第9章 压延及压出
高分子材料流变学
高分子科学与工程学院
青岛科技大学
2.2.2 计算高分子液体黏度的经验方程
Ostwald-de Wale幂律方程(power law) 幂律公式
K n
n 1 a K
流动指数或非牛顿指数
n d ln d ln
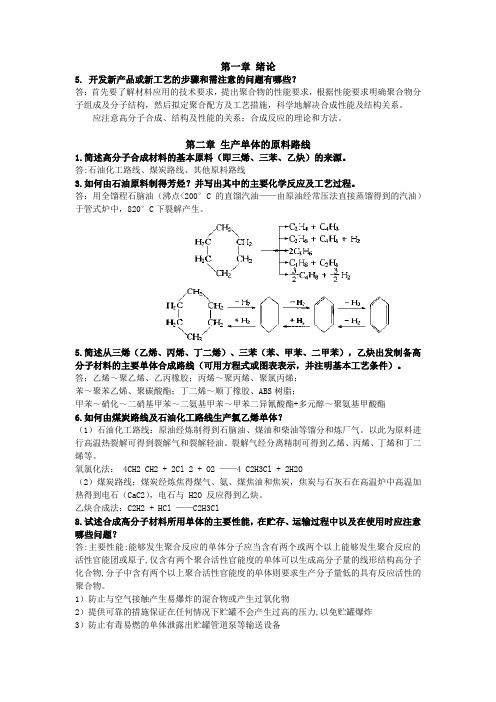
图8-15 几种聚合物熔体剪切应力与剪切速率的关系 (测试温度200℃)
第4章 剪切黏度的测量方法 4.1 毛细管流变仪测量表观剪切黏度 4.2 恒速式双毛细管流变仪简介 4.3 锥-板型转子流变仪简介 4.4 落球式黏度计的测量原理 第5章 高分子熔体流动不稳定性 5.1 挤出过程中的畸变和熔体破裂行为 5.2 纺丝成型过程中的拉伸共振现象 第6章 加工成型过程的流变分析 6.1压延工艺的流变分析 6.2挤出成型的流变分析 6.3 注射成型的流变分析
聚合物
聚丙烯
聚合物 天然橡胶 低压聚乙烯 聚氯乙烯 聚苯乙烯
流动温度/℃
126-160 170-200 165-190 ~170
流动温度/℃
200-220 190-250 250-270 170-190
聚甲基丙烯酸甲 酯
尼龙66 聚甲醛
流动机理 研究表明,黏流态下大分子流动的基本结构单元并不是分子整链,而是链 段,分子整链的运动是通过链段的相继运动实现的。 研究高分子黏流活化能时发现,当熔体分子量很低时,随分子量增大而增 大。分子量达到一定值后,值趋于恒定。与该恒定值对应的最低分子量相 当于由20-30个C原子组成的链段的大小,说明熔体流动的基本结构单元 是链段。
青岛科技大学
高分子材料流变学
Rheology of Polymer Materials
王新 杨文君
Qingdao University of Science and Technology Qingdao,2011
工业设计概论 第九章 设计与形态学
椅子的支架取用了摇椅的扶手元 素,通过圆环的大小、空间位置、 排列体现产品表达的变化
(2)统一
统一指整体之中各要素之间的协调,也被称为 调和。能够使各要素之间产生联系,彼此呼应,形 成和谐的整体。
沙发整体色调介于黑白
灰之间,是富贵色系,
是一种统一。空间布局 上做出了变化,边缘伸 出的部分让整个形体突 破了传统造型的束缚, 是一种变化。
(4)形态学与设计
设计形态学是一门交叉学科,涉及到工程技术、 心理学、符号学、生物学、美学等多个学科的知识。
第二节 艺术设计形态的构成与分类
一、形态的构成与分类
任何呈现在我们面前,表现为一定形态的设计 作品,往往都是人类对自然事物做主观改造,使之 更适应人类的需要,更适合材料和工艺的结果。 形态要素是形态构成的最基本单元,主要指点、 线、面、体等概念形态。从分类上看,可分为概念 形态和现实形态。
3.材料的情感体验与形态
(1)材料本身没有情感,它的情感来自人们对材质产
生的感觉。 (2)不同的质感给人不同的感知,这种感知会引起联
想,使人对材料产生联想层面的情感。 (3)人们对材料的选择兼顾物质与精神两个方面的需
求。
三、形态与结构
1.形态与结构的关系:
任何形态与结构都是以功能为前提的,结
构域形
结构仿生
DIY苹果灯 外形像一个苹果框架, 灯具在里面
结构仿生
车轮式
时钟
形态仿生
整个车型就像是青蛙 蹲在地上等候害虫的 出现……
形态仿生
从其形态上来看,你 肯定会以为他是眼镜 架,其实不然,他是 一盏灯,就是有很多 镜片构成,其散光效 果就可想而知了吧
形态仿生
青岛科技大学实用橡胶工艺学通用课件

二、橡胶工业的重要性
1.橡胶是重要的工业材料,同时又是重要的战略 物资,应用广泛。
2.目前世界橡胶制品的品种和规格的总数约有10 万之多。
三、本科程的内容
1.橡胶工艺生产所用的 原材料
包括生胶及橡胶类似物、硫化 体系配合剂、补强填充剂、软 化增塑剂、防老剂等原材料
以生胶为原料 制造橡胶制品
2.原材料的配方 3.橡胶加工工艺的过程
恒粘橡胶
它是在制胶时加入了占干胶重 量0.4%的中性盐酸羟胺或中性硫酸 羟胺或氨基脲等羟胺类化学药剂, 使之与橡胶链上的醛基作用,将醛 基钝化而抑制生胶贮存硬化,保持 生胶的粘度在一个稳定的范围。 固定粘度橡胶的主要特点是生 胶门尼粘度低而且稳定。
3、分级
两种分级方法
1.按外观质量分级 如烟胶片及绉胶片
(6)1830年至1876年英国人把橡胶树种和幼苗从伦敦皇 家植物园移植到印尼、新加坡、马来西亚等地,完成 了野生天然橡胶变成人工栽培种植的艰难工作。 (7)1839年,C.Goodyear发明橡胶硫化法:将橡胶和 硫磺共热,特别是在铅化合物存在下与硫磺共热之后, 橡胶就会变成坚实而富有弹性的物质,不再因温度的 改变而变硬发粘。 (8) 1888年英国医生Dunlop发明了充气轮胎。 (9) 1904年发现某些金属氧化物有促进硫化作用,但 效果不十分明显。1906年发现苯胺有促进硫化作用, 直到1919年才开始大量应用噻唑类促进剂。 (10) 1920年炭黑作为橡胶的补强剂大量使用。
天然橡胶 合成胶
品种
较少 较多
产量
较低 较高
性能
综合性能好 特种性能好
用途宽广
较窄 较广
注:天然胶与某一种合成胶相比则用途较广, 若与整类合成胶相比则用途较窄
《聚合物流变学》课程教学大纲(本科)

聚合物流变学(Rheology for Polymer)课程编号:07410156学分:2学时:32 (讲课学时:32)先修课程:高等数学,大学物理,高分子物理适用专业:高分子材料与工程教材:高分子流变学基础,史铁钧、吴德峰著.北京:化学工业出版社,2011年4 月第一版一、课程的性质与任务:(-)课程性质(需说明课程对人才培养方面的贡献)本课程是面向高分子材料与工程高年级本科生的专业基础选修课,本课程的内容与高分子成型加工、高分子工程、高分子物理等方向密切相关,是高分子材料专业学生进一步开展这些方向的深入学习和研究的基础。
本课程旨在介绍聚合物熔体流变学原理及其在加工过程中的专业应用,通过研究热和力对聚合物流体流动和变形的影响。
使学生了解聚合物熔体的粘性流动、弹性效应及其流变测定法、守恒方程和本构方程、流体在简单几何形状流道中的流动,以及挤出、注塑、压延和吹塑等成型过程中的流动。
另外,对挤出机、双辐机和密炼机的混合特性进行研究,使学生进一步掌握各种高分子材料成型工艺。
本课程的主要目的是使学生掌握相关流变学的思想,理解相关理论,并能够利用流变学相关理论知识解决工程中遇到的实际问题。
(二)课程目标(根据课程特点和对毕业要求的贡献,确定课程目标。
应包括知识目标和能力目标。
)课程目标1:掌握聚合物材料的独特流变学特征,并理解相关机理;课程目标2:掌握聚合物结构与其流变学特征之间的关系;课程目标3:掌握流变学性能的相关测试及其原理;课程目标4:掌握影响聚合物流变学特征的各种因素,能够通过调控相关因素来控制流变行为。
二、课程内容与教学要求(按章撰写)第一章绪论(一)课程内容(列出主要知识点、能力点)(1)流变学的历史和现状(2)流变学的研究对象和方法(3)高分子材料典型的流变行为(4)流变学在高分子材料加工中的应用(二)教学要求(将相关内容按照掌握、理解、了解等不同教学要求进行分类)通过学习使学生掌握聚合物流变学的基本概念、内容和意义,了解聚合物流变学的发展历史,懂得聚合物流变学的发展趋势和方向,了解聚合物流变学中的一些奇特现象以及理解产生这种特殊的行为的物理原因是什么。
第9章烯类聚合物

9.2聚丙烯
由丙烯聚合而制得的一种热塑性树脂。 按甲基排列位置分为等规聚丙烯(isotaeticPolyProlene)、无规聚丙烯 (atacticPolyPropylene)和间规聚丙烯(syndiotaticPolyPropylene)三种。 甲基排列在分子主链的同一侧称等规聚丙烯;若甲基无秩序的排列在分 子主链的两侧称无规聚丙烯;当甲基交替排列在分子主链的两侧称间规聚丙 烯。一般生产的聚丙烯树脂中,等规结构的含量为95%,其余为无规或间规 聚丙烯。工业产品以等规物为主要成分。聚丙烯也包括丙烯与少量乙烯的共 聚物在内。 通常为半透明无色固体,无臭无毒。由于结构规整而高度结晶化,故熔点 高达167℃,耐热,制品可用蒸汽消毒是其突出优点。密度0.90g/cm3,是最轻的 通用塑料。耐腐蚀,抗张强度30MPa,强度、刚性和透明性都比聚乙烯好。 缺点是耐低温冲击性差,较易老化,但可分别通过改性和添加抗氧剂予 以克服。
结构式
CH2=CH2+CH2=CH2+······→—CH2—CH2—CH2—CH2······
聚乙烯的性能取决于它的聚合方式。在中等压力(15-30大气压)有机化合物 催化条件下进行Ziegler-Natta聚合而成的是高密度聚乙烯(HDPE)。这种条件下 聚合的聚乙烯分子是线性的,且分子链很长,分子量高达几十万。如果是在高 压力(100-300MPa),高温(190–210C),过氧化物催化条件下自由基聚合,生产 出的则是低密度聚乙烯(LDPE),它是支化结构的或接近丁苯橡胶、氯磺化聚乙烯、聚乙烯和交联 聚乙烯。 7.弹性
第9章 压杆稳定

第九章压杆稳定§9.1 压杆稳定的概念§9.2 两端铰支细长压杆的临界压力§9.3 其它支座条件下细长压杆的临界压力§9.4 欧拉公式的适用范围,经验公式§9.5 压杆的稳定校核§9.6 提高压杆稳定性的措施1. 引言强度——构件抵抗破坏(塑性变形或断裂)之能力2.实例crcr①受均匀外压作用的圆筒形薄壳——由圆形平衡变成椭圆形平衡。
②受均匀压力作用的拱形薄板——由拱形平衡变成翘曲平衡。
③窄高梁或薄腹梁的侧向弯曲——由平面弯曲变成侧向弯曲。
④圆筒形薄壳在轴向压力或扭转作用下引起局部皱折。
⑤细长压杆由直线平衡变成曲线平衡。
3.稳定研究发展简史早在18世纪中叶,欧拉就提出《关于稳定的理论》但是这一理论当时没有受到人们的重视,没有在工程中得到应用。
原因是当时常用的工程材料是铸铁、砖石等脆性材料。
这些材料不易制细细长压杆,金属薄板、薄壳。
随着冶金工业和钢铁工业的发展,压延的细长杆和薄板开始得到应用。
19世纪末20世纪初,欧美各国相继兴建一些大型工程,由于工程师们在设计时,忽略杆件体系或杆件本身的稳定问题向造许多严重的工程事故。
例如:19世纪末,瑞士的《孟希太因》大桥的桁架结构,由于双机车牵引列车超载导致受压弦杆失稳使桥梁破坏,造成200人受难。
弦杆失稳往往使整个工程或结构突然坍蹋,危害严重,由于工程事故不断发生,才使工程师们回想起欧拉在一百多年前所提出的稳定理论。
从此稳定问题才在工程中得到高度重视。
§9.1 压杆稳定的概念 1.工程实例(1当推动摇臂打开气阀时就受压力作用。
(2)磨床液压装置的活塞杆,当驱动工作台移动时受到压力作用。
(3)空气压缩机,蒸汽机的连杆。
(4)桁架结构的某些杆件。
(5)建筑物中的柱。
2.压杆分类⎪⎩⎪⎨⎧⎭⎬⎫--.,,.3.2.1曲线平衡而发生失稳杆件会由直线平衡变成比例极限甚至低于或者强度极限当应力低于屈服极限稳定问题细长杆中长杆强度问题短杆b b s σσσ 3.压杆失稳:压杆由直线形状的稳定平衡而过渡到曲线平衡称为失稳或者屈曲。
成型加工课后思考题答案
成型加⼯课后思考题答案第⼀章1.什么是聚合物的结晶和取向?它们有何不同?研究结晶和取向对⾼分⼦材料加⼯有何实际意义?答:热的饱和溶液冷却后,溶质以晶体的形式析出这⼀过程叫结晶。
⾼聚物的取向意味着其内部的结构单元(如分⼦或晶粒等)的空间指向遵循⼀些择优的⽅向,⽽不是完全随机的。
⾼聚物取向时,它的性能会呈现各向异性。
适当调节取向状况,可在很⼤范围内改变⾼聚物的性能。
⼀般说,取向时物体在取向⽅向上的模量和强度会明显增⼤。
在纤维和薄膜的⽣产中取向状况的控制显得特别重要。
通过液晶态加⼯⽽获得⾼度取向的刚性链⾼分⼦纤维的模量和强度已能达到钢丝和玻璃纤维的⽔平。
其他⾼分⼦材料或制品中的取向状况也是影响性能的⼀种因素。
(取向能提⾼材料的各向异性,也就是⾼分⼦链向⼀个⽅向规整的排列能提⾼材料的⼀个⽅向强度。
结晶能提⾼材料的熔点和韧性。
)2.请说出晶态与⾮晶态聚合物熔融加⼯温度范围,并讨论两者作为材料的耐热性好坏。
答:晶态聚合物:Tm~Td;⾮晶态聚合物:Tf~Td。
对于作为塑料使⽤的⾼聚物来说,在不结晶或结晶度低时,最⾼使⽤温度是Tg;当结晶度达到40%以上时,晶区互相连接,形成贯穿整个材料的连续相,因此在Tg 以上仍不会软化,其最⾼使⽤温度可提⾼到结晶熔点。
3.聚合物成型过程中为什么会发⽣取向?成型时的取向产⽣的原因及形式有哪⼏种?取向对⾼分⼦材料制品的性能有何影响?答:在成型加⼯时,受到剪切和拉伸⼒的影响,⾼分⼦化合物的分⼦链会发⽣取向。
原因:由于在管道或型腔中沿垂直于流动⽅向上的各不同部位的流动速度不相同,由于存在速度差,卷曲的分⼦⼒受到剪切⼒的作⽤,将沿流动⽅向舒展伸直和取向。
⾼分⼦化合物的分⼦链、链段或微晶等受拉伸⼒的作⽤沿受⼒⽅向排列。
主要包括单轴拉伸取向和双轴拉伸取向。
⾮晶态⾼分⼦取向包括链段的取向和⼤分⼦链的取向;结晶性⾼分⼦的拉伸取向包括晶区的取向和⾮晶区的取向⾼分⼦材料经取向后,拉伸强度、弹性模量、冲击强度、透⽓性增加。
《高分子材料成形工艺学》各章复习思考题汇总
绪论1.简述塑料、化学纤维和橡胶的分类和主要品种。
2.简述塑料、化学纤维和橡胶所涉及的主要特异性品质指标名称。
3.简要说明化学纤维的线密度和相对强度概念。
4.简述超细纤维的特点和复合纺丝制造方法。
5.简要说明高分子材料成形基本过程和成形过程中的变化。
6.成形制品时选择材料及其成形工艺应遵循哪些基本原则?并简要说明。
第一篇高分子成形基础理论第一章高分子材料的成形品质1. 高分子的可挤出性受哪些因素的影响?通常如何评价高分子的可挤出性?2. 挤出细流类型有哪些类型?什么类型是正常纺丝的细流类型?如何实现?3. 可纺性与哪些因素相关?如何相关?4. 可纺性理论包括哪两种断裂机理?请简要说明。
5. 什么是模塑性?试画图并说明高分子的最佳模塑区域。
6. 评价模塑性通常采用什么方法?请简要说明方法原理。
7. 聚合物的拉伸曲线有哪三种基本类型?哪两种拉伸曲线具有可延性?如何获得该两种拉伸曲线?8. 什么是可延性?高分子为什么具有可延性?如何评价可延性?9. 可延性的影响因素有哪些?如何影响?10. 试分析高分子成形过程中应如何对待高分子的粘弹性。
11. 试说明高分子成形过程中应如何利用高分子的松弛特性?12. 高分子应变硬化的物理基础是什么?高分子成形中哪些工艺利用了应变硬化?13. 合成纤维的成形中经常采用多级拉伸,试问有什么意义?多级拉伸应如何实施?14. 高分子的热膨胀系数随温度的变化表现出什么样的规律?15. 简要说明高分子比热容随温度的变化关系?16. 为什么非晶聚合物的导热系数随温度的变化规律在玻璃态和高弹态不同?第二章高分子成形流变学基础1. 区别三组概念:①剪切流动和拉伸流动;②稳态流动与非稳态流动;③等温流动与非等温流动。
2. 非牛顿流体有几种类型?分别表现出怎样的流动行为?3. 高分子流体在宽剪切速率范围内为什么往往会出现第一牛顿区、非牛顿区和第二牛顿区三个区域的流变特征?4. 什么是宾汉流体?有什么样的流动特征?为什么表现出那样的流动特征?5. 什么是幂律方程?幂律方程的K 和n 有什么特征?6. 时间依赖性流体有哪两种?它们为什么会出现时间依赖性?7. 测得一种热塑性聚合物熔体在注射成形条件下的流体稠度K=64,n=0.65,该熔体通过直径4mm 、长75mm 圆形等截面喷孔时的体积流率为5×10-5m 3·s -1,试计算管壁处的剪应力、剪切速率和整个圆管中的流速分布函数。
高分子合成原理与工艺学
第一章绪论5. 开发新产品或新工艺的步骤和需注意的问题有哪些?答:首先要了解材料应用的技术要求,提出聚合物的性能要求,根据性能要求明确聚合物分子组成及分子结构,然后拟定聚合配方及工艺措施,科学地解决合成性能及结构关系。
应注意高分子合成、结构及性能的关系;合成反应的理论和方法。
第二章生产单体的原料路线1.简述高分子合成材料的基本原料(即三烯、三苯、乙炔)的来源。
答:石油化工路线、煤炭路线、其他原料路线3.如何由石油原料制得芳烃?并写出其中的主要化学反应及工艺过程。
答:用全馏程石脑油(沸点<200°C的直馏汽油——由原油经常压法直接蒸馏得到的汽油)于管式炉中,820°C下裂解产生。
5.简述从三烯(乙烯、丙烯、丁二烯)、三苯(苯、甲苯、二甲苯),乙炔出发制备高分子材料的主要单体合成路线(可用方程式或图表表示,并注明基本工艺条件)。
答:乙烯~聚乙烯、乙丙橡胶;丙烯~聚丙烯、聚氯丙烯;苯~聚苯乙烯、聚碳酸酯;丁二烯~顺丁橡胶、ABS树脂;甲苯~硝化~二硝基甲苯~二氨基甲苯~甲苯二异氰酸酯+多元醇~聚氨基甲酸酯6.如何由煤炭路线及石油化工路线生产氯乙烯单体?(1)石油化工路线:原油经炼制得到石脑油、煤油和柴油等馏分和炼厂气。
以此为原料进行高温热裂解可得到裂解气和裂解轻油。
裂解气经分离精制可得到乙烯、丙烯、丁烯和丁二烯等。
氧氯化法: 4CH2 CH2 + 2Cl 2 + O2 ——4 C2H3Cl + 2H2O(2)煤炭路线:煤炭经炼焦得煤气、氨、煤焦油和焦炭,焦炭与石灰石在高温炉中高温加热得到电石(CaC2),电石与 H2O 反应得到乙炔。
乙炔合成法:C2H2 + HCl ——C2H3Cl8.试述合成高分子材料所用单体的主要性能,在贮存、运输过程中以及在使用时应注意哪些问题?答:主要性能:能够发生聚合反应的单体分子应当含有两个或两个以上能够发生聚合反应的活性官能团或原子,仅含有两个聚合活性官能度的单体可以生成高分子量的线形结构高分子化合物,分子中含有两个以上聚合活性官能度的单体则要求生产分子量低的具有反应活性的聚合物。
第九章润滑添加剂分析

② 硫化聚丁烯
用作齿轮、汽车传动和工业减速器润滑油的极压剂,添加量一般为5% 一8%wt。
三聚异丁烯
③二苄基二硫化物
高分子材料在加工成型时 存在着 内摩擦 熔融聚合物分子间的摩擦。 外摩擦 聚合物熔体与加工设备表面间的摩擦。 内摩擦会增大聚合物的熔融流动粘度,降低其流动性, 严重时会导致材料的过热、老化; 外摩擦则使聚合物熔体与加工设备及其他接触材料表面 间发生粘附,随温度升高,摩擦系数显著增大。
根据摩擦类型的不同,所需的润滑分为内润滑和外润滑。 内润滑 在塑料加工前的配料中,加入与聚合物有—定相容性的润滑
大多数的润滑剂兼具两种作用,只是相对强弱不同。
9.2.1 作用机理
1、内润滑 —塑化机理
为了降低聚合物分子之间的内摩擦,加入与聚合物有一定相容性的 润滑剂,称之为内润滑剂。 其结构及其在聚合物中的状态类似于增塑剂,但与材料的相容性较 增塑剂低很多,仅有少量润滑剂分子象增塑剂穿插于聚合物分子链 间,略消弱分子间的相互吸引力,在聚合物变形时,分子链间能够 相互滑移和旋转,从而分子间的内摩擦减小,熔体粘度降低,流动 性增加.易于塑化。 润滑剂不会过分降低聚合物的玻璃化温度和强度等,这是与增塑剂 作用的不同之处。
加有脂肪酸的润滑油在使用时,物理吸附和化学吸附同时存在,一般 在金属的某些凸出部位,温度条件具备时才能生成金属皂,由物理吸 附转变成化学吸附。
通常使用的油性剂有动植物脂肪油、 脂肪酸及酯、高级醇、高级胺和酰胺等。
炼胶-工序培训教材

第一章全钢子午胎原材料第一节原材料检验项目的分级以及认可程序一、原材料进厂检验项目分级:1、关键级(Crux):关键级检验项目的原材料到厂后要马上取样检验,每批都做,一旦发现不合格就要退回厂家。
2、重要级(Major):重要级检验项目的原材料要对其进行定期抽样检验,不一定每批都做。
3、一般级(Nomal):一般级检验项目的原材料与重要级要求基本相似,较为宽松一点。
二、确定原材料供应商的程序和步骤:1、确定生产厂家:属于哪个公司的哪个生产厂。
2、原材料的品种和牌号以及形状(料状、粉末)。
3、原材料的加工方法(如采用物理还是化学方法生产等)。
4、供货商供货的连续性与长期性:供货没有保证的不能列入。
5、样品各项检验指标是否合格。
6、在使用厂进行大批量试用,要求提供的材料质量与小批量试验的相同,大批量试用的时间一般为六个月。
第二节橡胶一、天然胶我们公司常用的有SMR10和SMR20两种型号马来西亚产的标准胶。
现将其质量指标列表如下:注:※塑性保持率计算公式:PRI=Pt /Po×100式中PRI—塑性保持率;Pt—3个老化试样30分钟后快速塑性中值;Po—3个试样老化前的快速塑性中值。
由于生胶的门尼粘度值※受橡胶树生长环境影响(一般越老的树粘度值越大),受生胶存放时间影响(一般存放时间越长粘度值越大,有的甚至能增长20个数值)有大有小,非常不均匀,因此,不作为生产厂控制的指标,数据仅作为生产参考。
注:※门尼粘度:表征物体流动性。
二、合成橡胶1、顺丁胶(BR)(高顺式,顺式含量97%)淡黄色块状。
主要用于胎面、胎侧。
表2-1优点:耐磨性好、耐曲挠性好。
内部控制指标特点:对于合成橡胶,门尼粘度是C级检验项目,公差一般为+3。
当连续有3批合成胶门尼粘度在公差+5范围以外,立即退货;当连续有3批合成胶门尼粘度在公差+5范围以内,应提醒供货商产品质量出现不稳定。
2、丁苯胶(SBR)(苯乙烯-丁二烯共聚物,苯乙烯含量为23.5%)黑褐色块状。
绪论习题与思考题
.绪论绪论习题与思考题1.分别定义“高分子材料”和“塑料”。
2.分别区分“通用塑料”和“工程塑料”,“热塑性塑料”和“热固性塑料”,“简单组分高分子材料”和“复杂组分高分子材料”,并请各举2~3例。
3.高分子材料成型加工的定义和实质。
第一章习题与思考题1.什么是聚合物的结晶和取向?它们有何不同?研究结晶和取向对高分子材料加工有何实际意义?2.请说出晶态与非晶态聚合物的熔融加工温度范围,并讨论两者作为材料的耐热性好坏。
3.为什么聚合物的结晶温度范围是Tg~Tm?4.什么是结晶度?结晶度的大小对聚合物性能有哪些影响?5.何谓聚合物的二次结晶和后结晶?6.聚合物在成型过程中为什么会发生取向?成型时的取向产生的原因及形式有哪几种?取向对高分子材料制品的性能有何影响?7.要使聚合物在加工中通过拉伸获得取向结构,应在该聚合物的什么温度下拉伸?8.分析并讨论影响热塑性塑料成型加工中熔体粘度的因素。
第二章习题与思考题1.高分子材料中添加助剂的目的是什么?2.什么是热稳定剂?哪一类聚合物在成型加工中须使用热稳定剂?对于加有较多增塑剂和不加增塑剂的两种塑料配方,如何考虑热稳定剂的加入量?请阐明理由。
3.试述增塑剂的作用机理。
4.增塑剂作用的实质是什么?并请区分“增塑效率”、“主增塑剂”、“副增塑剂”和“增塑剂相容性”四个概念。
5.内润滑与外润滑6.橡胶制品为何要使用配合剂?配合剂共分哪几类?7.何谓硫化剂?分哪几类?各自适用的橡胶类型是什么?8.何谓硫化促进剂?有哪几种类型?典型品种及其主要特性?9.活性剂有什么作用?什么是防焦剂?常用品种是什么?10.交联配合剂对橡胶制品和热固性塑料制品的作用有何异同?为什么?11、什么是填充剂和补强剂?它们的区别在哪里?第三章习题与思考题1.试分析下列配方,要求:(1)指出各成分在配方中的作用;(2)判断制品基本性能,并说出相应的理由。
①PVC树脂(XS-4)100,邻苯二甲酸二辛酯10,邻苯二甲酸二丁酯8,环氧脂肪酸辛酯3,液体钡-镉2,硬脂酸钡0.5,硬脂酸镉0.3,硬脂酸0.3,二氧化钛3②PVC树脂(XS-5)100,三盐基性硫酸铅5,二盐基性亚磷酸铅1.5,亚磷酸三苯脂0.5,硬脂酸铅0.5,硬脂酸正丁酯0.3,石蜡0.3,氧化锑5③PVC树脂(XS-3)100,DOP 20,DBP 20,DOS 10,氯化石蜡5,UV-9 0.1,滑石粉1,氧化铁0.2,二月桂酸二丁基锡3④丁睛橡胶100,硫磺1.5,促进剂M 1.5,促进剂TMTD 0.2,ZnO 5,硬脂酸1,防老剂4010NA 1,半补强碳黑60,陶土30,沥青5,石蜡1.52.在生产宽1200mm,厚0.5mm的聚氯乙烯软膜时,采用以下配方:聚氯乙烯树脂100,三盐基硫酸铅2,硬酯酸钡1.2,硬酯酸铅0.8,邻苯二甲酸二辛酯30,癸二酸二辛酯10,环氧大豆油5,氯化石蜡5,硬酯酸0.8,碳酸钙8,钛箐兰0.5问:配方中各组分的作用?配方中树脂、稳定剂、增塑剂、填充剂、润滑剂、颜料各占总量的百分之几?3.高分子材料进行配方设计的一般原则和依据各是什么?4.配方有哪几种表示方法?各有何作用?相互关系是什么?第四章习题与思考题1.与低分子物相比,聚合物的粘性流动有何特点?2.什么是牛顿型流体和非牛顿型流体?试用流变方程和流动曲线说明非牛顿型流体的类型。
《高分子材料成型加工》课后习题参考答案
绪论习题与思考题 (1)第一章习题与思考题 (3)第四章习题与思考题 (5)第五章习题与思考题 (6)第六章习题与思考题 (9)第七章习题与思考题 (15)第八章习题与思考题 (17)第九章习题与思考题 (20)第十章习题与思考题 (22)绪论习题与思考题2.分别区分“通用塑料”和“工程塑料”,“热塑性塑料”和“热固性塑料”,“简单组分高分子材料”和“复杂组分高分子材料”,并请各举2~3例。
答:通用塑料:一般指产量大、用途广、成型性好、价廉的塑料。
通用塑料有:PE,PP,PVC,PS等;工程塑料:是指拉伸强度大于50MPa,冲击强度大于6kJ/m2 ,长期耐热温度超过100℃的,刚性好、蠕变小、自润滑、电绝缘、耐腐蚀等,可代替金属用作结构件的塑料。
工程塑料有:PA,PET,PBT,POM等;工程塑料是指被用做工业零件或外壳材料的工业用塑料,是强度、耐冲击性、耐热性、硬度及抗老化性均优的塑料。
日本业界将它定义为“可以做为构造用及机械零件用的高性能塑料,耐热性在100℃以上,主要运用在工业上”。
热塑性塑料:加热时变软以至流动,冷却变硬,这种过程是可逆的,可以反复进行。
聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、聚甲醛、聚砜、聚苯醚,氯化聚醚等都是热塑性塑料。
(热塑性塑料中树脂分子链都是线型或带支链的结构,分子链之间无化学键产生,加热时软化流动、冷却变硬的过程是物理变化;)热固性塑料:第一次加热时可以软化流动,加热到一定温度,产生化学反应一交链固化而变硬,这种变化是不可逆的,此后,再次加热时,已不能再变软流动了。
正是借助这种特性进行成型加工,利用第一次加热时的塑化流动,在压力下充满型腔,进而固化成为确定形状和尺寸的制品。
这种材料称为热固性塑料。
(热固性塑料的树脂固化前是线型或带支链的,固化后分子链之间形成化学键,成为三维的网状结构,不仅不能再熔触,在溶剂中也不能溶解。
)酚醛、脲醛、三聚氰胺甲醛、不饱和聚酯、有机硅等塑料,都是热固性塑料。
铝箔生产培训----压延工序

第一章铝箔及其坯料的生产 (3)1.1 铝箔及其坯料的生产流程 (3)1.1.1、DC和CC的各项性能对比 (4)第二章合金的成分和状态标识 (5)2.1 坯料的成分和状态标识 (5)2.1.1合金牌号 (5)2.2 细分状态代号 (6)2.2.1. H的细分状态 (6)2.2.2 .H××状态 (6)第三章轧制油的特性及润滑机理 (6)3.1、轧制油的主要作用 (6)3.2、轧制油的要求 (7)3.3、轧制油的组成 (7)3.4、基础油的生产方式、质量指标和主要作用 (7)3.4.1生产方式 (7)3.4.2基础油的主要理化指标 (7)3.4.3基础油的主要作用 (8)3.5 添加剂的分类及作用 (8)3.5.1油性添加剂的分类及作用 (8)3.5.2辅助添加剂的类别及作用 (8)3.6 润滑机理 (8)3.7 轧制油的使用注意事项和保养 (8)3.8 双合油 (9)3.9 添加剂分子结构 (9)第四章铝箔轧制缺陷产生的原因和解决措施 (9)编后语 (16)第一章铝箔及其坯料的生产1.1 铝箔及其坯料的生产流程铝箔的生产较为复杂,我们首先从铝箔的生产流程图来了解其生产流程:由以上铝箔的基本生产流程图可见,铝箔坯料的生产有以下两种方式:1、热轧——(DC)热轧开坯2、铸轧——(CC)连续铸轧/连铸连轧目前,我司所有的毛料供应厂家中,西南铝业毛料为热轧料,其他均为铸轧料。
下面,我们对DC和CC的各项性能从以下几个方面进行对比。
1.1.1、DC和CC的各项性能对比我司目前使用的坯料主要以铸轧料为主,在生产的过程中,我们已总结了一些厂家的坯料的主要情况,比如华北铝业AA1235料偏软且各批次质量较不稳定;西北AA8011料较硬,但是气道等缺陷较多;镇江AA8A01料也较硬,各批次也不够稳定;新仁科技料偏硬同压下下速度较快……第二章合金的成分和状态标识2.1 坯料的成分和状态标识2.1.1合金牌号具体的合金组别按下列主要合金元素划分:纯铝: AA1××××Cu AA2××××Mn AA3××××Si AA4××××Mg AA5××××Mg+Si AA6××××Zn AA7××××其它元素 AA8××××备用组 AA9××××1××××组表示纯铝,其最后两数字表示最低铝百分含量中小数点后面的两位。
2014高分子材料成型加工复习题
高分子材料成型加工复习题一、判断题第1章绪论( ) 1.成型操作过程中只能凭升高温度来提高熔体流动性。
第2章高分子材料学( ) 1. 熔融温度高,熔融时间长,则结晶速度慢,结晶尺寸较大( ) 2. 有的中空吹塑瓶的瓶口处不透明是由于产生结晶造成的。
( ) 3. 在注-拉-吹制品时,对于结晶型聚合物要在结晶速率最大温度进行拉伸。
( ) 4、有些塑料大分子上含有亲水基团,容易吸湿,比如聚碳酸酯。
( ) 5. 熔融温度高,熔融时间长,则结晶速度快,结晶尺寸小而均匀,有利于提高机械性能和热变形温度。
( ) 6.能够注射成型的同样品种牌号塑料,也可以压延和挤出成型。
第5章聚合物流变学基础( ) 1. 熔体在流动过程中由于剪切摩擦而产生热量,其热量在管中心最大,管壁处为零。
( ) 2. 聚合物分子链刚度越大,其表观粘度对温度的敏感性就越大。
( ) 3. 对于假塑性流体流动指数n离1越远,当剪切速率越大,粘度就越大。
( ) 4. 流体在平直管内流动时,受有剪切应力;流体在锥形管内流动时受有剪切和拉伸应力。
( ) 5. 绝大多数聚合物熔体的剪切弹性模量在定温下都是随着应力的增大而上升的。
( ) 6. 在注射过程中,为了增大熔体的流动性,对于聚丙烯来说宜提高温度,对于聚碳酸酯来说宜提高压力。
( ) 7. 聚合物挤出膨胀是由弹性恢复造成的。
( ) 8、几乎所有的聚合物的浓溶液和凝胶性糊塑料在加工中的流变行为都与假塑性流体相近。
( ) 9、聚合物熔体在挤出时通过一个狭窄的口模,即使口模很短,也会有很大的压力降,这种现象称为入口效应。
( ) 10、流体在平直管内受剪切应力而发生流动的形式有层流和湍流两种。
( ) 11、一般情况下,塑料熔体在高剪切应力下,贴近管壁处的一层流体是不发生流动的。
第6章高分子材料混合与制备( ) 1、物料混合要在玻璃化温度以下。
( ) 2、塑料的塑化温度要在树脂流动温度以上。
( ) 3.生胶的塑炼就是使生胶由柔软的塑性状态变为强韧的弹性状态的工艺过程( ) 4.生胶的塑炼的目的主要是为了提高产品的耐磨性。
第九章的第一节 直接分解法
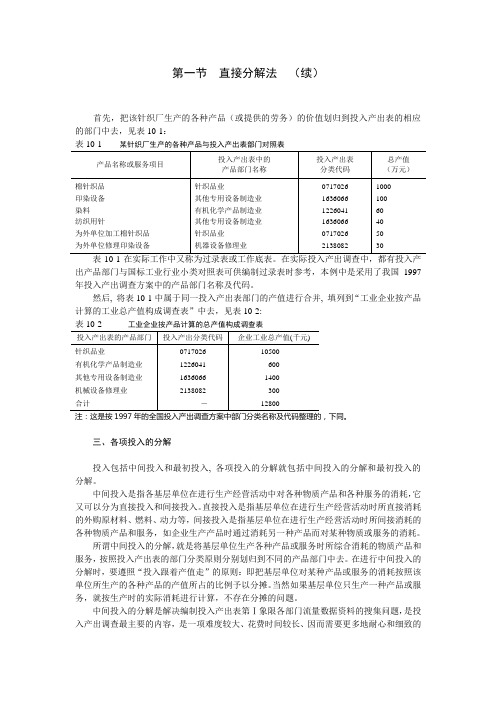
第一节直接分解法(续)首先,把该针织厂生产的各种产品(或提供的劳务)的价值划归到投入产出表的相应的部门中去,见表10-1:某针织厂生产的各种产品与投入产出表部门对照表表10-1在实际工作中又称为过录表或工作底表。
在实际投入产出调查中,都有投入产出产品部门与国标工业行业小类对照表可供编制过录表时参考,本例中是采用了我国1997年投入产出调查方案中的产品部门名称及代码。
然后, 将表10-1中属于同一投入产出表部门的产值进行合并, 填列到“工业企业按产品计算的工业总产值构成调查表”中去,见表10-2:工业企业按产品计算的总产值构成调查表注:这是按1997年的全国投入产出调查方案中部门分类名称及代码整理的,下同。
三、各项投入的分解投入包括中间投入和最初投入, 各项投入的分解就包括中间投入的分解和最初投入的分解。
中间投入是指各基层单位在进行生产经营活动中对各种物质产品和各种服务的消耗,它又可以分为直接投入和间接投入。
直接投入是指基层单位在进行生产经营活动时所直接消耗的外购原材料、燃料、动力等,间接投入是指基层单位在进行生产经营活动时所间接消耗的各种物质产品和服务,如企业生产产品时通过消耗另一种产品而对某种物质或服务的消耗。
所谓中间投入的分解,就是将基层单位生产各种产品或服务时所综合消耗的物质产品和服务,按照投入产出表的部门分类原则分别划归到不同的产品部门中去。
在进行中间投入的分解时,要遵照“投入跟着产值走”的原则:即把基层单位对某种产品或服务的消耗按照该单位所生产的各种产品的产值所占的比例予以分摊。
当然如果基层单位只生产一种产品或服务,就按生产时的实际消耗进行计算,不存在分摊的问题。
中间投入的分解是解决编制投入产出表第Ⅰ象限各部门流量数据资料的搜集问题,是投入产出调查最主要的内容,是一项难度较大、花费时间较长、因而需要更多地耐心和细致的工作。
所谓最初投入的分解,就是指将基层单位的固定资产折旧、劳动者报酬、利润和税金等属于最初投入的项目按投入产出表的部门分类进行分摊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、机身(机筒) 三、机头与口型
1.机头 ①直向形机头 ②T形、Y形
机筒为中空圆筒,为了及时散发和提供 热量,机筒备有夹套,可通入冷却水和蒸汽。
如圆筒形、喇叭形
2.口型 ①压出实心及片状半成品的口型 ②压出中空半成品的口型 由口型、芯型和芯型支座构成 。 型号表示:XJ-200
一、胶料的挤出过程
贴合工艺方法: 二辊压延机贴合
三辊压延机贴合
四辊压延机贴合
压型是将胶料压制成一定断面形状的半成品或 表面有花纹的胶片。
压型工艺要求规格准确,花纹清晰,胶料密致, 故要求胶料收缩变形率小及配方中含胶率不宜过高。
压型工艺方法
纺织物挂胶是使纺织物通过压延机辊筒间隙,使其 表面挂上一层薄胶,制成挂胶帘布或挂胶帆布,作为橡胶 制品的骨架层。 (1)使纺织物线与线、层与层之间紧密地 合成一整体,共同承担外力的作用 。
分为两个步骤: 粗炼:低温薄通,使胶料变软且均匀。 细炼:辊距较大,辊温较高,提高胶料温 度,获均匀较大的热可塑性。
二、压延胶料的 可塑度范围
压延方法 擦胶 贴胶 压片 压型
胶料的可塑度范围 0.45~0.65 0.35~0.55 0.25~0.35 0.25~0.35
项目 辊距/mm 辊温/ ℃ 过辊次数/次 粗炼 2~5 40~45 7~8 细炼 7~10 60~70 6~7 速比:1:1.17~1.28
二、挤出膨胀、收缩
1.挤出膨胀 指胶料在压力下从口型挤出后,挤出物直径 (或断面尺寸)比口型直径(或断面尺寸)增大的现象。 膨胀比为挤出物的直径或断面有关部位尺寸与口型 相应的尺寸之比值 。 2.收缩 指压出后的半成品,在停放过程中发生厚度增加, 长度和宽度变小的现象。要求收缩率为2~5%
3.影Байду номын сангаас因素
橡胶分子链的取向:取向后不易恢复到原来的 自由状态。 粒子效应:主要是由于选用了各向异性的填料。 ①避免使用各向异性填料,而选用等向性填料。
3.消除办法 4.利弊
②对于橡胶分子链取向产生的压延效应,可用提高 压延温度,增加分子链的活动能量,加快其运动。
第二节 压延设备
1.按用途分 压片压延机;擦胶压延机; 通用(万能)压延机 ;压型压延机;钢丝压延机
(2)几何形 状复杂的各 部位B不同
热炼 一、胶料热炼 的要点
挤出
冷却
裁断或卷取
热炼目的:进一步提高混炼胶的均 匀性和热塑性,使胶料易于挤出, 得到合格半成品。 热炼包括粗炼和细炼
二、挤出操作
预热 机台 调节口型 位置 检查半 成品质量
调控机台温度 及挤出速度
供胶
1.可塑度P P=0.25~0.4 同一部件,橡胶不同,对P的要求不同。 三、工艺条件 2.机台温度 口型处最高,机头次之,机筒最低。 其目的是使挤出半成品表面光滑、 挤出过程顺利和减小膨胀率。
本章作业及思考题:
1.什么叫压延效应?它对制品的性能有何影响?如何能 消除之。 2.什么叫压延?它包括有哪些作业? 3.什么叫挂胶,画出其示意图?
一、挤出作业
挤出是使胶料通过挤出机连续地制成各种不同形状 半成品的工艺过程。
二、挤出与压延的比较
挤出机具有如下优点: ①补充混炼和热炼作用,使胶料质量更致密,更均匀。
2.τm—最大松弛时间 表示胶料从弹性变形转为粘性 流动所需要的时间 。
3.影响τm的因素
(1)胶料的性质 门尼粘度;分子量大小;配方的组成;胶的种类。 (2)工艺条件 ①辊速 辊速慢,相对说降低了τm ②温度 温度高,τm变短 4.τm对压延质量的影响
一般来说τm大,回复慢,收缩大(相当于T低,辊速高); τm小,回复快,收缩小(相当于T高,辊速低)胶料质量好。
(2)压力贴胶
进行贴合的两辊筒之间有积胶,利用积 胶的压力将胶料挤压到布缝中去。
(3)擦胶
擦胶是利用辊速不同所产生的剪切力和 辊筒的压力,将胶料挤擦入纺织物的缝隙中 ,以提高胶料与纺织物的附着力。
擦胶只能处理帆布,不能处理帘布。
①中辊包胶法 (薄擦或包擦) ②中辊不包胶法 (厚擦或光擦)
纺织物擦胶(v2 >v1=v3 )示意图 (a)—包擦法;(b)—光擦法
压延胶料的 共同要求
①胶料的包辊性、流动性适当; ②胶面应光滑,收缩变形小; ③胶层无气泡; ④焦烧危险性小。 1.生胶类型 NR、BR、CR、SBR、NBR、IIR 2.含胶率低些 ①加填料 ;②加再生胶 ; ③加软化剂 3.硫化体系
配方设计时所 考虑的因素
压延工艺质量问题及改进措施
质量问题 针孔、气泡 产生原因 改进措施 1.严格控制胶温、辊温 2.对吸水配合剂进行干燥处理 3.采用胶片供胶 4.按工艺要求调节积胶量
(1)胶料本身的性质 a.生胶种类 ;b.配方中含胶率 ;c.可塑度 (2)工艺 a.胶料在口型中停留的时间; b.挤出温度; c.半成品规格; d.压出方法
(1)膨胀比B B=(D/D0)×100% 4.口型设计 的主要参数 (3)压出胶 料有断面变 形的特点—— 中间大,边 缘小
其中,D——压出物直径(或断面尺寸), cm D0——口型直径(或断面尺寸),cm
1.胶温、辊温过高或过低(过低 指丁基、三元乙丙橡胶而言)
2.配合剂含水太多 3.供胶卷过松、窝藏空气 4.压延积胶量过多
杂质、色斑、污 点
1.原材料不纯 2.设备打扫不干净 1.热炼温度波动或热炼不充分 2.压延温度波动 3.胶料可塑度不一致 4.卷取松紧不一致 5.辊距未调准 6.压延机振动或轴承不良 7.压延积胶调节不当 8.压延线速度不一致
• • • •
控制好积胶量 同上 降低辊温 纺织物进行充分干燥
胶帘布压坏、罗 线
1. 操作配合不好,两边递布速 度不一 2. 辊筒积胶量过多 3. 胶料可塑度偏低 4. 胶料中有杂质、熟胶疙瘩 5. 压延张力不均
1. 2. 3. 4. 5.
递布要平稳一致 调整积胶量 强化热炼工艺 控制胶料质量 调节好张力
压延—指将混炼胶在压延设备上制成胶片或与骨架 材料制成胶布半成品的工艺过程。
压延
压片 贴合 压型 挂胶(贴胶、擦胶)
第一节 压延原理
一、压延过程
主要是通过两个辊筒 的辗压作用使胶料压延 成具有一定厚度和宽度 的胶片的过程。
1.胶料在辊缝中 的受力状态 2.胶料在辊缝中 的流动状态
总压力
横压力
1.橡胶的 两种性质
三、压延效应
1.什么叫压延效应?
压延后的胶片半成品中,有时会出现一种纵横方向物理机械性能 差异的现象,即沿着压延方向的拉伸强度大、伸长率小、收缩率大, 而沿着垂直于压延方向的拉伸强度小、伸长率大、收缩率小。 这种纵横方向性能差异的现象叫压延效应。
2.产生原因
橡胶分子及针状或片状的填料粒子,经 压延后产生了取向排列。
3.挤出速度 挤出速度以单位时间内的挤出长度(或重量)来表示。 挤出速度要与输送带的接取速度一致。一般V=3~20m/min
1.冷却
冷却目的: ①防止半成品在停放时产生自硫。 ②降低挤出物的热塑性和流动性,使形状尽快 稳定,防止变形。 冷却方法:水槽冷却和喷淋冷却 按一定长度或重量进行裁切 a.手工盘接 如实心胶条、纯胶管、小口 径胶管内 外层胶压出等 。 b.机械绕盘
①粘性:具有流动性,随时间增大,可以造型( 成型)产生永久变形,不可恢复。 ②弹性:可回复的变形,不能造型。
弹性形变的发展和回复都具有松弛特性 AB 段:链段→弹性→回复(瞬时 弹性变形) BC段:链段与分子链→粘弹性→ 部分回复(粘弹性变形) CD段:分子链→粘性→不能回复 (粘性流动) 当在t1时解除外力作用,则胶料进 行回复 DE(瞬时 弹性回复) EF(粘弹 性回复) F处加热 FG(热弹性 剩余回复) GH为 永久变形
四、纺织物烘干
压延前采用干燥机将织物烘干(含水率控制1%~2%) 以减少纺织物的含水量和提高纺织物的温度,保证压延 质量。
一、压片
压片是指将热炼好的胶料用压延机在辊速相等的 情况下,压制成有一定厚度和宽度的胶片。
1.工艺方法 (1)中下辊不积胶 (2)中下辊积胶 (3)四辊压延机压片
2.工艺条件
表面粗糙
胶帘布喷霜 两边不齐
调换挡胶板,调好割胶刀 1. 控制纺织物含水率在2%以 下 2. 加强纺织物预热 3. 加强热炼、提高压延温度 4. 纺织物表面清理干净 5. 调小辊距 6. 修改配方,使用增粘性软 化剂,降低胶料粘度 1. 控制帘线张力,使其均匀 2. 控制胶料可塑度,热炼均 匀 3. 减少中辊积胶,使积胶均 匀 4. 做到均匀卷取
(1)胶料的可塑度 为了保证胶料对布孔的充分渗透,胶料要有较高的 可塑度(比压片胶料大)。 (2)辊温 辊温控制比压片时高,以增大胶料的流动性及胶料 与纺织物间的附着力 。 (3)辊速 考虑胶与布的结合 。辊速应依胶料的可塑度而定, 可塑度大,辊速可快些,可塑度小,则辊速慢。
(4)辊距 辊距的大小决定压延时胶片的厚度及纺织物能否 顺利通过。辊距依胶料的可塑度以及压延速度调节。
挠度补偿措施
凹凸系数法 图(1)(2) 轴交叉法 图(3) 反弯曲法 (预负荷法) 图(4)
4.型号表示 如XY—4Γ—1730, XY—橡胶用压延机 ;4Γ—4个辊筒排列为Γ型 1730—辊筒工作部分长度,mm
二、压延联动装置
一、胶料的热炼 (预热)
其目的是进一步提高胶料中填料分散 的均匀性和热可塑性。
胶料与纺织物附 着不好,掉皮
胶帘布跳线弯曲
1. 2. 3. 4.
纬线松紧不一 胶料软硬不一 中辊积胶太少,局部受力过大 布卷过松
压延工艺质量问题及改进措
质量问题 • • 胶帘布处兜 • • 产生原因 中辊积胶过多,帘布中心受 力较大 中辊积胶宽度小于帘布宽度 ,帘布中部受力过大 下辊温度过高,使胶面黏附 下辊力量较大 纺织物干燥不充分 改进措施