武汉科技大学机械制造工艺学习题答案 ppt课件
机械制造工艺学ppt

案例三:某产品的质量控制工艺
总结词
某企业的生产管理工艺涉及生产计划、生产组织和生产控制等多个方面,以提高生产效率和降低成本。
详细描述
某企业的生产管理工艺需要从生产计划开始,根据市场需求和产能制定合理的生产计划。在生产组织环节,需要合理安排人员、设备和物料等资源,确保生产顺利进行。在生产控制环节,需要监控生产进度和成本,及时调整生产计划和资源安排,以确保按时交付产品并降低成本。同时,还需要建立完善的质量管理体系和安全生产制度,确保生产过程中的质量和安全。
总结词
某部件的装配工艺涉及了多个零件的组合和装配过程,需要考虑零件的精度、配合关系和装配顺序等因素。
详细描述
某部件的装配工艺需要将多个零件组合在一起,形成完整的机械系统。在装配过程中,需要考虑零件的精度和配合关系,以及合理的装配顺序。例如,某些零件可能需要先进行预装配,以确保在总装配过程中顺利完成。同时,对于一些高精度或特殊要求的零件,可能需要采用特殊的装配方法和技术,如激光对中、液压或气压调整等。
高速切削和高效磨削技术可大幅提高加工效率,降低生产成本。
高速切削与高效磨削
成组技术和计算机辅助工艺设计的应用可提高工艺设计的效率和准确性。
成组技术与计算机辅助工艺设计
绿色制造与可持续发展
智能制造与工业4.0
高性能材料与新加工方法
机械制造工艺学的发展前景
机械制造工艺学的实践案例
05
某零件的加工工艺是一个典型的机械制造工艺案例,涉及了车削、铣削、钻孔等多种加工方法。
案例二:某部件的装配工艺
某产品的质量控制工艺包括原材料检验、半成品检验和成品检验等多个环节,以确保产品质量达到预期要求。
总结词
某产品的质量控制工艺需要从原材料开始,对每个生产环节进行严格的质量控制。在原材料检验环节,需要对进厂的原材料进行质量检验,确保符合产品要求。在半成品检验环节,需要对每个生产工序的中间产品进行质量检验,以确保生产过程符合预期要求。在成品检验环节,需要对最终产品进行全面的质量检验,以确保产品质量达到预期要求
武汉科技大学机械制造工艺学习题答案
mm
试求:精镗后热处理时渗碳层的深度尺寸及偏差。
解:设渗碳层的深度为t, 画尺寸链图,封闭环为最 后的渗碳层厚度,尺寸15 为减环,其余为增环
00.8.8tt1144.9.91155 00.3.300.0.0110055EESSt t 00 0000EEIIt t 00.0.0110055 tt00.9.90000..20..20818190905555mmmm
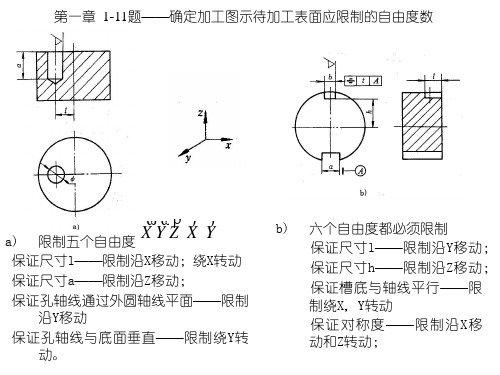
第一章 1-11题——确定加工图示待加工表面应限制的自由度数
a) 限制五个自由度 X Y Z X Y
保证尺寸l——限制沿X移动;绕X转动 保证尺寸a——限制沿Z移动; 保证孔轴线通过外圆轴线平面——限制
沿Y移动 保证孔轴线与底面垂直——限制绕Y转
动。
b) 六个自由度都必须限制 保证尺寸l——限制沿Y移动; 保证尺寸h——限制沿Z移动; 保证槽底与轴线平行——限 制绕X,Y转动 保 证 对 称 度 —— 限 制 沿 X 移 动和Z转动;
tt00.9.9mmmm EESStt 00.2.2889955mmmm EEIItt 00.0.0110055mmmm
第六章习题 6-3:定位 误差计算:
B方案:
1) 关于对称度的定位误差:Δdw =0 2)关于工序尺寸54的定位误差: Δdw = Δjw+Δjb =Td/2 -
Td
解:(a)为保证尺寸100,限制___;为保证对称度,限制___;为保证 垂直度(或平行度),限制____
定位方案:
(b) 为保证尺寸15,限制___ ;为保证对称度,限制___;为保证垂直 度,限制_____
定位方案:
(a)
(b)
第一章 补充题: 根据工件加工面的技术条件,指出工件定位应限制的自由度并确定定位方案
机械制造工艺学PPT课件

编辑版pppt
21
5.2.3 工艺规程设计的步骤
工艺规程设计所需的原始资料:
(1)产品装配图、零件图;
(2)产品验收质量标准;
(3)产品的生产纲领及生产批量;
(4)毛坯材料与毛坯生产条件;
(5)制造厂的生产条件,包括机床设备、工艺装备的规
格性能及使用状况,工人技术水平以及自制工艺装
备能力、能源状况等资料;
③ 展成法(范成法)
利用刀具和工件作展成运动时,刀刃在被加工表面上的包络面形成 成形 表面。
形状精度主要取决于机床展成运动的传动链精度与刀具的制造精度
举例:齿轮加工。
编辑版pppt
35
5.3.3 定位基准的选择
定位基准选择得正确与否是关系到工艺路线和夹具结构设计是否合理 的主要因素之一,并将影响工件的加工精度、生产率和加工成本。
编辑版pppt
9
(5)工位
工件在一次安装中,在机床上占据每一个位置所连续完 成的那部分工序。
为了减少工件的安装次数, 提高生产效率,常采用多 工位夹具或多轴(或多工 位)机床,使工件在一次 安装后先后经过若干个不 同位置顺次进行加工。
编辑版pppt
10
工序、安装、工位、工步和走刀之间的关系如下:
机械制造工艺学
授课教师:杨 军
编辑版pppt
1
第5章 机械加工工艺规程的制定
5.1 零件制造的工艺过程 5.1.1 生产过程
生产过程:
制造机器或零部件所经历的劳动过程(相互关联) 的总和。
包括 产品设计、生产准备、原材料的运输和保管、 毛坯制造、机械加工、热处理、装配和调试、检验和试 车、喷漆和包装等子过程。
编辑版pppt
37
(完整版)机械制造工艺学课后习题及参考答案
第一章
1.1什么叫生产过程、工艺过程、工艺规程?
答案:
生产过程是指从原材料变为成品的劳动过程的总和。
在生产过程中凡属直接改变生产对象的形状、尺寸、性能及相对位置关系的过程,称为工艺过程。
在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件,称为机械加工工艺规程,简称工艺规程。
偏差应为多少?
答案:
根据题意画出尺寸链图,根据尺寸链判断孔尺寸D≒1000 _0(+0.3)mm半径500 _0(-0.15)为减环,尺寸540 _(-0.35)0为增环,尺寸B为封闭环,
尺寸B的上偏差≒增环上偏差-减环下偏差≒0-0≒0,尺寸B的下偏差≒增环下偏差-减环上偏差≒-0.35-0.15≒-0.5,所以B≒40 _(-0.5)0
过定位:工件在夹具中定位时,若几个定位支承重复限制同一个或几个自由度,称为过定位。
(举例在课本page12、13பைடு நூலகம்。
1.10何谓零件、套件、组件和部件?何谓套装、组装、部装、总装和装配?
答案:
零件是组成机器的最小单元,它是由整块金属或其它材料构成的。
套件是在一个零件上,装上一个或若干个零件构成的。它是最小的装配单元。
组件是在一个基准零件上,装上若干套件而构成的。
部件是在一个基准零件上,装上若干组件、套件和零件构成的。部件在机器中能完成一定的、完整的功用。
将零件装配成套件的工艺过程称为套装。
将零件和套件装配成组件的工艺过程称为组装。
将零件、套件和组件装配成部件的工艺过程称为部装。
将零件、套件、组件和部件装配成最终产品的工艺过程称为总装。
在加工时,用以确定工件在机床上或夹具中正确位置所采用的基准,称为定位基准。
机械制造工艺学完整ppt课件

35
10.05.2020
.
二、加工余量与工序尺寸及公差的确定
1.加工余量的基本概念
加工余量是指加工时从加工表面上切除的金属 层总厚度。加工余量可分为工序余量和总余量。 在由毛坯加工成成品的过程中,毛坯尺寸与成 品零件图的设计尺寸之差,称为加工总余量(毛 坯余量),即某加工表面上切除的金属层总厚度。
(一)机械加工工艺规程的设计原则
1)确保加工质量,可靠地达到产品图样所提出的 全部技术条件;
2)提高生产率,保证按期完成并力争超额完成生 产任务;
3)减少人力和物力的消耗,降低生产成本;
4)尽量降低工人的劳动强度,使操作工人有安全 良好的工作条件。
3
10.05.2020
.
(二)机械加工工艺规程的制订步骤和内容
保证的加工精度和表面粗糙度。详见附录A1~A10。
2.被加工材料的性能
3.生产类型
4.本厂(或本车间)的现有设备情况及技术条件
27
10.05.2020
.
四、加工顺序的安排
机械加工工序,热处理工序,辅助工序等 。
1.机械加工工序 :(1)先基面后其他,(2)先粗后精 ,(3)先 主后次(主要表面是指装配基面、工作表面等;次要表 面是指非工作表面 ),(4)先面后孔。
14
10.05.2020
.
序举例2
一个阶梯轴的生产工艺过程:
工序1:铣端面、打顶尖孔
工序2:车外圆 工序3:粗磨外圆 工序4:热处理 工序5:精磨外圆
粗磨和精磨使用同一台 磨床能不能看成是一个 工序呢?
工序6:钳工修理
15
10.05.2020
机械制造工艺学_课件-PPT精选文档-PPT精品文档

一、机器装配的基本概念
机器装配
在一个基准零件上,装上若干个部件、组件、套件和零件 就成为机器或称产品。一台机器只能有一个基准零件,其作 用与上述相同。为形成机器而进行的装配工作,称之为总装。
图5-5 某型号曲轴磨床
10
二、不同生产类型装配工艺特点与组织形式
表5-1 装配组织形式的选择与比较
本章难点
装配尺寸链
2
机械制造工艺学
第五章 机器装配工艺
Machine Assembling
第一节 机器装配概述
Introduction to Machine Assembling
3
一、机器装配的Βιβλιοθήκη 本概念 机器装配 机械装配是按规定的精度和技术要求,将构成机器的零 件结合成组件、部件和产品的过程。装配是机器制造中 的后期工作,是决定产品质量的关键环节。 机器装配基本作业 清洗 连接 校正、调整与配作 平衡 验收、试验 相互位置精度 相互运动精度 机器装配精度 相互配合精度
第5章 机器装配工艺
本章要点
装配工艺方法
装配尺寸链
装配工艺规程制定
自动装配
1
本章概述
教学目的及要求
通过学习掌握装配的基本概念及装配精度等零件精度的 关系。了解生产类型与装配方法的关系,熟练掌握装配 尺寸链的组成,建立计算方法,了解装配工艺规程制定 的原则、内容和步骤。
本章重点
△掌握机器结构的装配工艺性,○具备正确计算装配尺 寸链的方法。
图5-1 卧式万能铣床工作台面 对升降台垂直移动的垂直度要求
5
一、机器装配的基本概念
装配工艺系统图 为了便于装配,通常将机器分成若干个独立的装配单元。 图装配单元通常可划分为五个等级,即零件、套件、组 件、部件和机器(图6-2)
武汉科技大学机械制造工艺学习题答案32页PPT

46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
武汉科技大学机械制造工艺学习题答 案
36、如果我们国家的法律中只有某种 神灵, 而不是 殚精竭 虑将神 灵揉进 宪法, 总体上 来说, 法律就 会更好 。—— 马克·吐 温 37、纲纪废弃之日,便是暴政兴起之 时。— —威·皮 物特
38、若是没有公众舆论的支持,法律 是丝毫 没有力 量的。 ——菲 力普斯 39、一个判例造出另一个判例,它们 迅速累 聚,进 而变成 法律。 ——朱 尼厄斯
ห้องสมุดไป่ตู้
机械制造工艺学课后习题及参考答案

机械制造工艺学复习题及参考答案第一章什么叫生产过程、工艺过程、工艺规程生产过程是指从原材料变为成品的劳动过程的总和。
在生产过程中凡属直接改变生产对象的形状、尺寸、性能及相对位置关系的过程,称为工艺过程。
在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件,称为机械加工工艺规程,简称工艺规程。
、某机床厂年产CA6140卧式车床2000台,已知机床主轴的备品率为15%,机械加工废品率为5%。
试计算主轴的年生产纲领,并说明属于何种生产类型,工艺过程有何特点若一年工作日为280天,试计算每月(按22天计算)的生产批量。
N=Qn(1 + a )(1+3 )= (1 + 15%) (1 + 5%) =2415 台/年,生产批量计算:M 2415x22 止,打三—=--------- = 1SQ,7^ “牛)+•F 2S0解:生产纲领公式查表属于成批生产谁,测量基谁,装配基准-4答:fiit:是用来确定生r寸象的点或面,包括设计斟翩1工艺基涵d设计基也在零件图上标洼设计尺寸所采用的基也主工艺基也在零件的工艺过程中所采用的基隹叫做工莒基按其场台不环可分为工序基准、定位基隹、狈嗤基4和装再es准。
屮工序基准:在工序图中,用以确定本工}^被加工^面协工后的尺寸,形状、位置所采用的g 准.屮老位基淮,加工时,用以确定工件在机床上威夹具中的正确位毎4測量环加工中或IJDX后,测障工件形狀尺寸采用的些尙4裝配基也装配时用以确定零件或咅阱在产品上相对位置所采用的基a。
"(a)如一阶扌耕由零件,中60外圆的设计基准是中40外圆的中心线屮4.工件装主ffi 含义是什么?在机《加工中有BB 几种装夹工件的方法?®述各种装夬方袪的特磁应用场合.t ®:工件的装夹包括定位和夹紧.定位的任务,使工件育溝终在机床或夬具中占有正确的位置:夹紧的任务,这一正确的位置在加血程中不因切削力r 惯性力.重力的作用而 装夹的方法 特点应用场舍 直接找正装 夹加工精度要求不高,生产率较低单件肝比生产划线找正装 夹 加工表面复杂,加工精度要求不太高,空产 率低单件中小批生产的铸件加 工夹具装夹无需划线和找正,定位精度高,操作简单, 生产率高用于成ifc 和大量主产中£ “工杵夹紧后,位萱不动了,其所有自由度就都被限制了3这种说漩f 吗? 6.什么是六点定位履理?什么是完全定位与不完全定位?什么i 欠定位与过定位各举例说明。
机械制造工艺学典型习题解答
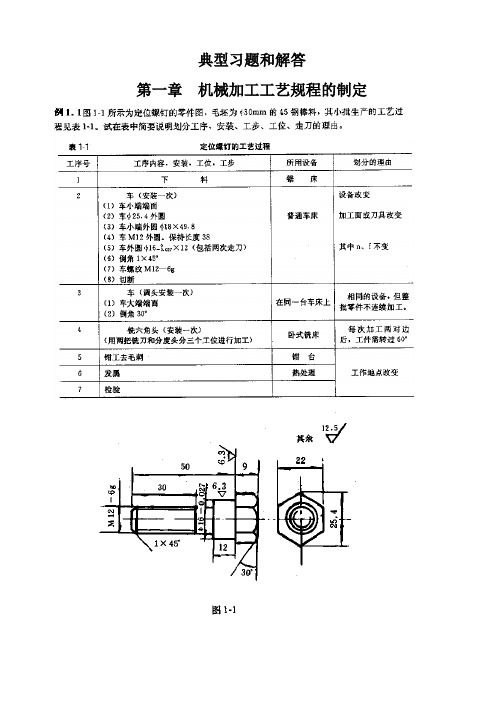
典型习题和解答第一章机械加工工艺规程的制定〔例1.3〕试举例说明下列各组的概念、特点以及它们之间的区别:(1)零件尺寸链、工艺过程尺寸链,工艺系统尺寸链,装配尺寸链;(2)封闭环.组成环,增环.减环。
〔例 1。
10〕设某一零件图上规定的外圆直径为Ф32005.0-mm ,渗碳深度为0.5~0.8 mm 。
现为使此零件可和另一种零件同炉进行渗碳,限定其工艺渗碳层深度为0.8~1.0 mm 。
试计算渗碳前车削工序的直径尺寸及其上、下偏差?[解] 渗碳深度是间接保证的尺寸,应为封闭环.并作出尺寸链计算图.车削外圆的半径及公差R δR为组成环之一.求R δR: 0。
8=1+16—R min ,R min =16。
2mm0.5=0.8+15.975—R max , R max =16.275mm故车削工序的直径尺寸及公差应标注为Φ32.55015.0- mm.〔例 1。
11〕設一零件,材料为2Cr13,其内孔的加工顺序如下:(1)车内孔Φ31。
814.00+(2)氰化,要求工艺氧化层深度为磨内孔Φ320.0350.010++,要求保证氧化层深度为0.1~0。
3mm, 试求氰化工序的工艺氧化层深度tTδ?[解] 按加工顺序画出形成氰化层深度0。
1 ~0。
3mm 的尺寸链计算图。
图中0。
1~0.3 mm 是最后形成的尺寸应为封闭环.计算 tTδ: 0。
3=t max +15。
97—16.0050.1=t min +15。
9-16.0175得 t max =0。
335mmt min =0.2175mm 故氰化工序的工艺氰化层深度tTδ=0。
21751175.00+mm.〔例 1。
12〕某小轴系成批生产,工艺过程为车、粗磨、精磨、镀铬。
所得尺寸应为Ф300045.0-㎜,镀层厚度为0.03~0.04㎜.试求镀铬前精磨小轴的外径尺寸及公差。
[解] 列尺寸链如图示,镀铬后外径尺寸Φ300045.0-mm 为封闭环30=A 1max +0.08 得 A 1max =29。
机械制造工艺学习题参考解答(部分)
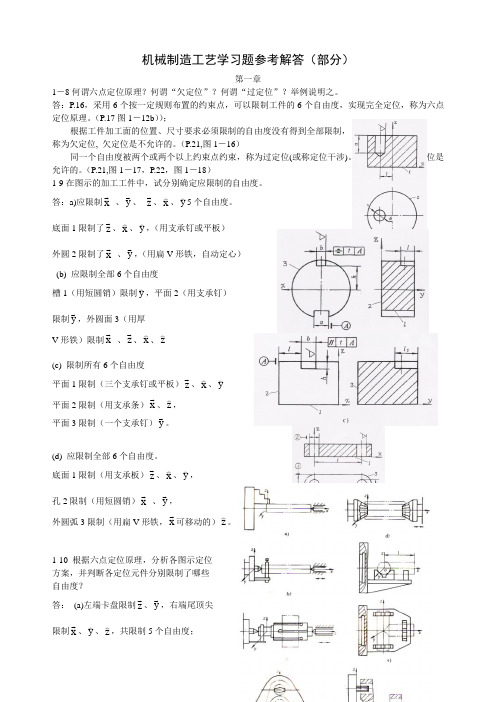
图a)过球心打一孔;
图b)加工齿轮坯两端面,要求保证尺寸A及两端面与内孔的垂直度;
图c)在小轴上铣槽,保证尺寸H和L;
图d)过轴心打通孔,保证尺寸L;
答:方案(b):对尺寸 , 0.0207
对槽对称度,
方案(c)对尺寸 ,
指定边接触(上母线), = ,式中 为零件内孔公差,e为心轴与内孔的最小间隙。
= =
=0.085
对槽对称度, 0
方案(d)对尺寸 , =0+0=0
对槽对称度, 0+ = =0.05
方案(b)最优。
2-4图2—97所示齿轮坯,内孔和外圆已加工合格(d=80 mm,D=35 mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.5 mm。试分析采用图示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差)
解得Lx= (测量尺寸)。
1-21图4-74为某零件的一个视图,图中槽深为5 mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸及公差。
答:(1)若测量L3,画尺寸链图,L0为封闭环, L2’、L同为增环,L1’、L3(待求)为减环。列表解:
公称尺寸
ES
EI
L2’
45
4.25
+0.107
+0.0175
L1
-15.25
+0.05
0
L同
0
+0.025
-0.025