这些相关因素,了解并掌握其特性,以使不断完善、发展镜片的光学矫正效果。
镜片材料的基本特性有:1、光学性质,计算屈光作用和控制光学性能;2、机械和热性质;3、电性质材料;4、化学性质通过外界所可能接触的化学物质了解材料的相应变化。
一、光学性质:光学性质是材料的基本性质,与镜片在日常生活中所见到的各种光学现象相符合,主要为光线在镜片表面的折射和反射、材料本身的吸收,以及散射和衍射现象。
(1)光线折射:通过镜片的光线会在镜片的前后表面发生折射或偏离现象,光线的偏离幅度由材料的折射率和入射光线在镜片表面的入射角度决定。
1)折射率:透明媒质的折射率是光线在真空中的速度c与在媒质中的速度v的比值,n=c/v。
该比值没有单位并且总是大于1。
折射率反映媒质的折射能力,折射率越高,从空气进入该媒介的光束偏离得越多。
从空气到折射率为n的透明媒质所发生的偏离或折射可以根据斯涅耳-笛卡尔定律(Snell-Descartes Law)进行计算,规定如下:折射光线与入射光线和法线位于同一平面入射角i和折射角r分别由法线与入射光线、折射光线构成。
计算公式: sin i=n sin r 由于透明媒质的光速随着波长而变化,所以折射率的值总是参考某一特定波长表示:在欧洲和日本,参考波长为e线546.07nm(汞--绿光谱线),但是在美国等其它国家则是d线587.56nm(氦--黄光谱线)。
但这个区别并没有造成实际影响,因为它的区别仅仅反映在折射率值的第三位小数上。
目前市场所采用的镜片材料的折射率范围是从1.5--1.9。
2)色散系数:阿贝数。
由光波引起的折射率变化会使白光根据不同的折射产生色散现象。
镜面镀膜表面质量检验标准
镜面镀膜玻璃(外观)质量检验标准
一、外观质量
1、软化伤:明显可视划伤不允许(如果长度不超过50mm,相互之间的距离不小于300mm,可以允许,但数量不能超过供货量的5% )。
2、硬划伤:用手指划过有被阻挡的感觉,或者颜色发白,划伤非常明显,不允许存在。
3、针孔:面积超过0.05mm²的针孔不允许存在
4、膜面缺失、透光:不允许
5、手印:不允许
6、辊子印:明显辊子印不允许
7、麻点:面积超过0.1mm²的不允许存在
8、镀膜面应均匀一致,膜面上不允许存在雾斑等可视缺陷及光变形
9、镀膜面为非辊子面
10、镀膜附着力:符合相关要求
二、检验方法:目视、测量
三、包装要求:玻璃镀膜后须采用EP膜间隔,间隔方式如下图:
四、颗粒度
全钢化,质量标准EN12150(颗粒度50×50mm范围内不少于40粒,为保险起见,建议不低于60粒)
示例:
泰安百超玻璃有限公司
2016.11.19。
光学镜片镀膜

光学镜片镀膜一、耐磨损膜(硬膜)无论是无机材料还是有机材料制成的眼镜片,在日常的使用中,由于与灰尘或砂砾(氧化硅)的摩擦都会造成镜片磨损,在镜片表面产生划痕。
与玻璃片相比,有机材料制成的硬性度比较低,更易产生划痕。
通过显微镜,我们可以观察到镜片表面的划痕主要分为二种,一是由于砂砾产生的划痕,浅而细小,戴镜者不容易察觉;另一种是由较大砂砾产生的划痕,深且周边粗糙,处于中心区域则会影响视力。
(1 )技术特征1)第一代抗磨损膜技术抗磨损膜始于20世纪70年代初,当时认为玻璃镜片不易磨制是因为其硬度高,而有机镜片则太软所以容易磨损。
因此将石英材料于真空条件下镀在有机镜片表面,形成一层非常硬的抗磨损膜,但由于其热胀系数与片基材料的不匹配,很容易脱膜和膜层脆裂,因此抗磨损效果不理想。
2)第二代抗磨损膜技术20世纪80年代以后,研究人员从理论上发现磨损产生的机理不仅仅与硬度相关,膜层材料具有硬度/形变”的双重特性,即有些材料的硬度较高,但变形较小,而有些材料硬度较低,但变形较大。
第二代的抗磨损膜技术就是通过浸泡工艺法在有机镜片的表面镀上一种硬度高且不易脆裂的材料。
3)第三代抗磨损膜技术第三代的抗磨损膜技术是20世纪90年代以后发展起来的,主要是为了解决有机镜片镀上减反射膜层后的耐磨性问题。
由于有机镜片片基的硬度和减反射膜层的硬度有很大的差别,新的理论认为在两者之间需要有一层抗磨损膜层,使镜片在受到砂砾磨擦时能起缓冲作用,并而不容易产生划痕。
第三代抗磨损膜层材料的硬度介于减反射膜和镜片片基的硬度之间,其磨擦系数低且不易脆裂。
4)第四代抗磨损膜技术第四代的抗膜技术是采用了硅原子,例如法国依视路公司的帝镀斯(TITUS )加硬液中既含有有机基质,又含有包括硅元素的无机超微粒物,使抗磨损膜具备韧性的同时又提高了硬度。
现代的镀抗磨损膜技术最主要的是采用浸泡法,即镜片经过多道清洗后,浸入加硬液中,一定时间后,以一定的速度提起。
树脂镜片的几个参数及其检测办法
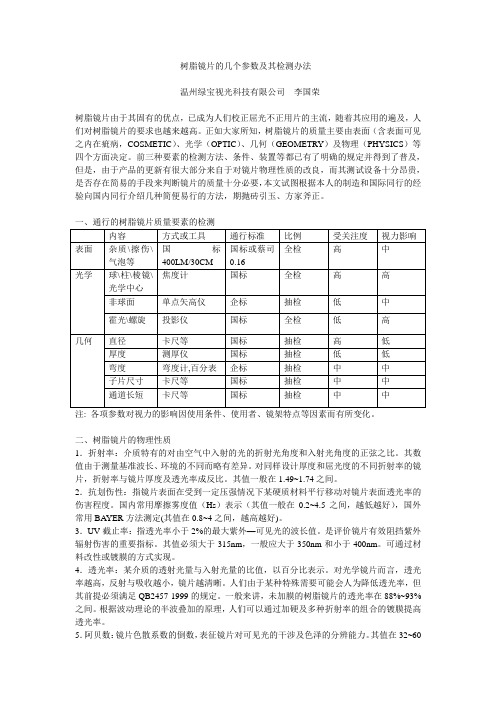
树脂镜片的几个参数及其检测办法温州绿宝视光科技有限公司李国荣树脂镜片由于其固有的优点,已成为人们校正屈光不正用片的主流,随着其应用的遍及,人们对树脂镜片的要求也越来越高。
正如大家所知,树脂镜片的质量主要由表面(含表面可见之内在疵病,COSMETIC)、光学(OPTIC)、几何(GEOMETRY)及物理(PHYSICS)等四个方面决定。
前三种要素的检测方法、条件、装置等都已有了明确的规定并得到了普及,但是,由于产品的更新有很大部分来自于对镜片物理性质的改良,而其测试设备十分昂贵,是否存在简易的手段来判断镜片的质量十分必要,本文试图根据本人的制造和国际同行的经验向国内同行介绍几种简便易行的方法,期抛砖引玉、方家斧正。
一、通行的树脂镜片质量要素的检测二、树脂镜片的物理性质1.折射率:介质特有的对由空气中入射的光的折射光角度和入射光角度的正弦之比。
其数值由于测量基准波长、环境的不同而略有差异。
对同样设计厚度和屈光度的不同折射率的镜片,折射率与镜片厚度及透光率成反比。
其值一般在1.49~1.74之间。
2.抗划伤性:指镜片表面在受到一定压强情况下某硬质材料平行移动对镜片表面透光率的伤害程度。
国内常用摩擦雾度值(Hs)表示(其值一般在0.2~4.5之间,越低越好),国外常用BAYER方法测定(其值在0.8~4之间,越高越好)。
3.UV截止率:指透光率小于2%的最大紫外—可见光的波长值。
是评价镜片有效阻挡紫外辐射伤害的重要指标。
其值必须大于315nm,一般应大于350nm和小于400nm。
可通过材料改性或镀膜的方式实现。
4.透光率:某介质的透射光量与入射光量的比值,以百分比表示。
对光学镜片而言,透光率越高,反射与吸收越小,镜片越清晰。
人们由于某种特殊需要可能会人为降低透光率,但其前提必须满足QB2457-1999的规定。
一般来讲,未加膜的树脂镜片的透光率在88%~93%之间。
根据波动理论的半波叠加的原理,人们可以通过加硬及多种折射率的组合的镀膜提高透光率。
光学镀膜制备工艺技术规程

光学镀膜制备工艺技术规程光学镀膜制备工艺技术规程一、目的为了确保光学镀膜制备的质量和效果,规范工艺流程,提高生产效率,特制定此技术规程。
二、适用范围本规程适用于光学镀膜的制备工艺过程。
三、工艺流程1. 优化基材处理:首先对待镀膜基材进行清洗,去除表面油污和杂物,然后进行化学处理,例如酸洗、碱洗等,以保证基材表面的洁净度和平整度。
2. 脱蜡处理:将处理过的基材浸泡在脱蜡溶液中,使蜡状物质从基材表面彻底去除,提高镀膜附着力。
3. 基膜制备:将基材放置于真空腔内,通过热蒸发或溅射等方法,制备出具有特定光学性质的基膜。
4. 多层膜制备:根据需要,通过多次重复基膜制备的过程,在基膜上反复镀膜,形成多层膜结构。
每一次镀膜都应根据设计要求进行参数调整。
5. 镀膜修饰:在完成基本的多层镀膜结构后,进行必要的镀膜修饰,包括抛光、电镀、激光打孔等。
修饰过程应根据产品使用要求进行。
6. 检测与质量控制:在各个制备过程中,应进行相应的检测和质量控制,包括基材处理前后的表面洁净度检测、镀膜的光谱特性检测、膜厚的测量等。
7. 包装和验收:制备完成的光学镀膜产品应进行包装,并经过验收合格后,方可出厂。
四、工艺要求1. 使用优质的原材料,确保镀膜的质量和稳定性。
2. 严格控制每一步骤的工艺参数,避免因参数偏差导致的镀膜质量问题。
3. 做好镀膜的质量记录,方便追溯和问题分析。
4. 加强仪器设备的维护和保养,确保设备的稳定性和可靠性。
5. 检测和质量控制工作要求严格,避免次品流入市场。
6. 操作人员要持证上岗,经过培训和考核合格后方可操作。
五、安全措施1. 在酸洗、碱洗等化学处理过程中,操作人员应佩戴化学防护服和防护手套,避免直接接触化学品。
2. 真空腔内的操作人员应戴上呼吸器,在保证安全的前提下进行操作。
3. 定期检测和维护设备,确保设备的运行安全。
4. 做好镀膜过程中的废物处理,避免对环境造成污染。
六、总结本规程依据光学镀膜制备工艺的实际情况,对工艺流程和要求进行了明确规定,对操作人员的安全和产品的质量都起到了重要的指导作用。
眼镜片研发中心的镜片镀膜加工之实验教学设计
9 2
9 0
式 。教 师可 以 从 眼镜 片 镀 膜 对 膜 厚 控 制 精 度 的 要 求方 面 瓣杂鞲 进 行 分 析 ,得 出结 论 :膜 厚 控 制 精 度 要 求 不 高 , 而且 是
2 8 6 4
统 性地 学 习了应 用 光 学和 眼 镜 学这 两 门专业 基 础 课程 , 具 备一 定 的 专业 基础 理 论 知 识 ,对 眼镜 片 设计 、加 工 以
2 1年 1 下 第 3 ( 第2 5 ) 01 月 期 总 2期
— 一
实验教 学 6教学过程
6 1 目标 分析 .
l l l
W a ee gh V n v ln t m
小 批量 试 制 ,磁 控 溅 射 的工 艺 稳 定 性 很 好 。 学 生作 出 决
图 1 眼镜 片减 反膜 膜 系设 计和 理论 计算 的透 过 率曲线
定 :采用 时 间监控 法进 行膜 厚 的控 制 。 在 确 定 膜 层 材 料 和 监 控 方 式 之 后 , 引 导 学 生对 下 一
t ai n i p a i al ki 1S nd r ni g n r ct c s l a en i ee n t n ng o t e n r r u t . T e e h n c nt n g n ri g hi ki f r h u de g ad a es h t ac i g o e t
程 ,学生 能够 参 与包 括 膜系 设 计 、制 备 与 性 能检 测 在 内
的整个实 验流 程 。
1教学设计理念
把握 高等 院 校培 养 视 光 专业 科 研 与 技 能型 人才 的方 向,注 重 理 论知 识 的 实践 应 用 ,通 过 项 目式教 学 方法 ,
光学树脂镜片性能指标及标准情况简介

1
坐标
C R3 9
贫份
:
染色镜片色 度 参数
过冬 冬
与
色
洲 三 茨 仁
/
色侧却
尸口
〔
竺 )
镜
(
卜
二屯
-
公式得出数据
然 后 在 色 度 图上 找 出色 调主 波
,
资 坦
了Kຫໍສະໝຸດ (、)(
院
n l
}
日、
{
、
1
L
气
二
〕 0 6 吕3 3 0 3 之〔 5
1 夕4 习 j 1 3 3
j 戈 5
6 1 7 20
妥一
,
建 议 标 淮 修 订 时 增 加 部 分 条款 中
。
图 中哪 些 是 标准 件
,
,
哪 些 不 是 标 准件 将
。
G日 4 4 5 8 2
,
关 于 装 配 图 中 的零 件 编
一 目 了然
给 后 序 工作 带 来 许 多 方 便
。
这种办
以 上仅 为
号规 定 了
3
种 形式
该 标准 的 第 3
2
。
条 规定
使
条件 因素 作 用 下
延 缓性 能 变 坏
延 杠
⑦C C C C C C C C C C C C C C C C C C C C C C C C C C 以 剖 ) 最 常 用 的单 一 剖 切 面 对 应 的剖 切 方法 却 没
。
图 面 整 齐 一 致 无 疑 是 有好 处 的
但 在实际工作 装配 图 的 编 号 采
以 上
取 出清 洗后 检查 镜
。 一
浅析树脂镜片镀膜的光学效果
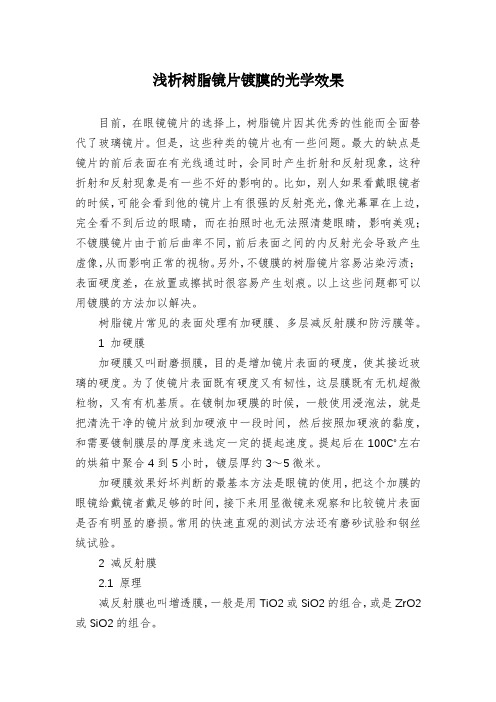
浅析树脂镜片镀膜的光学效果目前,在眼镜镜片的选择上,树脂镜片因其优秀的性能而全面替代了玻璃镜片。
但是,这些种类的镜片也有一些问题。
最大的缺点是镜片的前后表面在有光线通过时,会同时产生折射和反射现象,这种折射和反射现象是有一些不好的影响的。
比如,别人如果看戴眼镜者的时候,可能会看到他的镜片上有很强的反射亮光,像光幕罩在上边,完全看不到后边的眼睛,而在拍照时也无法照清楚眼睛,影响美观;不镀膜镜片由于前后曲率不同,前后表面之间的内反射光会导致产生虚像,从而影响正常的视物。
另外,不镀膜的树脂镜片容易沾染污渍;表面硬度差,在放置或擦拭时很容易产生划痕。
以上这些问题都可以用镀膜的方法加以解决。
树脂镜片常见的表面处理有加硬膜、多层减反射膜和防污膜等。
1 加硬膜加硬膜又叫耐磨损膜,目的是增加镜片表面的硬度,使其接近玻璃的硬度。
为了使镜片表面既有硬度又有韧性,这层膜既有无机超微粒物,又有有机基质。
在镀制加硬膜的时候,一般使用浸泡法,就是把清洗干净的镜片放到加硬液中一段时间,然后按照加硬液的黏度,和需要镀制膜层的厚度来选定一定的提起速度。
提起后在100℃左右的烘箱中聚合4到5小时,镀层厚约3~5微米。
加硬膜效果好坏判断的最基本方法是眼镜的使用,把这个加膜的眼镜给戴镜者戴足够的时间,接下来用显微镜来观察和比较镜片表面是否有明显的磨损。
常用的快速直观的测试方法还有磨砂试验和钢丝绒试验。
2 减反射膜2.1 原理减反射膜也叫增透膜,一般是用TiO2或SiO2的组合,或是ZrO2或SiO2的组合。
当光线垂直入射时,如果在膜层上下两个表面的反射光波的光程差2nd正好等于光波的半个波长,即:2nd=■(n为膜层折射率,d 为膜层厚度),则反射光会相互抵消,大大减少光的反射损失,增强透射光强度。
2.2 多层减反射膜单个减反射膜只能对某个特定波长的光有效,所以,用不同材料,不同厚度的多层膜相互结合,就可以使增透的光波频率范围更宽。
2.3 膜层的颜色镜片膜层的颜色其实是残留的反射光的颜色。
光学镀膜工艺指导

汇报人:XX 2024-01-23
目录
• 光学镀膜概述 • 光学镀膜材料与特性 • 光学镀膜工艺流程 • 关键设备与技术参数 • 质量控制与检测标准 • 环境保护、安全操作规范及故障排除
01
光学镀膜概述
定义与分类
定义
光学镀膜是在光学元件表面涂覆 一层或多层薄膜,以改变其光学 性能的技术。
眼镜行业
用于制造太阳镜、偏光镜、护目 镜等,以提高镜片的透光度、减 少反射和眩光。
光通信技术
用于制造光纤通信系统中的光学 元件,如光纤连接器、光分路器 等,以提高光信号的传输效率和 稳定性。
02
光学镀膜材料与特性
常用光学镀膜材料
1 2 3
氧化物材料
如二氧化硅(SiO2)、二氧化钛(TiO2)等, 具有高透过率、低吸收等特性,常用于减反射膜 和增透膜。
03
光学镀膜工艺流程
前处理与准备工作
基片清洗
确保基片表面无尘埃、油污和其他杂 质,常采用超声波清洗、化学清洗等 方法。
基片干燥
环境准备
确保镀膜室内环境洁净,控制温度、 湿度等参数,为镀膜过程提供稳定的 环境条件。
将清洗后的基片进行干燥处理,防止 水分对镀膜过程的影响。
镀膜方法介绍
物理气相沉积(PVD)
01
利用物理方法将材料从源蒸发或溅射到基片表面,形成薄膜。
常见的方法有真空蒸发、溅射镀膜等。
化学气相沉积(CVD)
02
通过化学反应在基片表面生成薄膜。这种方法可以在较低的温
度下进行,并且生成的薄膜具有优良的性能。
溶胶-凝胶法
03
将溶胶涂抹在基片表面,通过热处理等方法使其凝胶化,形成
薄膜。这种方法适用于制备多组分氧化物薄膜等。
【精品原创】光学镜片及镀膜

1.光学镜片参数2.聚焦镜参数3.常见镀膜类型(1)反射膜金属膜反射镜的特点a.金属膜反射镜一般反射特征曲线比较平坦,带宽,反射率高;b.金属膜反射镜的反射率不太受波长和入射角度变化的影响;c.金属膜反射镜膜表面的机械硬度不高,一般不可用通常方法擦拭,只能用包含有有机溶剂的棉棒擦拭;d.金属膜反射镜不适用于强光,激光能量大于1J/cm2时,请选用介质膜反射镜。
介质膜反射镜的特点a.介质膜反射镜是用交替重叠的多层膜的干涉原理制成;b.介质膜的反射率比较高,可接近100%(表中可见),膜的机械硬度高,耐清洁;c.介质膜反射镜与金属膜相比,其反射带宽窄,而且与入射角度密切相关;2.光学镀膜材料的技术指标注:来自中国光学光电子行业协会2008 年光学薄膜培训班培训资料3.红外光学材料及性能参数常用基板有玻璃、陶瓷、光学晶体、光学塑料、金属;其中玻璃分为普通玻璃、无色、有色玻璃、特殊玻璃等。
无色玻璃分两大类(1)光学玻璃,物理学(结构和性能)上的高度均匀性,具有特定和精确的光学常数,具有可见区高透过、无选择吸收着色等特点,分为硅酸盐、硼酸盐、磷酸盐、氟化物和硫系化合物系列。
品种繁多,主要按他们在折射率(nD)-阿贝值(VD)中的位置来分类。
传统上nD>1.60,VD>50和nD<1.60,VD>55的各类玻璃定为冕(K)玻璃,其余各类玻璃定为火石(F)玻璃。
冕玻璃一般作凸透镜,火石玻璃作凹透镜;透明性是光学玻璃的最重要的性质,透光性指光线通过一系列棱镜和透镜后,其能量部分损耗于光学零件的界面反射而另一部分为介质(玻璃)本身所吸收。
前者随玻璃折射率的增加而增加,对高折射率玻璃此值甚大,如对重燧玻璃一个表面光反射损耗约6%左右。
因此对于包含多片薄透镜的光学系统,提高透过率的主要途径在于减少透镜表面的反射损耗,如涂敷表面增透膜层等。
而对于大尺寸的光学零件如天文望远镜的物镜等,由于其厚度较大,光学系统的透过率主要决定于玻璃本身的光吸收系数。
镜片镀膜 文档
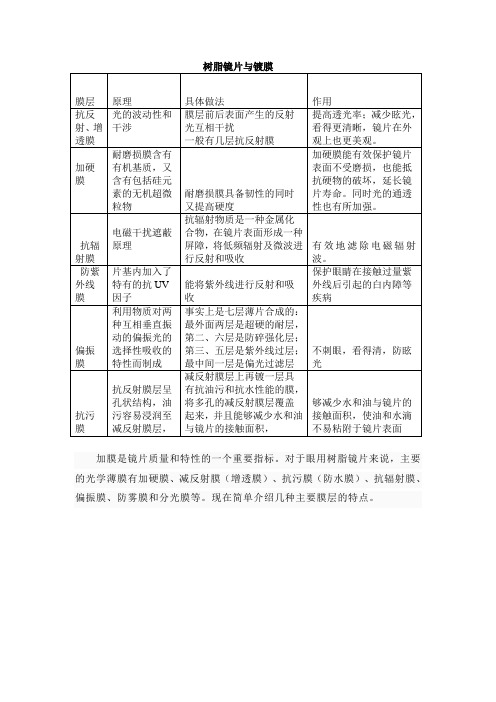
加膜是镜片质量和特性的一个重要指标。
对于眼用树脂镜片来说,主要的光学薄膜有加硬膜、减反射膜(增透膜)、抗污膜(防水膜)、抗辐射膜、偏振膜、防雾膜和分光膜等。
现在简单介绍几种主要膜层的特点。
1 加硬膜.树脂镜片的硬度较低,镜片表面容易产生划痕。
为了提高镜片的抗磨损能力,需要在镜片表面镀硬膜。
目前多采用硅原子进行加硬处理,即采用含有有机基质和包括硅元素的无机超微粒物的加硬液,使硬膜同时具备韧性和硬度。
现代镀硬膜技术最主要的是采用浸泡法。
加硬膜镀层较厚,约3~5μm。
对于镀硬膜的树脂镜片,可以通过桌面敲击的声音和镜片的颜色亮度来识别。
声音清脆、边缘明亮的镜片是经过加硬处理的。
2 抗反射膜.减反射膜是利用干涉原理,使通过膜层的光相互抵消以达到减反射的目的。
减反射膜可以减少光能在镜片表面的反射损失,以提高成像强度和分辨率。
为了满足较宽光谱范围内低反射的要求,需要采用3层或多层的减反射膜。
目前的多层减反射膜的厚度约为0.3μm,多采用氧化钛、氧化锆等高纯度金属氧化物材料,通过蒸发工艺镀于树脂镜片的表面,达到良好的减反射效果。
镀减反射膜后会有残留的颜色,多以绿色系为主。
对于需要加硬的镜片,要先进行加硬处理再镀减反射膜。
3 抗污膜.表面镀有减反射膜的镜片特别容易产生污渍,而污渍会破坏减反射膜的效果,减少光线的透射。
在显微镜下观察减反射膜层呈孔状结构,油污容易浸润至减反射膜层。
可以在减反射膜层上再镀一层具有抗油污和抗水性能的膜,这一膜层不会改变减反射膜的光学性能。
抗污膜的材料以氟化物为主,可将多孔的减反射膜层覆盖起来,并且能够减少水和油与镜片的接触面积,使油和水滴不易粘附于镜片表面,因此也称防水膜。
镀抗污膜多采用真空镀膜的方法。
膜层较薄,约为0.005~0.01μm。
4 抗辐射膜.抗辐射镜片是根据电磁干扰遮蔽原理采用特殊镀膜工艺,经过特殊电导体薄膜处理,使镜片具有抗电磁辐射的功能。
抗辐射物质是一种金属化合物,在镜片表面形成一种屏障,将低频辐射及微波进行反射和吸收,有效地滤除电磁辐射波。
树脂镜片的几个参数及其检测办法
树脂镜片的几个参数及其检测办法温州绿宝视光科技有限公司李国荣树脂镜片由于其固有的优点,已成为人们校正屈光不正用片的主流,随着其应用的遍及,人们对树脂镜片的要求也越来越高。
正如大家所知,树脂镜片的质量主要由表面(含表面可见之内在疵病,COSMETIC)、光学(OPTIC)、几何(GEOMETRY)及物理(PHYSICS)等四个方面决定。
前三种要素的检测方法、条件、装置等都已有了明确的规定并得到了普及,但是,由于产品的更新有很大部分来自于对镜片物理性质的改良,而其测试设备十分昂贵,是否存在简易的手段来判断镜片的质量十分必要,本文试图根据本人的制造和国际同行的经验向国内同行介绍几种简便易行的方法,期抛砖引玉、方家斧正。
一、通行的树脂镜片质量要素的检测二、树脂镜片的物理性质1.折射率:介质特有的对由空气中入射的光的折射光角度和入射光角度的正弦之比。
其数值由于测量基准波长、环境的不同而略有差异。
对同样设计厚度和屈光度的不同折射率的镜片,折射率与镜片厚度及透光率成反比。
其值一般在1.49~1.74之间。
2.抗划伤性:指镜片表面在受到一定压强情况下某硬质材料平行移动对镜片表面透光率的伤害程度。
国内常用摩擦雾度值(Hs)表示(其值一般在0.2~4.5之间,越低越好),国外常用BAYER方法测定(其值在0.8~4之间,越高越好)。
3.UV截止率:指透光率小于2%的最大紫外—可见光的波长值。
是评价镜片有效阻挡紫外辐射伤害的重要指标。
其值必须大于315nm,一般应大于350nm和小于400nm。
可通过材料改性或镀膜的方式实现。
4.透光率:某介质的透射光量与入射光量的比值,以百分比表示。
对光学镜片而言,透光率越高,反射与吸收越小,镜片越清晰。
人们由于某种特殊需要可能会人为降低透光率,但其前提必须满足QB2457-1999的规定。
一般来讲,未加膜的树脂镜片的透光率在88%~93%之间。
根据波动理论的半波叠加的原理,人们可以通过加硬及多种折射率的组合的镀膜提高透光率。
光学树脂镜片镀膜要求及试验方法和标准 眼镜

? ESλ(λ) ———— 太阳光谱射度 ? S(λ) ———— 相对光谱功率分布
张
13
UV波段透射比 τSUV,即自280至380范围
内的紫外光谱透射比的加权平均值 其表达示为:
? τ(λ) ———— 为光谱透射比
? ESλ(λ) ———— 太阳光谱射度
? S(λ) ———— 相对光谱功率分布
张
? 对镜片上各种不同和材料处都重复上述试验, 在移开钢棒后目视检查样品是否继续燃烧
? 当移开钢棒后,镜片应不继续燃烧
张
24
抗冲击性能
? 若镜片明示具有安全防护性能的,通过附 录B(抗冲击性能试验方法)的试验后,镜 片应不碎裂
张
25
试验方法
? 试验条件环境要求
? 温度 —— (23±5)℃ ? 相对湿度—— (60±10)℃
张
8
透过试样面的散射光通量与全透光通量
? T1 ? T2 ? T3 ? T4
入射光通量,% 全透射光通量,% 由装置所引起的散射光通量,% 由装置和镜片引起的散射光通量,%
张
9
紫外透射比
τSUV、 τSUVA、 τSUVB
张
10
紫外光谱通量与入射光谱通量之 比紫外光谱透射比
张
11
UVA波段透射比τSUVA,即自315nm至
? 有色镜片的的透射比应符合 ———
【太阳镜标准QB2457-1999】
张
22
黄色指数 Y?
? 当N<1.56时,Y?≤1.20 ? 当N≥1.56时, Y?≤2.20
张
23
阻燃性
? 加热钢棒一端至(650±20)℃,加热长度 至少为50mm,在距热端点(20±1)mm处测 量温度,钢棒轴垂直向下,使其热端在1S内 接触样品,并以其自重停留在样品表面5S以 上,然后移开钢棒