sw冲压模具设计第一讲
第1章冲压模具设计与制造PPT演示文稿

2021/3/10
16
第1章 冷冲压概论
1.2常见冲压设备及工作原理
1.2.1 机械(曲柄) 压力机
1.机械(曲柄)压力机 的基本组成
(1)机身
机身11是压力机
的骨架,承受全部冲
压力,并将压力机所
有的零部件联结起来,
保证全机所要求的精
1—电动机;2—皮带;3—飞轮;4—离合器;5—曲轴;6—连杆;7—滑块;
度、强度和刚度。
8—工作台垫板;9—工作台;10—制动器;11—机身;12—机座
2021/3/10
17
第1章 冷冲压概论
1.2常见冲压设备及工作原理
1.2.1机械(曲柄)压 力机
1.机械(曲柄)压力机 的基本组成(续)
(2)工作机构 即为 曲柄连杆机构。由曲 轴5、连杆6、滑块7 等组成。
2021/3/10
难点
无。
2021/3/10
2
第1章 冷冲压概论
1.1冷冲压加工概述
冲压是利用模具在冲压设备上对板料施加压 力(或拉力),使其产生分离或变形,从而获得一 定形状、尺寸和性能的制件的加工方法,这类模 具统称为冲模。
冲压加工的对象一般为金属板料(或带料)、 薄壁管、薄型材等,板厚方向的变形一般不侧重 考虑,因此也称为板料冲压,且通常是在室温状 态下进行,故也称为冷冲压。
用模具使材料弯曲 成一定形状
卷圆
将板料端部卷圆
扭曲
2021/3/10
将平板毛坯的一部 分相对于另一部分 扭转一个角度
9
第1章 冷冲压概论
1.1冷冲压加工概述
1.1.2成形工序(续)
工序名称 工序简图
拉深
SolidWorks模具设计教程

SolidWorks 模具设计1。
拔模分析为了创建可以实现注塑的模具, 塑料产品必须被设计和拔模正确才能从围绕在周围的模具中顶出。
要对模型产品进行拔模分析,使用拔模分析命令有助于发现拔模和设计的错误。
对前视面进行向上拔模分析。
来看看各分析面的含义: 跨立面:是横跨分型线的面。
用户必须把跨立面分割成两块以分开模具的表面。
跨立面可以通过跨立面命令手工处理或者通过单击分型线命令中的分割面选项自动完成。
正陡面:这些表面中包含部分拔模量不够的区域。
如果整个面的拔模量都不够,它将被归类为【需要拔模】。
这些面能在模具中的正侧找到. 负陡面:这些表面包含部分拔模量不够的区域.这些面能在模具中的负侧找到.2. 调整收缩率模具上产品型腔部分的加工要略微比从模具中生产出来的塑料件大些。
这样做是为了补偿高温的被顶出的塑料件冷却后的收缩率。
在通过塑料产品创建模具之前,模具设计者需要放大塑料产品来解决收缩率.不同的材料,收缩率也是不同的,SolidWorks 用比例缩放命令在解决这个问题.这个零件我们以ABS 材料来做,5%的收缩率。
3. 确定分型线分型线是注塑类塑料产品中型腔与型心曲面中相互接触的边界.分型线是那些用来分割型心和型腔曲面的边界。
它们也构成了分型面的内部边界。
型腔面(正拔模)是绿色的,型心面(负拔模)是红色的。
任何一条被红色和绿色面共用的边都是分型线边界。
当拔模分析完成后,所有的被绿色和红色边共用的边被自动选中并被添加到分型线列表中。
单击确定。
手动添加分型线:在这个例子中,当分型线命令运行时,分型线边被自动的选中。
因为这是一个简单的分型线边界,这些边界被自动添加到位于分型线PropertyManager 的边线列表中。
有时分型线可能会更复杂以致于软件无法自动搜索到分型线。
当这种情况发生时,使用位于边线列表框下方的边线选择按钮去选择分型线。
4. 关闭孔和开口在分型线建立后,下一步是决定塑料产品上哪些开放的成型区域需要关闭曲面. 一个开放的成型区域或者是一个孔或者是一个开口,在注塑产品上就是模具型心型腔完全吻合形成的孔。
冲压模具基础知识讲义一
DE 下模板 材質﹕SLD(D2)熱處理 HRC58~60
LB 下墊板 材質﹕YK30 熱處理 HRC48~52
L20P05/0下921模座 B2 下墊塊 B1 下托板 材質: SS41 copy right from Lemon.xu by liguo.shi
19
5.1沖孔模
2005/0921
copy right from Lemon.xu by liguo.shi
定位凸點 以刺 破的方式成形 需脫料 凸點的 高度一般為T0.2
7
成形工序: 凸包與打橋
2005/0921
有工藝孔之 打橋式 先沖 工藝孔再成 形橋式 沖頭 仿形 入塊可 做平的
無工藝孔之 打橋式 用刺 破形式成形 需加脫料
凸包成形 凸包較高較 大時需整形 打凸時沖 頭仿形即可 整形時凸 包四周需做壓筋
U2 上墊塊 材質﹕SS41
EJ 擊出板 材質﹕S50C 熱處理 HRC45~48
UP 上模座 材質﹕SS41
UB 上墊板 材質﹕YK30 熱處理 HRC48~52
PH 上夾板 材質﹕SS41 用來夾持沖頭零件等
PP 止擋板 材質﹕YK30 熱處理 HRC48~52
PS 脫料板 材質﹕SLD(D2)熱處理 HRC58~60
圓形凸包
copy right from Lemon.xu by liguo.shi
8
成形工序: 反折拍平
2005/0921
拍平后兩片料貼在 一起 若反折邊較短 可直接用壓平式成 形 若反折邊較長 則 需用側推形式成形
反折邊較短 一般指不超過 4mm 用壓平
反折邊較長 或 整條大邊反折 用側推成形
copy right from Lemon.xu by liguo.shi
冲压模具课程设计讲课课件

6、凹模设计计算(画出凹模示意图,并标注尺寸) 7、凸模设计计算(画出凸模示意图,并标注尺寸)
第6页,本讲稿共12页
(三)标准件的选择 1、模架的选择 2、联接螺钉和销钉的选用
3、弹性元件的选用
对于其他非标准件不再要求计算,直接从指导书上选用常用 的即可。
第7页,本讲稿共12页
(四)装配图的绘制(A2图纸)
冲压模具课程设计讲课课件
第1页,本讲稿共12页
一、设计任务
根据任务书要求,设计一套圆垫片复合冲裁模具
a
b
任务量:
1. 编写设计说明书1份 2.设计图 1)模具总装配图1张(A2);
2)绘制该模具的凸模、凹模、凸凹模零件图各一张(A4)。
第2页,本讲稿共12页
二、时间安排 11.1-11.15
最晚上交时间11.21
第3页,本讲稿共12页
三、设计说明书要求
1.说明书应包括的内容
➢目录 ➢序言
➢设计过程 ➢设计总结
➢参考文献
第4页,本讲稿共12页
2.冲裁模设计过程
(一)确定冲压工艺方案和模具结构形式
1、冲裁件的工艺性分析
冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。应从冲裁件的结构 形状、尺寸大小、精度等级、材料和厚度等是否符合冲裁的工艺要求分 析。
2、冲裁工艺方案的确定 1)冲裁工序的组合 2)冲裁顺序的安排
3、确定模具类型及结构形式 1)毛坯定位方式 2)导料方式 3)出件方式 4)模架及导向方式
5)卸料方式
第5页,本讲稿共12页
(二)工艺计算 1、排样及材料利用率计算(画出排样图)
2、冲裁模刃口尺寸计算(画出刃口示意图,并标注尺寸)
3、计算冲压力 4、确定冲裁模压力中心
冲压模具与设计教案课件.

一个步距内的材料利用率
A 100 % BS
2018/10/6
26
一、材料的合理利用(续)
1.材料利用率(续)
一张板料(或带料、条料)上总的材料利用率
总
总
nA1 100 % LB
2018/10/6
27
一、材料的合理利用(续)
1.材料利用率(续) 板料的裁剪方法:
2018பைடு நூலகம்10/6
、
式中dT、dA—冲孔凸、凹模直径(mm); dmin—冲孔件最小极限尺寸。
2018/10/6
13
凸、凹模分开加工的特点
• 凸、凹模分开加工可使凸、凹模自身具 有互换性,便于模具成批制造。 • 需要较高的公差等级才能保证合理间隙, 模具制造困难,加工成本高。
2018/10/6
14
2.凸模和凹模配合加工
2018/10/6 10
2018/10/6
11
2018/10/6
12
(2)冲孔模:设冲孔尺寸为 。 先确定凸模尺寸,使凸模标称尺寸接近或等于工件孔 的最大极限尺寸,再增大凹模尺寸以保证最小合理间 隙。模具偏差“入体”标注,计算公式如下: dT=(dmin+x△)0-δT
dA=(dT+Zmin)0+δA=(dmin+x△+Zmin)0+δA
2018/10/6 4
• 3 选择刃口制造公差时,要考虑工件精度与模 具精度的关系,既要保证工件的精度要求,又 要保证有合理的间隙值。 工件尺寸公差应按“入体”原则标注为单向公 差。
入体:标注工件尺寸公差时应向材料实体方向单向标注, 即:落料件正公差为零,只标注负公差;冲孔件负公 差为零,只标注正公差。
【材料课件】冲压模具设计与制造(1-3)

五、冲压材料及其冲压成形性能(续)
2.冲压成形性能的试验方法 间接试验和直接试验
3.板料的机械性能与冲压成形性能的关系
板料的强度指标越高,产生相同变形量的力就越大; 塑性指标越高,成形时所能承受的极限变形量就越大; 刚度指标越高, 成形时抵抗失稳起皱的能力就越大。
不同冲压工序对板料的机械性能的具体要求有所不同。
弱区先变形,变形区为弱区
第一章 冷冲压模具设计与制造基础
第三节 冲压变形理论基础
四、金属塑性变形的一些基本规律(续)
4.最小阻力定律(续)
控制变形的趋向性: 开流 和 限流
措施:
(1)材料本身的特性 (2)板料的应力状态
冲压工序的性质 工艺参数
模具结构参数(如凸模、凹模工作 部分的圆角半径,摩擦和间隙等。
类似有应变状态的概念。一般认为金属材料在塑性变形时体积 不变, 因此主应变状态图只有三种。
第一章 冷冲压模具设计与制造基础
第三节 冲压变形理论基础
三、塑性力学基础(续)
2.金属的屈服条件 屈服——塑性状态,主要取决于两方面的因素:
(1)在一定的变形条件(变形温度和变形速度)下材料的物理
机械性质——转变的根据; (2)材料所处的应力状态——转变的条件。
单向应力状态: σ=σS 一般应力状态:σ1-σ3=βσS
第一章 冷冲压模具设计与制造基础
第三节 冲压变形理论基础
三、塑性力学基础(续)
3.金属塑性变形时的应力应变关系
弹性变形阶段:应力与应变之间的关系是线性的、可逆的, 与加载历史无关;
塑性变形阶段:应力与应变之间的关系则是非线性的、 不可逆的,与加载历史有关。
硬化曲线
第一章 冷冲压模具设计与制造基础
冲压模具设计——第一章PPT课件
第二节 冷冲压设备
1
第一章 冲压加工概述与冲压设备
第一节 冲压加工概述 一、概念
• (冷)冲压——指在室温下,利用安装
在压力机上的模具对材料施加压力,使
其产生分离或塑性变形,从而获得所需
零件的一种压力加工方法。
加工对象:主要金属板材 加工依据:板材冲压成形性能(主要是塑性) 加工设备:主要是压力机 加工工艺装备:冲压模具
21
第一章 冲压加工概述与冲压设备
压力机技术规格 • (1)标称/公称压力:
• (2)滑块行程长度:成形拉深件和弯曲件应使滑 块行程长度大于制件高度的2.5~3.0倍。
• (3)行程次数
• (4)工作台面尺寸 长、宽尺寸应大于模具下模座尺寸,每边留出
60~100mm(50~70mm)。
22
第一章 冲压加工概述与冲压设备
“一模一样”的关系。冲模没有通用性。
冲模是冲压生产必不可少的工艺装备。它决定
着产品的质量、效益和新产品的开发能力。
冲模的功能和作用、冲模设计与制造方法和手
段,决定了冲模是技术密集、高附加值型产品。
4
第一章 冲压加工概述与冲压设备
冲 压 生 产 场 景
5
第一章 冲压加工概述与冲压设备
• 典型冲压模具
三、冲压工序分类
• 分离工序——是指坯料在冲压力作用下,变形部分 的应力达到强度极限σb以后,使坯料发生断裂而产 生分离。
• 分离工序主要有剪裁和冲裁等。
• 成形(变形)工序——是指坯料在冲压力作用下,
变形部分的应力达到屈服极限σs,但未达到强度极 限σb,使坯料产生塑性变形,成为具有一定形状、
尺寸与精度制件的加工工序。 • 成形工序主要有弯曲、拉深、翻边、旋压等。
冲压模具设计与制造(1-5)

第一章 冲压模具设计与制造基础
成型磨(续)
成型磨削的工艺要点:
① 一般应先磨基准面,并优先磨削与基准面有关的平面。 ② 精度要求高的平面先磨削,精度要求低的平面后磨削。 ③ 大平面先磨削,小平面后磨削。 ④ 平行于直角的面先磨削,斜面后磨削。 ⑤ 与凸圆弧相接的平面与斜面先磨削,圆弧面后磨削。 ⑥ 与凹圆弧相接的平面与斜面,先磨削凹圆弧面,后磨削 平面与斜面。
第一章 冲压模具设计与制造基础
第五节 模具加工方法与工艺规程编制
一、模具制造特点
冲模是专用的工艺装备,冲模制造属于单件生产。 制造特点:
1.形状复杂,加工精度高; 2.模具材料性能优异,硬度高,加工难度大; 3.模具生产批量小,大多具有单件生产的特点,应多采用 少工序、多工步的加工方案,即工序集中的方案;不用或 少用专用工具加工 ; 4.模具制造完成后均需调整和试模。
第五节 模具加工方法与工艺规程编制
二、模具零件加工方法(续)
(三)模具零件的电加工
电火花机床(EDM machine tool)加工、
(Electron Discharge Machining )
电火花线切割(WEDM)加工
1.电火花加工
在一定的介质中,通过工具电极和工件电极之间脉冲放 电的电腐蚀作用,对工件进行加工的一种工艺方法,它是不 断放电蚀除金属的过程。
①合理选择模具材料;
②合理安排电火花线切割工艺。
根据走丝速度线切割加工有快丝和慢丝之分。
第一章 冲压模具设计与制造基础
第五节 模具加工方法与工艺规程编制
三、模具零件加工工艺规程的编制
技术上要先进、经济上要合理
由于模具零件的加工多属于单件生产,一般都制定以工序为 单位,简单明了的工艺规程。
冲压模具设计1-优质课件
②结构零件:不直接参与完成工艺过程,也不和坯料有直接接触,
只对模具完成工艺过程起保证作用,或对模具功能起完善作用。 主要包括:
导向零件(guide component):保证运动导向和确定上、
下模相对位置的零件。主要形式有:
导柱(guide pillar):与导套配合,保证运动导向和确定上、 下模相对位置的圆柱形零件。
1.2.2 冲模的分类与结构构成
(1)根据工艺性质分类: 冲裁模(blanking die):分离工序冲模的统称。
弯曲模(bending die):将制件弯曲成一定角度和形状的冲模。
拉深模(drawing die):把制件拉压成空心体,或进一步改变 空心体形状和尺寸的冲模。
成形模(forming die ):使材料产生局部塑性变形,按凸、凹 模形状直接复制成形的冲模。是除弯曲、拉深工序外其他成 形工序所用冲模的统称。
2012/2013学年第1学期
第1章 冲压加工概述
1.1基本概念
冲压: 室温下 压力机 模具 材料 分离或塑性变形。
冲压模具:在冲压加工中,将材料加工成零件(或半成品)
的一种特殊工艺装备(俗称冲模)。
1.2 冲压工序及冲模的分类与结构构成
1.2.1 冲压工序 根据材料在冲压加工过程中的变形特点分为:
凸模(punch):外轮廓与成形制件内表面一致的工作零件。 凹模(matrix):内轮廓与成形制件外表面一致的工作零件。 凸凹模(punch-matrix):同时具有凸模和凹模作用的工作零件。
定位零件(locating component):用于确定被冲压材料在模具中的
相对正确位置。主要形式有:
定位板(locating plate):确定板料或制件正确位置的板状零件。
冲压模具设计与制造(1)

冲压工艺设计是冲模设计的基础和依据;
冲模设计的目的是保证实现冲压工艺; 冲模制造则是模具设计过程的延续,目的是使设 计图样,通过原材料的加工和装配,转变为具有 使用功能和使用价值的模具实体。
可整理ppt
3
第八章 冷冲压模具设计与制造实例
第一节 概述
一、Байду номын сангаас压工艺设计
冲压工艺设计是针对具体的冲压零件,首先从其生产批量、 形状结构、尺寸精度、材料等方面入手,进行冲压工艺性审查, 必要时提出修改意见;然后根据具体的生产条件,并综合分析 研究各方面的影响因素,制定出技术经济性好的冲压工艺方案。 其设计流程如图8.1.1所示 包括冲压件的工艺分析和冲压工艺方案制定两大方面的内容。
(4)工作零件刃口尺寸计算
因工作零件的形状相对较简单,适宜采用线切割机床分别 加工落料凸模、凹模、凸模固定板以及卸料板,这种加工方法可
以保证这些零件各个孔的同轴度,使装配工作简化。 (5)卸料橡胶的设计
可整理ppt
13
第八章 冷冲压模具设计与制造实例
4.模具总体设计
(1)模具类型的选择
级进模
(2)定位方式的选择
零件名称:盖 生产批量:大批量 材料:镀锌铁皮 材料厚度:1mm
可整理ppt
20
第八章 冷冲压模具设计与制造实例
1.冲压件工艺性分析
冲压工序:落料、拉深; 材料:为镀锌铁皮,具有良好的拉深性能,适合拉深; 结构:简单对称; 精度:全部为自由公差,工件厚度变化也没有作要求,只是
凸模固定板的配合按H6/m5。 ②冲孔凸模 台阶式 ③凹模 整体凹模,各冲裁的凹模孔均采用线切割加工。
可整理ppt
15
冲压模具设计(1-3)
• 有对色优金质属碳:素铜结及构其合薄金钢、板铝及,其国合家金、原镁则合规金、定钛,合钢金等。 非板金旳属表材面料质:量纸可板分、胶为木Ⅰ板(、特塑别料高板、级纤旳维精板和整云表母面等。 ),Ⅱ(高级旳精整表面),Ⅲ(较高旳精整表面
成形质量
材料旳冲压性能好是指便于冲压加工,详细而言指: 成形极限高(成形过程中材料能到达旳最大变形程度,即抗破裂性好)
成形质量好(形状尺寸精度,厚度变化,表面质量以及成形后旳物理机械性能, 即贴模性、定形性好)
第一章 冲压工艺概述
直接反应,但需 专业设备或工装
第三节 冲压变形理论基础
五、冲压材料及其冲压成形性能(续) 以便,易行
例如: 室温下奥氏体不锈钢旳塑性很好,能经受很大旳
变形而不破坏,但它旳变形抗力却非常大;
过热和过烧旳金属与合金,其塑性很小,甚至完 全失去塑性变形旳能力,而变形抗力也很小;
室温下旳铅,塑性很高而变形抗力又小。
变形抗力:
使金属产生塑性变形旳力为变形力,金属抵 抗变形旳力称为变形抗力。
塑性与变形抗力是两个不同旳概念:
第一章 冲压工艺概述
第三节 冲压变形理论基础
三、塑性力学基础(续)
3.金属塑性变形时旳应力应变关系(续) 几点讨论结论
(1)应力分量与应变分量符号不一定一致, 即拉应力不一定 相应拉应变,压应力不一定相应压应变;举例。 (2)某方向应力为零其应变不一定为零; (3)在任何一种应力状态下,应力分量旳大小与应变分量旳 大小顺序是相相应旳,即б1>б2>б3,则有ε1>ε2>ε3。 (4)若有两个应力分量相等, 则相应旳应变分量也相等,即 若б1=б2,则有ε1=ε2。
冲压模具设计PPT课件
3、连续冲压工序
定义:在冲床的几次行程中,在一副模具的不 同位置上同时完成两道或两道以上的冲压工序 。
连续冲压生产效率高,操作比较安全。但是, 模具结构复杂,成本较高,加工精度不如复合 冲压高,对工件的尺寸、原材料规格及性能的 限制较为严格。
主要用于生产批量较大、精度要求不太高的小 型工件的冲压加工。
七、冲压技术的发展趋势
随着新技术、新工艺、新设备、新材料的不断 涌现,冲压技术不断得到革新和发展。
1、冲压朝着CAD/CAM/CAE方向发展。 2、冲压模具朝着研制新型高效模具、采用新
型模具材料和热处理新工艺方向发展。 3、冲压设备朝着多工位、数控方向发展。 4、冲压生产朝着多品种、小批量、高质量方
B、冲压模具设计
冲压模具设计是根据已有的冲压工艺文件,在 认真考虑工件的定位、卸料、模具的制造维修 、操作安全性等因素后,构思出与现有生产条 件相适应的冲压模具总体结构,最后绘制出模 具装配图和模具零件图。
C、两者的关系
在冲压设计过程中,尽管冲压工艺设计和冲压 模具设计的工作性质不同,但两者之间却存在 着相互渗透、相互补充、相互依存的关系。在 实际设计工作中,无论是进行冲压工艺设计还 是冲压模具设计,都必须同时具备冲压工艺设 计和冲压模具设计两方面的设计理论和实践技 能。
寸稳定,互换性好。 3、材料利用率高。 4、生产成本低。
三、冲压加工的特点
B、缺点 1、模具制造成本较高、周期较长。 2、冲压加工过程中噪音大。 3、在单件小批生产中应用受到限制。
四、冲压设计的基本内容
冲压设计包括冲压工艺设计和冲压模具 设计两大内容。
A、冲压工艺设计
冲压工艺设计是针对给定的零件图,根据生产 批量的大小、现有的冲压设备、模具制造能力 以及工人技术水平等具体生产条件,从对零件 图的冲压工艺分析入手,经过必要的冲压工艺 计算,确定合理的冲压工艺方案,最后编写出 冲压工艺文件。
用Solidworks建模的冲压模具设计(含图片预览
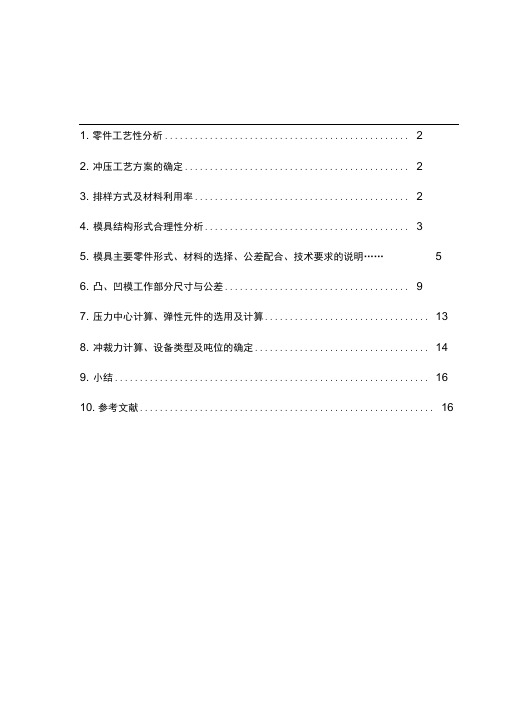
1. 零件工艺性分析 (2)2. 冲压工艺方案的确定 (2)3. 排样方式及材料利用率 (2)4. 模具结构形式合理性分析 (3)5. 模具主要零件形式、材料的选择、公差配合、技术要求的说明 (5)6. 凸、凹模工作部分尺寸与公差 (9)7. 压力中心计算、弹性元件的选用及计算 (13)8. 冲裁力计算、设备类型及吨位的确定 (14)9. 小结 (16)10. 参考文献 (16)1. 零件工艺性分析:该零件为连接片,材料较薄,主要用于零件之间的连接作用。
零件外 形轴对称,有圆弧段,系典型的板料冲裁件,材料为15钢,板厚1mm冲裁件孔与孔、或孔与边缘的间距 b 、bl ,符合b>1.5t ,b1>t 。
根据 设计图纸可知,采用典型的冲孔模和落料模工艺,来达到一定的精度要求。
根据要求,采用冲裁落料复合模的正装形式。
2. 冲压工艺方案的确定冲压性质:冲孔落料工序组合方式:采用冲孔落料模3.排样方式及材料利用率(2)复合模矩形薄凹模典型组合 :3]图1 — 79材料利用率为n = (d/A )x 100%=(8860.63/11386.32 ) X 100% =77.82 %4. 模具结构形式合理性分析(1)滑动导向模架结构型式[3]图2-73 a中间导柱的模架规格:单位:表1 — 286复合模矩形薄凹模典型组合尺寸:单位:mm 表1 — 304凹模周界L200件5 卸料板厚度1 16 B2006固定板厚度122 凸凹模长度 61号7 垫板厚度1 8配用模架闭 最小 2008螺钉6M12X 65合高度 H最大240和9 圆柱销件2 12 X 70S16410卸料螺钉612 X 55孔距S190名12螺钉6M12X 90S216413数2 12 X 90S390称14圆柱销212 X 601垫板厚度1 82固定板厚度1203空心垫板厚度件 数1 184凹模厚度118s I* •井——-k …曲• ©(3)合理性分析各板厚之和=8+20+18+18+16+22+8= 110各板厚之和+hl +h 2 +1 = 110+45+50+1= 206H MA= 240 H M IN= 200/. H MAX>206> H M IN即合理5. 模具主要零件形式、材料的选择、公差配合、技术要求的说明(1) 导柱和导套导柱和导套都加工方便,容易装配,是模具行业应用最广的导向装置。
用Solidworks建模的冲压模具设计(含图片预览

目录1.零件工艺性分析 (2)2.冲压工艺方案的确定 (2)3.排样方式及材料利用率 (2)4.模具结构形式合理性分析 (3)5.模具主要零件形式、材料的选择、公差配合、技术要求的说明 (5)6.凸、凹模工作部分尺寸与公差 (9)7.压力中心计算、弹性元件的选用及计算 (13)8.冲裁力计算、设备类型及吨位的确定 (14)9.小结 (16)10.参考文献 (16)1.零件工艺性分析:该零件为连接片,材料较薄,主要用于零件之间的连接作用。
零件外形轴对称,有圆弧段,系典型的板料冲裁件,材料为15钢,板厚1mm。
冲裁件孔与孔、或孔与边缘的间距b、b1,符合b>1.5t,b1>t。
根据设计图纸可知,采用典型的冲孔模和落料模工艺,来达到一定的精度要求。
根据要求,采用冲裁落料复合模的正装形式。
2.冲压工艺方案的确定冲压性质:冲孔落料工序组合方式:采用冲孔落料模。
3.排样方式及材料利用率材料利用率为η=(A0/A)×100%=(8860.63/11386.32)×100%=77.82%4.模具结构形式合理性分析(1)滑动导向模架结构型式[3]图2-73 a中间导柱的模架规格:单位:mm表1-286L B H MAX H MINh1h2200 200 240 200 45 50(2)复合模矩形薄凹模典型组合[3]图1-79复合模矩形薄凹模典型组合尺寸:单位:mm表1-304凹模周界L 200 件号和名称5 卸料板厚度件数1 16B 200 6 固定板厚度 1 22 凸凹模长度61 7 垫板厚度 1 8配用模架闭合高度H 最小200 8 螺钉 6 M12×65 最大240 9 圆柱销 2 12×70孔距S 164 10 卸料螺钉 6 12×55S1 90 12 螺钉 6 M12×90S2 164 13圆柱销212×90 S3 90 14 2 12×60 1 垫板厚度件数1 82 固定板厚度 1 203空心垫板厚度1 184 凹模厚度 1 18(3)合理性分析各板厚之和=8+20+18+18+16+22+8=110各板厚之和+h1+h2+1=110+45+50+1=206H MAX=240H MIN=200∴H MAX>206>H MIN 即合理5.模具主要零件形式、材料的选择、公差配合、技术要求的说明(1)导柱和导套导柱和导套都加工方便,容易装配,是模具行业应用最广的导向装置。
sw冲压模具设计第一讲
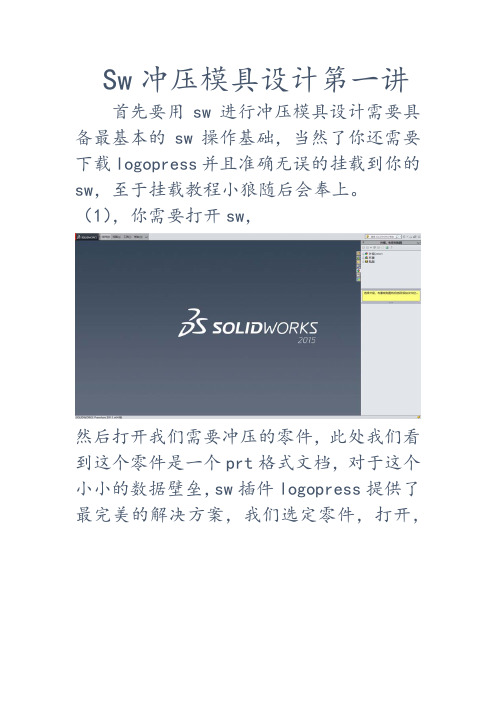
Sw冲压模具设计第一讲首先要用sw进行冲压模具设计需要具备最基本的sw操作基础,当然了你还需要下载logopress并且准确无误的挂载到你的sw,至于挂载教程小狼随后会奉上。
(1),你需要打开sw,然后打开我们需要冲压的零件,此处我们看到这个零件是一个prt格式文档,对于这个小小的数据壁垒,sw插件logopress提供了最完美的解决方案,我们选定零件,打开,在这里我们直接输入几何,不进行特征识别,因为在特征识别的过程中会产生一些不必要的错误,还浪费时间,并且对于设计没有任何益处,打开零件如下图,对其进行材质确定,这有助于我们后续力的计算以及强度刚度校核;打开零件如下图,对其进行材质确定,这有助于我们后续力的计算以及强度刚度校核;(2),点击logopress按钮,在主界面单击插入一个工位,结果如图所示,点击分布展开命令,选择图示的折弯,此处需要注意的是,系统默认靠近鼠标的那条线为折弯线,请注意选择方向,并根据材料性能选择合适的展开角度,此处小狼任性的选择45度,点击确定,一个折弯边展开45度结果如下图所示,选择另外一边按照相同的设置,唯一需要注意的是还是鼠标靠近折弯边的方向问题,生成结果如下,再添加一个工位特征,操作照旧,请各位参照前面的讲解,结果如下,剩下的45度再分别展开,并增加工位特征,下面操作照旧,只是展开角度为-45,请注意角度以免展开失败,计算机会经过短暂的计算生成结果如下;(3),在主面板选择插入—面—删除—删除并修补,选择四个小孔的面,完成对四个孔的去除,并添加工位标志,同样操作,删除大孔;(4),在logopress主界面单击下图所示标志,计算机会进行一段时间运算,在此过程中会出现以下两个短暂选择,我们都选择是,当停止运算会出现如下界面,我们选择其中的一个面,同时选择重心,注意观察图中的两个箭头,其中蓝色箭头标示进寄方向,而绿色箭头标示冲压方向,,那么很显然进料方向不符合我们的设计意图,我们将下面的角度输入90或者负90,单击确定,计算机会经过短暂的计算生成如下图所示标志,我们单击保存至此料带创建前的准备工作已经全部完成;(5),点击如下图所示按钮,弹出如图所示界面,我们输入前缀项目名称,设置好以后点击本工位配置,弹出料带操作界面,我们根据工艺要求大致添加几个工位,这儿如果设置不合理后面也是可以调整的,点击确定,生成如下图所示料带,我们调整一下工件的方向,勾选反转零件,点击应用,生成结果如下,下面我们对料带进行优化,以下尺寸都是可以调整的,我们根据手册或者经验工艺要求确定合适的数值,在这儿我们插入一个工位,点击下图所示的工位,点击添加工位按钮,在插入工位号里面我们键入1,并确定,新加入工位以后料带如下图所示,我们选择其中的一个工位调整配置,完成结果如下,至此我们初步完成了料带的创建,在随后如果发现有问题还是可以修改的;(6),点击冲头,选择新增冲头,进入草绘界面,绘制如下图所示的图形,退出草图,计算机经过一段时间计算回到冲头三维情况下,我们按照下图所示顺序依次调节相关参数,此处小狼的冲头高度是65,后面所有圆柱冲头如上,完成结果如下,记住四个一组成型的一定要勾选单独冲头,下面绘制切边冲头,进入草绘界面,绘制如下图所示矩形,点击下图的两个按钮,完成对外形轮廓的包络,我们对剩余的两个尺寸进行标注,完成半边以后进行镜像,完成草图如图所示,退出草图,设置高度等参数,生成结果如下,至此我们完成所有料带设置以及冲头设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Sw冲压模具设计第一讲
首先要用sw进行冲压模具设计需要具备最基本的sw操作基础,当然了你还需要下载logopress并且准确无误的挂载到你的sw,至于挂载教程小狼随后会奉上。
(1),你需要打开sw,
然后打开我们需要冲压的零件,此处我们看到这个零件是一个prt格式文档,对于这个小小的数据壁垒,sw插件logopress提供了最完美的解决方案,我们选定零件,打开,
在这里我们直接输入几何,不进行特征识别,
因为在特征识别的过程中会产生一些不必
要的错误,还浪费时间,并且对于设计没有
任何益处,
打开零件如下图,对其进行材质确定,这有
助于我们后续力的计算以及强度刚度校核;
打开零件如下图,对其进行材质确定,这有
助于我们后续力的计算以及强度刚度校核;
(2),点击logopress按钮,在主界面单击插入一个工位,
结果如图所示,
点击分布展开命令,
选择图示的折弯,此处需要注意的是,系统默认靠近鼠标的那条线为折弯线,请注意选择方向,并根据材料性能选择合适的展开角度,此处小狼任性的选择45度,
点击确定,一个折弯边展开45度结果如下图所示,
选择另外一边按照相同的设置,唯一需要注意的是还是鼠标靠近折弯边的方向问题,生成结果如下,
再添加一个工位特征,操作照旧,请各位参照前面的讲解,结果如下,
剩下的45度再分别展开,并增加工位特征,
下面操作照旧,只是展开角度为-45,请注意角度以免展开失败,
计算机会经过短暂的计算生成结果如下;
(3),在主面板选择插入—面—删除—删除并修补,选择四个小孔的面,完成对四个孔的去除,并添加工位标志,
同样操作,删除大孔;
(4),在logopress主界面单击下图所示标
志,
计算机会进行一段时间运算,在此过程中会出现以下两个短暂选择,我们都选择是,
当停止运算会出现如下界面,
我们选择其中的一个面,同时选择重心,注意观察图中的两个箭头,其中蓝色箭头标示进寄方向,
而绿色箭头标示冲压方向,,那么很显然进
料方向不符合我们的设计意图,
我们将下面的角度输入90或者负90,单击确定,
计算机会经过短暂的计算生成如下图所示标志,我们单击保存至此料带创建前的准备工作已经全部完成;
(5),点击如下图所示按钮,
弹出如图所示界面,我们输入前缀项目名称,
设置好以后点击本工位配置,
弹出料带操作界面,我们根据工艺要求大致添加几个工位,这儿如果设置不合理后面也是可以调整的,
点击确定,生成如下图所示料带,
我们调整一下工件的方向,
勾选反转零件,点击应用,生成结果如下,
下面我们对料带进行优化,以下尺寸都是可以调整的,我们根据手册或者经验工艺要求确定合适的数值,
在这儿我们插入一个工位,点击下图所示的工位,点击添加工位按钮,
在插入工位号里面我们键入1,并确定,
新加入工位以后料带如下图所示,我们选择
其中的一个工位调整配置,
完成结果如下,至此我们初步完成了料带的创建,在随后如果发现有问题还是可以修改
的;
(6),点击冲头,选择新增冲头,
进入草绘界面,绘制如下图所示的图形,退出草图,
计算机经过一段时间计算回到冲头三维情况下,我们按照下图所示顺序依次调节相关参数,此处小狼的冲头高度是65,
后面所有圆柱冲头如上,完成结果如下,记
住四个一组成型的一定要勾选单独冲头,
下面绘制切边冲头,进入草绘界面,绘制如
下图所示矩形,点击下图的两个按钮,
完成对外形轮廓的包络,我们对剩余的两个尺寸进行标注,完成半边以后进行镜像,完成草图如图所示,
退出草图,设置高度等参数,生成结果如下,至此我们完成所有料带设置以及冲头设置。
注:西北狼(164874561)专注于全3D,参数化自上而下设计理论的研究及运用,目前涉及领域结构,机构,钣金,模具,管道以及钢结构等,欢迎广大同学老师以及业界工程师批评教导,初出茅庐,菜鸟一枚,欢迎老鸟蹂躏教
导。
“雪绒花(200823299)”整合业内内外最广泛的资源,集结业内各个行业的精英,推广当前最先进的设计理念,提出最高效而科学的解决方案,雪绒花:解决方案的提供者,设计困难的终结者,设计理念的创新者,设计奇迹的缔造者,菜鸟
入门的引路人,初级拔高的练兵场,高手角逐的竞技场,雪绒花欢迎各位工程师回家,在这里追求雪绒花一样的高贵忠贞与荣耀(文)。