IE七大手法(程序分析法)详解
如何做好IE工作之IE七大手法
如何做好IE工作之IE七大手法1. 爬楼梯法在进行IE工作时,很多时候我们需要与各个部门进行沟通和协调。
这就好比爬楼梯一样,要逐步向上达到目标。
首先,了解每个部门的工作内容和流程,找到他们的痛点和需求。
然后,与他们建立良好的关系,并积极参与他们的工作,提供帮助和支持。
最后,通过不断的学习和成长,提升自己的能力,逐步达到在组织中发挥更大作用的目标。
2. 沟通协调法沟通和协调是IE工作的核心,也是做好IE工作的关键。
在沟通中,要注重倾听和理解,尊重他人的意见和观点,善于引导和协调不同意见之间的矛盾和冲突。
在协调中,要注重平衡各方利益,维护组织整体的利益。
通过有效的沟通和协调,可以促进各方的合作和配合,达到共同的目标。
3. 数据分析法IE工作离不开数据分析,只有通过对数据的分析和挖掘,才能找到问题的根源,提出解决问题的方案。
在进行数据分析时,要注重细节,关注数据的变化和趋势,发现其中的规律和问题。
同时,要善于运用各种统计和分析方法,如趋势分析、对比分析、比例分析等,从不同的角度进行数据分析,得出准确的结论和建议。
4. 优化改进法IE工作的目标是提高效率和降低成本,因此优化改进是IE工作的核心内容之一。
在进行优化改进时,首先要对工作流程和流程进行深入的了解和分析,找到其中的问题和痛点。
然后,根据问题的性质和原因,制定相应的改进方案,并进行试点和评估。
最后,通过反馈和总结,完成改进措施的推广和应用,达到提高效率和降低成本的目标。
5. 项目管理法在IE工作中,很多时候我们需要参与和管理各类项目。
因此,熟练掌握项目管理的理论和方法,对于做好IE工作至关重要。
在进行项目管理时,要明确项目的目标和任务,并建立相应的项目组织和沟通机制。
同时,要制定详细的工作计划和进度安排,监控和评估项目的进展和效果。
通过科学的项目管理,可以保证项目的顺利实施和达到预期的效果。
6. 持续改进法IE工作是一个不断迭代和持续改进的过程。
IE七大手法及案例

防呆法之 自动原理
3.自动原理 以各种光学、电学、力学、机构学、化学等原理来限制某些动作的执行或不 执行,以避免错误之发生。目前这些自动开关非常普遍,也是非常简易的 “自动化”之应用。 (1)以“浮力”的方式来控制 例:抽水马桶之水箱内设有浮球,水升至某一高度时,浮球推动拉杆,切断
水源。 (2)以“重量”控制的方式来完成 例:电梯超载时,门关不上,电梯不能上下,警告钟也鸣起。 (3)以“光线”控制的方式来完成 例:自动照相机,光线若不足时,则快门按不下去。 (4)以“时间”控制的方式来完成 例:洗手间内的“烘手机”,按一次只有“一分钟”,时间一到自动停止。
防呆法之 自动原理
(5)以“方向”控制的方式来完成 例:超级市场内进口及出口之单向栏栅,只能进不能出。或只能出不能进。 (6)以“电流”用量的方式来完成 例:家庭的电源开关皆装置保险丝,用电过量时,保险丝就熔断,造成断电。 (7)以“温度”控制的方式来完成 例:家庭内冷气机之温度控制,冷度够时,自动停止,温度上升时,自动开启
双手法 动改法
IE七大手法简介
授人以鱼,不如授人以渔!
名称 动改法 防呆法 五五法 双手法
人机法
流程法 抽查法
目的 改善人体动作的方式,减少疲劳使工作更为舒适、更有效率. 如何避免做错事情,使工作第一次就做好的. 借着质问的技巧来发掘出改善的构想. 研究人体双手在工作时的过程,借以发掘出可改善之地方.
判断以下防呆用的是什么原理?
治具上面贴有 不一样的颜色
相符原理
机器工作时需手同时下 压绿色按扭方可
保险原理
AB C
AB C
相符原理
断根原理
相符原理
断根原理
手机壳生产混穴的防呆改善
IE七大手法培训教材-程序分析及工艺流程的分析步骤( 79页)
IE七大手法培训教材-程序分析及工艺流程的分析步骤一、前言IE(工业工程学)是指以科学的方法为依据,以改善和提高生产效率、直接降低生产成本、提高生产竞争力等为目的,对企业、工业、服务等生产流程和系统进行改进和优化的综合性学科。
在IE的学习中,程序分析和工艺流程分析是重要的学习内容。
此教材将介绍IE中七大手法中程序分析和工艺流程分析的分析步骤。
二、程序分析1. 概念程序分析通常涉及流程或作业步骤的探讨。
其目的在于确定流程或作业步骤的最佳组合方式,以达到最小化生产成本和最大化生产效率的目的。
2. 分析步骤程序分析的分析步骤如下:1)收集资料程序分析的第一个步骤是收集有关当前流程和作业步骤的资料。
主要收集以下资料:•流程图•设备相关资料•生产任务•产品质量标准2)绘制流程图绘制流程图是将复杂的流程或作业步骤用简单的形象表达出来的过程。
绘制流程图可以了解整个流程或作业步骤的各个阶段。
3)分解流程将流程或作业步骤划分为较小的部分,便于分析每个步骤的效率和进行改进。
4)测量和分析使用一些针对流程或作业步骤的量化指标,例如生产时间、材料使用量、产量等,对流程或作业步骤进行测量和分析。
5)改善通过改善措施和重新组合现有流程或作业步骤,提高生产效率和降低生产成本。
6)制定标准操作规程根据改进后的流程或作业步骤,新制定一个标准操作规程,以确保生产过程的稳定和一致性。
7)实施和监督实施新流程或作业步骤,并进行监督,以确保改进效果的持续和稳定。
三、工艺流程分析1. 概念工艺流程分析是指针对生产流程中的每个环节和步骤进行详尽的分析和评估。
其目的在于确定工艺流程的优劣以及找出改进和提高生产效率和质量的方法。
2. 分析步骤工艺流程分析的分析步骤如下:1)收集资料收集与产品相关的所有资料,如产品设计、工艺规程、生产任务等。
2)流程分析将整个生产流程分解为较小的部分,并评估每个部分的效率和质量。
3)步骤分析将工艺流程的每个步骤分解为较小的部分,并评估每个部分的效率和质量。
IE七大手法介绍
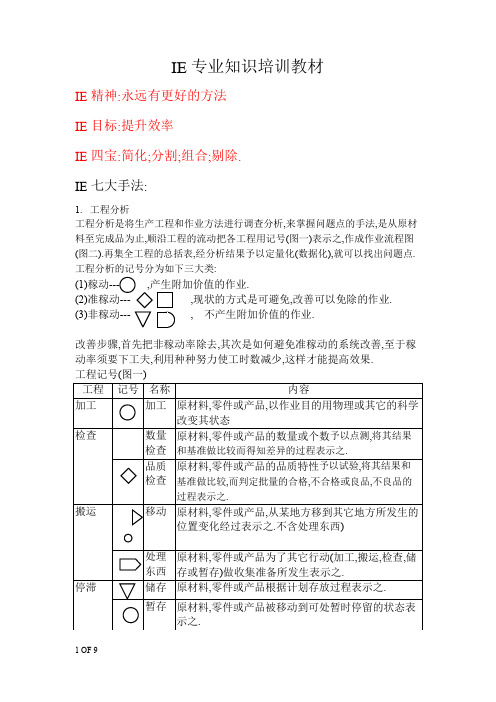
工程记号(图一)IE专业知识培训教材IE精神:永远有更好的方法IE目标:提升效率IE四宝:简化;分割;组合;剔除.IE七大手法:1.工程分析工程分析是将生产工程和作业方法进行调查分析,来掌握问题点的手法,是从原材料至完成品为止,顺沿工程的流动把各工程用记号(图一)表示之,作成作业流程图(图二).再集全工程的总括表,经分析结果予以定量化(数据化),就可以找出问题点.工程分析的记号分为如下三大类:(1)稼动.(2),现状的方式是可避免,改善可以免除的作业.(3),不产生附加价值的作业.改善步骤,首先把非稼动率除去,其次是如何避免准稼动的系统改善,至于稼动率须要下工夫,利用种种努力使工时数减少,这样才能提高效果.工程分析(图二)机种:2.稼动分析Working Sampling是人和机械的稼动状态,以瞬间观测(瞬时看到状况来观测,得到结果加以分类,记录)周而复始的采取抽样方式.列入对象的发生率作为实用上可以满足信赖度和精度,以统计来推定之方法.换模换线加班整理作业宽放现场宽放方便宽放疲劳宽放待待闲聊重修不在2.人的稼动观测分析项 稼动 非稼动 合计 目主作业 附带作业 准备作业 宽放 除外作业 观 测 (作业者不同内容也不一样)时 间 8:15 8:35 9:20 …… …… …… … 17:30 合计135 4030 10 72比率 45 13 10 7 2(%)58173. 生产线平衡分析依照流动生产的工程顺序,从生产目标算出周期时间,将作业分割或结合,使各 工站(工程)的负荷均匀,提高生产效率的技术,叫做生产线平衡(Line Balancing) 1. 生产线作业编成三种状况<案三> 12 121 1作 作 业 业公式:生产线编成损失率=(1-作业编成率)×100% 2. 生产线平衡的推行步骤(1) 将工程分为单位作业测定(2) 工程分析表(pitch diagram)的作成 (3) 计算 balance 效率和 balance loss(4) 实施 line balancing,则时间长的工程分配到时间短的工程 (5) 改善后的作成(pitch diagram)(6) 改善后 balance 效果和 balance loss 计算 (7) 结果比较3. pitch diagram(从减少式时数改变为减少工程数的范例) 将可分解的动作分至其它工位,使各工位时间平均.4. 时间分析时间研究(time study)就是作业内容的时间经过,利用任何的测时机或记录设备抽 观测的方法,时间研究是泰勒创始的,制度为了将一天的公平工作量也就是作业任 务设定最合理最好的标准时间的手法.1. 观测器材 马表,摄影机2. 时间研究的实施步骤(1) 明确目的有改善现行的工作方法,设定标准时间,检讨现行标准时间的妥当性等 (2) 选定观测对象的作业通常选定反复性较高的作业,优其就重视在制造成本中比重较大的作业 (3) 选定观测对象的作业员通常依时间研究的目的不同,对选定对象作业员也有差异,如以改善工作 为目的时,应以熟练工为之,如以设定标准工时为目的时,则以普通或稍 高技术水准的作业员为之.(4) 获得有关人员(现场负责人,作业员)的理解与协助 (5) 检讨作业方法 (6) 预备调查(7)将作业分割为单位作业的单位(8)决定观测次数(9)实施马表观测(10)观测结果的整理与检讨(11)发表整理所得的结果标准工时的构成:作业时间+宽放时间=标准工时宽放种类:5.动作分析(Therblig)Therblig是动作研究,由吉伯莱夫妇(F.B GLIBRETH,1869-1924)开发的,有18种基本动作要素的分析方法,它是用目视观察,将各种动作要素组合,因此也称为目视动作分析.1.动作分析的意义从作业者的动作顺序来观察要素动作,不产生附加值的作业(不合理,不平衡,不需要=3不)或作业者周边的治工具配置等.作为改善检讨之眼点的手法,叫做动作分析2.动作分析的范围和IE手法区分工程单位作业要素动作手法工程分析单位作业的时间分动作分析PTS法观测手段探听到资料码表VRT目视例切断溶接刀具研磨材料安装手伸出刀具安装4点锁紧材料压住切断加工电源寻找电源操作3.动作分析的种类目视动作分析----------Therblig分析胶卷分析---------------Memo Motion StudyPTS法------------------WF法第一类:推行工作时必要的动作(要素)虽然不能免掉,唯看动作顺序,尽量在短时间内完成的改善.第二类:有此动作就会延迟第一类动作尽量考虑排除它.第三类:并没有推行工作的动作(要素)既没有执行工作的物体,应该要排除它.*第二类和第三类列为改善的对象.5.Therblig分析方法左手动作Therblig右手动作改善着眼点左眼睛右向容器伸手把容器移动靠向身边抓住螺丝左右同时拿过平抓住装配握住6.Therblig分析方法(1)首先使用准备好的纸张(2)左手的分析折写在左侧的纸张上,右手的分析写在右侧的纸张上,并记录记号和说明(3)分析之前务必要观察数次的动作作周期,并将顺序充分记在头脑里即可(4)分析的起点是从取拿新材料移动时算起(5)全周期先作要素作业予以分开(必要时将左手,右手的要素作业各别记述之(6)从右手(经常动的手)开始分析(7)左手同样的分析与右手之Therblig的时间关系要弄清楚(8)为了能够有良好的分析,其关键在于最初要素作业分开,务必切实去执行(9)时间的测定使用马表.6.动作经济的原则1.动作经济的概要动作经济的原则,并要为了排除人的无谓(浪费)动作,利用人工学使其动作最经济而获得正确,快速,轻松,安全的工作,提高效率的一种动作改善方法.此为美国有名的动作研究家吉伯莱慈(F.B GILBRETH)所创始的.2.动作经济的着眼睛点(1)尽量利用东西的力量(惯性,重力)(2)动作以最短距离为原则(3)工具和材料尽量靠近作业者前面的配置3.动作经济的四项基本想法●不必要的动作要减少(免掉)●动作时包含双手,双脚同时活用●动作必须采用最小范围和最短距离●动作就排除动作物和勉强的姿势而是轻轻松松4.动作经济原则的三项分类之原则除了基本之外●有关使用身体的原则●有关作业场所的原则●有关工具,设备设计的原则7.工厂布置的改善1.工厂布置(layout)改善的重要性工厂在推行生产活动时,务必考虑到厂房内的设备,机械,治工具,物料搬运等,如何有系统的安排与布置,期使达到最经济,安全,有效率的活用而提高生产力.1.改善的必要性销售方式(受订生产,计划生产),品种和生产量(少品种多量,多品种少量),流程方法(连续生产,批量生产).1.2因应技术的进步和变化时作业的机械化,自动化以及材料,加工方法的技术进步和更新.1.3设计变更时随着设计变更而工程和作业方法必须变更1.4现状的工厂布置生产力不佳时8OF9依据稼动分析和工程分析,现场有很多浪费.1.5生产量常有增减时生产量常有巨大的增减,必须换装设备和工程变更.1.6现场有必要移动时全工厂门间变更.1.7新产品投入时新产品导入生产,必须增减机械,工程和加工方法的变更.2.七项改善的原则1.目的要明确化的原则2.考虑生产要素(4m)的原则3.提高水平的原则4.最短移动与流程的原则5.利用立体空间的原则6.安全与满足的原则7.具有弹性的原则3.工厂布置的关键性1.必须配合制程的需要(可行性)2.减少物料搬运(经济性)3.作业方式维持弹性调整性质(调整性)4.在制品保持高周转率(经济性)5.设备投资减少(经济性)6.充分利用空间(经济性)7.有效运用人力及设备产能(经济性)8.维持良好作业环境(安全性及舒适性)4.工厂布置改善的五项基本要素●P(Product):产品或材料要生产甚么产品●Q(Quantity):量以品目别,要生产多少●R(Route):(工程)经路如何做,使它生产●S(Service):补助服务可做为生产补助的动力,补助设备●T(Time or Timing):时间到底是下个月或是几年后。
IE——七大手法

二、动改法
有关人体动作方面:
(7)节奏轻松原则 在工作现场应尽量创造条件使作业者的动作没有限制
,这样在作业时,心理才会处于较为放松的状态。 (8)利用惯性原则
二、动改法
有关人体动作方面:
(9)手脚并用原则
一、抽查法
目的:帮助人们在最短的时间和最低的成本之下获得有关人与设备之间的有 用信息。
优点: 1、观测时间短,并可同时观测数部机器或操作人员之状况。 2、所被观测的对象所产生的干扰次数及时间较短。 3、调查时间较长,可排除因每日不同个别所造成之差异的干扰现象,因此结果
较为客观可靠。
一、抽查法
实施步骤: 1.确立调查目的与范围; 2.调查项目分类; 3.决定观测方法; 4.向有关人员说明; 5.设计调查表格; 6.试观测,决定观测次数; 7.决定观测时刻; 8.检查异常值作出结论。
七、流程法
符号定义:
主要工序
记号
定义
加工
使原料、零件或产品的形状、性 质进行改变的过程。
检验
检验质量状况,和标准比较。
搬运 等待 储存
物品的位置发生改变的过程。 未能按计划处滞留状态。 按计划进行储存的过程。
示例:
七、流程法
三、双手法
图表记录格式:
三、双手法
分析改善要点:
1、尽量减少操作中的非加工动作 2、排列成最佳顺序 3、合适时合并动作 4、尽可能简化各动作 5、平衡双手的动作 6、避免用手持物 7、工作设备应合乎工作者的身材
目录
抽查法 动改法
流程法
IE 七大手法
人机法
双手法
IE七大手法及流程法

IE七大手法及流程法引言IE(涉及、综合、解决问题、促进发展)是一种常见的问题解决方法和流程,广泛应用于各种工作和生活场景中。
本文将介绍IE的七大手法及流程法,帮助读者更好地掌握IE方法。
一、提出问题 (Investigation)在IE方法中,首先需要提出明确的问题。
这个问题可以是针对一个具体情况或现象的分析,也可以是某个目标的实现路径。
不论问题具体与否,都需要明确、具体和可操作的。
二、搜集信息 (Enquiry)在搜集信息阶段,我们需要广泛地获取相关的信息。
可以通过查阅文献、官方报告、采访专家、观察实际情况等方式来获取必要的信息。
需要注意的是收集的信息应当准确、全面、客观。
三、整理信息 (Evaluation)整理信息是将搜集到的信息进行系统化和分类。
可以采用表格、图表、思维导图等方式对信息进行整理。
这样可以帮助我们更好地理解和分析问题。
四、分析问题 (Analysis)在分析问题阶段,我们需要运用不同的分析方法和工具。
可以使用SWOT分析法、鱼骨图法等来识别问题的因素和原因。
通过分析问题,我们可以找到解决问题的关键点。
五、制定方案 (Invention)制定方案是根据问题分析的结果,提出解决问题的具体方案。
在制定方案的过程中,需要考虑可行性、可持续性和效果等因素。
可以通过讨论、头脑风暴、决策矩阵等方法来确定最佳方案。
六、执行方案 (Execution)执行方案是将制定的方案付诸实施。
这一阶段需要制定具体的行动计划,并负责实施和监督。
在执行方案的过程中,需要注意沟通、协调和反馈,以确保方案得以有效执行。
七、评估结果 (Examination)在实施方案后,需要对结果进行评估。
这一步骤可以帮助我们了解方案的有效性,并进行必要的调整和优化。
评估结果应当基于事实和数据,以客观和科学的方式进行。
结论IE方法是一种系统化的问题解决方法和流程,通过七大手法及流程法,可以帮助我们更好地识别问题、制定方案和实现目标。
如何做好IE工作之IE七大手法

如何做好IE工作之IE七大手法在现代工业生产中,IE(工业工程)是一个非常重要的部门,它致力于提高生产效率、优化生产流程以及降低成本。
作为一名IE工程师,如何才能做好自己的工作呢?下面将介绍IE工作中的七大手法,希望对广大IE工程师有所帮助。
一、数据分析与测量数据是IE工作的基础,只有通过准确的数据分析和测量,才能找出问题所在,并采取相应的改进措施。
IE工程师需要熟练掌握各种数据分析方法和测量工具,如流程图、时间研究、工时测量等,以便对生产过程进行全面准确的评估。
二、流程优化与改进IE工程师的任务之一是优化生产流程,提高生产效率。
通过观察和分析生产线上的每个环节,找出不合理之处,并采取相应的改进措施,如减少不必要的等待时间、减少运输环节、优化工作布局等。
流程优化需要IE工程师具备良好的观察力和创新思维。
三、工作标准化与规范化IE工程师需要制定工作标准和操作规范,确保每一项工作按照标准进行,从而提高工作效率和产品质量。
标准化有助于降低生产过程中的偶然性和不确定性,保证产品质量的稳定性和可控性。
四、人员培训与指导IE工程师需要与生产线上的操作人员进行密切合作,提供培训和指导,确保每个操作人员都能胜任自己的工作。
培训内容包括操作流程、工时规范、安全措施等。
通过提升操作人员的技能水平,可以进一步提高生产效率。
五、设备维护与更新设备是生产过程中的重要环节,IE工程师需要定期检查和维护设备,确保其正常运行。
同时,IE工程师还需要关注新的技术和设备,在有必要的时候进行更新和升级,提高生产效率和产品质量。
六、质量控制与改进质量控制是IE工程师的重要职责之一。
通过制定质量标准和检测方法,IE工程师可以对产品质量进行监控,并在发现问题时采取相应的改进措施。
IE工程师还需要与质量部门进行密切合作,共同提高产品质量。
七、沟通与协调IE工程师需要与各个部门进行良好的沟通和协调,确保生产流程的顺利进行。
IE工程师需要了解各个部门的需求和目标,并提供相应的支持和帮助。
精益生产ie之七大手法
精益生产ie之七大手法【实用版】目录一、精益生产与 IE 七大手法概述二、IE 七大手法的具体内容1.方法研究2.作业测定3.布置研究4.线路平衡5.人机配合法6.双手操作法7.动作分析法三、精益生产七大手法的应用四、总结正文一、精益生产与 IE 七大手法概述精益生产是一种源于丰田生产方式的管理哲学,旨在通过减少浪费和提高生产效率来优化生产流程。
IE 七大手法是精益生产中的一种工具,它包括了方法研究、作业测定、布置研究、线路平衡、人机配合法、双手操作法和动作分析法等七种方法。
这些方法主要用于分析和改进生产过程中的各个环节,以提高生产效率和质量。
二、IE 七大手法的具体内容1.方法研究:通过对生产过程中的各个环节进行系统分析,找出存在的问题并提出解决方案,以优化生产流程。
2.作业测定:通过对生产过程中的各个环节进行实时观测和记录,以一定的观测样本来推定整体的生产状况,从而找出问题并进行优化。
3.布置研究:通过对生产现场的布局进行分析,优化生产流程,提高生产效率。
4.线路平衡:通过对生产流程中的各个环节进行调整,使生产流程达到平衡状态,以提高生产效率。
5.人机配合法:通过记录操作人员与机器之间的操作情况,发现人或机器的多余能量,并充分利用这些能量,以提高生产效率。
6.双手操作法:通过研究并记录左右手在操作时的各自的动作要素,发现双手动作的不平衡之处,进而改善调整使双手的操作趋于平衡,以降低劳动强度。
7.动作分析法:通过研究分析人在操作时的各种肢体及躯干动作,发现和消灭不必要动作,使劳动强度最低。
三、精益生产七大手法的应用精益生产七大手法在生产过程中的应用可以帮助企业找出生产过程中的浪费和问题,并采取相应的措施进行优化。
例如,通过方法研究和作业测定,企业可以找出生产过程中的瓶颈和浪费,然后通过布置研究和线路平衡来优化生产流程,提高生产效率。
同时,通过人机配合法、双手操作法和动作分析法,企业可以降低劳动强度,提高生产效率。
最全IE七大手法介绍
以“发音”方式来检核
以“数量”方式来检核
例:开刀手术前后必须点核数量有否符合, 以免有工具遗留在人. 体内,忘了拿出来。 22
5、顺序原理
避免工作之顺序或流程前后倒置,可依编号顺 序排列,可以减少或避免错误的发生。
以“编号”方式来完成
例:流程单上所记载之工作顺序,依数目字之 顺序编列下去。
以“方向”控制的方式来完成
例:超级市场内进口及出口之单向栏栅,只能
进不能出,或只能出不能进。
.
20
以“电流”控制的方式来完成
例:家庭的电源开关皆装置保险丝,用电过量 时,保险丝就熔断,造成断电。
以“温度”控制的方式来完成
例:家庭内冷气之温度控制,冷度够时,自动 停止,温度上升时,自动开启。
.
1
二、改善IE七大手法
手法名称 防止呆子法(Fool-Proof) 动作改善法(动作经济原则)
流程程序法 5X5WIH(5X5何法) 人机配合法(多动作法)
双手操作法 工作抽查法
.
简称 防呆法 动改法
流程法 五五法 人机法 双手法 抽查法
2
三、七大手法的用途
名称
用途
防呆法 如何避免做错事情,使工作第一次就做好的精神能 够具体实现
例:家庭中危险的物品放入专门之柜子中加锁 并置于高处,预防无知的小孩取用而造成危险。
例:家庭中之锅鼎把手煮菜时太熟,加上电木 隔热不够时,仍需戴手套或取湿布来拿锅鼎以 达保护之作用。
例:电动圆锯有一保护锯片套,以防止锯到手
.
24
7、复制原理
同一件工作,如需做二次以上,最好采用“复制” 方式来达成,省时又不错误。
↑调查抱怨情报、工程检查结果、产品检查结果之数据, 掌握发生了何种之问题。
流程程序法(IE七大手法)

11
流程法简介
流程及流程法简介: 物料型流程程序图的绘制示例:
工作任务:车制长轴。 开始:钢棒由储存架至锯床。 结束:涂防锈油至齐套库。
12
流程法简介
流程及流程法简介: 人型流程程序图的绘制示例:
工作任务:用量规核对工件尺 寸。 开始:工人坐在工作台旁,工 件在工作台上。 结束:工人坐在工作台旁,已 核对过的工件在工作台上。
(7)工作抽查法
抽 查 法
2
目录
1、流程及流程法简介
2、流程法的特点
3、流程法的应用范围
4、流程法的作用
5、流程法的基本原则
6、流程法的实施步骤
7、案例详解
8、流程法的精髓
3
流程法
4
流程法简介
流程及流程法简介: 什么是流程?
我们认为,流程就是一系列活动的组合,这一组合接受
各种投入要素,包括信息、资金、人员、技术等,最后通过 流程产生客户所期望的结果,包括产品、服务或某种决策结 果。
是将五种符号印在表格中,分析记录时,只需将各项工作按 照发生的顺序用直线将符号连接起来。而表头部分标有工作 部别、工作名称、现行方法与简易方法及最后统计。
14
流程法简介
流程及流程法简介: 绘制流程程序图表的注意事项:
图表上记述的内容必须是直接观察所得到的;
图表应提供尽可能全面的信息,所有的图表都应具备有关 信息的标头部分,包括:
者下一步加工之机器不胜重荷,须暂为等待所致,因此应对
各种控制作重点考虑。 5、等待分析:迟延为浪费,理应降至最低限度。此部分涉及 人员调配控制及闲余能量分析的问题,应考虑人为或设备改 进部分。
28
流程法的实施步骤
流程法的实施步骤:3、流程分析 应用最合适的技术,严格、系统地分析已记录的流程现状。
IE7大手法

IE七大手法1、工程分析2、动作研究3、价值分析4、现场改善5、工厂布置6、搬运分析7、时间研究人机法﹑五五法﹑動改法﹑雙手法﹑防錯法﹑抽查法﹑流程法IE七大手法是以下几种:工程(程序)分析法、动作分析法、动作经济原则、时间研究法、工作抽查法、人机配置法、工作简化法才能是刻苦的忍耐!7大手法详解:1、程序分析(整个制造程序分析--------工艺程序图;产品或材料或人的流程分析;布置与路线分析------线路图、线图;闲余能量分析-------联合程序分析;工作时双手的移动操作者程序图)2、操作分析(人机操作分析、联合操作分析-----就是在生产现场中,两个或两个以上操作人员同时对一台设备进行操作;双手操作分析)3、动作分析(17个基本动作)4、作业测定(运用各种技术来确定工人按照标准完成基本工作所需的时间)5、时间研究6、工作抽样(调查操作者或机器的工作比率与空闲比率,制定时间标准)7、预定时间标准(主要是用MOD法)*5W1H法.*防呆法.*流程分析法(包括产品流程分析,加工路线分析,搬运分析,管理及事务流程分析).*作业分析法(包括工序作业分析,工组作业分析,人机分析)*动作分析法(动作要素分析,瞬时动作分析,微动作分析).*时间研究(秒表测时法,工作抽样法,PTS法,标准资料法).*抽样检查法.IE七大手法定义较广1.動改法改善人體動作的方式,減少疲勞使工作更為舒適、更有效率,不要蠻干.2.防錯法如何避免做錯事情,使工作第一次就做好的,精神能夠具體實現.3.五五法藉著質問的技巧來發掘出改善的構想.4.雙手法研究人體雙手在工作時的過程,藉以發掘出可資改善之地方.5.人機法研究探討操作人員與機器工作的過程,藉以發掘出可資改善的地方.6.流程法研究探討牽涉到幾個不同工作站或地點之流動關係,藉以發掘出可資改善的地方.7.抽查法藉著抽樣觀察的方法能很迅速有效地了解問題的真象._________________真實的七大手法1.程序分析2.動作分析3.時間研究4.人機配比5.生產線平衡6.作業測定7.工作抽樣IE七大手法介紹一、什麼是IEIE就是指Industrisal工業,Engineering工程,是由二個英文字母的字首結合。
IE的七大手法
IE的七大手法IE七大手法是协助我们改善工作的技术。
第一法:防呆法意义:防止愚笨的人做错事,亦连愚笨的人也不会做错事的设计法。
应用范围:机械操作、工具使用、设计、文书处理、物料搬运基本原则:使动作轻松、不要技能与直觉、不会有危险、不依赖感官第二法:动改法意义:应用动作经济原则改善工作,以达到省时、省力、舒适、有效的境界。
应用范围:①生活上个人及家庭内之工作改善。
②工厂或办公室、关于人体工作方面之改善。
第三法:流程法意义:利用流程图以特定的符号做有系统的观察及记录整个工作完成的过程并加以质问以寻求改善。
应用范围:于人或物的所有流动过程,如作业、搬运、不良回馈等等。
第四法:五五手法意义:是一种反复多次探讨问题质疑的技巧,以协助发掘问题的真正根源。
应用范围:任何阶层、任何所象的任何问题点。
基本原则:主要是5W1H。
第五法:人机法意义:利用人机配合图来研究人员与工作机器、工治具的组合运用、改善机器与人的等待时间,提高团队的工作效率。
应用范围:所有操作机器、工治具的站位。
基本原则:发掘空间与等待时间、使工作平衡、减少周程时间、获得最大的机器利用率、合适的指派人员与机器第六法:双手法意义:利用双手操作分析图,研究双手在操作时“闲置”的状况,并寻求改善的方法以充分发挥双手的能力。
应用范围:高度重复性且以人为主的工作,研究对象为人体的双手。
基本原则:研究双手的动作,以求其相互平衡、显现出伸手找寻,以及笨拙而无效的动作、发现工具、物料、设备等不合适的位置、改善工作布置、协助操作技术的训练第七法:抽查法意义:利用抽样原理,以推测人或物之作业真象,以利进行分析改善。
应用范围:●办公室人员工作时间所占之百分率●机器设备之维修百分率或停机百分率●现场操作人员从事有生产性工作之百分率●决定标准工时之宽放时间百分率●用以决定工作之标准工时●商店顾客类别或消费者全额或光顾时刻次数等之分配比例之资料工作抽查好处:●观测时间短,并可同时观测数部机器或操作人员之状况●调查时间较长,可去除因每日不同之各别状况所造成之差异现象,其结果较为客观可靠●所被观测的对象所产生的干扰次数及时间较短我来教你!!!。
IE七大手法之程序分析法
IE七大手法之程序分析法简介IE(Investigation and Enforcement)是一种常用的调查与执法方法,涉及多个领域,包括监管机构、执法机构、企业内部调查等。
其中,IE七大手法之程序分析法是一种常用的分析方法,用于识别和分析程序方面的问题。
本文将介绍IE七大手法之程序分析法的基本概念、使用方法以及注意事项,以帮助读者更好地理解和应用这一方法。
一、程序分析法概述程序分析法是指基于事实和证据对一个程序或行为进行详细分析的方法。
通过程序分析,调查人员可以揭示出某个程序的弱点、潜在风险以及可能存在的违法行为。
程序分析法的目的在于深入了解程序的运作机制,以确定是否存在问题并提出改进措施。
二、程序分析法步骤程序分析法的实施包括以下步骤:1. 确定程序的背景和目标在开始程序分析之前,首先需要明确程序的背景信息和目标。
这些信息可以包括程序的运行环境、相关的法律法规、组织内部的规章制度等。
2. 收集相关资料和信息收集相关资料和信息是程序分析的关键步骤。
调查人员需要获取与程序相关的文件、记录、报告等。
这些资料将提供程序运行的详细信息,帮助调查人员分析问题。
3. 评估程序的设计和实施在程序分析的过程中,调查人员需要评估程序的设计和实施情况。
这包括检查程序是否符合相关法律法规的要求,是否有漏洞和风险存在,以及程序执行的准确性和效率等。
4. 识别问题和潜在风险在评估程序后,调查人员应根据发现的问题和潜在风险,对程序进行分析和评估。
这样可以确定程序中可能存在的违法行为、弱点和改进的空间。
5. 制定改进措施根据程序分析的结果,调查人员需要制定相应的改进措施。
这包括对程序的修改、流程的优化、员工培训等。
改进措施需要符合相关法律法规的要求,并针对程序中存在的问题加以改进。
6. 实施改进措施改进措施的实施是保证程序分析法实施效果的关键。
调查人员需要确保改进措施得到有效执行,并监督改进效果的实现。
7. 定期评估和监控程序分析并不是一次性的工作,应定期进行评估和监控,以确保程序的稳定性和持续改进。
精益生产之IE七大手法
精益生产之IE七大手法精益生产是一种持续改进的管理方法,旨在提高生产过程的效率和质量,并最大程度地消除浪费。
IE(Industrial Engineering)是精益生产的重要组成部分,它通过分析和优化生产过程,提高资源利用率,实现高效生产。
本文将介绍精益生产中IE的七大手法。
1. 标准化作业方法标准化作业方法是IE的重要手法之一,它通过制定明确的工作标准和操作规程,确保工作过程的稳定性和一致性。
标准化作业方法可以减少人为因素对产品质量的影响,提高生产效率,降低人力资源的浪费。
标准化作业方法的关键在于制定详细的工作流程和操作指导,确保每个工序都按照统一的标准进行操作。
这样可以避免产生重复工作或不必要的操作,提高作业效率,减少浪费。
2. 5S整理法5S整理法是一种用于组织和管理工作环境的方法,它通过整理、整顿、清扫、清洁和素养这五个步骤,提高工作环境的效率和质量。
整理:对工作区域进行分类整理,清理不必要的物品和工具。
整顿:对工作区域进行整顿,使得工具和设备的摆放有序,方便取用。
清扫:定期进行工作区域的清洁和消毒,确保工作环境的卫生和安全。
清洁:保持工作环境的整洁和干净,避免灰尘和杂物的积聚。
素养:培养员工的素养和工作态度,确保工作环境的维护和保养。
5S整理法可以改善工作环境,提高生产效率,减少错误和浪费。
3. 价值流分析价值流分析是一种通过对生产过程进行分析,找出不必要的流程和浪费,并进行改进的方法。
通过价值流分析,可以识别出生产过程中的瓶颈和不必要的步骤,提高生产效率,降低成本。
价值流分析包括以下几个步骤:1.绘制当前状态的价值流图,记录下每个工序的时间和资源消耗。
2.识别出不必要的流程和浪费,例如等待时间、运输时间和过度生产等。
3.制定改进计划,消除不必要的流程和浪费。
4.绘制未来状态的价值流图,展示改进后的生产过程。
通过价值流分析,可以优化生产过程,提高生产效率和质量。
4. 工序平衡工序平衡是指在生产过程中,通过调整各个工序的工作量,实现生产线平衡和资源的均衡利用。
IE七大手法是指什么

IE七大手法是指什么
IE(工业工程)的七大手法也称为IE七大基本工具或IE七巧板,是工业工程领域中最常用的工具之一。
这七大手法是:
1. 工艺图。
将工艺流程中的每一道工序和操作以图形的形式展示出来,方便分析和优化。
2. 流程图。
展示工艺流程和生产流程的每一个步骤和环节,帮助分析和改进。
3. 查核表。
使用表格来帮助统计和分析每个环节或工序的数据和指标,方便改进。
4. 直线图。
用于显示一个或多个指标随时间变化的趋势和关系,方便对变化进行分析和预测。
5. 条形图。
将数据按照数量大小用条形来展示,方便比较和分析。
6. 散点图。
用于研究两个变量之间的关系,可以展示数据
之间的相关性。
7. 控制图。
用于监控和改进生产过程中的数据和指标,帮助保持过程的稳定性和在规定范围内控制变化。
IE七大手法及目的
IE七大手法及目的1、防止错误法 (FOOL-PROOF)简称:防错法目的:如何避免做事情,使工作第一次就好的精神能够具体实现。
2、动作改善法(动作经济原则)简称:动改法目的:改善人体动作的方式,减少疲劳使工作更为舒适、更有效率、不要蛮干。
3、流程程序法简称:流程法目的:研究探讨牵涉到几个不同工作站或地点之流动关系,藉以发掘出可资改善的地方。
4、5*5W1H法 (5*5何法)简称:五五法目的:借着质问的技巧来发掘出改善的构想。
5、人机配合法(多动作法)简称:人机法目的:研究探讨操作人员与机器工作的过程,藉以发掘出可资改善的地方。
6、双手操作法(双手法)简称:双手法目的:研究人体双手在工作时的过程,藉以发掘出可资改善的地方。
IE七大手法及目的7、工作抽查法简称:抽查法目的:借着抽样观察的方法能很迅速有效地了解问题的真象。
防错法应用原理断根原理保险原理自动原理相符原理顺序原理隔离原理复制原理层别原理警告原理缓合原理动作改善法 (动改法)省力动作原则省时动作原则动作舒适原则动作简化原则动作耗力等级表流程法目的:学习以符号及有系统化的方法,来观察记录一件工作完成的过程。
应用范围:(1)工作必须经一个以上不同地点的动作才能完成(2)工作必须经由一个以上的人来完成流程法:诚正、力行、创新、卓越五五法质问五次下列的内容:(1)为什么是这样?(2)为什么是这个地点?(3)为什么是这个时候?(4)为什么是这个人?(5)为什么是这个方式?五五法:质问内容质问内容导引对工作的:目的、地点、次序、方法、人员质问内容可能改善的方法:简化-重组-合并-删除人机法主要分析人工及机器之能量与闲余,以谋消除浪费,增进效率。
人机法之基本原则。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
程序分析法-程序分析法實施六步驟
何事
剔除
剔除不必要的動作,是改善的最高原則
何地 何時 何人
如何
合并 排列
簡化
合并必要的動作,節省辦事手續 排列必要的動作,工作成線辦事有序
簡化必要的動作,節省人力時間設備
安全
經濟
實用
程序分析法-程序分析法實施六步驟
五.實施:采取步驟實施新方法,并標准化。
1.在适當的時机提出建議. 2.說服并訓練相關人員共同實施改進. 3.照顧各相關人員利益. 六.維持:以正規而經常的檢查,維持標准的執行. 1.時常檢查. 2.注意結果. 3.保証新工人接受正确的工作方法訓練后再工作.
程序分析法-程序分析法實施六步驟
2.分析用的五大疑問.
完成了什么? 何處做? 是否必要?為什么? 為何需在此處做? 有無其他更好的成就? 有無其他更合适的地方?
何時做? 誰人做?
如何做?
為何需在此時做? 為何需由此人做?
為何需要如此做?
有無其他更合适的時間? 有無其他更合适的人員?
有無其他更合适的方法?
符 號
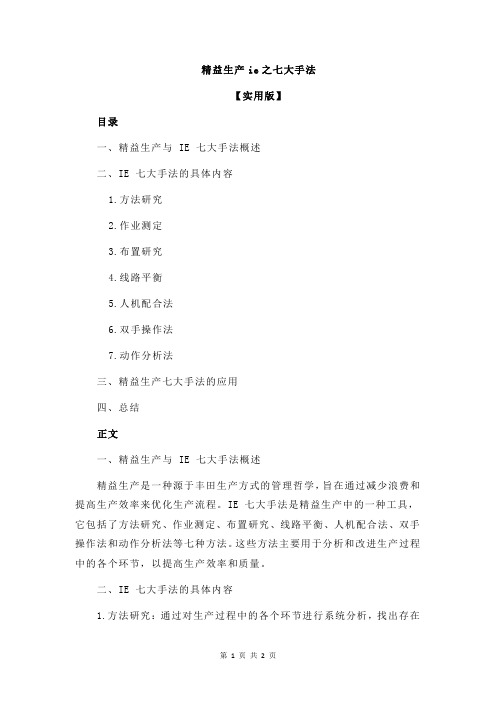
Parts Issue
DELTA
Auto Insert
Power Supply Manufacturing Flow Chart
Visual Inspection Wave Solder Touch Up Visual Inspection
Preform ing
Hand Insert
NG
NG
PASS
Case A’ssy
程序分析法-程序分析法實施六步驟
三.分析:應用最合适的技術,嚴格而有系統的分析已記 錄的事實.
1.分析時依動作的优先順序進行.
A.准備動作,做動作前的動作都是准備動作.
B.做的動作,程序中對工作目的最有价值,最有貢獻 的動作. C.拿開動作,做的動作后之放下,移開清理動作.
程序分析法-程序分析法實施六步驟
3.分析注意事項.
A.首先分析做的動作,以打入問題的中心. B.必須依据有系統的5大疑問,依次認真發問,以便 獲得完整的改善意見. C.記錄所有的改善意見.
程序分析法-程序分析法實施六步驟
四.建立:在分析中所獲得的意見,發展成為最使用.經 濟而有效的新方法.
1.建立改善的方向.依据分析中的意見,划分入不同的 小組,每小組定出標題,此為方向. 2.建立新方法的四大要點.
七
*動作分析法 *雙手并用法 *工作抽查法
大 手 法
*程序分析法 *人机配合法
一.屬于動作,時間研究
二. 屬于創造思考法
*防止錯誤法(防呆法,愚巧法)
*五五法(5WHY,5W)
程序分析法
工作程序— 完成工作經過之手續与 流程.
程序分析法之目的:驅除不必要的手 續与流程,降低制造成本,提高工作效 率
概
論
因循生產技術与控制方法的不斷進步,由品 質占主導的 市場競爭模式,逐漸被品質与成 本并重的市場策略所取代,經驗的持續積累, 加上不斷的改善及創新,無疑會增強公司的 實力与信心,人做為生產力變革的主体,其价 值觀念,邏輯的思考能力,科學的工作方法, 勢必對改善的效果与投入的成本帶來重要的 影響,為此,請你秉承積极,認真的心態理解 下面的內容,并思考行動的步驟!
A.剔除:凡經[完成了什么?][是否必要?]及[為什
么?]等問題一問.而不能有滿意答复者,即非必要,予以 剔除。(首先針對方向進行分析淘汰,再對選定的方向, 檢討其每一意見,進行淘汰)
程序分析法-程序分析法實施六步驟
B.合并:凡确實無法剔除而屬必 要者,試于合并。
C.排列:經過剔除.合并后,所剩 必要意見,依[何人?何處?何時?] 進行排列. D.簡化:對必要的工作,用簡單 的方法及設備來完成.
程序分析法-程序分析法實施六步驟
維持
實施 建立 分析 記錄 選擇
程序分析法-程序分析法實施六步驟
一.選擇:在日常工作中選取需要研究的工作.
1.經濟的考慮.
A.改善最需要改善的工作.
B.改善需要由淺入深,由粗到細.
C.改善后的經濟价值及對整個作業的影響. D.改善術考慮
3.人的反應.尋求大家都有意愿改善的工作.
程序分析法-程序分析法實施六步驟
二.記錄:以直接觀察法記錄現行方法的全部有關事實.
1.記錄的符號
動 作 說 明 操作 從事生產-做工作-加工-業務處理 運送 檢驗 等待 儲存 兩不同工作地點的傳遞或旅行 有關各种質量与數量的查驗 持住或存留以等待更近一步的處理 擱置入庫
Repair Station
NG
ICT
PASS
Visual Inspection
Final A’ssy
ATS2
PASS PASS
Hi Pot
PASS NG
FQC
PASS
Rej.
Rework for Rej. item
Ware House
ATS1
PASS
Tapping
NG NG
Packing
PASS
Burn In