PCBAQC工程图
PCBA QC工程图2

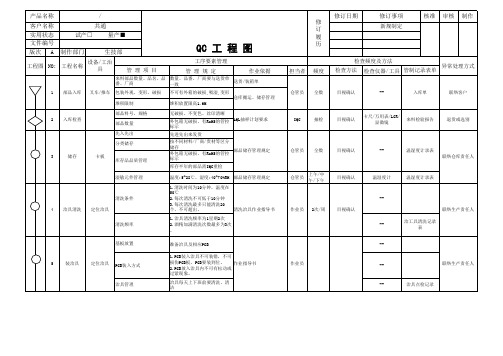
外包装标示/数量检查,确认1.依据BOM表对物料进行检验,确认无误后在外购入库单签名.2.各描述要求清淅,对有涂改的地方要人签名确认.3.检查时发现有异常则开出IQC原材料检验问题记录表,发出异常通知单.目视/小于50PCS全检,其于按GB/T2828:1-2012进行抽检品质尺寸/规格检查,确认1.重点检核对P/N,识差值,耐压值.2.对于一些来料是散装的则使用相关仪器进行测试实物与外标示是否一致,具体参考各零件检验作业指导书数字万用表,游标卡尺,LCR测试仪/参照IQC检验指导书品质3物料入库和备料物料员仓储作业指导书领料及时,准确1.实物与单据相符合(数量,种类)2.领料员要交接好,要求准确、明了.3.备料时要按BOM进行备料,备料过程中需要确认物料规格,料号,数量.4.对于散料要进行用点料进行点数来确认数量.目视制造钢网编号,无铅1.检量钢网无破损,变形.2.对钢网的张力进行测试并在规格内.3.对不良钢网及时提出并反馈给工程师或工程主管进行处理.目视100%每次换线前100%每次换线前生产/品质刮刀编号,无铅有无变形、缺口、脏污目视100%每次换线前100%每次换线前制造/品质/锡膏锡膏使用前需回温依作业指导书对锡膏进行回温目视制造/品质搅拌回温使用前需要搅拌1.机器搅拌1~3分种后/人工搅拌15分钟,并手动使搅拌刀铲些锡膏起来,看锡膏流下去是否不易断.2.如果易断则要手动搅拌几下直到不易断方可使用.锡膏搅拌机制造/品质钢网清洗每4小时需要离线清洗钢网每5片机器自动擦拭,模式为湿干+干干;目视制造/品质5置件操机员和IPQC上料作业指导书物料控制物料的正确性1.需要将前一个机种的物料完全撤离生产线,并将FEEDER与TABLE清理干净2.按照对料表的站位及相对应物料安装在Feeder且放入机器上.3.IPQC按Feeder表进行再次核对并在记录表签名.目视100%每次上料前品质/制造上料记录表7炉后目检炉后QCPCBA一般通用检验标准零件,极性,位置,规格首件样品1.检查PCBA应无板反、缺件、偏移、短路、立碑、空焊、损件、多件、冷焊﹑少錫等不良.2.对有0.4mm以下细间距IC需要使用放大镜检查重点检查零件的极性,芯片翘脚.卡座与连结器有无移位与假焊.目视100%100%5片每小时品质/制造QC检验记录表品质制程管制品管抽样//100%频率24 6立即核对并改正钢板张力测试记录表每罐每罐每罐每罐零件,极性,位置,规格QA8站别收料进料检验印刷首件QA抽检序号1作业员收料员IQC操机员操机员,IPQC产品外包装标示/数量参考文件外购入库单IQC检验作业指导书,BOM与各零件检验作业书印刷机的日常操作规范与锡膏存储和使用管理规范首件作业指导书检验作业指导书外观/焊点/极性制程根据外购入库单对物料进行逐个核对BOM/ECN/1.正常检验IPQC依照BOM表和样板进行确认有无多件,缺件,移位,抛料,规格错和板反.2.新机型试产时,则用胶纸板打首件,并由QC和工程人员一起依照BOM表和零件图进行确认,特别是一些方向性元件. 3.确认无误后则要打2~3PCS锡膏板过炉,并检查炉后焊点焊接效果是否OK.IPC-A-610E产品/制程/标准1.收料人员对物料的数量、料号进行一一核对.2.如发现异常则立即通知相关单位进行处理.反馈给工程人员进行确认并处理.GAW-900锡膏搅拌机操作及维护指导书发现有异常及时反馈给采购、QE进行处理检测技术目视,盘料机、电子秤等目视LCR/发现异常停止生产并重新对料100%/目视数量数量GB/T2828:1-2012抽样AQL:CR=0,MAJ:0.4,MIN:1.0频率每批换线时,交接班,100%/品质产品送检单, 半成品/成品检验记录表;每小时1次/相关表单反应计划不合格品处理发现有异常及时反馈给采购进行处理江苏易立电气PCBA-QC工程图锡膏领用记录表,制造一部巡检记录表首件记录表对程式重新校正//外购入库单/品质异常处理单立即核对并改正责任部门仓库。
PCBA贴片质量QC工程图
/
客户名称
共通
实用状态
试产□ 量产■
文件编号 版次 A 制作部门
生技部
QC 工 程 图
工程图
NO:
工程名称
设备/工治 具
管理项目
工序要素管理 管理规定
作业依据
来料部品数量、品名、品 番、厂商
数量、品番、厂商要与送货单 一致
送货/装箱单
1 部品入库 叉车/推车 包装外观、变形、破损 不可有外箱的破损,吸湿,变形
检查方法 检查仪器/工具 管制记录表单
仓管员 全数
目视确认
--
入库单
联络客户
IQC
抽检
目视确认
卡尺/万用表/LCR/ 显微镜
来料检验报告
退货或选别
仓管员 全数
目视确认
仓管员
上午/中 午/下午
目视确认
作业员 2次/周 目视确认
作业员
--
温湿度计录表
联络仓库责任人
温湿度计
温湿度计录表
-联络生产责任人
--
作业员 全数
目视确认
检查日报表
联络品质责任人
现品票
FQC
全数
目视确认
检查日报表
联络品质责任人
现品票
封箱器、胶纸座
现品票
作业员 全数
目视确认
包装数量记录表 联络生产责任人
--
--
--
--
OQC检查报表 出货现品票
OQC
抽检
目视确认
显微镜
联络品质责任人
产品名称
/
客户名称 实用状态 文件编号 版次 A
共通 试产□ 量产■
修订日期 修 订 履 历
SMTPCBA生产QC工程图

SMTPCBA生产QC工程图简介SMTPCBA生产QC工程图是指为了确保SMTPCBA生产过程中的质量控制而制作的工程图。
SMTPCBA(Surface Mount Technology Printed Circuit Board Assembly)是一种表面贴装技术的印刷电路板组装工艺。
本文档将介绍SMTPCBA生产QC工程图的内容和使用。
什么是QC工程图?QC工程图,全称为Quality Control Engineering Drawing,是用于质量控制的工程图纸。
在电子制造过程中,QC工程图通常用于指导和记录产品质量控制的关键要素。
通过QC工程图,制造商能够准确地了解产品的规格、标准和测试要求。
SMTPCBA生产QC工程图的内容SMTPCBA生产QC工程图的内容包括以下几个方面:1.布局图:布局图显示了电路板上各个组件和连接的位置。
在SMTPCBA生产过程中,布局图对确保正确组装和连接各个组件非常重要。
2.贴装图:贴装图显示了电路板上元件的正确安装位置和方向。
贴装图通过标记每个组件的编号和位置来确保正确的组装和焊接。
3.焊接图:焊接图显示了电路板上组件的焊点和焊接方式。
焊接图提供了正确的焊接参数和工艺指导,以确保焊接质量符合标准要求。
4.组装检查图:组装检查图用于记录和检查各个组件的组装情况。
在SMTPCBA生产过程中,组装检查图被用于确保每个组件都被正确安装和连接。
5.测试程序图:测试程序图是用于指导和记录产品测试过程的工程图。
通过测试程序图,制造商可以确保产品在生产过程中经过正确的测试和检测。
使用SMTPCBA生产QC工程图的步骤下面是使用SMTPCBA生产QC工程图的简要步骤:1.阅读工程图:首先,操作人员需要仔细阅读SMTPCBA生产QC工程图的内容和说明。
工程图上会标明每个组件的位置、编号以及工艺要求等信息。
2.准备材料和工具:根据工程图上设计的要求,操作人员需要准备好所需的材料和工具,如电路板、元件、焊锡等。
PCB完整版_QC工程图

检验员
温度:100-120℃
1次/天
>15S
1次/天
符合流程卡
高度:1-2cm
目数200目
压力:4-5kg/cm2
速度:8-10Sec 单次印刷 度 温 :75±5℃;时间30min 标准时间为10-15min不可以超过2小时
首件/每批
生产原始记录
1. 校正2. 返工
作业员、
QA
度 温 :110±10℃;压力:3-4kg/cm2;速 度:1.0-1.5m/min
除了客户有特殊要求外一律选用黄料 外观无划伤/针孔等不良缺陷
抽按检II级正G水常B2平检82验8 进料检验记录 异知常厂回商馈退单货,通 IQC检查员
检验员
尺。寸/板厚公差是否符合来料报告要求
来料日期与生产日期不能相差3个月 没有提供SGS报告的原材料将于拒收。
每批检查
进料检验记录 异知常厂回商馈退单货,通 IQC检查员
率 沉积速 温度
磨刷后质量 磨痕 速度
度 酸洗浓 烘干
水膜测试 油墨类型 度 架网高 网版目数 刷 印 压力 印刷速度
预烤参数
后 .丝印 静止时间
膜 贴 参数
膜后 贴 静止时间
室内温湿度是否正常 曝光尺 棕片 清 机台 洁
对位准确度 后 留 .曝光 停 时间
显影液浓度 .显影压力 显影速度 显影温度 水. 洗压力 显影是否干净 线宽/线距
预烤参数
后 .丝印 静止时间
速痕度宽2:80--1255mHmZ(0.3MM以下薄板25-
237%H-5Z%)
温度:100-120℃
>15S
符合流程卡 高度:1-2cm 目数200目
压力:4-5kg/cm2
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
电子厂PCBA QC工程图

*
2.多层板:1.0mm-2.0mm ☆2-3PCS
3.后焊元件剪脚操作工艺规范
1.零件浮高
1.印制电路板波峰焊、浸焊、 △全数
散热片 电容 变压器 手工焊接焊点工艺标准
* 滤波器 插座等
2.后焊元件剪脚操作工艺
2.不良焊点
规范,客户特殊工艺要求
3.烙铁温度、接地
3.外观检查接收标准
1.不良焊点,元件位 1.BOM,ECN单
☆2-3PCS
散热片加工
3.依电批使用规定
1.手工分板
1.依作业指导书
△全数
◎2~3PCS
1.零件位置,方向检查 1.依BOM,ECN单,插装图 △全数
*
2.零件之料号,规格极性 2.依作业指导书 3.依插件工艺规范
☆2-3PCS ◎2~3PCS
1.工位图,BOM, 制EC造N单,的核对 * 2.零件位置,方向检查
☆QC检验报表
△逐批
☆目视
☆IPQC巡回检查 △逐批
☆目视 △卡尺,切脚机, 成型机
☆IPQC巡检记录
☆首件检查
剪钳,电批
△◎☆ ★ △◎☆
☆IPQC巡回检查 ☆/◎扭力仪 ☆IPQC巡检记录
△逐批
△目视
☆IPQC巡回检查 ◎目视
△逐批
△目视
☆/◎首件检查 ☆目视
☆IPQC巡回检查 ◎目视
☆首检检验报告 ☆静电环点检记录 ☆首检检验报告 ☆IPQC巡检记录 ☆静电环点检记录
☆IPQC巡检记录
☆IPQC巡检记录 ★回流焊温度曲线 △设备点检记录表
△◎☆ ★
△
☆★
■ SMT补焊
■ SMTI/ QC
■ 零件加工
PCBA生产QC工程图

生产设备 LCR测试仪 半导体测试仪 万用表 卡尺等
1
来料检 来料检 验 验
领料
人工 电子称
BOM单 套料单
IQC PASS标识等 工作单号 数量、单位、规格 钢网与版本核对
3 当需SMT时
印刷锡膏 /机器贴 装
作业指导书 人工 SMT工艺流程图 锡膏印刷机/红胶 锡膏/红胶储存及使 用方法 钢网 换料记录
10
QC外检
静电环 打数器 QC报表
工艺 作业指导书 QC检查报表 静电防护 不良反馈 锡炉设定温度 炉温曲线
温度计 100%
11
过波峰焊
波峰焊 过炉夹具 辅助工具
波峰焊作业指导书 助焊剂/锡条 锡炉操作安全规范 上锡情况 元件情况 设备点检/保养
夹具使用
接地、静电测试仪
1次/日
铬铁温度 12 恒温铬铁 环保锡线 剪钳 物料规格 作业指导书 执锡情况 元件检查 静电防护
QA抽检
牙签 静电手环 QA PASS章
作业指导书 PCBA检验规范
上锡状况 QA检查报表 静电防护 物料规格,料号 外观检查 来料检验 包装方式 产品防护 物料规格,料号
8 当需要时
AI
AI机 运输车
作业指导书 BOM/AI表
9
插件
静电环 物料盒
首件检查 作业指导书 员工作业检查 物料标识 静电防护 元件及规格
17
电性测试
功能测试仪 测试治具 记号笔
作业指导书
测试方法 不良品处理 测试时报表 静电防护
全功能测试 100% 测试报表
18
装配外
作业指导书
电源QC工程图 外壳不可有赃物,刮花等不良现象 19 目视 100%
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
QC工程图
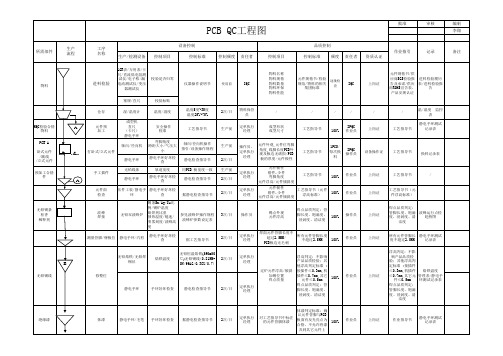
批准审核编制李翔产品类型#REF!产品专用号:版本号:生效日期:#REF!生产/检测设备控制項目控制标准控制频度责任者控制项目控制标准频度责任者资质认证通电老化老化房老化时间/老化温度/老化负载电源老化管理规定使用前一次TE 电源电压老化房监控系统100%TE/作业员上岗证作业指导书老化记录表ATE自动测试仪/工装仪器自检/样品校验仪器校验合格标贴/电源测试管理规定1次/日1年/次设备处测试员电气性能作业指导书100%测试员上岗证作业指导书质量日报表元件面检查静电手环静电手环好坏检查据工艺指导书2次/日定单执行经理元件浮高 元件歪斜 有异物工艺指导书100%作业员上岗证作业指导书静电手环测试记录表包装材料装箱有线静电手环或防静电手套手环好坏检查/手套好坏检查静电检查指导书2次/日作业员电脑板放置方法/包装数量工艺指导书100%作业员上岗证工艺指导书/无六害标识位置在物资标贴的右上角QA抽检防静电手套、手环/刻度尺/塞规/HI-POT测试仪/ATE自动测试仪/工装校验标贴检验作业指导书/仪器校验合格标贴检测前QA功能/外观/标识/包装技术条件/AQL抽样计划/检验指导书逐批检查QA检测人员上岗证技术条件/AQL抽样计划/检验指导书QA出货检验报告入库托盘/叉车机器校验合格标贴1年/次周转工数量/物资标签清楚QA合格标签100%周转工上岗证QA合格标签入库单无六害标识位置在物资标贴的右上角出货检验防静电手套、手环/刻度尺/塞规/HI-POT测试仪/ATE自动测试仪/工装校验标贴检验作业指导书/仪器校验合格标贴检测前CQM功能/外观/标识/包装技术条件/AQL抽样计划/检验指导书逐批检查CQM 上岗证技术条件/AQL抽样计划/检验指导书QA出货检验报告合格成品出货///////////送货单连接: 元件加工/作业: 质量检查: 机架测试 : 机器作业: 仓存:注:所需部件PCB QC工程图生产流程工序名称设备控制0094001059A文件编号:00094001059A第 3 页 共3页品质控制作业指引记录备注ANG OK OK G NNG NG NG NG OK NG FINGOK OK G NDNG FBFOKF ENG FENG BOKNG。
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
电路板 QC工程图

裁板机操作指引
钻孔课
8
圆角
圆角机
角的弧度
目视
圆角工序操作指引
钻孔课
9
磨边
磨边机
磨边光滑度
目视
磨边工序操作指引
钻孔课
10
磨板
磨板机
磨痕/速度/烘干温度
磨板标准
目视/测量等
磨板操作指引
每班/次
磨板 员
内层课
11
涂佈
涂佈机
压力/速度
涂佈机标准
目视/测量等
涂佈操作指引
每班/次
涂佈 员
内层课
12
曝光
曝光机
曝光能量
磨板 员
干膜课
34
压干膜
压膜机
时间/温度/压力/速度
压膜机标准
目视/测量等 手动压膜操作指引 每班/次
干膜课
35
对位
菲林
菲林是否偏移/对反
对准度≥95%
目视
线路对位操作指引 15pnl/次
干膜课
36
曝光
曝光机
曝光能量
6/8级
曝光尺/测量等 线路曝光操作指引 4H/次
干膜课
管制文件---不得私自复印!
流程图
序 准备 主工 检查 号 工序 序 工序
工序名
主要机械设备 生产设备 检查设备
品质管理工程图
加工处理及控制要点
事项
标准
检查方法
检查方式
检查标准
检查频
指引编写参照IPC-A600F(II)和行业标准
率
3/5 记录
记录格式
担当 所属 者 部门
37
显影
显影机
显影液温度/药水浓度/显 影速度/显影点
线路板 QC 品质工程图

主要机械设备
序 准备 主工 检查 号 工序 序 工序
工序名
生产设备 检查设备
印刷基板品质管理工程图
加工处理及控制要点
检查方式
记录
事项
标准
检查方法
检查标准 指引编写参照 检查频 IPC-A-600F(II)和行业标准 率
记录格式
担当者 所属 部门
异常反应及处理计划
备注
1
订单接收
电脑
2
工程处理
电脑
1次/4H
41
蚀刻
蚀刻机
/
目视/测量等 药液浓度:CL- 160-210g/L
蚀刻线操作指引 ASK-WI-PD(ETCH)-001
蚀刻拉作业前点检 表
作業員
电镀课
药液浓度
Cu2+ 110-150g/L PH 8.2-
1次/2H
返工、返检、返修
8.8 比重 23-26 Be°
第 -4102 页,共 9 页
抽检
磨边机生产条件 点检表
作业员
钻孔课
返工处理
9
圆角
圆角机
/
圆角刀寿命
圆角三个月更换一次
目视
开料操作指引 ASK-WI-PD(CUT)-001
抽检 圆角机保养记录表 作业员
钻孔课
填写不合格品处理单
10
磨板
磨板机
卷尺
磨痕/速度/烘干温度/ 研磨痕跡/速度/乾燥温度
/板面粗さ測定
磨痕/研磨痕:8-12mm 速度:2.5-4.0m/min 温度:80±5℃
28
磨板
磨板机
/
磨痕/速度/烘干温度/水 破试验
磨痕/研磨痕宽度:10±2mm 速度:3.5±1m/min 乾燥温度:85±5℃
QC工程图

文件编号 版次. A0 生产工序 预备 主要 工序 工序 产品名称 工程 名稱 管理 项目 生产过程管制方案(操作/设备) 操作 操作 说明 根据 对采购之材 料进行检验 进料 检验 外购(协) 产品检验规 范 使用 设备
PCBA
品质控制方案(方法/测量工具) 管制 检查 检验 检验 项目 方法 频率 标准 1.对应样品卡 1.相应材料检验标准; 目视.量测 2.相应材料的功能参 及对应之检 2.对应的检验规范 验与实验 数检测; 3.厂商出货检验 3.材料防护符合对应 1次/批 规范要求; 报告 4.GB/T2828.1-2003 4.环保要求; IL=I 检验 设备 万用表 漏电测试 仪 红外辐照 度测试仪 XRF
制造部 责任单位 生产 品管 制程 操作者 检查员 工程師 管理 者
装配部 品质记录 记录表单 是否为关 键岗位
V
进料检验记录表
是
1
材料入库
2
储存 领料
材料仓库 数量检查
1.将原材料入库存 放; 2.按规定储存规定 存放;
1.物帐卡一致 2.放置区及标示正确 3.防护措施严格执行 目视.量测 随机 V V 无 否
目视量测 试装,功能 检测
100% 1次/批
V
领料单
否 是
首件记录表
投入前检查;
是否按SOP操作;
目视
一次/2H 核对实际作业与SOP文 件的相符性
防静电环 测试仪 V V
巡检记录表
5
插件
元件极性方向正 确; 防静电措施 1.检查元件是正 确性;
静电环点检表
是
是否有带好防静电环;
是否按SOP操作
目视
PCB 线路板QC管理工程图

○
磨板
磨板机
喷咀是否畅通 水压是否足够
菲林生产 干膜
△
○
线路转移
丝印台 曝光机 对位台
碳酸钠
△
○ □
显影
显影机
磨痕宽度 型号 台面清洁 菲林 《外层线路曝光作业指导书》 曝光指数 环境温度,相对 湿度 药水浓度 速度 《外层线路显影作业指导书》 药水压力 温度 线宽线隙 开路/短路 版本/周期 显影不净 擦花 药水浓度 温度 电流 厚度 镀层结合力 蚀板药水温度 蚀板药水比重 药水浓度 《外层碱性蚀刻作业指导书》 速度 喷咀是否畅通
卡尺 目视 点位图 测试 目视 不良样板 化验分析 温度计 化验分析 外观检查机 放大镜 目视 测试机 放大镜 卡尺/针规 二次元 目视 目视
治架
△ △
□ ○ □ □
成品 测试
测试治架 测试机
《测试机操作指引》 《功能性不良修理操作指引》
PD*
1.2
调整 选别或修理
OSP药水
OSP
OSP线
《抗氧化线操作指引》
高温焗炉
《绿油后固化作业指导书》
1次/批 使用前 首板检查 1次/班 首板检查
PD*
1
调整
网版 文字油墨
△
○ ○
文字 印刷
丝印机 丝印台
《字符作业指导书》
PD*
1
调整 选别或修理
《点检表》
油墨 固化
高温焗炉 检验台
《后固化作业指导书》 《文字工序首板及批量检验规 范》
1次/班 AQL0.65
PD* QC*
1 1
调整 选别或修理
《烤板记录表》 《温度测量记录表》 《字符QC检查日报表》
1/2
QC工程图--pcb

退洗
制造課
烘烤
碳墨工作指示
32
烘烤
烤箱
碳墨脫落
溫度 附著力 、制程稽核工 烘烤 及外觀 作指示、檢測
溫度測試儀 膠紙實驗
自檢
抽檢
抽檢
制造課 長
3PNL
每爐
時間
儀器操作規範
33
中裁
裁錯方向 中裁機 裁偏
裁反
外觀 裁床工作指示
目視
首件
抽檢
隨機
制造課 長
首件
每批
停機點檢溫度參數 制造課
報廢 停機點檢
制造課
別 曝光 顯能影量 液濃
度 溫度
外觀
精密線路作業 規範
精密線路作業 規範
50倍放大鏡 曝光尺
目視 化驗
首件
抽檢
隨機
制造課 長
首件
每批
首件
抽檢
隨機
制造課 長
首件
每批
曝光首件檢驗記錄表 顯影首件檢驗記錄表
調整溫度、時間參數 制造課
調整曝光參數
制造課
調整顯影液濃度、輸送 速度
制造課
生效日期 文件性質
2005.9.22 工作指示
首件
每批
蝕刻首件檢驗記錄
速度
重工
制造課
13
二修
短斷路 殘銅 鋸齒 缺口 線距 線徑
外觀
制程稽核工作 指示、品質異 常判定工作指 示、PCB工序質 量檢驗工作指
示 線徑、線距變
率±10%
10倍刻度放大鏡 目視
全檢
抽檢
隨機
制造課 長
100%
每批
二修首件檢驗記錄表 二修品質狀況記錄表
返修或報廢
PCB QC工程图

Microsection
磨板机、曝光机、显影机、
贴膜机操作及作业标准书
/
/
/
/
外层线路
6
Outer Layer
Circuits
Байду номын сангаас
《干膜IPQC作业标准书》 HS-3Q-08
外观 Visual
《干膜首件报告》 HS-3Q-08-02
《干膜IPQC检验日报表》 HS-3Q-08-01
1.首件3-5pnl 2.抽检AQL=1.0
《电镀PTH线作业标准书》 HS-3M-EP-03
/
《切片检验标准书》 HS-3M-LA-01
背光 Back-light
《CuⅠ电镀作业标准书》 HS-3M-EP-01
/
5
板电 Panel plating
《一铜检验标准书》 HS-3Q-15
《切片IPQC作业标准书》 HS-3Q-12
板面/孔内铜厚 board surface /copper tihickness
HS-3Q-17
铜厚 Copper thickness
《进料检验单》 HS-2Q-10-03
/
《进料检验单》 HS-2Q-10-03
3PNL/批
3PNL/批 3PNL/批
/
目视 visual
千分尺 micrometer
卡尺 铜箔测厚仪 、切片 CMI700 Microsection
/
钢尺 steel rule
切片 Microsection
《IPQC制程抽检日报表》 HS-3Q-04-03
每批抽检外观(依抽样计划 AQL值1.0进行抽样检验)
目视
Visual
S/M 刷磨机、显影机、曝光 机等作业标准书
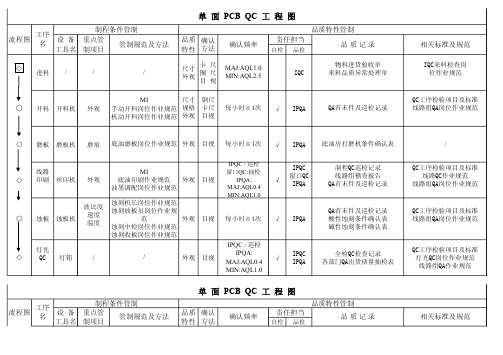
单面QC工程图
设备
工具名
制程条件管制
重点管 制项目
管制规范及方法
单 面 PCB QC 工 程 图
品质特性管制
品质 确认 特性 方法
确认频率
责任担当
自检 品检
品质记录
钻啤板 电动 〇 定位孔 钻机 对准度
钻孔岗位作业规范 外观 目视 每小时≧1次 √ IPQA
QA首末件及巡检记录
相关标准及规范
QC工序检验项目及标准 成型组QA岗位作业规范
品质特性管制
品质 确认 特性 方法
确认频率
责任担当
自检 品检
品质记录
FQA岗位作业规范 QC工序检验项目及标准
FQA岗位作业规范 QC工序检验项目及标准
相关标准及规范
◇
可靠性 测试
/
/
/
附着 Tape 力 Test
5PCS
碳膜 电阻 值
万用 表
硬度 硬度 测试 笔
碳KEY 耐用 性
碳KEY 耐用 测试 器
制程条件管制
流程图
工序 名
设备
重点管
管制规范及方法
工具名 制项目
◇
进料
/
/
/
单 面 PCB QC 工 程 图
品质 确认 特性 方法
确认频率
品质特性管制
责任担当
自检 品检
品质记录
尺寸 外观
卡尺 圈尺 目视
MAJ:AQL1.0 MIN:AQL2.5
物料进货验收单
IQC
来料品质异常处理单
MI
尺寸 钢尺
○ 开料 开料机 外观 手动开料岗位作业规范 规格 卡尺 每小时≧1次 √ IPQA
PCB灌 冲压 孔稳 试验 定性 机
PCBA_QC工程图

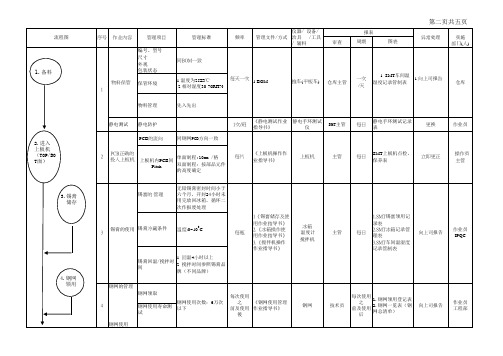
页数: 2 / 5 .工具/ 辅料部品编号,规格与BOM一致部品检查外观无破损、污、伤全数(PP<100)目视部品仕样书IQC检查结果及处理报告IQC 联络采购,共通来料检查部品尺寸与部品尺寸图一致AQL(LOT>100)测量IQC检查基准书ULA00101技术卡尺, 千分尺或 投影仪N=5/ LOT温度工作场所:22℃±5℃共通保管部品放置危险品仓:5℃~30℃温湿度计4次/日目视工场环境管理规定环境管理记录表货仓湿度无尘车间内:45~60%RHUSB00100USB00104联络上级2~6F无尘车间外:45~70%RH 1F :45~75%RH部品管理先入先出001机种区分标识做机种区分标识位置、内容在基板板边写上当前生产的机种名黑色油性笔全数作业标准书SMT 联络上级确认无误、无漏印刷机001-1印刷基板A面印刷锡膏锡膏 TLF-204-43 (TAMURA)(RoHS )锡膏1次/始业前锡膏印刷条件表印刷条件同焊锡印刷条件表刮刀,钢网目视SMT 停止,调整印刷锡膏TLF-204-43 条件印刷状态铜箔范围内,无渗透无少锡,倒塌,偏移等2H/次目视IPQC检查记录UZB00101IPQC 联络上级程序始业前002部品贴装(A面 )基板A面贴装部品部品上料不可误上料贴装机换料时部品设置照合表SMT换料记录UZA00114停止,调整贴装部品外观无缺损,破裂,浮起,立件,少件,反向等目视实装图SMT 程序实装部品规格LCR 表测量IPQC 联络SMTIPQC 贴装检查实装状态不可有异品、欠品、 极性错误浮起、位置偏移在基准内首枚/始业时5枚/ 2H目视IPQC 检查记录UZB00101预热温度/时间140-170/60-120秒焊接温度/时间200℃以上20-60秒,220℃以上20-40秒※回流炉003回流焊接A面回流焊接基板表面温度250以下炉温测试板始业时回流炉焊接条件表炉温测试曲线图SMT 停止调整炉温部品表面温度240以下炉温测试仪UZA00105IPQC 焊接状态检查焊接状态放大镜(5倍)首枚/始业时5枚/ 2H 目视基板检查基准UPD00200IPQC 检查记录UZB00101IPQC 联络SMT 004画像检查 (A面)AOI检查程序无误画像检查装置全数机测SMT 联络画像课AOI检查不良确认不良确认无连锡、假焊、少锡、偏移、005RSB检查翻件、立件、欠品、反向、错件等全数目视作业标准书检查记录表UZA00111SMT 联络上级目视检查(A面)A面贴装部品检查锡珠¢<0.13MM 放大镜(5倍)重点检查AOI能力外部品烙铁温度340±10℃烙铁(50W)始业时不良品的解析修理流程USG01900电烙铁管理表SMT SMT修正不良修复焊接时间≤3秒/点烙铁头(2C-4C)目视不良品的解析及修理方法USG08500USA00809SMT 联络SMT组长修正锡线RoHS :SENJU:RMA02 P3 M705 (∮0.8 )※锡线始业时点检电烙铁的使用及管理USG03600SMT修正表UZA00108修理员修理及附近位置外观良好不良品全数更换IC的流程及方法USG01100重点元件位置AOI能力外部品按AQL 作业标准书IPQCIPQC IPQC定点检查SMT完成品检查修理位置无错件、连锡、假焊、少锡等放大镜(5倍)修理品,PP 目视工程内定点检查记录表联络SMT修理附近位置无掉件、连锡、假焊、偏移等(全数)修理目视检查USG15100UZB001061次/ PP、ECO 变更、转线精密检查测试表UZB00102实装图基板外观检查基准特性温度测试曲线STARTNGOKNGNGNG根据IPQC 检查规定处理NG根据IPQC 检查规定处理1特性工具/ 辅料页数: 3 / 5 .页数: 4 / 5 .工具/ 辅料特性103-A 插元件<1>103-B 插元件<2>手插件外观名称、规 格、编号无误,引脚无氧化,外观无破损103-C 插元件<3>手插元件全数目视作业标准书无FAT 联络上级103-D 插元件<4>部品插入状态不可有异品、欠品、极性错误基板固定104炉前目视装机板目视部品实装状态无反向、欠品、错料等过炉治具电解电容打点目视电解电容方向正确后打点在顶部负极处打红点红色油性笔全数目视作业标准书生产品质记录表UPA00116FAT 联络上级105炉前压件手插件按压,压件状态平贴基板;插到位扶正治具(共3种)全数扶正作业标准书放扶正治具FAT 联络上级助焊剂TAMURA EC-19S-8助焊剂设备(治具)日常点检表B面松香喷洒喷洒条件涂布量:80±10% ;VC速度:1.0M/min 助焊剂喷洒机始业前调试设备(治具)始业点检保养基准USA01019喷洒状态粒径:φ0.2-0.8MM 120*180内23个以内松香喷洒效果记录表ZG015(100CM 2内10个以下)设定条件标准波峰炉焊接锡条确认千住:M705E&M708(RoHS)波峰炉始业前调试设备(治具)始业点检保养基准设备(治具)日常点检表FAT 联络上级106波峰焊接预热速度50℃~100℃/0.9-3.0℃/sec 锡条USA01019预热温度120℃±15℃设定条件标准焊接温度250℃±5℃助焊剂喷洒机、波峰炉最高温度,250℃±5℃ 运作记录表 USA01018最高温度-预热温度(△T )150℃以内焊接时间 2.5-6sec 炉温曲线图降温速度5℃以上 /sec 107炉后接板接拆放过炉治具取机板、取治具、撕胶纸撕胶纸接板方法撕掉B面胶纸手持基板板边胶镊子全数作业标准书FAT 联络上级手插件不可欠品108炉后目视波峰焊接后PCB 浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级ASSY外观检查焊锡状态无盲点、连锡、锡尖、少锡、假焊等UPA00116更换部品规格、型号参照BOM不良品的解析修理流程USG01900电烙铁管理表烙铁温度CHIP部品:(340±10℃);手插部品:(380±10℃); 跳线、TB1:(410±10℃)(90W)烙铁(50W)(90W)、烙铁头(2C-4C)不良品全数修理不良品的解析及修理方法USG08500USA00809FAT 解析修理不良修理焊接时间≤3秒电烙铁的使用及管理USG03600修理作业日报UZA00134FAT修理锡线规格RoHS :SENJU:RMA02 P3 M705 (∮1.0)锡线更换IC的流程及方法USG01100修理联络上级锡炉温度240℃镊子始业时点检助焊剂TAMURA EC-19S-8助焊剂锡条千住:M705E&M708(RoHS)锡条IPQC IPQC 定点检查修理位置及其周边元件、焊接外观放大镜(5倍)修理品(全数)修理目视检查USG15100工程内定点检查记录表UZB00106IPQC 联络上级OQC OQC 修理品检查修理品检查修理位置及周边 元件、焊接外观放大镜(5倍)修理品 (全数)目视FAT 修理品检查基准书UPD05200OQC 修理品检查结果记录表UPA00510OQC 联络上级锡线SENJU:RMA02 P3 M705 (φ0.8 ) RoHS 锡线始业前烙铁温度(340±10℃)CHIP部品烙铁(50W)始业前点检作业标准书电烙铁管理表FAT 报告上级烙铁温度(380±10℃)手插部品烙铁头(2C-4C)烙铁温度(410±10℃)跳线、TB1烙铁(90W)焊接时间3秒内/点USA00809109锡点修正锡点检查、修正元件长度3MM以下量脚治具:J09090171全数测量板面外观锡珠:φ<0.3MM;无异物附着修正治具:J09090146全数目视手焊人员标准达B级剪钳排线T1部品上的黑色线进行整理排线不可将其他部品向两侧挤歪斜和遮挡排插塞规(0.3mm,0.5mm)、分度治具、直尺※※NGOKNG※OKNG修理品返回发生工程NG页数: 5 / 5 .工具/ 辅料特性点胶部品实装及作业标准书报告上级,联络110画像检查(B面)焊接检查,打点打点位置无误,无漏打画像检查装置、介刀全数目视生产品质记录表FAT 画像检查课贴C/N贴纸贴C/N贴纸贴纸状态无偏移、翘角、倾斜、折皱蓝色油性笔,胶镊子UPA00116DIP部品实装检查画像检查装置111画像检查(A面)打点打点位置无误,无漏打蓝色油性笔全数目视作业标准书生产品质记录表FAT 联络画像检查课贴L/N贴纸贴L/N贴纸贴纸状态无偏移、翘角、倾斜、折皱胶镊子、介刀UPA00116程序当前生产的机种名ICT测试仪目视不良信息小票112ICT测试开路、短路测试样板点检OK品点检显示“PASS” NG品点检“FAIL”ICT治具:J09060251黑色油性笔始业时点检作业标准书生产品质记录表UPA00116FAT停止,报告上级联络画像检查课程序名ETP712190电脑,FT治具:J09100108始业前目视设备(治具)始业点检保养基准设备(治具)日常点检表113FT测试功能测试FT治具点检按照设备(治具)始业点检保养基准捺印治具,印台始业时点检USA01019捺印印章、印油(STSM-1)作业标准书生产品质记录表UPA00116FAT停止,报告上级程序路径见作标分割机、除尘机114分割基板分割机板单板尺寸分割治具:J09090140首枚/始业时测量作业标准书分割机使用机种一览表FAT 停止 联络上级批锋尺寸突出部分在0.5MM以下铣刀(2.0MM).卡尺.刷子首枚/换刀时A面外观检查浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级115外观检查目视位置及标准锡珠:¢<0.3MM;无异物附着,无撞掉件UPA00116B面外观检查ICT、画像检查B面良品标识、FT测试合格印章无漏分度治具,直尺印油(STSM-1)包装管理台帐116包 装PCB组立品包装数量不可少装、多装、混装封箱胶纸,印章全数目视作业标准书 FAT 报告上级完成品外观组件外观参照OQC检查标准按检验程序目视OQC检查基准书出货成绩书UPA00501OQC 联络上级OQC OQC检查组件包装修理品(全数)机型名称货仓出货从UMC → 客户出货数量按出货指令书按包装单位目视出货指示书出货明细表货仓联络上级出货品封装出货地放大镜(5倍)、塞规(0.3mm,0.5mm)ENDNG 选别或返工ONGNGNGNGNGNG。
QC工程图(完整版)

操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
10
中检
对贴装元件的PCB进 2.贴装质量符合《贴装 行贴装品质状况检查 良否判定标准》良品要
放大镜
2.镊子 3.手指套
色笔
求
4.放大镜5X
1.对贴装品质状况检查 2.对手贴元件确认无偏 位,反向,翘高等现象 3.手贴元件的PCBA需标 示,提醒目检重点检 查,且需IPQC确认签字
按QA检验规范、IQC/QA 抽样计划标准和作业指 导书
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
QA
主管
发现一个不良通知生 产主管和品质主管
指导书
17
出货
数量/票据/静电/包 装/标示卡/检验报告
品质状态
测试
AOI检查 作业指导 全检查 书
《AOI机点检表》 《AOI测试报表》
作业员
1.发现异常要及时报 告主管 2.连续3PCS不 良应停机稽核,并及 时汇报工程主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
电子产品标准QC工程图

品管
外观 尺寸 电气性能
抽检
GB2828-87一次 正常或加严抽样
水平
依据进料检验规范、物 料技术规范书对来料进
行检验测试
推移图、柏拉图 、特性要因图、
层别法
物料验收入库单、不合格品 评审和处置单、来料检验报 告、品质异常联络单、原材
料检验记录
如来料品质异常,IQC即隔离标放 并开出《改进需求单》,并交由物 控部通知供方提出纠正与预防措施
推移图 别法
层
物料验收入库单、送货单、 送检单
如有不符,仓管员隔离标放,将该 信息即时反馈至物料控部,由采购
员通知供方进行更改
按MPS、生产计划通知单
推移图
来进行备料、领料、发 层别法
查 领料单、补料单、借料单
料
检表
如有不符要清查(规格或质量不 符,通知品管查核)
按《技术规范》及生产 推移图、柏拉图
流程图
项次 工程符号/名称
1
进料
2
IQC
3
入(物料)
4
生产准备
5
插件
6
过波峰焊
剪脚
I
P
Q
8
手焊
C
巡
查
9
半成
品测
维
10 修
组装
11
镭雕
12
成品检
QC 工 程 图
工程内容说明
标准工程制程
相关规程
设备、治/夹 、工/量/检
具
权责单 位
重点管制特 管制类
性
别
管制频率
品质工程管制
管制方法
统计手法
待验物料之存放规划、 产品防护控制程序、物料入库/
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品质异常反馈单
师处理
换线及换班 100%
炉温记录表
立即停线通知制程工程 师处理
QC检验报表
补焊,连续 3pcs不良或 2H内不良率高于 98%通知
制程
100%
QC检验报表
按分类标识
25
清洗
静电刷、抛 光机
目测
外观
半成品检验作业 指导书
IPQC
26 外观检测
N/A
半成品检验作业
目测
外观检测 指导书、 IPC610-
PCBA 板产品质量控制
版本:
制程名称
NO
作业
主要设备 生产设备 量测仪器
管制项目
检验规范
1
PCB板进料 检测
2
物料进料检 验
3
烘烤
N/A N/A 烤箱
万用表、目 测、铬铁
线路阻值、 外观、焊盘
上锡状况
万用电桥、
容值、阻值、 电感值、外观
目测、烙铁 、上锡性
目测
外观
进料检验标准、 进料检验作业指 导书、规格承认
QC
10%
QC检验报表
100%
QC检验报表
按分类标识 按分类标识
第5 页
板产品质量控制
相关链接
采购单、 BOM 、收货单 、样品、规格承认书
采购单、 BOM、收货单、 样品、规格承认书
烘烤作业指导书
BOM、程式料表、变更单
印刷机作业指导书、钢 网清洗作业指导书、刮
刀保养记录表
锡厚量测仪作业指导书
BOM 、程式料表、贴片 机作业指导书
第 10 页
书
进料检验标准、 进料检验作业指 导书、规格承认
书
进料检验标准、 进料检验作业指 导书、规格承认
书
管制方法 权责单位
IQC
IQC
IPQC
检查频率
记录方法
AQL二级抽样标 准
IQL=0.4
进料检验记录表、 品质异常反馈单
AQL二级抽样标 准
IQL=0.4
进料检验记录表、 品质异常反馈单
AQL二级抽样标 准
PC、显示器 、音箱
性能、指标
测试作业指导书
OQC
5pcs/25pcs
OQC检验报表
批退返工
33
老化
老化房
34 结构件检验
N/A
目测
信号灯、性 老化房作业指导
能
书
目测
外观
结构件外观检验 标准
IPQC
100%
老化C
准
进料检验记录表、 品质异常反馈单
IQL=1.0
QC
5%
OQC检验报表
按不合格品控制程序
100%
QC测试报表
按不合格品控制程序
100%
维修报表
按不合格品控制程序
20%
OQC检验报表
功能性不良 0收1退,外 观不良 1收2退
100%
QC日报表
按分开作好标识
42 包装抽检
N/A
目测 标签、外观 成品检验标准
OQC
43
入库
N/A
目测
包装方法、 外观
成品检验标准
IPQC
15
TOP炉前总 检
N/A
目测
偏移、乱飞 、极反、缺
件
IPQC检验作业指导 书、半成品检验作
业指导书
16 TOP回流焊
回焊炉
万用表、目 测
炉温曲线
主芯片焊接参数、 PCB规格承认书、 锡膏规格承认书
IPQC IPQC
17
TOP外观全 检
N/A
目测
外观
IPC610-D
QC
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
第2 页
次/2H
IPQC检验日报表、 立即停线通知制程工程
品质异常反馈单
师处理
100%
IPQC检验日报表、 立即停线通知制程工程
品质异常反馈单
师处理
换线及换班 100%
炉温记录表
立即停线通知制程工程 师处理
QC检验日报表
分开分类标识送维修, 连续 3pcs不良或 2H内不 良率高于 98%通知制程
IPC610-D
QC
11
BOT维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
100%
检验日报表、 品质异常反馈单
师处理
换线及换班 100%
炉温记录表
立即停线通知制程工程 师处理
QC检验日报表
分开分类标识送维修, 连续 3pcs不良或 2H内不 良率高于 98%通知制程
100%
维修报表
IQL=0.4
烘烤记录表
V1.0 异常处理 按不合格品控制程序 按不合格品控制程序 按不合格品控制程序
4
SMT备料
feeder
目测
料号
程式料表、变更 单
IPQC
100%
上料记录表
立即停线通知制程工程 师处理
5
BOT印刷
印刷机
目测
偏移、短路、 印刷机作业指导
漏印
书
IPQC
100%
印刷品质记录表
立即停线通知制程工程 师处理
炉前总检作业指导书
第6 页
炉前总检作业指导书
回焊炉作业指导书
样板
样板、 BOM 印刷机作业指导书、钢 网清洗作业指导书、刮
刀保养记录表 锡厚量测仪作业指导书 BOM 、程式料表、贴片
机作业指导书 炉前总检作业指导书
回焊炉作业指导书
样板
第7 页
样板、 BOM 分板作业指导书 BOM、程式料表、变更单 BOM、程式料表、变更单 大锡炉作业指导书
信号点电压 值
测试作业指导书
QC
100%
QC检验报表
按分类标识
30
PCBA功能测 试
测试环境
PC、显示器 、音箱
性能、指标
测试作业指导书
QC
100%
QC测试报表
按不合格品控制程序
31
维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
100%
维修报表
按不合格品控制程序
32
功能抽测
测试环境
QC
D
27
维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
第3 页
100%
QC检验报表
按分类标识
100%
QC检验报表
按不合格品控制程序
100%
维修报表
按不合格品控制程序
28 短路测试
N/A
万用表 信号点短路 测试作业指导书
QC
100%
QC检验报表
按分类标识
29 电压测试
N/A
万用表
6
BOT锡厚检 验
锡厚量测仪
锡厚测量仪
锡厚
印刷机作业指导 书
IPQC
次 /2H
锡厚量测记录表
立即停线通知制程工程 师处理
7
BOT贴片
贴片机
目测
抛料率
贴片机作业指导书
IPQC
8
BOT炉前总 检
N/A
目测
偏移、乱飞 、极反、缺
件
IPQC检验作业指导
书、半成品检验作
IPQC
业指导书 第 1 页
次/2H
IPQC检验日报表、 立即停线通知制程工程
37 组装抽检
N/A
目测
外观
外观检验标准
OQC
38
整机功能测 试
测试环境
PC、显示器 、音箱
性能、指标
测试作业指导书
IPQC
39
维修
烙铁、热风 万用表、目 外观、焊接
枪
测
性能
IPC610-D
QC
40
功能抽测
测试环境
PC、显示器 、音箱
性能、指标
测试作业指导书
OQC
41
包装
N/A
目测 标签、外观 包装作业指导书
按不良分开标识
35
组装 电动螺丝刀 目测 外观、位置 外观检验标准
IPQC
100%
结构件不良记录表 按不合格品控制程序
36 贴标签
N/A
目测 外观、位置 外观检验标准
IPQC
100%
组装不良记录表
按不合格品控制程序
37 组装抽检
N/A
目测
外观
外观检验标准
OQC
第4 页
5%
OQC检验报表
按不合格品控制程序
按不合格品控制程序
12 TOP印刷 印刷机
目测
偏移、短路、 印刷机作业指导
漏印
书
IPQC
100%
印刷品质记录表
立即停线通知制程工程 师处理
13
TOP锡厚检 锡厚量测仪 锡厚测量仪 验
锡厚
印刷机作业指导 书
IPQC
次 /2H
锡厚量测记录表
立即停线通知制程工程 师处理
14 TOP贴片 贴片机
目测
抛料率
贴片机作业指导书
品质异常反馈单
师处理
100%
IPQC检验日报表、 立即停线通知制程工程
品质异常反馈单
师处理
8
检
检验作业指导
N/A
目测
、极反、缺 书、半成品检验作
件
业指导书
9