金属探测器检测记录
金属检测实验报告

金属检测实验报告第一篇:金属检测实验报告《感测技术》课程设计题目:金属探测器的制作学号姓名:刘长军刘倩倩刘嘉威刘校罗林李鑫林祥祥林晗老师:袁新娣时间:2013年11月引言认识金属探测器金属探测器作为一种最重要的安全检查设备,己被广泛地应用于社会生活和工业生产的诸多领域。
比如在机场、大型运动会(如奥运会)、展览会等都用金属探测器来对过往人员进行安全检测,以排查行李、包裹及人体夹带的刀具、枪支、弹药等伤害性违禁金属物品;工业部门(包括手表、眼镜、金银首饰、电子等生产含有金属产品的工厂)也使用金属探测器对出入人员进行检测,以防止贵重金属材料的丢失;目前,就连考试也开始启用金属探测器来防止考生利用手机等工具进行作弊。
由此可见,金属探测器对工业生产及人身安全起着重要的作用。
而为了能够准确判定金属物品藏匿的位置,就需要金属探测器具有较高的灵敏度。
目前。
国外虽然已有较为完善的系列产品,但价格及其昂贵;国内传统的金+.属探测器则是利用模拟电路进行检测和控制的,其电路复杂,探测灵敏度低,且整个系统易受外界干扰。
一、设计目的1、进一步了解和运用涡流效应的原理。
2、了解电容三点式振荡电路原理。
二:任务和要求1、任务:设计一种可准确探测小范围内是否存在金属物体的电子。
2、探测器性能要求:(1)工作温度范围:-40℃——+50℃。
(2)连续工作时间:一组5号干电池可连续工作40h(小时)。
(3)要求当有金属靠近传感器时相应的电路会发出警报。
(4)探测距离在20mm以内。
三、总方案设计1、元器件的准备电路中的NPN型三极管型号为9014,三极管VT1的放大倍数不要太大,这样可以提高电路的灵敏度。
VD1-VD2为1N4148。
电阻均为1/8W。
金属探测器的探头是一个关键元件,它是一个带磁心的电感线圈。
磁心可选Φ10的收音机天线磁棒,截取15mm,再用绝缘板或厚纸板做两个直径为20mm的挡板,中间各挖一个Φ10mm的孔,然后套在磁心两端,如图1所示。
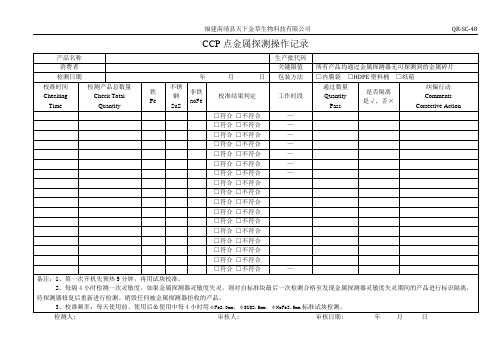
CCP点金属探测操作记录
□符合□不符合
□符合□不符合
—
备注:1、第一次开机先预热5分钟,再用试块校准。
2、每隔4小时检测一次灵敏度,如果金属探测器灵敏度失灵,则对自标准块最后一次检测合格至发现金属探测器灵敏度失灵期间的产品进行标识隔离,待探测器修复后重新进行检测。销毁任何被金属探测器拒收的产品。
3、校准频率:每天使用前、使用后&使用中每4小时用φFe2.0mm,φSUS2.5mm,φNoFe3.5mm标准试块检测。
是√,否×
纠偏行动
Quantity
Comments
Pass
Corrective Action
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
—
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
□符合□不符合
检测人:
审核人:
审核日期:
年月日
CCP点金属探测操作记录
值
所有产品均通过金属探测器无可探测到的金属碎片
检测日期
年月日
包装方法
□内膜袋□HDPE塑料桶□纸箱
校准时间Checking Time
检测产品总数量
Check Total
Quantity
铁Fe
不锈钢SuS
非铁
noFe
校准结果判定
工作时段
通过数量
是否隔离
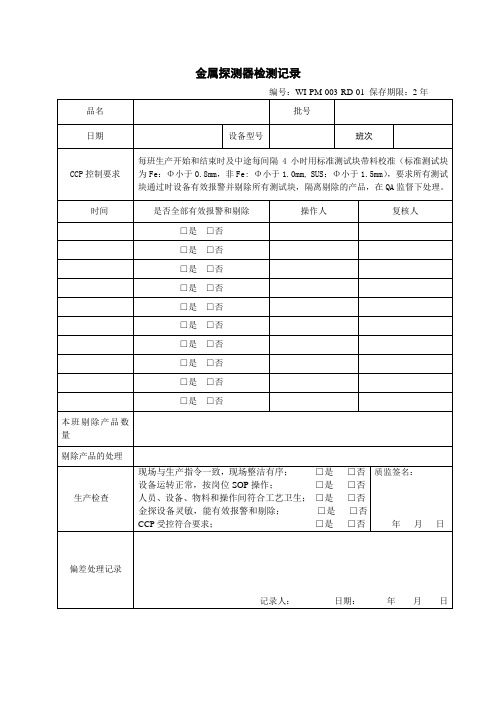
金属探测器检测记录
是否全部有效报警和剔除
操作人
复核人
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
本班剔除产品数量
剔除产品的处理
生产检查
现场与生产指令一致,现场整洁有序;□是□否
设备运转正常,按岗位SOP操作;□是□否
人员、设备、物料和操作间符合工艺卫生;□是□否
金属探测器检测记录
编号:WI-PM-003-RD-01保存期限:2年
品名
批号
日期
设备型号
班次
CCP控制要求
每班生产开始和结束时及中途每间隔4小时用标准测试块带料校准(标准测试块为Fe:Φ小于0.8mm,非Fe:Φ小于1.0mm,SUS:Φ小于1.5mm),要求所有测试块通过时设备有效报警并剔除所有测试块,隔离剔除的产品,在QA监督下处理。
金探设备灵敏,பைடு நூலகம்有效报警和剔除;□是□否
CCP受控符合要求;□是□否
质监签名:
年 月 日
偏差处理记录
记录人: 日期: 年 月 日
金属框架焊缝超声波探伤原始记录
金属框架焊缝超声波探伤原始记录
背景
金属框架在许多工业领域中具有重要作用。
在制造和使用金属框架时,焊接是常用的连接方法。
然而,焊接过程中可能会产生焊缝缺陷,这可能会影响金属框架的强度和稳定性。
因此,进行焊缝的超声波探伤是必要的,以确保焊接质量符合标准和要求。
目的
本次超声波探伤的目标是检测金属框架焊缝是否存在缺陷,并记录探测结果。
方法
1. 使用超声波探伤仪器对金属框架焊缝进行扫描。
2. 选择适当的超声波传感器和参数设置,以确保对焊缝进行全面而准确的检测。
3. 在探测过程中,保持传感器与焊缝之间的合适距离和角度。
4. 将探测到的数据记录下来,包括回波幅度、回波时间和信号强度等信息。
结果
根据超声波探伤的结果,下面是我们记录的探测数据:
根据以上数据,我们初步判断焊缝没有明显的异常情况。
结论
根据本次超声波探伤的结果和数据分析,我们初步认为金属框架焊缝没有明显缺陷。
然而,为了确保焊接质量符合标准和要求,建议继续进行定期的超声波探伤和监测。
请注意,以上结论是根据本次探测的数据而得出的,具体的结论应进一步进行专业评估和审查。
参考文献
1. 超声波探伤技术标准
2. 金属焊接质量检测手册。