JC335水泥工业用回转烘干机
热工课程设计烘干机指导书
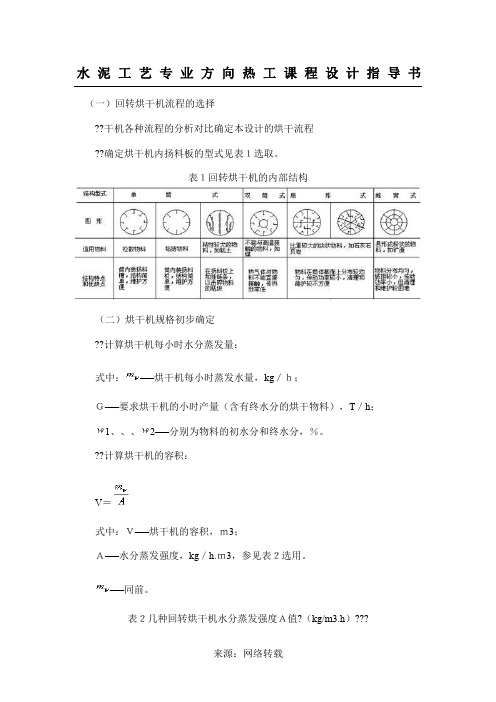
水泥工艺专业方向热工课程设计指导书(一)回转烘干机流程的选择??干机各种流程的分析对比确定本设计的烘干流程??确定烘干机内扬料板的型式见表1选取。
表1回转烘干机的内部结构式中:1、、、2──=式中:V──烘干机的容积,m3;A──水分蒸发强度,kg/h.m3,参见表2选用。
──同前。
表2几种回转烘干机水分蒸发强度A值?(kg/m3.h)???式中:D──回转烘干机直经,m;L──回转烘干机长度,m。
根据D和L值,即可从烘干机标准产品系列中选定烘干机的规格。
(三)烘干机热平衡计算1、收入热量干燥介质带入热量:q1=L.c1.t1?????(KJ/kg-H2O)式中:L──蒸发1kg水干燥介质消耗量,Bm3/kg-H2O;c1──干燥介质的比热,KJ/Bm3;t1──进烘干机干燥介质温度,℃。
?????(KJ式中:1、、、2──?????????????t4──出烘干机物料温度,℃。
(3)出烘干机干燥介质带走热:?q4=L.c2.t2??(KJ/kg-H2O)式中:c2──出烘干机气体比热,KJ/kg-H2O。
(4)烘干机筒体散失热量:式中:F──烘干机筒体散热面积,m2,?按F=1.15DL计算; tF──筒体表面平均温度,℃ ta──环境温度,℃;mw──烘干机每小时蒸发水量,kg /h。
α──烘干机筒体向周围散热系数,w/m2.℃,见表3。
据热平衡方程有:则得:(m3/h )式中:Vf──烘干机出口废气生成量,m3/hρw──水气在标态下的密度,kg /B m3,可取0.84。
式中其它符号意义同前。
?(四)烘干机规格的验算1、核算烘干机出口废气流速????(m/s)(r/min)式中:α──转筒的倾角度,度;L──转筒内杨料板的长度,m;D──转筒直径,m;m──系数,当填充系数β=0.1-0.5时,抄板式m=0.5,扇形式m=1.0;K──系数,对于较轻物料,顺流时K=0.2,逆流时K=2.0;对于较重物料,顺流时K=0.7,逆流时K=1.5;T──物料在转筒内停留的时间,min。
论文烘干机3
摘要: 烘干机主要由热源、打散装置、带式上料机、进料机、回转滚筒、带式出料机、引风机、卸料器和配电柜构成。
该套设备工作原理如下:由于具有一定的粘性,在烘干过程中湿进入烘干机后分以下几个工作区:一是导料区,湿煤泥进入此区与高温热风接触迅速蒸发水分,物料在大导角的抄板抄动下,形不成粘结便被导入下一个工作区;二是清理区,泥在此区被抄板抄抄起形成料幕状态,物料落下时易形成粘结滚筒壁现象,在此区由于设备设计有清扫装置,清扫装置便十分合理地清扫了内壁粘附的物料,在这个过程中,清扫装置对于物料团球结块也起破碎作用,从而增加了热交换面积,提高了干燥速率;三是倾斜扬料板区,湿煤泥在此区已呈低水分松散状态,物料在此区已不具有粘结现象,经过热交换后物料达到所要求的水分状态,进入最后的出料区;四是出料区,滚筒在此区不设抄板,物料在此区滚动滑行至排料口,完成整个烘干过程。
Abstract: The type dryer by heat, scatter device, belt type feeder, feeding machine, rotary roller, belt discharging machine, exhauster feeder and distribution cabinets, unloading composition. This set of equipment working principle as follows: because it has certain viscous, during drying wet into several cent after the dryer: one is to guide material workspace slime into this area, wet area and high temperature hot air contact evaporated quickly in water, material of large guide Angle meter board, XingBuCheng bonded copy move next workspace and imported; 2 it is clear zone within this region, mud formed by copy plate taking up tent state, material feeding fall easily formed binding roller in this area, the phenomenon due to equipment design have cleaning device, cleaning device was very reasonably cleaned wall materials, adhesion in this process, cleaning device for material regiment caking also play ball, crushing effect to increase the heat transfer area, improve drying rate; Three is tilted stripper plate area, wet lift slime within this region has a low moisture loose state, within this region has no material with bond phenomenon, after heat required after the material to enter the final state, waterdischarge area; Four is the material area, in this area will not set drum, material in this copy plate rolling glide to a district discharging mouth, complete the whole drying process.第一章前言第一节选题:本课题研究的依据是通过煤泥烘干机对煤泥高效率处理和低能耗排放的特点来降低能源的损耗。
回转烘干机设备工艺原理

回转烘干机设备工艺原理回转烘干机是一种广泛应用于化工、食品、制药等工业领域的烘干设备。
其工艺原理在烘干过程中起着至关重要的作用。
本文将对回转烘干机的设备工艺原理进行详细介绍。
一、回转烘干机的结构及工作原理回转烘干机主要由筒体、挡板、传动装置、热源装置等部分组成。
筒体是回转烘干机的主体部件,由钢板和钢筋骨架组成,内部装有挡板。
传动装置是回转烘干机的关键部分,通过驱动电机、减速器等装置将筒体旋转。
热源装置是回转烘干机的动力来源,通过燃烧器或电加热器等装置提供热量。
回转烘干机的工作原理是通过将湿的原料放入筒体中,通过筒体的不断旋转和热源的加热,使物料受热蒸发,从而达到烘干的目的。
在烘干过程中,挡板能够翻动物料,使其受热均匀,避免物料结块。
二、回转烘干机的工艺参数回转烘干机的工艺参数包括热源温度、烘干时间、进料速度等。
其中,热源温度是回转烘干机最为关键的参数之一,不同的物料需要不同的热源温度才能达到最佳的烘干效果。
烘干时间则取决于物料的湿度、大小及烘干要求等因素。
进料速度则需要根据回转烘干机的实际生产情况进行调整,以保证流程的平稳。
回转烘干机的工艺参数的设置需要根据生产实际进行调整,以保证生产效率和产品质量。
三、回转烘干机的应用范围回转烘干机可应用于化工、食品、制药等工业领域中的烘干、蒸发、焙烤等工艺过程中,常见的物料有矿物粉末、化工原料、食品颗粒等。
四、回转烘干机的优势相比于其他烘干设备,回转烘干机具有如下优势:1.适应性强:回转烘干机可以适应不同种类的物料,具有广泛的应用范围;2.烘干效果好:回转烘干机通过挡板不断翻动物料,可以使物料受热均匀,烘干效果好;3.烘干速度快:回转烘干机可以通过调整进料速度等参数,达到快速烘干的目的。
五、结语回转烘干机作为一种广泛应用的工业烘干设备,在实际生产中发挥着重要的作用。
了解其设备工艺原理能够帮助我们更好地应用该设备,提高生产效率和产品质量。
回转干燥机技术要求

回转干燥机技术要求一、回转干燥机介绍:⑴、回转干燥机由筒体和传动机构两部分组成。
⑵、筒体又分回转筒体和非回转筒体两部分:1、回转筒体:①、回转筒体一般材料为碳钢或钢体内衬铝、衬不锈钢、衬环氧树脂等。
②、筒体大约倾斜3~5°安装,筒体直径一般为0.5~3.0m,筒长2~27m,筒长与直径之比约为4~10。
③、筒体内部设置若干抄板,抄板用来扬起物料增加传热效果。
④、筒体外表面设置若干活动重锤,重锤则是以振打力防止物料粘接在筒体和抄板上。
2、非回转筒体:非回转筒体位于回转筒体的首尾,位于首部的设置进料口,位于尾部的设置出料口,非回转筒体与回转筒体之间采用密封联接。
⑶、回转干燥机传动机构包括:筒体大齿轮、传动齿轮、减速机、托轮和挡轮等。
1、筒体大齿轮:位于回转筒体中部,与之相配的还有一个小齿轮,均为铸铁或铸钢件经加工而成, 制造精度为9级,大齿圈采用剖分式结构,安装时用4颗M40的螺栓将两半边齿圈连接固定成一体。
2、传动齿轮:由大轮和小轮组成,两轮速比一般为2.15,传动齿轮固定在机座上,输出轴与筒体大齿轮联动,输入轴与减速机相联。
3、减速机:为钢板焊接人字齿结构,也由大齿轮和小齿轮组成,速比较大。
4、托轮:托轮是为支撑回转筒体而设,由筒体上的大轮圈与固定在机座上的托轮组成。
5、挡轮:出料滚圈两侧的挡轮用来调节与控制筒体的轴向定位。
⑷、在烘干过程中矿渣进入烘干机后分以下几个工作区:1、导料区:矿渣进入此区与高温热风接触迅速蒸发水分,物料在大导角的抄板抄动下,形不成粘结便被导入下一个工作区。
2、清理区:矿渣在此区被抄板抄起形成料幕状态,物料落下时易形成粘结滚筒壁现象,在此区由于设备设计有清扫装置,清扫装置便十分合理地清扫了内壁粘附的物料,在这个过程中,清扫装置对于物料团球结块也起破碎作用,从而增加了热交换面积,提高了干燥速率。
3、倾斜扬料板区:矿渣在此区已呈低水分松散状态,物料在此区已不具有粘结现象,经过热交换后物料达到所要求的水分状态,进入最后的出料区。
三回程烘干砂设备技术参数

XX中天建筑节能XXztjn-623三回程烘干机设备配置清单及指导价注:1.该机使用的额定电压:380V;内筒材质为锅炉钢,扬料板材质为锰板,其余材质为普通碳钢,如有变动可根据用户要求特殊制造。
2.此价格不含电器以外的电缆线、电器(如:开关、闸刀等)。
3.所有电机均为铜线,质保期壹年。
4.本报价为含税价,不含运费。
本三回程滚筒烘干砂生产线属XX中天建筑节能XX于2010年12月30日获得国家专利,专利号ZL5。
9,XX中天建筑节能XX公司简介本公司主要生产供应:1设备类,泡沫板设备,干混砂浆设备,钢丝网架泡沫板设备,装配式建筑设备,保温与结构一体化设备,轻质隔墙设备,废泡沫造粒设备,废秸秆再利用做建材设备,防火聚苯板渗透设备,保温材料设备,岩棉板设备,泡沫线条切割机,抹灰机,塑料系列设备,节能减排环保设备,便携式水切割设备。
2产品类,保温材料系列,保温与结构一体化板材,装配式建筑产品系列,防火门,防火窗,防火玻璃,超薄防弹玻璃,防台风玻璃窗,轻质隔墙板,装配式装修板,除霾新风系统,消防强排风管道,排水板等建筑类产品。
3服务类,危爆产品的冷切割拆除,保温材料生产技术,装配式建筑技术服务,承接设备类,建筑类,化工类,工业类疑难杂症。
4施工类,外墙保温施工,涂料施工,防火门通风管道施工,轻质隔墙施工,不锈钢铁艺施工,装配式建筑施工。
XX中天建筑节能XX是一家集生产销售、技术推广、工程施工、产品研发为一体的综合性节能减排服务企业, 致力于新型墙体材料和新型水刀的研发与推广。
自2007年成立以来把建筑保温节能泡沫板及砂浆系列设备和水切割设备作为主营业务,主产A级防火保温板设备,A级防火改性聚苯板渗透设备,泡沫聚苯板设备,挤塑板设备,装配式建筑设备,钢结构装配式房屋设备,碳质木质素气凝胶保温板设备,石墨聚苯板设备,钢丝网片织网机,钢丝网架织网焊接插丝机,保温板双面抹灰机,EPS保温空腔模块设备,免拆外膜板保温结构一体化生产线,砌筑砂浆生产线,灌浆料生产线;自流平砂浆设备,建筑保温与结构一体化设备,阻燃B1B2级泡沫板生产线、防火A级干混砂浆生产线、防火A级复合砂浆保温板生产线,泡沫保温装饰一体化系列配套设备,建筑垃圾处理设备,工地高压喷水防尘设备,家庭防雾霾治理系统,中小学幼儿园学校教室防雾霾治理系统,市政防雾霾雾炮,防火A级钢丝网架聚苯板免外模板结构一体化设备,EPS线条切割机,便携式水刀,灭火器,小型轻巧式水切割机,高压水清洗机,干混砂浆电脑包装机、废泡沫聚苯颗粒造粒机、防火B1B2级钢丝网架聚苯板点焊机、折弯机、钢丝网织网机、水洗砂机、三回程烘干砂机、泡沫切缝机、砂浆装车机、断丝机、电动吊篮等建筑节能材料生产专用设备和水射流设备。
回转式烘干机施工组织设计

目录一、保证Ø3.2 × 25M矿渣烘干系统施工质量的措施 (1)二、回转式烘干机安装质量管理体系 (3)三、工程概况 (5)四、回转式烘干机施工组织设计 (6)一、结构原理及性能 (6)二、安装前准备 (6)三、安装过程和质量控制 (12)四、试运转 (15)五、安全生产、文明施工措施 (17)一、保证Ø3.2 × 25M矿渣烘干系统施工质量的措施1、建立健全以项目经理为首的质量、安全、工期保证体系及现场管理机构,编制质量计划,使之在施工中有效地运行。
2、积极推进全面质量管理活动,有领导、有计划地开展质量意识教育和技术培训,并进行严格考评,以提高各级人员的质量意识和技术业务水平,牢固树立“用户至上,质量第一”的思想意识。
全面贯彻执行公司规定的各项管理制度,实行标准化作业。
在关键工序、特殊工序设立质量的控制点,确保工程质量。
3、建立全面质量管理委员会,开展质量目标方针管理,实行阶段性质量大检查,对存在的质量问题认真进行研究分析,并制定相应的整改方案和措施,使施工质量达到标准要求。
4、工程施工严格按照图纸、技术条件、国家和有关部门颁布的标准要求进行。
气、水、风等工程安装前各专业人员应编制详细施工技术方案指导施工,压力管道焊接和其他重要焊接缝均应编制焊接施工方案和焊接工艺卡,并由持相应位置合格证的焊工施焊,重要焊缝必须经过工艺评定检验合格后,模拟实验合格后,方能进行施焊,专职检验员必须按JCJ03-90及有关验收规格规定检查验收,并作好记录。
5、制定各级质量工作岗位责任制,做到纵向到底横向到边,杜绝重进度,轻质量的思想。
6、认真做好设备开箱检查工作,作好记录,发现数量或质量不符合规定及时反馈信息,以保证工程竣工后完好无损。
对于供方设备的解体检查,应按技术文件规定进行,并作好解体检查记录;安装前,须作单体试压的设备,应事先进行检查、清洗、试压,合格后,方能安装。
烘干机详解

1.回转烘干机回转烘干机也叫转筒烘干机,转筒干燥机。
该机对物料的适应性强,可以烘干各种物料,且设备操作简单可靠,故得到普遍采用。
回转烘干机广泛用于建材、冶金、化工、水泥工业烘干矿渣、粘土等物料。
回转烘干机主要由回转体、扬料板、转动装置、支撑装置及密封圈等部件组成。
具有结构合理、制作精良、产量高、能耗低、运转方便等特点。
回转烘干机主要性能与特点:1. 高效组合扬料板:根据物料在干燥过程中物性的变化,采用多种结构的组合扬料板,使物料在筒内形成均匀的料幕,与热烟气进行充分的传热和传质,对于高湿的粘性物料,将有防堵塞阻料和破积球的链破装置。
对于流动性特好的物料,采用勺型弧板等。
从而使其单位容积蒸发强度达40~80 kg /m3.h,蒸发强度较传统回转烘干机提高50~100%。
2. 随动式调心托轮装置:采用不同于传统烘干机托轮的轴承型号和结构形式,托轮与轮带自约束保持线接触,摩擦面接触更宽泛均衡,保证了托轮与轮带的使用寿命,增强了筒体运转的稳定性。
并适当减少托轮间夹角,减少运转阻力,降低电耗。
3. 合理调整转速:根据干燥物料的理化性能不一,干燥的停留时间有所区别,设计采用最佳转速运行,充分保证烘干质量。
可依用户要求采用电磁调速或变频调速。
4. 收尘尾罩设计:根据不同干燥物料的要求,扩腔设计尾罩和改变尾气流向,让尾罩取到初级收尘作用,大大减少了后续收尘器的收尘压力。
5. 新型密封装置:回转烘干机的前后密封圈借鉴了回转窑的密封装置,由不锈钢鱼鳞片组成,耐温耐磨,密封效果好,使用寿命长,安装维护便利。
2.盘式成球机QPY 型预加水盘式成球机是我国第一代采用电动刮刀式成球机成球的新机器,是预加水成球系统中的主机设备,该机具有成球粒度均匀、操作方便、运转平稳,使用寿命长等特点。
QPYG 型预加水盘式成球机适用于水泥厂生料成球系统的改造或新建,具有结构简单,高度低,用维护方便等优点。
3.回转窑回转窑是指旋转煅烧窑(俗称旋窑),属于建材设备类。
回转窑,回转滚筒干燥机使用说明书
一、概况:HZG系列回转圆筒干燥机是最古老的干燥设备之一,目前仍然被广泛应用在化工、建材和冶金等领域。
本干燥系统主要有供热部分、加料器、圆筒干燥主机、风机、除尘器、控制电柜等部分组成。
它的工作原理如下,湿物料从前端加入圆筒干燥主机,经过转筒内部时,与通过筒内的热风或被加热的壁面进行有效的接触而被干燥,干燥后的产品从圆筒的后端下部收集。
转筒干燥器的主体是略带倾斜并能回转的筒体,在干燥过程中,物料借助于圆筒的缓慢转动,在重力的作用下,从较高的一端向较低的一端移动。
筒体内壁上装有抄板或类似的装置,它把物料不断地抄起又洒下,使物料与热空气的接触面积增大,以提高干燥速率并同时促进物料向前移动。
干燥过程中所用的热载体一般为空气、烟道气或过热水蒸汽。
如果热载体为空气或烟道气,则干燥后的废气排放前须经除尘器除尘,以免对环境造成污染。
转筒干燥器适合处理能自由流动的颗粒状物料,对不能完全自由流动的物料可以采用特殊的方法处理。
例如,将一部分产品返回到加料器内,与湿物料混合,形成均匀的颗粒状后送入干燥器,或者将一部分产品返回到干燥筒的第一段,以保证干燥筒的第一段一直保持一个自由流动的料层。
二、特点和应用范围:1、结构简单,操作方便;2、适应范围广,可以干燥颗粒状物料,附着性大的物料;3、操作弹性大,生产上允许产量有较大的波动,不致影响产品质量;4、生产能力大,可以连续操作;5、故障少,维修费用低;6、设备体积大,一次性投资少;7、安装、拆卸工作量大;8、物料在干燥器内停留时间长,物料颗粒之间停留时间差异较大,对于温度有严格要求的物料不适用。
9、适用物料:矿石、高炉矿渣、煤、金属粉末、磷肥、硫铵、酒糟渣、轻质碳酸钙、活性白土、磁粉、石墨、药渣等等。
三、回转圆筒干燥机主要技术规格指标:1、设备名称:回转圆筒干燥机2、设备型号:HZG-1.0x123、转速:10rpm可调,筒体安装角度:3°4、传动电机:7.5kw5、减速机 :BWD5-43四、电气控制柜原理:该设备根据干燥原理,在电气控制方面分成几个控制系统:热风控制系统、加料及搅拌装置控制系统、出料控制系统。
水泥回转窑窑衬的烘烤和冷却

水泥回转窑窑衬的烘烤和冷却一、烘窑前的准备1)预热器、分解炉和回转窑在点火烘干前应作全面检查,排除杂物。
关闭三次风管上的所有阀门(三次风管和篦冷机的衬料可以在调试初期,窑产量较低时,利用熟料余热进行烘干);打开各级旋风筒下料管的翻板阀并用铁丝吊起,使其处于常开状态。
2)自窑头起15m范围内铺厚度10~15mm的生料粉,以免油滴入砖缝产生爆燃损坏耐火砖。
3) 打开一级旋风筒的人孔门作为烘干废气和水蒸气的排放口,关闭其余各级旋风筒人孔门和窑尾高温风机进口的电动蝶阀。
4) 打开各级旋风筒顶盒分解炉顶上供水蒸气排放的孔洞(指砌筑完成后,有的工厂为防止雨淋而将切割下来的砌筑孔盖虚掩在浇注料孔上的情况)。
5)打开篦冷机检修门,为烘干燃料提供燃烧空气。
6)将分解炉燃烧室的加煤口以及入窑生料输送装置的下料口末端脱开,并用盲板封死。
如果利用窑尾废气作为生料磨和煤磨的烘干热源,需关闭生料磨和煤磨的热风阀门,防止水蒸气在上述系统内发生冷凝。
7)打开增湿塔人孔门,排出早期烘烤作业可能经高温风机泄漏的潮湿气体,避免在电收尘中结露,造成电收尘极板的锈蚀。
8) 通知窑头燃油系统做好供油准备,并将窑头喷煤管置于合适位置。
9) 在两个一级旋风筒柱体的适当位置各开一个φ6~8mm的测温孔,其深度应穿过硅酸钙板到浇注料的表面,插入一根测温范围为0~200℃的水银温度计,直抵浇注料表面,并用耐火纤维塞紧,以便检测耐火衬料的温度。
10) 准备适当的木柴和柴油。
二、烘干升温曲线1)升温速度窑内及预热器系统首次砌筑和大面积更换耐火材料,烘烤时间一般需72h(依照预热器和分解炉系统自然干燥时间的长短,是否因雨雪影响等前提条件确定所需烘烤时间),平均升温速度控制在30℃/h(以窑尾温度为基准)。
窑内换砖10m 以内且预热器没有修补时,烘烤时间可缩短到16~20h,平均升温速度可加快到45℃/h。
2)升温曲线升温原则是:均匀缓慢升温,不得中途停顿回头。
水泥工业用机械设备标准

28.
JC/T404-91(96)
水泥工业用通过式分离器
29.
JC/T405-2006
JC/T405-91(96)
水泥工业用增湿塔
30.
JC/T406-2006
JC/T406-91
水泥机械包装技术条件
31.
JC/T451-92(96)
微介质水泥磨机
32.
JC/T461-92(96)
66.
JC/T878.5-2001
水泥工业用硬齿面辊压机用减速机
67.
JC/T878.4-2001
水泥工业用硬齿面立式磨机减速机
68.
JC/T878.3-2001
水泥工业用硬齿面窑用减速机
69.
JC/T878.2-2001
水泥工业用硬齿面边缘传动减速机
70.
JC/T878.1-2001
水泥工业用硬齿面中心传动磨机减速机
50.
JC/T820-98(96)
水泥工业用空气输送斜槽
51.
JC/T831-98
水泥工业用回转烘干机产品质量分等
52.
JC/T832-98
水泥工业用回转窑产品质量分等
53.
JC/T833-98
水泥工业用堆取料机技术条件
54.
JC/T834-98
水泥工业用堆料机技术条件
55.
JC/T835-98
水泥工业用取料机技术条件
水泥工业用机械设备标准
国家发改委日前发布了2006年第56号公告,批准建材、轻工、煤炭、黑色冶金和包装行业93项行业标准。其中,包括《水泥工业用回转窑》等15项水泥行业”标准,这些标准的编号、名称及实施日期见下表:
标准范本-建材行业标准
编号标准名JC891高压液位计玻璃(JC891--2001) jc074唐山市建设工程技术经济指标JC/T907混凝土界面处理剂/中华人民共和国建材行业标准(JC/T907-2002)JC1000水泥工业用轴瓦(轴承)(JC/T1000-2006)(1-2) JC1001水泥工业用热风阀(JC/T1001-2006)(1-2)JC1002水泥工业用三道锁风装置(JC/T1002-2006)(1-2) JC/T202天然大理石荒料(JC/T202--2001)JC/T632汽车安全玻璃术语/中华人民共和国建材行业标准(JC/T632-2002)JC1003水泥工业用密封装置(JC/T1003-2006)(1-2)JC1004陶瓷墙地砖填缝剂(JC/T1004-2006)(1-2)JC1005水泥黑生料发热量测定方法(JC/T1005-2006)(1-2)JC1006釉面钢化及釉面半钢化玻璃(JC/T1006-2006)(1-2)JC1007空心玻璃砖(JC/T1007-2006)(1-2)JC1008玻璃用防发霉材料(JC/T1008-2006)(1-2)JC1009玻璃纤维增强塑料复合检查井盖(JC/T1009-2006)(1-2)JC1010卫星地球接收站用片状模塑料(SMC)天线反射面(JC/T1010-2006)(1-2)JC1011混凝土抗硫酸盐类侵蚀防腐剂(JC/T1011-2006)(1-2)JC1012盘转式压砖机(JC/T1012-2006)代替JC/T352-1984(1996)JC/T353-1984(1996)JC1013冲击式制砂机(JC/T1013-2006)(1-2)JC1014腰果壳油摩擦粉(JC/T1014-2006)(1-2)JC1015环氧树脂地面涂层材料(JC/T1015-2006)(1-2)JC1016材料负离子发生量的测试方法(JC/T1016-2006)(1-2) JC1017建筑防水涂料用聚合物乳液(JC/T1017-2006)(1-2) JC1018水性渗透型无机防水剂(JC/T1018-2006)(1-2)JC1019石棉密封填料(JC/T1019-2006)(1-2)JC171涂覆玻璃纤维布 第1部分:硅橡胶涂覆玻璃纤维布(1-2)(JC/T171.1-2005)JC173玻璃纤维防虫网布(1-2)(JC/T173-2005) JC174无碱玻璃纤维带(1-2)(JC/T174-2005) JC239粉煤灰砖JC311明矾石膨胀水泥(1-2)(JC/T311-2004)JC332油浸棉、麻密封填料(JC/T332-2006)代替JC/T332-1982(1996)(1-2)JC333水泥工业用回转窑(JC/T333-2006)代替JC/T333-1991(1996)(1-2)JC334.1水泥工业用管磨机(JC/T334.1-2006)代替JC/T334.1-1994(1-2)JC335水泥工业用回转窑烘干机(JC/T335-2006)代替JC/T335-1992(1996)(1-2)JC336水泥工业用推动篦式冷却机(JC/T336-2006)代替JC/T336-1991(1996)(1-2)JC343真空挤出机(2-2)/中华人民共和国建材行业标准(JC/T343.1~343.2-2003)JC346墙材工业用搅拌机(JC/T346-2005)代替JC/T346-1991JC347墙材工业用箱式给料机(JC/T347-2005)代替JC/T347-1991(1996)JC402水泥机械涂漆防锈技术条件(JC/T402-2006)代替JC/T402-1991(1996)(1-2)JC405水泥工业有乖湿塔(JC/T405-2006)代替JC/T405-1991(1996)(1-2)JC406水泥机械包装技术条件(JC/T406-2006)代替JC/T406-1991(1996)(1-2)JC408水乳型沥青防水涂料(1-2)(JC/T408-2005)JC4083水乳型沥青防水涂料(JC/T408-2005代替JC/T408-1991 1996)(1-3)JC412.1纤维水泥平板 第1部分:无石棉纤维水泥平板(JC/T412.1-2006)代替JC/T412-1991(1996)JC412.2纤维水泥平板 第2部分:温石棉纤维水泥平板(JC/T412.2-2006)代替JC/T412-1991(1996)JC413辊道窑用陶瓷辊(1-2)(JC/T413-2005)JC421水泥胶砂耐磨性试验方法(1-2)(JC/T421-2004) JC424耐酸耐温砖(1-2)(JC/T424-2005)JC438水溶性聚乙烯醇建筑胶粘剂(JC/T438-2006)代替JC/T438-1991(1996)(1-2)JC450辊式细碎机(2-2)/中华人民共和国建材行业标准(JC/T450.1~450.2-2003)JC4522通用水泥质量等级(1-2)(JC/T452-2002)JC453自应力水泥物理检验方法(1-2)(JC/T453-2004)JC456陶瓷马赛克(JC/T456-2005)代替JC/T456-1992(1996)JC459.1水泥工业用环链斗式提升机第1部分:型式与基本参数JC/T459.1-2006(1-2)JC459.2水泥工业用环链斗式提升机第2部分:技术条件JC/T459.2-2006(1-2)JC460.1水泥工业用胶带斗式提升机第1部分:型式与基本参数JC/T460.1-2006(1-2)JC460.2水泥工业用胶带斗式提升机第2部分:技术条件JC/T460.2-2006(1-2)JC461水泥工业用仓式泵(JC/T461-2006)代替JC/T461-1992(1996)(1-2)JC462水泥工业用螺旋泵(JC/T462-2006)代替JC/T462-1992(1996)(1-2)JC463水泥工业用气力提升泵(JC/T463-2006)代替JC/T463-1992(1996)(1-2)JC464水泥工业用空气炮清堵器(JC/T464-2005)代替JC/T464-1992(1996)JC465水泥工业用预热器分解炉系统装备技术条件(JC/T465-2006)代替JC/T465-1992(1996)(1-2)JC469吸声用玻璃棉制品(1-2)(JC/T469-2005)JC473混凝土泵送剂/中华人民共和国建材行业标准(JC473-2001)JC475混凝土防冻剂(1-2)(JC475-2004)JC4753混凝土防冻剂(1-3)(JC475-2004代替JC475-1992 1996) JC4754混凝土防冻剂(1-4)(JC475-2004代替JC475-1992 1996)JC476混凝土膨胀剂/中华人民共和国建材行业标准(JC476-2001)中华人民共和国建材行业标准(JC476-2001)JC477喷射混凝土用速凝剂(JC477-2005)代替JC477-1992JC4773喷射混凝土用速凝剂(1-3)(JC477-2005代替JC477-1992)JC482聚氨酯建筑密封胶(2-2)/中华人民共和国建材行业标准(JC/T482-2003)中华人民共和国建材行业标准JC483聚硫建筑密封胶(JC/T483-2006)代替(JC/T483-1992)(1-2)JC484丙烯酸酯建筑密封胶(JC/T484-2006)代替(JC/T484-1992)(1-2)JC517粉刷石膏(1-2)(JC/T517-2004)JC533建材工业用铬合金铸造磨球(1-2)(JC/T533-2004)JC/T902建筑表面用有机硅防水剂/中华人民共和国建材行业标准(JC/T902-2002)jc056河北省城市园林绿化养护管理定额JCT174无碱玻璃纤维带jc183混凝土芯水泥土组合桩复合地基技术规程jc057河北省市政设施维修养护预算定额JC/T905弹性体改性沥青/中华人民共和国建材行业标准(JC/T905-2002)JC/T903吸声板用粒状棉/中华人民共和国建材行业标准(JC/T903-2002)JC/T904塑性体改性沥青/中华人民共和国建材行业标准(JC/T904-2002)JC/T170无碱玻璃纤维布/中华人民共和国建材行业标准(JC/T170-2002)JCT202天然大理石荒料(JC/T202--2001)JC/T204天然花岗石荒料(JC/T204-2001)JC/T260铸石制品性能试验方法耐磨性试验(JC/T260--2001) JC/T446混凝土路面砖/中华人民共和国建材行业标准JC/T452通用水泥质量等级/中华人民共和国建材行业标准(JC/T452-2002)JC/T457 .3挤压陶瓷砖(第3部分:细炻砖)/中华人民共和国建材行业标准(JC/T457.3)JC/T457 .4挤压陶瓷砖(第4部分:炻质砖)/中华人民共和国建材行业标准(JC/T457.4)JC/T511压花玻璃/中华人民共和国建材行业标准(JC/T511-2002) JC/T514.3铸石制品 第3部分:铸石粉(JC/T514.3-2001)JC/T515单一玄武岩铸石制品(JC/T515-2001)JC/T572耐碱玻璃纤维无捻粗纱/中华人民共和国建材行业标准(JC/T572-2002)JC/T747玻纤镁质胶凝材料波瓦及脊瓦/中华人民共和国建材行业标准(JC/T747)JC/T764中华人民共和国建材行业标准--坐便器塑料坐圈和盖JC/T768玻璃纤维过滤布/中华人民共和国建材行业标准(JC/T768-2002)JC/T79天然大理石建筑板材(JC/T79--2001)JC/T892红外辐射加热器用乳白石英玻璃管(JC/T892-2001)JC/T893中华人民共和国建材行业标准--玻璃纤维增强水泥(GRC)外墙内保温板JC/T894中华人民共和国建材行业标准--聚合物水泥防水涂料JC/T895中华人民共和国建材行业标准--泡沫陶瓷过滤器JC/T896玻璃纤维短切原丝/中华人民共和国建材行业标准(JC/T896-2002)JC/T897抗菌陶瓷制品抗菌性能/中华人民共和国建材行业标准(JC/T897-2002)JC493玻璃熔窑用熔铸锆刚玉耐火制品(JC493 --2001)JC600石灰石硅酸盐水泥/中华人民共和国建材行业标准/(JC600-2002)JC763陶瓷工业隧道窑热平衡热效率测定与计算方法(JC/T763-2005)代替JC/T763-1987(1996)JC886卫生设备用软管(JC886--2001)JC887干挂石材幕墙用环氧胶粘剂(JC887--2001)JC888中华人民共和国建材行业标准--先张法预应力混凝土薄壁管桩JC889中华人民共和国建材行业标准--钢纤维混凝土检查井盖JC890中华人民共和国建材行业标准--蒸压加气混凝土用砌筑砂与抹面砂浆JC898自粘聚合物改性沥青聚酯胎防水卷材/中华人民共和国建材行业标准JC899混凝土路缘石/中华人民共和国建材行业标准(JC899-2002)JC900无机防水堵漏材料/中华人民共和国建材行业标准(JC900-2002)JC/T906混凝土地面用水泥基耐磨材料/中华人民共和国建材行业标准(JC/T906-2002)JCT171涂覆玻璃纤维布 第1部分:硅橡胶涂覆玻璃纤维布(JC/T171.1-2005)JCT173玻璃纤维防虫布JC540混凝土制品用冷拔低碳钢丝(JC/T540-2006)代替JC/T540-1994(1-2)JC547陶瓷墙地砖胶粘剂(1-2)(JC/T547-2005)JC5473陶瓷墙地砖胶粘剂(1-3)(JC/T547-2005代替JC/T547-1994) JC556磨碎玻璃纤维(1-2)(JC/T556-2005)JC561.1增强用玻璃纤维网布 第1部分:树脂砂轮用玻璃纤维网布(JC561.1-2006)JC561.2增强用玻璃纤维网布 第2部分:聚合物基外墙外保温用玻璃纤维网布(JC561.2-2006)JC574海泡石(JC/T574-2006)代替(JC/T574-1994)(1-2) JC590过滤用玻璃纤维针刺毡(1-2)(JC/T590-2005)JC603水泥胶砂干缩试验方法(1-2)(JC/T603-2004)JC605先张法预应力混凝土管桩钢模(JC/T605-2005)代替JC/T605-1995JC613混凝土和钢筋混凝土排水管钢模(JC/T613-2005)代替JC/T613-1995JC616玻璃窑用优质硅砖(2-2)/中华人民共和国建材行业标准(JC/T616-2003)JC618绝热材料中可溶出氯化物、氟化物、硅酸盐及钠离子的化学分析方法(1-2)(JC/T618-2005)JC646玻镁风管(JC/T646-2006)代替JC/T646-1996(1-2)JC647泡沫玻璃绝热制品(1-2)(JC/T647-2005)JC659低碱度硫铝酸盐水泥(2-2)/中华人民共和国建材行业标准(JC/T659-2003)JC667水泥助磨剂(1-2)(JC/T667-2004)JC670矿物棉装饰吸声板(1-2)(JC/T670-2005)JC681行星式水泥胶砂搅拌机(1-2)(JC/T681)JC682水泥胶砂试体成型振实台(1-2)(JC/T682)JC68340mmX40mm水泥抗压夹具(1-2)(JC/T683)JC688玻镁平板(JC688-2006)代替JC688-1998(1-2)JC721水泥颗粒级配测定方法 激光法(JC/T721-2006)代替JC/T721-1982)(1996)(1-2)JC723水泥胶砂振动台(1-2)(JC/T723-2005)JC724水泥胶砂电动抗折试验机(1-2)(JC/T724-2005)JC726水泥胶砂试模(1-2)(JC/T726)JC727水泥净浆标准稠度与凝结时间测定仪(1-2)(JC/T727-2005) JC728水泥标准筛和筛析仪(1-2)(JC/T728-2005)JC729水泥净浆搅拌机(1-2)(JC/T729-2005)JC734水泥原料易磨性试验方法(JC/T734-2005)(代替JC/T734-1996)JC735水泥生料易烧性试验方法(JC/T735-2005)(代替JC/T735-1996)JC738水泥强度快速检验方法(1-2)(JC/T738-2004)JC7383水忥帺徦郫栟髀斌油Õ(1-3)(JC/T738-200临曣ÿJC/T738-86"1996")JC740磷渣硅酸盐水泥(JC/T740-2006)代替(JC/T740-1988)(1996)(1-2)JC765建筑琉璃制品(JC/T765-2006)代替(JC/T765-1988)(1996)(1-2)JC774预浸料凝胶时间试验方法(2-2)/中华人民共和国建材行业标准(JC/T774-2004)JC775预浸料树脂流动度试验方法(2-2)/中华人民共和国建材行业标准(JC/T775-2004)JC776预浸料挥发物含量试验方法(2-2)/中华人民共和国建筑材料行业标准(JC/T776-2004)JC777预浸纱带拉伸强度试验方法(2-2)/中华人民共和国建材行业标准(JC/T777-2004)JC780预浸料树脂含量试验方法(2-2)/中华人民共和国建材行业标准(JC/T780-2004)JC781蜂窝型芯子胶条分离强度试验方法(JC/T781-2006)代替(JC/T781-1989)(1996)(1-2)JC783玻璃纤维增强改性酚醛塑料球阀(2-2)/中华人民共和国建材行业标准(JC/T783-2004)JC784玻璃纤维工业用硬质绕丝筒(JC/T784-2005)代替JC/T784-1987(1996)JC822水泥制品工业用离心成型机技术条件(2-2)/中华人民共和国建材行业标准(JC/T822-2003)JC830干挂饰面石材及其金属挂件(JC830.1~830.2-2005)代替J830.1~830.2-1998JC901水泥混凝土养护剂/中华人民共和国建材行业标准(JC901-2002)JC908实体面材/中华人民共和国建材行业标准(JC908-2002)JC909矿物棉喷涂绝热层(2-2)/中华人民共和国建材行业标准(JC/T909-2003)JC910陶瓷砖自动液压机(2-2)/中华人民共和国建材行业标准(JC/T910-2003)JC911建材用萤石化学分析方法(2-2)/中华人民共和国建材行业标准(JC/T911-2003)JC912水泥立窑用煤技术条件(2-2)/中华人民共和国建材行业标准(JC/T912-2003)JC913铝酸盐水泥中全硫的测定 艾什卡法(2-2)/中华人民共和国建材行业标准(JC/T913-2003)JC914中空玻璃用丁基热熔密封胶(2-2)/中华人民共和国建材行业标准(JC/T914-2003)JC915热弯玻璃(2-2)/中华人民共和国建材行业标准(JC/T915-2003)JC916建材工业用滑槽式固体流量计(2-2)/中华人民共和国建材行业标准(JC/T916-2003)JC917建材工业用带式定量给料机(2-2)/中华人民共和国建材行业标准(JC/T917-2003)JC918建材工业用滑槽式固体流量给料机(2-2)/中华人民共和国建材行业标准(JC/T918-2003)JC919水泥工业用链条技术条件(2-2)/中华人民共和国建材行业标准(JC/T919-2003)JC920建材工业用砌块成型机(2-2)/中华人民共和国建材行业标准(JC/T920-2003)JC921蒸压加气混凝土切割机(2-2)/中华人民共和国建材行业标准(JC/T921-2003)JC922水泥工业用破碎机技术条件(2-2)/中华人民共和国建材行业标准(JC/T922-2003)JC923混凝土低压排水管(2-2)/中华人民共和国建材行业标准(JC/T923-2003)JC924玻璃窑用镁砖(2-2)/中华人民共和国建材行业标准(JC/T924-2003)JC925玻璃窑用烧结AZS砖(2-2)/中华人民共和国建材行业标准(JC/T925-2003)JC926浮法玻璃窑用锡槽底砖(2-2)/中华人民共和国建材行业标准(JC/T926-2003)JC927绿泥石(2-2)/中华人民共和国建材行业标准(JC/T927-2003)JC928皂石(2-2)/中华人民共和国建材行业标准(JC/T928-2003)JC929叶蜡石(2-2)/中华人民共和国建材行业标准(JC/T929-2003)JC931机械式便器冲洗阀(2-2)/中华人民共和国建材行业标准(JC/T931-2003)JC932卫生洁具排水配件(2-2)/中华人民共和国建材行业标准(JC/T932-2003)JC933快硬硫铝盐酸水泥、快硬铁铝盐酸水泥(2-2)/中华人民共和国建材行业标准(JC933-2003)JC934预制钢筋混凝土方桩(1-2)(JC934-2004)JC935玻璃纤维工业用玻璃球(1-2)(JC935-2004)JC936单组分聚氨酯泡沫填缝剂(1-2)(JC936-2004)JC937软式透水管(1-2)(JC937-2004)JC938水泥工业用多风道煤粉燃烧器技术条件(1-2)(JC/T938-2004)JC939建筑用抗细菌塑料管抗细菌性能(1-2)(JC/T939-2004)JC940玻璃纤维增强水泥(GRC)装饰制品(1-2)(JC/T940-2004)JC941门、窗用玻璃纤维增强塑料拉挤中空型材(1-2)(JC/T941-2004)JC942丁基橡胶防水密封胶粘带(2-2)/中华人民共和国建材行业标准(JC/T942-2004)JC943混凝土多孔砖(2-2)/中华人民共和国建材行业标准(JC943-2004)JC9433混凝土多孔砖(JC943-2004)(2-3)JC944彩喷片状模塑料(SMC)瓦(JC/T944-2005) JC945透水砖(JC/T945-2005)JC946混凝土和钢筋混凝土排水管用橡胶密封圈(JC/T946-2005)JC947先张法预应力混凝土管桩用端板(JC/T947-2005)JC948钢纤维混凝土水箅盖(JC/T948-2005)JC949混凝土制品用脱模剂(JC/T949-2005)JC950预应力高强混凝土管桩用硅砂粉(JC/T950-2005)JC951水泥砂浆抗裂性能试验方法(JC/T951-2005)JC952玻璃纤维增强水泥永久性管状芯模(JC/T952-2005)JC953缠绕用高强玻璃纤维无捻粗纱(JC/T953-2005)JC954水泥安定性试验用雷氏夹(JC/T954-2005)JC955水泥安定性试验用沸煮箱(JC/T955-2005)JC956勃氏透气仪(JC/T956-2005)JC957水泥包装袋跌落试验机(JC/T957-2005)JC958水泥胶砂流动度测定仪(跳桌)(JC/T958-2005) JC959水泥胶砂试体养护箱(JC/T959-2005)JC960水泥胶砂强度自动压力试验机(JC/T960-2005) JC961水泥胶砂耐磨性试验机(JC/T961-2005)JC962雷氏平膨胀测定仪(JC/T962-2005)JC963墙材工业用自动切坯机(JC/T963-2005)JC964墙材工业用自动码坯机(JC/T964-2005)JC965墙材工业用液压多斗取料机(JC/T965-2005)JC966预应力混凝土用钢棒镦头机(JC/T966-2005)JC967混凝土瓦成型机(JC/T967-2005)JC968墙材工业用轮碾机(JC/T968-2005)JC969墙板挤压机技术条件(JC/T969-2005)JC970.1陶瓷瓷质砖抛光技术装备第1部分:抛光机(JC/T970.1-2005)JC970.2陶瓷瓷质砖抛光技术装备第2部分:磨边倒角机(JC/T970.2-2005)JC970.3陶瓷瓷质砖抛光技术装备第3部分:刮平定厚机(JC/T970.3-2005)JC971水泥制品工业用水压试验机(JC/T971-2005)JC972天然花岗石墓碑石(JC/T972-2005)JC973建筑装饰用天然石材防护剂(JC/T973-2005)JC974道桥用改性沥青防水卷材(JC/T974-2005)JC9743道桥用改性沥青防水卷材(JC/T974-2005)((1-3)JC975道桥用防水涂料(JC/T975-2005)JC9753道桥用防水涂料(1-3)(JC/T975-2005)JC976道桥嵌缝用密封胶(JC/T976-2005)JC977化学钢化玻璃(JC/T977-2005)JC978微纤维玻璃棉(JC/T978-2005)JC979镶嵌玻璃(JC/T979-2005)JC980纤维水泥电缆管及其接头(JC980-2005)代替JC537-1994 JC981居室用玻璃台盆、台面(JC981-2005)JC982砖瓦焙烧窑炉(JC982-2005)JC983水镁石(JC/T983-2005)JC984聚合物水泥防水砂浆(JC/T984-2005)JC985地面用水泥基自流平砂浆(JC/T985-2005)JC986水泥基灌浆材料(JC/T986-2005)JC987便器水箱配件(JC/T987-2005)代替JC706-1997 JC707-1997 JC/T551-1994JC988电缆用玻璃钢保护管(JC/T988-2006)JC989非结构承载用石材胶粘剂(JC/T989-2006)JC990复合硅酸盐绝热制品(JC/T990-2006)JC991建材工业用石膏墙板(砌块)成型机(JC/T991-2006)JC992墙体保温用膨胀聚苯乙烯板胶粘剂(JC/T992-2006)JC993外墙外保温用膨胀聚苯乙烯板抹面胶浆(JC/T993-2006) JC994微晶玻璃陶瓷复合砖(JC/T994-2006)(1-2)JC995低比表面积高烧结活性氧化锆粉体(JC/T995-2006)(1-2) JC996玻璃纤维壁布(JC/T996-2006)(1-2)JC997装饰纸面石膏板(JC/T997-2006)(1-2)JC998喷涂聚氨酯硬泡体保温材料(JC/T998-2006)(1-2)JC999水泥工业用组合式选粉机(JC/T999-2006)(1-2)jc055河北省城市环境卫生预算定额标准号定价作者1580159.0226陈江等1580227.07420王卫国1580159.0458韩震雄1580227.04910姚群海1580227.058杨萍1580227.05110信锐1580159.0146王景祥1580159.04312杨建军1580227.0528高玉宗1580227.05316张永明1580227.0168张玉昌1580227.01710李勇1580227.01810黄建斌1580227.0199李勇1580227.0210叶炽凡1580227.0218陈敏1580227.03310岳云德1580227.0348石广新1580227.03510郑鸣皋1580227.0628焦红斌1580227.06310刘光华1580227.06410冀志江1580227.06512沈春林1580227.0669沈春林1580227.06710侯立兵1580159.11210刘峰1580159.1048王玉梅1580159.1058方允伟6 1580159.08610江云安1580227.0588沈小萍1580227.03614钱毓骥1580227.03714李雄波1580227.03812李东梅1580227.03912林修文1580159.05110杜保平1580159.10610苏乃泉1580159.1078汪佳1580227.0410李顺银1580227.04112李勇1580227.04225王定华1580159.10810朱志远1580159.10810朱志远1580227.02510冯立平1580227.02610冯立平1580159.1098韩乃红1580159.08710颜碧兰1580159.118韩乃红1580227.01510赵敏1580159.0510陈新利1580159.0246杨基典1580159.08812张秋英1580159.1778刘秀珍1580227.0438顾培雨1580227.04412顾培雨1580227.0458王智1580227.04610王智1580227.0288王兆生1580227.0298王兆生1580227.036王兆生1580159.1118周根生1580227.0478周昌华1580159.16910曾乃全6 1580159.09812王玲1580159.09812王玲1580159.09812王玲81580159.1768田培1580159.1768田培1580159.04910邓超1580227.0598邓超1580227.0610邓超1580159.08913郑建国1580159.0912郑文斌1580159.0396陈文洁1580227.05625河北省建设厅1580159.1058编委会1580159.18312河北省建设厅1580227.05745河北省建设厅1580159.0428孔宪明1580159.0412曾乃全1580159.0418余剑英1580159.0318鲁晓朝1580159.0146王景祥1580159.0156张世红等1580159.0176王乐等12 1580159.0246杨基典1580159.0276赵瑞芳1580159.0266赵瑞芳1580159.0376牛晓等1580159.0186马燕华等1580159.01910 1580159.0286丰淑英1580159.0338余学飞1580159.0038 1580159.0296李淑晶1580159.0138王景祥1580159.0236吴洁等1580159.0068 1580159.0078 1580159.0028 1580159.038师卓1580159.0326王静1580159.01610王志武1580159.0256方德瑞1580159.17822温伟明1580159.028杨昭诩1580159.0216丁苏华1580159.00510 1580159.00410 1580159.0016 1580159.0348杨斌1580159.03616周志宏1580159.0358沈春林1580159.0448张晏清1580159.11210编委会1580159.1048编委会1580227.0278斯培浪1580159.10320刘天存1580159.10320刘天存1580159.1138师卓1580227.00512王玉梅1580227.00612王玉梅1580227.06112石志刚1580159.1148葛敦世1580159.09110江丽珍1580159.11510匡红杰1580159.11614薛淦泉1580159.078张庆华1580159.1712沙德仁1580227.03118周志宏1580159.16810徐颖1580159.05710张秋英1580159.09210颜碧兰1580159.16512曾乃全1580159.1178肖忠明1580159.1188肖忠明1580159.1198肖忠明1580227.03210余学飞1580227.0229颜碧兰1580159.128刘晨1580159.1218宋立春1580159.1228王昕1580159.1238颜碧兰1580159.12410陈萍1580159.1258肖忠明1580159.1268 1580159.1278陈东明1580159.09310白显明1580159.09310白显明1580227.02310颜碧兰1580227.0110王博1580159.0788 1580159.07981580159.088 1580159.0818 *******.08210 1580227.0248周祝林1580159.08312 1580159.12810高旭东1580159.06610匡红杰1580159.17420周俊兴1580159.0468付智1580159.04712刘武强1580159.0528王佳庆1580159.05312陈帆1580159.05410王欣然1580159.0558张玉昌1580159.0568赵鹰立1580159.0588张德恒1580159.0598林鸿宾1580159.0610刘金明1580159.06110刘金明1580159.06210刘金明1580159.0638王维喜1580159.06410杨树杰1580159.06512吴国栋1580159.06712李本仁1580159.06812沈丽华1580159.0698李丽萍1580159.0718李春燕1580159.0728李春燕1580159.0738冯惠敏1580159.0748冯惠敏1580159.0758冯惠敏1580159.07610王巍1580159.07712史红卫1580159.0488张秋英1580159.09913蒋元海1580159.112高旭东1580159.10112丁苏华1580159.10210周顺华1580159.0948朱忠民1580159.0958王静1580159.09613崔玉忠1580159.0978黄明哲1580159.08410 1580159.08510 1580159.08510于献青1580159.12910孙巍1580159.1313刘幼红1580159.13110王憬山1580159.13210蒋元海1580159.13310蒋元海1580159.1348刘红飞1580159.13510蒋元海1580159.1368施凤莲1580159.13710崔玉忠1580159.1388陈建明1580159.1398刘晨1580159.148江丽珍1580159.1418宋立春1580159.1428王昕1580159.1438刘晨1580159.1448肖忠明1580159.14510肖忠明1580159.1468宋立春1580159.1478颜碧兰1580159.1488邢有志1580159.1498汪佳1580159.1510邢有志1580159.1518匡红杰1580159.1528匡红杰1580159.1538邢有志1580159.1548张明辰1580159.15510谢云仲1580159.15610谢云仲1580159.15710谢云仲1580159.15812左元龙1580159.1598张德龙1580159.1612李永强1580159.16112朱志远1580159.16112朱志远1580159.16212杨胜1580159.16212杨胜1580159.16310朱志远1580159.16415杨建军1580159.16610沈善燮1580159.16710李勇1580159.17110冯立平1580159.17210龚蜀一1580159.17312闫开放1580159.1798黄敏1580159.188沈春林1580159.18110朱连滨1580159.1828颜亨吉1580159.17510刘幼红1580227.00113周祝林1580227.0028胡云林1580227.00312张德信1580227.0048刘勇军1580227.00712王新民1580227.00813王新民1580227.00912刘幼红1580227.0118施剑林1580227.01212王玉梅1580227.01310薛滔菁1580227.0148沈春林1580227.0488刘铁忠1580227.05540河北省建设厅。
水泥实习报告
一、前言[1] 实习时间:自 2010年4月5日至2010年4月23日[2]实习地点:冀东水泥总部[3] 实习目的:通过实习使同学了解工厂的生产工艺、生产设备和生产组织结构,能初步的掌握水泥材料的具体生产过程掌和水泥熟料的形成过程,还有各种生产设备的工作原理和作用,通过生产实习让同学为后面的毕业设计收集必要的资料和数据,同时在工厂实习能让同学对社会有个初步的认识,学习到很多做人、做事的道理,培养独立思考、独立工作的能力。
[4] 实习要求进入工厂实习应当从中学到以下的知识和能力:①了解到这些年来在行业内的一些技术改心,了解到工厂中的仪器和设备与学校实验室内有那些的不同。
②通过对工厂的参观和了解要对企业管理有一定的初步认识,其中以质量管理为重,要学习其质量管理的先进经验。
③进入到生产的第一线,对水泥生产的整个流程要有一个大概的认识,且将所学基础知识和专业知识与实际生产挂钩,将知识与实践相结合,能够独立的分析一些专业上的问题.④向一些有资历的工人请教,经验是最宝贵的东西,现在我们缺的就是经验,所以,我们要努力向外界吸收。
⑤通过在工厂的实习收集到自己毕业设计所用的相关资料,以便能顺利完成毕业设计。
二、冀东水泥实习报告(一)实习基本情况1。
实习时间:2010。
04。
05—2010。
04。
192。
实习地点:冀东水泥总厂3。
实习内容:(1)中央控制室1)控制范围、过程和方法;2)控制设备、仪器名称和作用。
(2)原料车间1)原燃材料的种类及相关介绍;2)预均化堆场的堆料和取料的方式及相关设备的选型;3)原料车间的工艺流程.(3)生料的制备车间1)生料粉磨车间磨机的选型及设备介绍;2)生料粉磨车间工艺流程。
(4)孰料的烧成车间1)预热器和窑炉的选型及相关设备的介绍;2)烧成车间详细工艺流程。
(5)水泥的制备车间1)水泥粉磨车间磨机的选型及设备介绍;2)水泥粉磨车间工艺流程.(6)包装车间及散装出厂1)包装车间设备配置:名称、台数,规格型号,性能参数;2)包装车间工艺流程图;3)水泥库及成品库个数、面积和储存期。
烘干机技术标准00

设备制造技术规范与标准1.总则1.1设备在所有的方面都要达到最新的技术发展水平,材料和工艺的质量除了特别要求的之外都要是最新的和一流的,制作要符合相关标准和规范的最新版本的要求:1、水泥工业用回转烘干机按照标准JC335加工制作2、一般用途离心通风机按照标准GB/T13275加工制作3、喷涂按照标准JC/T 4024、包装按照标准JC/T 4061.2对于一些特殊的标准,可以采用其它等效的技术标准,但是这种替换不能和法定要求相抵触并要得到需方的书面同意。
1.3供方要在合同生效7日之内向需方提交将要在供方工作范围之内采用的标准和规范的详细清单。
如果供方建议采用等效的技术标准,则应提供中英文英语版本的或者翻译成英语的(软拷贝也可以接受),必须提前沟通。
1.4管道系统1.4.1供方提供厂区所需的完整的管道系统及其部件,除了合同中提到的终止点。
1.4.2厂区的所有的管道和接头都要是自由的,并为管道提供足够的支撑和管道能够自由的延长或缩短。
1.4.3所有的管道都要符合ANSI B31.1“动力管道编码”和API5L“干线管道规范”的要求,所有的尺寸要符合ANSI B36“焊接和无缝的锻钢管道”所规定的公差。
1.4.4阀门的设计和质量要能够充分的保证轻松的运转,可以分别维护以及要符合本地规定的标准和规范。
1.5 维护隔离1.5.1在维护时,所有的主要设备都要能够容易的被安全隔离开所有的危险。
1.5.2 所有的设备的最高点和最低点要有提供放风风,排水和抽水泵的点。
1.5.3排水管道根据实际使用情况要尽可能的连接到排水乡或下水道。
1.6噪音水平据设备外壳1米的距离的噪音最大为85 dB(A)。
1.7通道和台阶供方要提供用于安全的和恰当的进入厂区进行工作和进行充分的维护所必须的平台、廊道和台阶。
供方要和需方、业主合作对整个厂区和项目的楼板、梯板和扶手采用统一的样式。
2.机械通用技术规范2.1禁止使用任何石棉制品。
回转烘干机的简单介绍和原理分析
回转烘干机的简单介绍和原理分析回转式烘干机是烘干机设备的一种,该设备适用范围广、操作方便、运转率高,在水泥工业中被广泛用于烘干粘土、矿渣、碎石、煤等原、燃料。
干燥时,热空气或热烟气将热量传给物料,使水份蒸发,同时依靠通风设备的作用,使干燥设备内的干燥介质不断更新,以排除水汽。
干燥设备的形式也是多种多样的,水泥工业中常用的有回转烘干机、流态烘干机、搅拌(悬浮)烘干积极气流式干燥管等。
近年来国内外还在研究喷雾干燥装置。
这些设备一般都利用热烟气进行对流烘干回转烘干机筒体一般为单直筒型,安装时筒体与水平成一倾斜角度,物料从高端进入,随着筒体的回转缓缓流向低端而后卸出。
在中小型水泥厂中,烘干机的筒体长度一般为6-20m,以保证物料在烘干机内的停留时间,满足烘干工艺要求。
出热风炉的热气流和物料在筒体内以顺流或逆流形式进行热交换。
回转式烘干机工作原理及结构特点回转式烘干机的支撑装置,在高温端采用活套在内筒上的轮带与托轮支撑,低温端则在中心轴上用一滚动轴承支撑,并采用中心传动,使总体结构紧凑、合理。
为便与磨损件的检修和更换,在中间一般设计成轴向剖分式,用螺栓固定连接。
该机工作时,物料与热气流顺流从内锥筒的小端进入,被扬料板扬起与热气流进行充分的热交换,同时向大端移动。
同理,进入外筒后,物料被勺形扬料板扬起,并均匀地撒落在内锥筒外壁的上部,随筒体慢速回转,物料在环形空间能经历一较长的滞留时间,最后沿筒壁和内筒外壁上的导料板流向出口端,通过翻板阀卸出,废气由卸料罩上的旋风收尘器收尘后排出。
更多烘干机设备信息请咨询:昱发机械有限公司昱发相关网站:推荐产品:破碎机烘干机磁选机球磨机跳汰机铁矿浮选机wm相关推荐:回转烘干机厂家--回转烘干机价格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JC335—2006 水泥工业用回转烘干机(本信息发布于2008年12月01日) [字体:大中小]1 主题内客与适用范围本标准规定了水泥工业用回转烘干机的产品分类、技术要求、试验方法和检验规则等。
本标准适用于烘干粘土、矿渣、石灰石和原煤等物料的水泥工业用回转烘干机(以下简称烘干机)。
2 引用标准GB 699优质碳素结构钢技术条件GB 700碳素结构钢GB 1184形状和位置公差未注公差的规定GB 1804公差与配合来往公差尺寸的极限偏差GB 3274碳素结构钢和低合金结构钢热轧厚钢板和钢带GB 3323钠溶化焊对接接头射线照相和质量分级GB 5117碳钢焊条GB 5118低合金钢焊条GB 10095浙开线圆柱齿轮精度GB 11345用焊缝手工超声波探伤方法和探伤结果分级JC 355水泥机械产品型号编制方法。
JC 401.2建材机械用碳钢和低合金钢链件技术条件JC 401.3建材机械用铸钢件缺陷处理规定JC/T 402水泥机械涂漆防锈技术条件JC/T 406水泥机械包装技术条件ZBJ 19004圆柱齿轮减速器ZBJ 74003压力容器用钢板超声波探伤于125mm的周边进行超声波探伤检验,其结果应符合ZBJ74003中I级规定。
4.2.1.2 钢板表面质量应符合GB3274的规定。
4.2.1.3 筒体段节作环向拼板时,沿整个圆周上的纵焊缝条效不得多于2条,最短拼板弧长不得小于1/4周长。
4.2.1.4 简体段节的最短长度不应小于800mm,其布置不应靠近轮带附近。
4.2.1.5 各相邻简体段节的纵向焊缝应相互错开,且错开距离不得小于600mm。
4.2.1.6 焊缝对口错边量b(见图l)不得大于2㎜。
图14.2.1.7 出厂两大段节接缝断面处的圆周长公差为0.20%D(D为筒体内直径),且不得大于7㎜。
4.2.1.8 筒体同一断面上的最大直径与最小直径之差不得大于0.20% D。
4.2.1.9 出厂的段节两端焊接坡口在制造厂加工,坡口形式按规定执行。
4.2.1.10 段节两端面偏差值f(见图2),小段节不得大于2㎜,出厂的大段节不得大于1㎜。
4.2.1.11 不等厚钢板对接时,当两钢板厚度差大于薄刚板厚度的30%或超过5㎜时,在段节外侧(见图3)按L1≥5(S1-S2)的要求削薄厚板的边缘。
L1段表面粗糙度Ra的最大允许值为12.5μm。
图34.2.1.12 对接焊缝形成的棱角E不得大于0.1S+1,且不得大于3㎜,纵焊缝用弦长L2等于1/6D,且不小于300mm的样板检查,环向焊缝用长度不小于300㎜的直尺检查(见图4、图5)。
图4 纵焊缝图 54.2.1.13 简体焊接后的长度公差为其长度的0.05%,轮带间距公差为其间距的0.O25%。
4.2.1.14 出厂的大段节中心线的直线度公差;大齿圈和轮带处为Φ4mm,其余部位为Φ5mm。
长度公差为该段节长度的0.025%。
4.2.1.15 段节焊接用的焊条应符合GB5117和GB5118中的规定,其质量应保证焊缝的机械性能不低于母材的机械性能。
4.2.1.16 简体上的孔应与焊缝错开,其边缘距离不小于75㎜,所有孔的位置度公差为Φ3mm。
4.2.1.17 焊前筒体坡口应用坡口样板进行检查,坡口处不允许有影响质量的缺陷存在。
4.2.1.18 焊缝表面及热影响区不允许有裂纹和影响强度的缺陷。
4.2.1.19 焊缝应饱满,最低应不低于母材表面,最高应不高出3mm,扬料板处应磨平。
焊缝咬边深度不得大于0.5㎜,连续长度不得大干lOOmm,每条焊缝咬边总长度(焊缝两侧之和)不得超过该条焊缝长度的l0%。
4.2.1.20 焊缝探伤检查:当采用射线探伤时,应不低于GB3323中的Ⅲ级,当采用超声波探伤时,应不低于GBll345中的Ⅱ级。
4.2.2 大齿圈4.2.2.1 材料应不低于JC401.2中有关ZG310—570的规定。
4.2.2.2 铸件进行正火处理,加工后齿顶圆表面硬度应不低于HBl70。
4.2.2.3 大齿圈制造精度按GBl0095中的9—9—8JL执行。
4.2.2.4 大齿圈基准端面的全跳动和齿顶圆的圆跳动公差接GB1184附表4中的8级规定。
4.2.3 小齿轮4.2.3.1 材料应不低于GB699中有关45钢的规定。
调质处理后齿顶圆表面硬度应不低于HB220。
4.2.3.2 小齿轮的齿顶圆表面硬度应高于大齿圈的硬度,其差值应不低于HB20。
4.2.3.3 小齿轮的制造精度按GBl0095中的9-9-8GJ执行。
4.2.4 托轮4.2.4.1 材料应不低于JC401.2中有关ZG310-570的规定。
铸件应进行正火处理,加工后托轮外圆表面硬度应不低于HBl90。
4.2.4.2 托轮外圆表面的硬度应高于轮带外圆表面硬度,其差值应不低于HB20。
4.2.4.3 托轮外圆与轴孔的圆柱面的同轴度公差应按GBll84中9级规定。
4.2.4.4 加工后,托轮轮缘、轮毂厚度的偏差不得超过设计尺寸的5%。
4.2.5 挡轮4.2.5.1 材料应不低于JC401.2中有关ZG310-570的规定。
铸件应进行正火处理,加工后圆锥工作面硬度应不低于HBl90。
4.2.5.2 挡轮圆锥工作面与轴承配合圆柱面的同轴度公差应按GBll84中9级规定。
4.2.5.3 加工后,挡轮内外圆轮缘厚度偏差不得超过设计尺寸的5%。
4.2.6 轮带4.2.6.1 材料应不低于JC401.2中有关ZG310-570的规定,铸件正火处理,加工后轮带的工作面表面硬度应不低于HBl70。
4.2.6.2 轮带内、外圆柱面的同轴度公差应按GBl184中9级规定。
4.2.6.3 加工后,对箱形结构轮带的内、外轮缘厚度偏差不得小于设计尺寸的5%或大于设计尺寸的l0%。
4.2.7 托轮轴4.2.7.1 材料应不低于GB699中有关45钢的规定。
调质处理后的硬度应为HB200~240。
4.2.7.2 同轴度公差应按GBll84中8级规定。
4.2.8 铸钢件缺陷处理规定4.2.8.1 铸钢件缺陷的处理应符合JC401.3中的有关规定。
4.2.8.2 对大齿圈、轮带、托轮、挡轮等重要铸钢件的缺陷焊补应符合以下规定:a、粗加工后,轮带、托轮、挡轮外圆表面和大齿圈轮缘上的切凿宽度应不超过工作宽度的l0%,切凿深度应不超过壁厚的25%,切凿面积总和应不超过各该表面总面积的2%,但连同毛坯件的切凿面积在内总和应不超过各该表面总面积的4%。
b、焊补前应预热,焊补后进行热处理。
焊补处硬度应低于母材硬度,其中心部位与母材硬度的差值应不大于l0%。
c、精加工后的工作表面不允许进行焊补。
4.3 装配要求4.3.1 所有零件必须经检查合格。
外购件、外协件必须有质量合格证明文件或厂内检验合格后方可进行装配。
4.3.2 筒体组装一般应在制造厂进行,但需分段出厂的段节,制造厂家应做好对接位置标记。
4.3.3减速器装配及试验应符合ZBJl9 004规定。
4.4 安装要求4.4.1筒体组装后应符合下列要求:a、轮带端面圆跳动不得大于2㎜,径向圆跳动不得大于lmm;b、大齿圈端面圆跳动不得大于1mm,径向圆跳动不得大于1.5mm;c、大齿圈与相邻轮带间距极限偏差不大于2㎜。
4.4.2 大齿圈和小齿轮的轴向相对位置允差不得大于士2mm。
4.4.3 减速器低速轴与小齿轮轴同轴度公差按GBll84中9级规定。
4.4.4 大、小齿轮的齿顶间隙在冷态时应在0.25m(m为齿轮模数)加上2~3mm范围。
4.4.5 大、小齿轮的齿面接触斑点沿齿高不少于40%,沿齿长小少于50%。
4.4.6 托轮中心线应平行于筒体中心线倾斜安装,平行度公差在每米长度内为0.1㎜。
4.4.7 同一组托轮轴承座的中心高应相等。
允差不得超过0.1mm。
4.5 涂漆防锈要求产品涂漆防锈应符合JC/T402的要求,未涂防锈油或防锈漆的产品不准出厂。
4.6 空载试运转要求4.6.1 挡轮、托轮、传动装置应运转正常,无异常冲击和噪音。
4.6.2 轮带与托轮接触宽度应不少于其工作宽度的75%。
4.6.3 简体两端及大齿轮罩等处密封正常。
4.6.4 各润滑部分温升及电机温升不超过30℃。
5 试验方法5.1 焊缝超声波探伤的试验方法按GBll345进行。
5.2 焊缝射线探伤的试验方法按GB3323进行。
5.3 空载试运转按如下规定:a.电动机带动减速器连续运转4h;b.电动机带动整个机组连续运转8h。
6 检验规则产品应经制造厂检验部门检验合格后,并具有产品合格证方可出厂。
6.1 检验分类检验分出厂检验和型式检验。
6.1.l 出厂检验产品出厂前应完成4.1~4.3条、4.5条、7.1条和7.2条各项技术要求的检验。
6.1.2 型式检验型式检验应检验本标准规定的全部技术要求。
下列情况之一须进行型式检验:a.新产品试制定型鉴定时;b.正式生产后如结构、材料、工艺等有较大改变。
可能影响产品性能时;c.正常生产时,应至少每2年进行一次检验;d.产品长期停产后,恢复生产时;e.出厂检验结果,与上次型式检验有较大差异时。
6.2抽样与判定6.2.1 主要零部件应逐件检验。
6.2.2 筒体每一条熄缝都应进行探伤检查,当采用射线探伤检查时,检查长度不得小于该焊缝长度的15%。
当采用超声波操伤检查时为25%、焊缝交叉处必须检查。
6.2.3 用超声波探伤检验发现的可疑处,应采用射线探伤检验进一步评定。
6.2.4 焊缝探伤检验不合格时,对该条焊缝应加倍长度检验,若再不合格时,应100%检验。
对不允许的缺陷亦清除干净后进行补焊,并对该部位采用原探伤方法重新检查。
6.2.5 焊缝同一部位的返修次数不应超过两次.超过两次的返修应经企业技术负责人批准。
且返修部位和次数应在产品质量证明书中说明。
7 标志、包装、运输、贮存7.1烘干机应在适当且明显的位置固定其产品标牌,其型式与尺寸应符合JB 8中的规定,并标明下列内容:a.制造厂名称;b.产品名称和型号;c.产品上要技术参数;d.产品出厂编号和出厂日期;e.产品标准号和商标。
7.2 产品包装应符合JC/T 406的规定,并适应陆路、水路运输要求。
7.3 贮存产品的场所,应具备防锈、防腐蚀和防损伤的设施。
产品零、部件的放置,顶防挤压、变形和本身重力变形。
贮存期时间长的产品应定期检查维护。