三片罐基础知识及生产工艺ppt课件
三片罐制造技术标准介绍
三片罐制造技术(开卷剪切工艺)所谓三片罐,即罐身为一片,上盖和底盖各为一片。
三片罐罐身制造的工艺流程为:马口铁印涂→剪切→焊接→接缝补涂→分切→缩颈(扩颈、涨罐)→滚筋→翻边→封口(盖)→检漏→全喷涂→烘干→包装上述工艺流程中,本章只讲述罐身剪切、焊接、缩颈、翻边、滚筋、封口等工序的机械成形加工技术。
开卷剪切工艺一、开卷校平工艺通常,三片罐制造的第一道工序,应该是开卷校平,因为原材料一般都是以卷子料的形式购进的。
对于罐身料来说,首先要开卷校平后,裁剪成块料,才能进行印刷;对于罐底盖料,也需要先开卷校平,再要裁剪成条后进行冲压,所以通常的制罐第一道工序就是开卷校平。
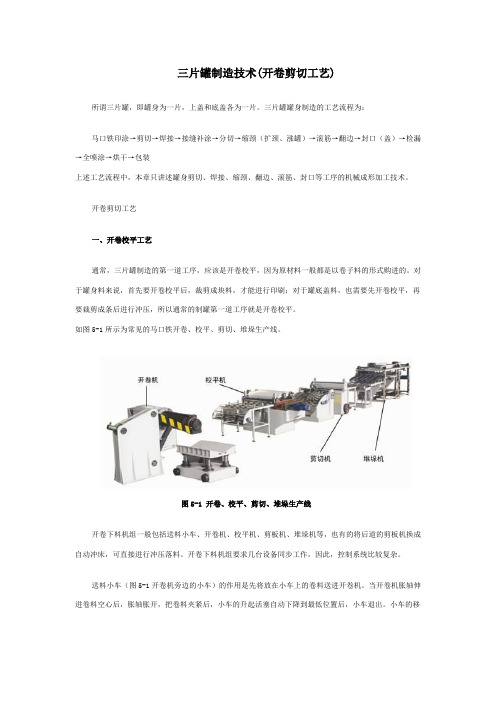
如图5-1所示为常见的马口铁开卷、校平、剪切、堆垛生产线。
图5-1 开卷、校平、剪切、堆垛生产线开卷下料机组一般包括送料小车、开卷机、校平机、剪板机、堆垛机等,也有的将后道的剪板机换成自动冲床,可直接进行冲压落料。
开卷下料机组要求几台设备同步工作,因此,控制系统比较复杂。
送料小车(图5-1开卷机旁边的小车)的作用是先将放在小车上的卷料送进开卷机。
当开卷机胀轴伸进卷料空心后,胀轴胀开,把卷料夹紧后,小车的升起活塞自动下降到最低位置后,小车退出。
小车的移动一般为机械传动,由电动机、减速器和传动轴及滚轮组成。
动力是由随车移动的软线供给。
举升装置为液压传动的升降缸。
开卷机都是安装在校平机的前面,其作用是把钢卷可靠地夹持住,同时可根据送进的速度使钢卷转动,并且保证输送的板料能正确地对准中心。
开卷机夹持钢板卷是支撑卷料的内孔。
开卷机的内径支撑部分由等分的三个或四个张紧缺圆块组成。
内径大的用四瓣式,这样可以防止支撑不圆。
三瓣式用于内径较小的钢板卷。
一般内孔的支撑面积为60%即可,总之不能使钢卷内孔出现内凸现象。
这种三瓣或四瓣式的支撑圆块都要组成一个整圆。
当内径支撑部分伸进钢卷后,用液压式或机械式,使涨紧缺圆块逐渐胀大,把卷料内孔撑紧。
当达到一定张紧力后就停止外胀。
制罐基础知识--基本工艺
实际内径(mm) 52.30 65.30 72.90 83.30 98.90 105.10 153.40
北京奥瑞金新美制罐有限公司
18 2020/12/7
各公司的生产情况:
• 北京公司: • 山东公司: • 海南公司: • 新疆公司: • 扬州公司:
2020/12/7
北京奥瑞金新美制罐有限公司
19
5、缩颈罐(necked-in can):
罐身的一端或两端的横截面缩小的罐, 可以使用尺寸较小的罐盖或罐底,又分 为一次缩颈和多次缩颈罐。
6、组合罐(composite can):
罐身、罐盖和罐底用不同种材料组成 罐。
北京奥瑞金新美制罐有限公司
4 2020/12/7
7、素铁罐(plain tinplate can): 用罐体内壁无涂料的镀锡薄钢板制成
罐号
罐型代号
539#
202/202/202*109
571#
202/202/202*213
585#
202/202/202*306
588#
200/202/200*307
589#
202/202/202*308
5104#
200/202/200*402
5110#
200/202/200*405
5133#
200/202/200*504
2、三片罐(three-piece can): 由罐盖、罐身和罐底三个主要部位连接而成的
金属容器。
3、二片罐(two-piece can): 由连底的罐身和罐盖二个主要部位组成的金属
容器,有浅冲罐、深冲罐和变薄拉伸罐
北京奥瑞金新美制罐有限公司
3 2020/12/7
4、圆罐(round can):
三片罐王老吉空罐面盖工艺 (1)

印
马
口
铁
王老吉大张铁
裁剪尺寸为:
0.20*825*206.4
2、预剪大料
3、小 料
4、焊机供料系统
6
第一节 空 罐 制 造
5、揉铁成圆
生产流程 6、焊机罐身输送
7、焊缝焊接
按补涂方式分: 喷涂、滚涂、 静电吸附
8、焊缝内补涂
7
第一节 空 罐 制 造
9、焊缝外补涂
生产流程 10、固化、烘干
11、一、二、三道缩颈
6、二次抽拉
7、铆钉形成
8、切线形成
9、加强环与指孔形成
10、拉环形成
11、拉环组装完成
12、凸字完成
13、加强环形成
成品Ф206 SOT铝盖
18
(HR30T)、极限抗拉强度等。
3
第一节
马口铁
基础知识
马口铁基础知识(二) :组成马口铁各层的名称、成分、量度及性能:
结构名称
量度
成分
性能特点
钢基层
制罐用0.2-0.3MM 低碳钢
提供强度、易被腐蚀
锡铁合金层 ≤1 g/m2
锡铁合金结晶 耐腐蚀、过厚可焊性差
锡层 氧化膜 油膜
5.6-22.4 g/m2 纯锡
0
350*
深冲
深冲部件
T57 T3
57
1
370*
一般用
底盖、圆桶
T61 T4
61
0
415* 一般用、刚性较大 刚性底盖、罐
身、皇冠盖
DR660 DR9M 77
0
660±70*
二次冷轧
啤酒瓶盖
马口铁的质量包括:规格尺寸、镀锡量、调质度等指标。
三片罐基础知识及生产工艺

含义:按标准2520生产的二次冷轧镀锡板卷, 钢级T620+SE,MR类,连续退火,镀锡量一面 为8.4g/㎡,另一面为5.6 g/㎡,厚度为0.18mm, 宽度750mm
按钢基不同分为:
D类钢:超深的耐冲时效,能使垂直于弯 曲方向的折痕和拉伸变形现象降至低; L类钢:超高的耐蚀性,非金属杂质及残 余金属含量低; MR钢:绝大多数食品包装用钢,非金属 杂质与钢近似,Cu,Ni,Cr,Mo等残余金属 元素含量限制不严;
6)涂料及所用溶剂价格便宜。
7)涂料的贮藏稳定性好。
(1)环氧酚醛涂料:
环氧酚醛涂料是环氧树脂和酚醛树脂混合制成的, 必须经过加热聚合,干燥成膜,烘烤温度不低于 195℃ ,高温固化时间不低于10分钟,成膜后具 有金黄色泽。
但注意:环氧酚醛涂料在施工过程中,涂料的流 平性较差,特别当溶剂使用不当和环氧分子量较 高时,对镀锡薄板表面状态较为敏感,容易形成 “鱼眼”或“小孔”。另外,当涂膜较厚时,与 铁皮的附着力较差。
按表面状况分:
代号 B
St S M
类别
特征
光亮表面 在具有磨石花纹的光滑表面的原板上镀锡,然后进
行锡层软熔处理得到的有光表面。
石纹表面 银色表面 无光表面
在具有一定方向的磨石花纹表面的原板上镀锡,然 后进行锡层软熔处理得到的有光表面。 在粗糙无光表面的原板上镀锡,然后进行锡层软熔 处理得到的有光表面。 在无光表面的原板上镀锡,但不进行锡层软熔处理 得到的无光表面。
2.2第二位数: 表示原合金中主要添加合金元素含 量或杂质成分含量经修改的合金 。 0:表原合金 1: 表原合金经第一次修改 2:表原合金经第二次修改
“制罐设备知识”——三片罐的结构

“制罐设备知识”——三⽚罐的结构韩江机械⼩达⼈继续为您讲解三⽚罐系列知识——三⽚罐的结构三⽚罐由罐⾝、罐底和罐盖三部分组成。
罐⾝的上缘和下缘分别为罐盖与罐⾝、罐⾝与罐底的结合部,为使罐⾝上缘与⼀定规格的罐盖相封合,可设计成缩⼝结构。
(1)罐⾝1)罐⾝接缝。
罐⾝接缝是罐⾝成型后罐⾝板两端的焊(粘)接接缝,共有 4 种接缝形式, 2)滚筋。
当罐⾝直径和⾼度较⼤时,为防⽌罐⾝发⽣内凹和外凸,可在其圆周⽅向滚压环筋。
3)翻边。
罐⾝上、下边缘向外适当翻出,以便和罐盖或罐底进⾏卷边密封,罐⾝两端被翻出的部分即翻边。
(2)罐底和罐盖1)膨胀圈。
作⽤是能避免罐⾝因温度变化⽽引起的永久变形,提⾼罐盖(底)的⼒学强度,能使罐的卷边结构免遭破坏,保护封⼝结构的密封性能,便于识别变质⾷品。
2)圆边。
是罐盖(底)边缘向内弯曲形成的边钩,以便于罐⾝的翻边作卷边密封。
罐盖和罐底的不同之处在于罐盖具有较深的埋头度,以便固定罐钥匙。
(3)易开结构20 世纪 50 年代,美国⼈发明了易开盖。
它的盖上有⼀梨形刻痕,当拉环拉起时,由铆钉带动,沿压痕撕离罐盖的⼀⼩部分成梨形孔⼝,内装液可由此孔吸出或倒出。
由于易开盖使⽤⽅便,因⽽受到消费者的欢迎。
易开盖按结构可分为:拉环式、留⽚式和全开式易开盖,如下图所⽰。
拉环式和留⽚式易开盖主要⽤于饮料、啤酒罐,⽽全开式易开盖主要⽤于固体和粘稠⾷品的罐(如⼋宝粥等)。
这三种易开盖的拉开⽅式也不同,拉环式和全开式在拉开时把拉环和压痕⽚整个撕离,这容易造成环境污染,在某些场所(如游泳沙滩)还可能造成伤害;留⽚式的压痕⽚在开⼝后留在罐上,没有环境污染问题。
(4)⼆重卷边结构⼆重卷边是⽬前⼴泛采⽤的⾦属罐罐⾝与罐盖(底)的封⼝⽅法,不仅适宜制罐、装罐和封罐的⾼速度、⼤批量、⾃动化⽣产,⽽且也容易保证⾦属罐的⽓密性。
①⼆重卷边的内部结构。
包括⾝钩、盖钩、叠接长度、叠接率、盖钩空隙和⾝钩空隙。
②⼆重卷边的外部结构。
金属容器-三片罐

2 三片罐分类及应用
按形状 按材料
按边缝搭接技术
★自主学习指导案例分析★
第二章
中空吹塑成型容器 概 述
第四篇
第二节 三片罐的结构设计与制造(加多宝案例)
1 三片罐及其应用
2 三片罐分类及应用
直身罐 缩颈罐
★自主学习指导案例分析★
第二章
中空吹塑成型容器 概 述
第四篇
第二节 三片罐的结构设计与制造(加多宝案例)
1 三片罐及其应用
3 三片罐基本结构特征
1、顶片 2、身片 3、底片
★自主学习指导案例分析★
第二章
中空吹塑成型容器 概 述
第四篇
第二节 三片罐的结构设计与制造(加多宝案例)
1 三片罐及其应用
4 三片罐优缺点
优点
缺点
因二片罐设备投资较大,约 为三片罐的8倍,对材料的 要求较高,以及受模具等因 素的限制,规格品种少,互 换性差,难以适应罐型多品 种、多样化的要求。 三片罐具有刚性好,能生产 各种形状的罐,材料利用率 较高,容易变换尺寸,生产 工艺成熟,包装产品种类多 的特点。
包装容器结构设计
武汉轻工大学|机械工程学院|包装工程
第
4
篇
金属包装容器
结构设计与制造
武汉轻工大学|机械工程学院|包装工程
第一章 概 述
1
金属容器类型及其结构特性 金属容器基本制造工艺1 金属容器基本制造工艺2
冷冲压技术
2
3
焊接技术 粘接技术
第二章 金属罐的结构 设计与制造
1
二片罐 三片罐
折叠纸盒工艺流程 主要加工工序 冷冲压技术
第二节
三片罐的结构设计与制造()
三片罐 工艺流程
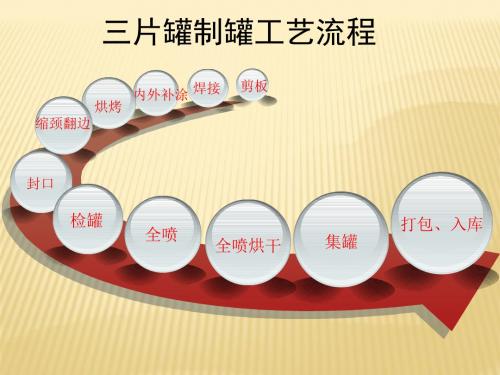
内外补涂 焊接 烘烤 缩颈翻边
剪板
封口
检罐
全喷 全喷烘干
集罐
打包、入库
制罐工艺流程
用电流通过存在于焊接电路的电阻, 使恒定的金属熔融,并与此同时施加压力产生热效
应的原理。根据焦耳定律其热量为: Q=∫0±KI2R*△t
式中:K——系数0.24,I2R——电的热效应,△t——瞬时 时间变化
制罐工艺流程
内、外补涂 补涂烘干固化
制罐工艺流程
缩颈、翻边、滚筋
制罐工艺流程
封口
制罐工艺流程
检罐
制罐工艺流程
全喷涂
制罐工艺流程
全喷烘干固化
制罐工艺流程
集罐
打包、缠膜
底盖生产工艺流程
裁剪
冲盖
打包入库
圆边 集盖
注胶 烘干
制盖工艺流程
裁剪
制盖工艺流程
冲盖
制盖工艺流程
圆边:用于圆盖在冲压后进行圆边,将垂直的 盖边通过圆边模具的滚压作用向盖面中心弯曲 达到规定的形状。
注胶
制盖工艺流程
烘干:盖子经注胶后需经烘干机中通 过热风加热,使胶液硫化烘干。
易开盖三片罐工艺与质量控制

2.1 剪切
剪切工艺要求及其检验要求
a) 罐身毛片的长度和宽度
b) 罐身毛片的直角度
直角度测量仪、对角线法
c) 检验留空和印刷的位置偏差
d) 检验毛片的毛刺
e) 检验毛片涂料面和印刷面的擦伤
中第粮8包页装
2.2 焊接
• 1焊机简介
➢目前我公司用生产王老吉一共有18条生产线,焊机型号分 别有三种,意大利雪弗莱尼,瑞士Soudronic(苏德罗尼克), 瑞士FEAL,最快可达800罐/分钟。
中第粮1包4页装
焊接三要素
2.2 焊接
中第粮1包5页装
2.2 焊接
3.焊接三要素(电流)
• 1.电流大易引起飞溅 • 2.电流小易产生假焊 • 3生产过程中需根据实际情况作相应调整。
中第粮1包6页装
2.2 焊接
3.焊接三要素(压力)
• 1.使两张薄板紧密接触压实熔合。 • 2.压力小容易产生毛刺飞溅 • 3其他条件不变时,随着焊接力提高,焊接
上料机构
吸片系统
2.1 剪切
对正校准
二次剪切
条料同步
一次剪切
自动送料
中第粮4包页装
2.1 剪切
剪切是三片罐制造的首个工序,其目的是完成对预制多模的印涂板料按 规定的尺寸要求分切成各独立的单模小片,以满足下个电阻焊接工序生产的 需要。
中第粮5包页装
自动送料机
2.1 剪切
中第粮6包页装
2.1 剪切 技术要求 • 直角度:±0.05mm; • 剪切毛刺:≤0.15倍铁皮厚度; • 长宽公差:长度公差:±0.05mm,宽度公差: ±0.1mm; • 切口应平整无缺口;严格控制铁皮内外面擦伤; • 堆放时印刷面朝上,图文方向一致。
易开盖三片罐工艺与质量控制
6.检验要求
2.2 焊接
焊接质量的检验
1)外观检查:焊点清晰、间距合适、颜色均匀 无毛刺、穿孔、冷焊、漏焊;迭接无错角 2)焊缝前后搭接量的测量 3)焊缝强度的试验
中第粮2包1页装
2.2 焊接
7.焊接工序出现的不良品缺陷因素
• 1.冷焊 • 2.裂口 • 3.焊缝沙眼 • 4.焊缝长短角过大超标 • 5.焊缝氮气保护不良发黑 • 6.留空带料焊缝过烧产生的大毛刺或击穿 • 7.露铁性拉丝
中第粮4包6页装
2.3内外补涂
7.2粉末涂料补涂工艺
另外,粉末涂料工艺,在应用得过程中,对空气的污染 很少。以及粉末涂料在应用过程中,罐之间的涂料几乎可以 达到完全回收再次使用,浪费较少。所以为了达到完美的焊 缝保护,粉末涂料补涂工艺,在近几年来被越来越多的中国
厂家应用。
焊接飞溅被粉末涂料盖住
中第粮4包7页装
中第粮1包4页装
焊接三要素
2.2 焊接
中第粮1包5页装
2.2 焊接
3.焊接三要素(电流)
• 1.电流大易引起飞溅 • 2.电流小易产生假焊 • 3生产过程中需根据实际情况作相应调整。
中第粮1包6页装
2.2 焊接
3.焊接三要素(压力)
• 1.使两张薄板紧密接触压实熔合。 • 2.压力小容易产生毛刺飞溅 • 3其他条件不变时,随着焊接力提高,焊接
显毛刺; • 4、端部拖尾及错位和不大于0.35mm,内外焊缝
无明显发黑现象; • 5、正反拉焊线无焊接
5.焊接工艺
>>主要工艺要求
1.焊缝平整光滑. 2.不得有冷焊孔洞. 3.焊缝内外侧无明显飞溅点. 4.焊缝端部拖尾错位之和不大于0.35mm 5.焊线氮气保护良好,无发黑 6.罐身内外壁不得露铁划伤
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T-5
T-6
二 DR-8
次 冷
DR-9
轧 DR-9M
铁 DR-10
硬度目标值
49±3 53±3 55±3 57±3 61±3 65±3 70±3 73±3 76±3 77±3 80±3
特性
软、延伸性良好 中等冲压、强韧性 T2的冲压T3的强韧性 一般加工性能 强韧性,硬度增加 大型罐内压大的容器 强度非常大 韧性强 韧性热很强 高强度 高强度
St S M
类别
特征
光亮表面 在具有磨石花纹的光滑表面的原板上镀锡,然后进
行锡层软熔处理得到的有光表面。
石纹表面 银色表面 无光表面
在具有一定方向的磨石花纹表面的原板上镀锡,然 后进行锡层软熔处理得到的有光表面。 在粗糙无光表面的原板上镀锡,然后进行锡层软熔 处理得到的有光表面。 在无光表面的原板上镀锡,但不进行锡层软熔处理 得到的无光表面。
.
16
镀锡量: 用g/m2表示,常用的锡量表如下
牌号 #10 #25 #50 #75 #100 #25/10 #100/50
镀锡量 1.1/1.1 2.8/2.8 5.6/5.6 8.4/8.4 11.2/11.2 2.8/1.1 11.2/5.6
.
( g/m2 )
最小镀锡量 0.9/0.9 2.5/2.5 5.2/5.2 7.8/7.8
D类钢 L类钢
MR钢
光亮表面
按表面 状况分
石纹表面 银色表面
无光表面
D L
MR B
St S
M
.
按镀锡 量分
按退火 方式
按钝化 方式
等厚镀锡 E1E2 E3 E4
差厚镀锡 D1D2D3D4D5D 6
连续退火
BA
箱式退火
CA
低铬钝化
L
化学钝化
H
阴极电化
Y
学钝化
12
马口铁的分类和表示方法
分类方法 类别 符号
.
9
制罐原材料特性
制罐材料
主料:
马口铁、底 盖、易拉盖、 涂料
辅料: 铜线、氮气、
液化气、栈板、 纸板、打包带、 缠绕膜等。
.
10
三片罐工艺介绍
马口铁的五层结构
钢基层
锡铁合金层
油膜
锡层
钝化层
油膜层
钝化膜
锡层
锡铁合金层
钢基板
.
11
马口铁的分类和表示方法
分类方法 类别
符号
分类方法 类别
符号
按钢基 不同分
10.1/10.1 2.5/0.9 10.1/5.2
17
按退火方式有:
箱型退火BA:冷轧钢带以紧卷的形式在保护气 氛中周期性性退火;加工型和可塑性更好。
连续退火CA :冷轧钢带以展开的形式在保护气 氛中连续性退火;效率高,适合工业化生产。
.
18
调质度
T-1
一 T-2 次 冷 T-2.5 轧 T-3 铁 T-4
材料
生产工艺
前景
三片罐: 150多年 两片罐: 30多年
三片罐: 马口铁为主 两片罐: 多为铝合金
三片罐: 焊接成型 两片罐: 冲压成型
三片罐 逐步向 两片罐转化
.
4
罐体的分类
按罐型分: 缩颈罐 竖圆罐
按结构分: 封易开盖罐 封底盖罐
按内容物分 :饮料罐 食品罐
.
5
易开盖的种类
拉环式 RPT 易开盖按结构分: 留片式 SOT(环保式、下压式)
三片罐基础知识与生产工艺
.
1
培训内容
1 2 3 4
三片罐基础知识 制罐原材料特性 制罐工艺流程及要点 常见质量缺陷
Байду номын сангаас
.
2
基三础片知罐识——由罐身、底盖和顶盖连接而成的金属
涂料罐。 两片罐——由机械冲拔作用形成的罐身和底盖连在
一起的,整个由罐身和顶盖两部分组成的包装罐。
.
3
三片罐和两片罐的区别
历史
用途
深冲罐 小型方罐、椭圆罐 小型罐身、方罐 一般空罐、罐盖 度大的罐身、底盖 大型罐内压大容器 啤酒罐碳酸饮料罐 小直径罐 大直径罐 啤酒碳酸饮料底盖 啤酒碳酸饮料盖身
.
19
按钝化方式
可分为:
低铬钝化 化学钝化 阴极电化学钝
代号有100 、 300、311、314、411。数字越大,表面含 量越高。
.
21
按表面质量分
镀锡薄钢板的表面质量分为两级: I级镀锡板first grade tinplate
经过在线检查的电镀锡板,在正常贮存条件下适合在整张钢 板表面上进行常规的涂漆和印刷,不得有下列缺陷: a)穿透钢板厚度的针孔; b)厚度超出标准规定的偏差; c)对使用有影响的伤痕、凹坑、折皱、锈迹等表面缺陷; d)对使用有影响的形状缺陷; II级镀锡板second grade tinplate 表面质量低于I级镀锡板,允许有夹杂、折皱、刮伤、油迹、 压痕、毛刺、烧点等小面积较明显的表面缺陷或形状缺陷, 不保证整张钢板都能进行常规的涂漆和印刷。
.
20
按涂油量
含油量的表示方法是:Q表示轻涂,含油量低;Z表 示重涂,即高含油量。
为防止镀锡钢板在存放过程中生锈、运输过程中互 相摩擦和便于铁皮分开,马口铁表面涂有一层棉籽 油或癸二酸二辛酯。
通常油膜量控制在2-4mg/m2,对于贮存期长的马 口铁,可以控制油膜量在6 mg/m2,油层太厚会直 接影响涂料牢固度和附着力。
.
14
马口铁基材的类型:
按钢基不同分为:
D类钢:超深的耐冲时效,能使垂直于弯 曲方向的折痕和拉伸变形现象降至低;
L类钢:超高的耐蚀性,非金属杂质及残 余金属含量低;
MR钢:绝大多数食品包装用钢,非金属 杂质与钢近似,Cu,Ni,Cr,Mo等残余金属 元素含量限制不严;
.
15
按表面状况分:
代号 B
206——易开盖规格代号 211——罐身标称直径规格代号 209——底盖规格代号 309——罐高规格代号
.
8
常见罐型规格代号
250ml饮料罐691#:206/211/209*309 250ml饮料罐5133#:200/202/200*504 70g番茄酱罐539#:202/202/202*109 850g番茄酱罐9116#:401/401/401*409 2200g番茄酱罐15120#603/603/603*412
分类方法 类别
符号
按涂油量分 轻涂油 Q 重涂油 Z
按表面质 Ⅰ级镀锡板 Ⅰ
量分
Ⅱ级镀锡板 Ⅱ
.
13
马 马口口铁铁的的分分类和类表和示方表法示举例方:法
代号:C-GB/T 2520-T620+SE-D8.4/5.60.18×750-MR-CA
含义:按标准2520生产的二次冷轧镀锡板卷, 钢级T620+SE,MR类,连续退火,镀锡量一面 为8.4g/㎡,另一面为5.6 g/㎡,厚度为0.18mm, 宽度750mm
全开式 FOE
留片式 (环保式)
拉环式
全开式
.
6
镀锡薄钢板 镀铬薄钢板
铝合金
.
制罐常用的 金属材料
7
三片罐规格代号示例
型号 202# 211# 300# 307# 401# 404# 603# 尺寸mm 52.30 65.30 72.90 83.30 98.90 105.2 153.3
691# 饮料罐规格代号: 206/211/209×309