主动测量仪
量具类产品国家标准编号
量具类产品国家标准一、长度测量器具1. 量具类GB/T 1957-1981 光滑极限量规GB/T 6093-2001 几何量技术规范(GPS)长度标准量块GB/T 6322-1986 光滑极限量规型式与尺寸GB/T 9056-1988 钢直尺JB/T 7980-1999 半径样板(替代GB 9054-88)JB/T 8788-1998 塞尺JB/T 10313-2002 量块检验方法2. 卡尺类GB/T 1214.1-1996 游标类卡尺通用技术条件GB/T 1214.2-1996 游标类卡尺游标卡尺GB/T 1214.3-1996 游标类卡尺高度游标卡尺GB/T 1214.4-1996 游标类卡尺深度游标卡尺GB/T 6317-1993 带表卡尺GB/T 14899-1994 电子数显卡尺JB/T 5608-1991 电子数显深度卡尺JB/T 5609-1991 电子数显高度卡尺JB/T 8370-1996 游标类卡尺游标卡尺(测量范围为0-1500mm、0-2000mm)3. 千分尺类GB/T 1216-1985 外径千分尺GB/T 1218-1987 深度千分尺GB/T 6312-1986 壁厚千分尺GB/T 6313-1986 尖头千分尺GB/T 6314-1986 三爪内径千分尺GB/T 8061-1987 杠杆千分尺GB/T 8177-1987 内径千分尺GB/T 9057-1988 单杆内径千分尺GB/T 9058-1988 奇数沟千分尺JB/T 2989-1999 板厚千分尺(替代JB 2989-1981)JB/T 4166-1999 带计数器千分尺(替代JB 4166-1985)JB/T 6079-1992 电子数显外径千分尺JB/T 10005-1999 小测头千分尺(替代ZB J42 002-1987)JB/T 10006-1999 内测千分尺(替代ZB J42 003-1987)JB/T 10007-1999大外径千分尺(测量范围为1000~3000mm)(替代ZB J42 004-87) JB/T 10032-1999 微米千分尺JB/T 10033-1999 测微头4. 指示表类GB/T 1219-2000 几何量技术规范长度测量器具:指示表设计及计量技术要求GB/T 4755-1984 扭簧比较仪GB/T 6311-1986 大量程百分表GB/T 6320-1997 杠杆齿轮比较仪GB/T 6321-1986 光学扭簧测微计GB/T 8122-1987 内径百分表GB/T 8123-1998 杠杆指示表GB/T 18761-2002 电子数显指示表JB/T 3237-1991 杠杆卡规JB/T 3712-1998 小扭簧比较仪JB/T 5214-1991 曲轴量表JB/T 5216-1991 硫化机测力表JB/T 6081-1992 深度百分表JB/T 7429-1994 电子塞规JB/T 8346-1996 带表卡尺指示表JB/T 8499-1996 电子柱电感测微仪JB/T 8787-1998 峰值电感测微仪JB/T 8790-1998 钢球式内径百分表JB/T 8791-1998 涨簧式内径百分表JB/T 10014-1999 数显电感测微仪JB/T 10016-1999 测厚规JB/T 10017-1999 带表卡规JB/T 10035-1999 厚度表JB/T 10036-1999 电感式测微仪二、角度测量器具GB/T 6092-1985 90°角尺GB/T 6315-1996 游标万能角度尺GB/T 10943-1989 1:4圆锥量规GB/T 11852-1989 圆锥量规公差与技术条件GB/T 11853-1989 莫氏与公制圆锥量规GB/T 11854-1989 7:24工具圆锥量规GB/T 11855-1989 钻夹圆锥量规JB/T 3325-1999 角度量块及其附件(替代JB 3325-83)JB/T 7973-1999 正弦规(替代GB 4973-85)JB/T 8789-1998 1:24(UG)圆锥量规JB/T 10015-1999 直角尺检查仪JB/T 10018-1999 正多面棱体JB/T 10026-1999 带表万能角度尺JB/T 10027-1999 方形角尺(方箱)三、形位误差测量器具GB/T 6091-1985 刀口形直尺GB/T 16455-1996 条式和框式水平仪JB/T 3238-1999 合像水平仪(替代JB 3238-83)JB/T 7974-1999 铸铁平板(替代GB 4986-85)JB/T 7975-1999 岩石平板(替代GB 4987-85)JB/T 7977-1999 铸铁平尺(替代GB 6318-86)JB/T 7978-1999 钢平尺和岩石平尺(替代GB 6319-86)JB/T 10038-1999 电子水平仪JB/T 10028-1999 圆度仪四、表面质量测量器具GB/T 6060.1-1997 表面粗糙度比较样块铸造表面(替代GB 6060.1-85) GB/T 6060.2-1985 表面粗糙度比较样块机械加工表面GB/T 6060.3-1986 表面粗糙度比较样块电火花加工表面GB/T 6060.4-1988 表面粗糙度比较样块抛光加工表面GB/T 6060.5-1988 表面粗糙度比较样块喷砂抛丸加工表面GB/T 6062-1985 轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计五、齿轮测量器具GB/T 1217-1986 公法线千分尺GB/T 5106-1985 圆柱直齿渐开线花键量规GB/T 6316-1996 齿厚游标卡尺GB/T 10919-1989 矩形花键量规JB/T 6080-1992 电子数显齿厚卡尺JB/T 10008-1999 测量蜗杆JB/T 10012-1999 万能测齿仪JB/T 10013-1999 万能渐开线检查仪JB/T 10019-1999 齿轮齿距测量仪(原齿轮周节测量仪)JB/T 10020-1999 万能齿轮测量机JB/T 10021-1999 齿轮螺旋线测量仪JB/T 10022-1999 便携式齿轮齿距测量仪JB/T 10023-1999 便携式齿轮基节测量仪JB/T 10024-1999 立式滚刀测量仪JB/T 10025-1999 齿轮双面啮合综合测量仪JB/T 10029-1999 齿轮单面啮合整体误差测量仪六、螺纹测量器具GB/T 1581-1979 米制锥螺纹量规GB/T 3934-1983 普通螺纹量规GB/T 8124-1987 梯形螺纹量规技术条件GB/T 8125-1987 梯形螺纹量规型式与尺寸GB/T 10920-1989 普通螺纹量规型式与尺寸GB/T 10922-1989 非螺纹密封管螺纹量规GB/T 10932-1989 螺纹千分尺JB/T 1128-1999 间隙螺纹量规(替代JB 1128-70)JB/T 3326-1999 量针(替代JB 3326-83)JB/T 7981-1999 螺纹样板(替代GB 9055-88)JB/T 10031-1999 用螺纹密封的管螺纹量规七、其它测量器具JB/T 5213-1991 内、外圆磨加工主动测量仪技术条件JB/T 5215-1991 开关触发式三维传感系统JB/T 7982-1999 刀具预调测量仪精度(替代GB 10921-89)八、测量链JB/T 3760-1991 浮标式气动量仪JB/T 4167-1999 薄膜式气动量仪(替代JB 4167-85)JB/T 5212-1991 气动测量头技术条件JB/T 5610-1991 双频激光干涉仪JB/T 8371-1996 容栅线位移测量系统数显单元0.01mmJB/T 10037-1999 磁栅线位移测量系统JB/T 10030-1999 光栅线位移测量系统JB/T 10034-1999 光栅角位移测量系统九、通用器件及附件JB/T 8047-1999 V形架(替代GB 4972-85)JB/T 3323-2001 量块附件JB/T 10009-1999 比较仪座(替代ZB J42 007-87)JB/T 10010-1999 磁性表座(替代ZB J42 008-87)JB/T 10011-1999 万能表座(替代ZB J42 009-87)十、术语GB/T 17163-1997 几何量测量器具术语基本术语GB/T 17164-1997 几何量测量器具术语产品术语JB/T 7976-1999 轮廓法测量表面粗糙度的仪器术语(替代GB 6061-85) GB/T 8372-1996 几何量测量仪器型号编制方法十一、产品分等标准JB/T 54247.1-1996 量具量仪产品质量分等通则JB/T 54247.2-1996 量具量仪产品质量分等抽样验收细则JB/T 50047-1999 量具量仪产品质量分等电子塞规JB/T 50114-1998 量具量仪产品质量分等游标万能角度尺JB/T 50146-2000 量具量仪产品质量分等涨簧式内径百分表JB/T 50147-2000 量具量仪产品质量分等小扭簧比较仪JB/T 50148-2000 量具量仪产品质量分等钢球式内径百分表JB/T 54248-2000 量具量仪产品质量分等指示表JB/T 54250-1994 杠杆百分表产品质量分等标准(替代JB/GQ.F 5053-86) JB/T 54251-1994 杠杆千分表产品质量分等标准(替代JB/GQ.F 5054-86)JB/T 54252-1998 量具量仪产品质量分等游标卡尺JB/T 54253-1994 带表卡尺产品质量分等标准(替代JB/GQ.F 5057-86)JB/T 54254-1999 量具量仪产品质量分等外径千分尺JB/T 54255-1999 量具量仪产品质量分等杠杆千分尺JB/T 54256-1994 量块产品质量分等标准(替代JB/GQ.F 5061-86)JB/T 54257-1994 刀口尺产品质量分等标准(替代JB/GQ.F 5062-86)JB/T 54258-1994 水平仪产品质量分等标准(替代JB/GQ.F 5063-86)JB/T 54259-1999 量具量仪产品质量分等光滑极限量规JB/T 54260-1999 量具量仪产品质量分等铸铁平板JB/T 54261-1999 量具量仪产品质量分等岩石平板JB/T 54262-1999 量具量仪产品质量分等铸铁平尺JB/T 54263-1999 量具量仪产品质量分等钢平尺和岩石平尺JB/T 54265-1999 量具量仪产品质量分等浮标式气动量仪JB/T 54272-1999 量具量仪产品质量分等公法线千分尺JB/T 54273-1998 量具量仪产品质量分等齿厚游标卡尺JB/T 54274-1994 杠杆齿轮比较仪产品质量分等标准(替代JB/GQ.F 5079-88) JB/T 54275-1999 量具量仪产品质量分等小测头千分尺JB/T 54276-1999 量具量仪产品质量分等奇数沟千分尺JB/T 54277-1999 量具量仪产品质量分等壁厚千分尺JB/T 54278-1998 量具量仪产品质量分等高度游标卡尺JB/T 54279-1999 量具量仪产品质量分等尖头千分尺JB/T 54280-1999 量具量仪产品质量分等深度千分尺JB/T 54281-1998 量具量仪产品质量分等深度游标卡尺JB/T 54282-1999 量具量仪产品质量分等微米千分尺JB/T 54283-1999 量具量仪产品质量分等电子数显卡尺JB/T 54285-1999 量具量仪产品质量分等测微头JB/T 54286-1994 塞尺产品质量分等标准(替代JB/GQ.F 5092-90)JB/T 54288-1999 量具量仪产品质量分等电子数显深度卡尺JB/T 54289-1999 量具量仪产品质量分等电子数显高度卡尺JB/T 54819-1992 电子数显外径千分尺产品质量分等标准JB/T 54820-1992 万能渐开线检查仪产品质量分等标准JB/T 54821-1992 万能齿轮测量机产品质量分等标准JB/T 54822-1992 齿轮螺旋线测量仪产品质量分等标准JB/T 54823-1992 齿轮双面啮合综合测量仪产品质量分等标准十二、出口产品标准LB 001-95 英制指示表LB 002-98 带标尺的直角钢尺ZB J42 031 89 游标卡尺(测量上限为1500mm和2000mm)JB 5608-91 电子数显深度卡尺JB 5609-91 电子数显高度卡尺JB 5680-92 电子数显齿厚卡尺GB 1218-87 深度千分尺GB 9057-88 单杆式内径千分尺GB 9058-88 奇数沟千分尺ZB J42 038-90 微米千分尺ZB J42 039-90 测微头JB 6079-92 电子数显外径千分尺ZB J42 021-88 涨簧式内径百分表ZB J42 041-90 厚度表JB 3237-91 杠杆卡规JB 5214-91 曲轴量表JB 5216-91 硫化机测力表JB 6081-92 深度百分表ZB J42 007-87 比较仪座ZB J42 008-87 磁性表座ZB J42 009-87 万能表座ZB J42 016-87 正多面棱体ZB J42 028-88 方形角尺GB 9056-88 钢直尺GB 6060.4-88 表面粗糙度比较样块抛光加工表面GB 6060.5-88 表面粗糙度比较样块抛(喷)丸、喷沙加工表面GB 9054-88 半径样板GB 9055-88 螺纹样板GB 11852-89 圆锥量规公差与技术条件GB 11853-89 莫氏与公制圆锥量规GB 11854-89 7:24工具圆锥量规GB 11855-89 钻夹圆锥量规GB 10919-89 矩形花键量规GB 10920-89 普通螺纹量规型式与尺寸GB 10922-89 非螺纹密封的管螺纹量规ZB J42 037-89 用螺纹密封的管螺纹量规ZB J42 013-87 直角尺检查仪ZB J42 012-87 数显电感测微仪ZB J42 018-88 齿轮周节测量仪ZB J42 019-88 万能齿轮测量仪ZB J42 020-88 齿轮螺旋线测量仪ZB J42 022-88 便携式齿轮周节测量仪ZB J42 023-88 便携式齿轮基节测量仪ZB J42 024-88 立式滚刀测量仪ZB J42 025-88 齿轮双面啮合综合周节测量仪GB 10921-89 刀具预调测量仪精度ZB J42 027-88 电子水平仪ZB J42 030-88 圆度仪ZB J42 032-89 齿轮单面啮合整体误差测量仪ZB J42 033-89 瓷栅线位移测量系统ZB J42 034-89 瓷栅线位移传感器技术条件ZB J42 036-89 光栅线位移测量系统ZB J42 040-90 光栅角位移测量系统ZB J42 042-90 电感式测微仪JB 3760-91 浮标式气动量仪JB 5212-91 气动测量头技术条件JB 5213-91 内、外圆磨加工主动测量仪技术条件JB/T 6082-92 触发传感器系统系列型谱JB 5215-91 开关触发式三维传感器系统JB 5610-91 双频激光干涉仪。
轴承检测仪器的分类与发展

轴承检测仪器的分类与发展精密机械制造技术的飞速发展和产品精度的日益提高,有力地促进了测试技术和试验技术的发展,使其呈现出多态性和超精密的特性。
轴承加工技术的进步和轴承产品精度的提高,促进了轴承检测仪器及实验技术的发展,纳米测量、智能仪器、虚拟仪器、网络仪器等开始在轴承行业先进企业应用。
中国正在逐步成为世界的产品制造中心,国外的先进制造技术和测试技术日益冲击着国内的轴承行业。
由于在应用技术领域和国外存在的差距,目前国内的轴承检测仪器设备仍然与国外的同类先进企业存在着较大的差距。
为了满足轴承行业的需要,轴承仪器要跟踪世界先进水平,开发新仪器,改变过去高精度检测仪器或设备只能从国外进口的局面。
轴承仪器的分类和发展方向1. 轴承仪器的分类及特点(1)从结构构成上分轴承检测仪器可以分为机械式仪器、光机电一体化仪器、智能化仪器、无损检测仪器。
机械式仪器测量采用表头进行显示,分辨率低,显示分辨率在1mm左右,主观误差较大,一般检测参数单一,但成本低、可靠性高,普及面广,如轴承行业现在使用的D系列内、外径仪、H系列高度仪、W系列沟位置仪、B系列摆差仪等。
光机电一体化仪器一般采用传感器测量、数字显示,分辨率高,显示分辨率一般比机械式仪器高一数量级,示值准确,动态性能好,如激光粗糙度仪、标准测长机、基准游隙仪、摩擦力矩仪、主动测量仪、振动测量仪、在线内径测量机、机外检测机等。
智能化仪器一般采用传感器测量,计算机分析处理测量数据,一般具有消除测量安装误差、综合分析判断、数据存储、统计分析、网络管理接口等功能。
具有分辨率高、示值准确、显示直观、人机对话良好、动态性能好等特点,如Y系列圆度仪、基准游隙仪、机外检测机、智能振动测量仪、R系列沟曲率仪、摩擦力矩仪、网络化轴承多参数仪等。
无损检测仪器一般采用传感器测量,可以非破坏检查轴承内部和表面裂纹缺陷等,如显微硬度机、涡流裂纹检查机、超声波探伤机等。
(2)从性能上分轴承检测仪器可以分为计量型仪器、抽检实验仪器和工序用仪器。
东京精密量仪的调试

V8量仪的调整V8量仪的调整V8量仪的调整V8量仪的调整主动测量仪.检测用控制PULCOM V4PULCOM V4基本操作方法薄膜键功能说明•: 同阶层的一页向前切换时使用同阶层的一页向后切换时使用PREV•:同阶层的页向后切换时使用•:现在设定的值返回到原来值;返回到前面画面以及返回到上一阶层时使用ESC NEXT •:设定数值以及移到下一阶层时使用•:向输入模式的移动、输入设定值时的选择、设定值的加算、-等的符号选择模拟测量时的数据加算以及做快速补偿加算+SET +/等的符号选择,模拟测量时的数据加算以及做快速补偿加算时使用。
•:向输入模式的移动、输入设定值时的选择、设定值的减算、/等符号的选择模拟测量时的数据减算以及做快速补偿减算--+/-等符号的选择,模拟测量时的数据减算以及做快速补偿减算时使用。
•:在选择测量项目时使用。
在选择测量项目时使用</>旋转开关功能说明MTN:显示设定各种条件的画面各种条件G1,G2:显示进行各个测头设定的画面P-CH:显示进行模拟测量的画面M1:显示进行测量项目1设定的画面M2:显示进行测量项目2设定的画面AUTO:显示进行实际测量时的画面启动和关机将电箱后面的电源开关向上搬显示下记画面•将电箱后面的电源开关向上搬,显示下记画面:HELLO,PULCOMV4**ACCRETECH V4•显示 ACCRETECH V43秒后,进入锁定解除状态。
•将电箱后面的电源开关向下搬,这样就切断电源了。
锁定的解除将旋转开关置于MTN模式,显示下面的锁定画面:LOCKSETTING NG[SET]SET按下键持续2秒钟,显示下面的画面,锁定被解除。
LOCKSETTING OK[SET]注意:各种参数的变更,请将LOCK设置为OK状态。
基本功能•按键,显示下记画面:NEXT STANDARD FCTN•按键,进入基本功能设定画面(用选择)12SET NEXT 1.演算式 2.测头条件3.测量条件4.判断模式5.信号点数自动零位校准• 1.将LOCK 变为解锁状态(OK);• 2.在测头上安装作为测量基准的零位校对规;2在测头上安装作为测量基准的零位校对规• 3.将旋转开关旋到G1,显示下记画面:12.8• 4.按和键,显示下记的自动零位PREV NEXT校对画面:ACTUAL128ACTUAL 12.8ZERO-SET [SET]自动零位校准• 5.调整各测头测子位置,显示在零位附近。
PULCOMV4基本操作说明书

主动测量·检测用控制仪PULCOM V4基本操作使用说明书株式会社东精工程东精计量仪(平湖)有限公司使用时的注意事项与希望为了安全的使用本仪器,请遵守下述事项。
【警告】1.使用时请避免以下情况:使用范围以外的温度、湿度、水蒸气、尘埃、油烟、日光直射、强烈冲击、大的振动、腐蚀性气体等。
由于仪器故障的带电及仪器的倾倒,有可能伤害身体。
2.安装仪器时的台架应能充分承受仪器的重量,另外请确保台架的稳定性。
由于仪器及台架的倾倒,有可能伤害身体。
3.请把电源线连接在仪器铭牌上标明的电压插座上。
由于故障,有可能触电及引起火灾。
4.请把地线切实接地。
5.在电源线及通信电缆中有危险的电流,为防止触电,在安装或移动本仪器及连接测量装置时,请切断电源,在电源线从插座上拔出的状态下进行作业。
6.电源线及连接仪器的接续电缆线,请不要踩踏及拉伸。
另外在拔电缆线时,请务必握住插头部份。
因为有可能造成电缆线的破损。
请绝对不要使用破损了的电源线及接续电缆线。
在电源线及接续电缆线中有危险的电流。
一触电就有可能造成死亡或重伤。
7.请绝对不要从仪器的间隙中插入异物(特别是金属片等的导电物质),由于触电、火灾、故障有可能造成重伤。
【注意】1.电源电缆线,请一定要使用附带的电缆线。
请绝对不要使用在其他的机器上。
2.请不要把电源线捆成一束使用。
3.在拔、插电源线及连接仪器间的连接电缆线时,请在切断仪器的电源之后再进行。
【带出国外时的注意事项】把本仪器带出国外的时候,因为有当地的诸项规定,所以请事先通知本公司。
没有通知本公司就将原装仪器带出国外,发生事故的时候,本公司不能负责。
【希望】1.本系统是由精密的电子零件及机构组成的产品,所以请不要分解及粗暴的使用。
2.使用的场所请选择无尘、无油烟、振动少的场所。
【安装时的希望】1.动力线与控制仪的电源线、I/O基板接续线、测量装置电缆线请分别隔离200mm以上。
2.在配线的时候,希望使用配线用导管。
中国量具量仪标准

规程编号规程名称代替规程编号JJG 1—1999钢直尺检定规程JJG 1—1989、JJG 397—1985 JJG 7—1986刻度直角钢尺检定规程7—1958JJG 21—1995千分尺检定规程JJG 21—1986、JJG 379—1985、JJG 380—1985JJG 22—2003内径千分尺检定规程JJG 22—1991JJG 23—1988内测千分尺检定规程JJG 23—1980JJG 24—2003深度千分尺检定规程JJG 24—1986JJG 25—1987螺纹千分尺检定规程JJG 25—1979JJG 26—2001杠杆千分尺、杠杆卡规检定规程JJG 26—1986、JJG 27—1980JJG 28—2000平晶检定规程JJG 28—1991、JJG 29—1991、JJG 89—1986JJG 30—1992游标卡尺检定规程JJG 30—1984JJG 31—1999高度卡尺检定规程JJG 31—1987、JJG 286—1982 JJG 32—1987深度游卡尺检定规程JJG 32—1975JJG 33—1979角度规检定规程33—1958JJG 34—1996指示表(百分表和千分表)检定规程JJG 34—1984、JJG 231—1980 JJG 35—1992杠杆表检定规程JJG 35—1980、JJG 224—1980 JJG 36—1989内径表检定规程JJG 36—1977、JJG 228—1980 JJG 37—1992正弦规检定规程JJG 37—1979JJG 38—1984框式水平仪和条式水平仪检定规程JJG 38—1977JJG 39—1990机械式比较仪检定规程JJG 39—1980、JJG 40—1975 JJG 41—1990三针检定规程JJG 41—1975JJG 44—1986测微仪检定器试行检定规程JJG 55—1984测长仪检定规程规(G)长—5—1965、55—1959JJG 56—2000工具显微镜检定规程JJG 56—1984JJG 57—1999光学数显分度头检定规程JJG 57—1984、JJG 606—1989 JJG 58—1996半径样板检定规程JJG 58—1984JJG 60—1996螺纹样板检定规程JJG 60—1984JJG 61—1980直角尺检定规程61—1959JJG 62—1995塞尺检定规程JJG 62—1986JJG 63—1994刀口形直尺检定规程JJG 63—1983JJG 65—1986滚刀检查仪检定规程JJG 70—1993角度块检定规程JJG 70—1980JJG 78—1982基节仪检定规程78—1960JJG 79—1982周节仪检定规程79—1960JJG 80—1981正切齿厚规检定规程80—1960JJG 81—1981公法线检查仪检定规程81—1960JJG 82—1998公法线类千分尺检定规程JJG 82—1986、JJG 83—1984 JJG 85—1984光学测齿卡尺检定规程85—1960JJG 87—1987铣刀磨后检查仪检定规程87—1961JJG 88—1983齿轮径向跳动检查仪检定规程88—1961、89—1961JJG 90—1983齿轮齿向及径向跳动检查仪检定规程90—1961JJG 91—1989基圆盘式渐开线螺旋线检查仪检定规程JJG 91—1978JJG 92—1991万能测齿仪检定规程JJG 92—1975JJG 93—1981万能渐开线检查仪检定规程93—1961JJG 94—1981齿轮双面啮合综合检查仪检定规程94—1961JJG 95—1986齿轮单面啮合检查仪检定规程95—1961JJG 96—1986小模数齿轮双面啮合检查仪检定规程96—1961JJG 97—2001测角仪检定规程JJG 97—1981JJG 101—1981接触式干涉仪检定规程规(G)长—32—1965JJG 102—1989表面粗糙度比较样块检定规程JJG 102—1981JJG 103—1988合象水平仪检定规程JJG 103—1975JJG 109—1986百分表式卡规检定规程规(G)长—31—1965JJG 116—1983平尺检定规程JJG 116—1978JJG 117—1991平板检定规程JJG 117—1978JJG 118—1996扭簧式比较仪检定规程JJG 118—1986JJG 132—1994组合式角度规检定规程JJG 146—1994量块检定规程JJG 146—1976、JJG 100—1991 JJG 177—1993圆锥量规检定规程JJG 177—1977JJG 182—1993V形砧式千分尺检定规程JJG 182—1978JJG 191—1979水平仪检定器检定规程JJG 192—1979游标卡尺(测量上限大于1000~2000毫米)试行检定规程JJG 193—1987千分尺(测量范围500~3000毫米)试行检定规程JJG 193—1979JJG 194—1992方箱检定规程JJG 194—1979JJG 201—1999指示类量具检定仪检定规程JJG 201—1980、JJG 345—1984 JJG 243—1993直角尺检定仪检定规程JJG 243—1981JJG 271—1996数显式百分表检定仪检定规程JJG 275—1981多刃刀具角度规试行检定规程JJG 283—1997正多面棱体检定规程JJG 283—1981JJG 294—1982半自动周节检查仪试行检定规程JJG 300—1982小角度检查仪试行检定规程JJG 301—1982触针式电动轮廓仪检定规程JJG 331—1994激光干涉比长仪检定规程JJG 331—1983JJG 332—1983渐开线样板检定规程JJG 341—1994光栅线位移测量装置检定规程JJG 343—1996光滑极限量规检定规程JJG 343—1984JJG 345—1984千分表检定仪试行检定规程JJG 356—1984气动浮标式测量仪试行检定规程JJG 371—1992激光量块干涉仪检定规程JJG 378—1985孔径千分尺检定规程JJG 379—1995大量程百分表检定规程JJG 396—1985电感式比较仪试行检定规程JJG 400—1985带表卡尺检定规程JJG 404—1992铁路轨距尺检定器检定规程JJG 404—1986JJG 408—2000齿轮螺旋样板检定规程JJG 408—1986JJG 427—2004带表千分尺检定规程JJG 427—1986JJG 428—1986平板仪检定规程JJG 429—2000圆度、圆柱度测量仪检定规程JJG 429—1986JJG 430—1986齿轮螺旋线检查仪检定规程JJG 466—1993气动指针式测量仪检定规程JJG 466—1986JJG 467—1986孔径测量仪试行检定规程JJG 470—1986滚动轴承径向游隙测量仪试行检定规程JJG 471—1986轴承内外径检查仪检定规程JJG 472—1997多齿分度台检定规程JJG 472—1986JJG 523—1988200型万能比较仪检定规程JJG 526—1988数显卡尺试行检定规程JJG 626—1989球轴承轴向游隙测量仪检定规程JJG 671—1990丝杠动态测量仪检定规程JJG 704—1990焊接检验尺检定规程JJG 712—1990电子水平仪检定规程JJG 223—1980JJG 739—1991双频激光干涉仪工作基准检定规程JJG 740—1991研磨面平尺检定规程JJG 764—1992立式激光测长仪检定规程JJG 766—1992角位移传动链误差检查仪检定规程JJG 767—19920.05~1mm薄量块检定规程JJG 786—1992组合式形状测量仪检定规程JJG 787—1992量仪测力仪检定规程JJG 804—1993数显电感式比较仪试行检定规程JJG 828—1993激光千分尺平行度检查仪检定规程JJG 830—1993深度百分表试行检定规程JJG 848—1993水平尺检定规程JJG 849—1993硬质合金量块检定规程JJG 888—1995圆柱螺纹量规检定规程JJG 894—1995标准环规检定规程JJG 929—1998数显测高仪检定规程JJG 938—1998刀具预调测量仪检定规程国家计量技术规范规范编号规范名称代替规范编号JJF 1001—1998通用计量术语及定义JJF 1001—1991 JJF 1010—1987长度计量名词术语及定义JJF 1015—1990计量器具定型通用规范JJF 1024—1991计量器具的可靠性分析原则JJF 1027—1991测量误差及数据处理技术规范(试行)JJF 1045—1993长度(量块)计量保证方案技术规范(试行)JJF 1051—1996工作计量器具命名与分类代码规范JJF 1059—1999测量不确定度评定与表示JJF 1027—1991中的测量误差部分JJF 1063—2000石油螺纹单项参数检查仪校准规范JJF 1064—2000坐标测量机校准规范JJG 799—1992JJF 1066—2000测长机校准规范JJG 54—1984JJF 1072—2000齿厚卡尺校准规范JJG 84—1988JJF 1088—2002外径千分尺(测量范围500mm~3000mm)校准规范JJF 1091—2002测量内尺寸千分尺校准规范JJF 1209—1990激光小角度测量仪基准操作技术规范JJF 1214—1990圆锥量规锥度基准操作技术规范部门、地方计量检定规程规程编号规程名称代替规程编号JJG(机械)22—1990圆锥滚子轴承滚道直径和角度检查仪检定规程JJG(机械)81—1992深沟球轴承和角接触球轴承内外圈沟径、沟位置测量仪检定规程JJG(机械)82—1992D802、D803、D804型推力球轴承垫圈沟径测量仪检定规程JJG(机械)84—1992J703型轴承正弦测量仪检定规程JJG(机械)85—1992圆锥滚子直径、角度、直线性测量仪检定规程JJG(石油)01—1996石油钻具接头螺纹工作量规检定规程JJG(石油)37—1994抽油杆螺纹量规检定规程JJG(石油)41—1996石油套管圆螺纹工作量规检定规程JJG(石油)42—1996石油管螺纹单项参数检测仪检定规程JJG(石油)51—2000石油钻具接头螺纹、套管圆螺纹和油管螺纹校对量规检定规程JJG(轻工)75—19910.05~1毫米薄量块检定规程JJF(航空)012—1984出口英制千分尺试行检定方法JJF(航空)013—1984出口大型精密游标卡尺检定方法JJF(航空)030—1987三坐标测量机检定方法JJG(航空)11—1985普通螺纹塞规检定规程JJG(航空)12—1985测槽千分检定规程JJG(航空)21—1985孔槽比较规检定规程JJG(航空)32—1987丝锥中径比较表检定规程JJF(京)6—1983量具测力仪暂行检定方法JJF(京)7—1984铁水平尺暂行检定方法JJG(津)12—1990激光千分尺平行度检查仪检定规程JJG(吉)11—1990量具测力仪检定规程JJG(黑)19—1989千分尺测力仪检定规程JJG(黑)20—1989表类测力仪检定规程JJG(黑)24—1990偏摆检查仪检定规程JJG(黑)25—1990轴键槽对称度检查仪检定规程JJG(黑)28—1990外径千分尺测杆径向摆动检具检定规程JJG(黑)32—1990三坐标测量机检定规程JJF(苏)02—1981带表卡尺暂行检定方法JJF(苏)03—1981英制游标卡尺暂行检定方法(供出口生产用)JJF(苏)04—1981英制带表卡尺暂行检定方法(供出口生产用)JJG(浙)24—1990机械式通用量具测力仪检定规程JJG(浙)30—1991铝合金水平尺检定规程JJG(鲁)10—1987电子数字显示卡尺检定规程JJG(豫)11—1986密玉专用量块检定规程JJG(川)2—1986焊接检验尺检定规程JJG(川)26—1990量具测力仪检定规程JJG(宁)06—1989量仪测力仪检定规程JJG(闽)1—1991机械百分表式测力仪检定规程JJG(闽)2—1991机械光学式测力仪检定规程JJG(闽)3—1991数显式测力仪检定规程JJG(闽)13—1994数控百分表检定规程。
单列圆锥滚子轴承内圈滚道尺寸的有效控制

二者虽然在表 的示值上是一致的 ,但实际的滚道直
径尺 寸 却 相 差很 大 ,还有 调 整 机 床所 选 用 的 样 圈宽 度尺 寸 本 身 与理 想 的 宽 度尺 寸 存 在着 误 差 ,因 此加 工 出的 滚 道 直径 与 其 叠加 后 才 是 真正 的滚 道 直 径尺 寸 。所 以 当宽 度减 小 到 一 定程 度 时将 必然 会 对 装 配 高 产生 严 重影 响 ,造成 超 差 ,导 致 报 废 。
兹 5 7
M rn H |
2 内圈宽度 尺寸 变化对轴承装配高 的影响 .
在 加 工 内 圈端 面 时 ,两 面 的余 量 是 均 等 的 ,即
) 。
由以上 推 导 不 难 得 出 ,机 床 加 工 出 的 内 圈实 际 滚 道 直 径尺 寸与 调 整机 床 所 用 的样 圈的 滚 道直 径 加
图3 )。当内圈宽度B的变化量 较大时 ,引起滚
道 素 线发 生 平移 后 , 这 时 内 滚 道 与 轴 承 轴 线 的 交 点 就 偏 离 了 公 图 2 共 交 点 , 轴 承 运 转 时 就 不 能实 现 纯滚 动 , 影 响 回转 性 能 ,影 响 使用 寿 命 。
4 滚道直径 变化对 轴承回转性 能的影响 .
圆锥 滚 子 轴承 的滚 道 和 滚 子几 何 表 面 设 计 成 有 公 共 的顶 点 ,且这 个 点就 在旋 转 轴 线 上 ,这 样 就 使 得 滚子 沿 着 滚 道上 的每 一 点 的运 动 都是 纯 滚 动 ( 见
工基 准 、设计
基准 、测 量基
( )调 整 方 2
法 调 整或 配铲 两
果。球杆仪检测不仅适用于数控机床生产的检验和
…
…
…
计量基本知识
计量基本知识第一章计量基本概念和术语1.计量:实现单位统一,量值准确可靠的活动。
1.1计量的内容:①计量单位与单位制;②计量器具(或测量仪器),包括实现或复现计量单位的计量基准、标准与工作计量器具;③量值传递与溯源,包括检定、校准、测试、检验与检测;④物理常量、材料与物质特性的测定;⑤不确定度、数据处理与测量理论及其方法;⑥计量管理,包括计量保证与计量监督等。
1.2 计量的特点①准确性:指测量结果与被测量真值的一致程度。
由于实际上不存在完全准确无误的测量,因此在给出量值的同时,必须给出适应于应用目的或实际需要的不确定度或误差范围,否则量值不具备充分的实用价值。
所谓量值的准确性,即是在一定的不确定度、误差极限或允许误差范围内的准确性。
②一致性:指在统一计量单位的基础上,无论在何时何地、使用何种计量器具,以及由何人测量,只要符合有关要求,其测量结果就应在给定的区间内有其一致性。
也就是说,测量结果是可重复、可再现(复现)、可比较的。
计量的一致性不仅限于国内,也适用于国际。
③溯源性:指任何一个测量结果或测量标准的值,都能通过一条具有规则不确定度的连续比较链,与计量基准联系起来。
量值溯源:是指自下而上通过不间断的校准而构成的溯源体系。
量值传递:是指自上而下通过逐级检定而构成的检定系统。
④法制性:来自计量的社会性,因为量值的准确可靠不仅依赖于科学技术手段,还要有相应的法律、法规和行政管理。
1.3《计量法》《中华人民共和国计量法》于1985年9月6日经全国人大常委会审议通过,于1986年7月1日施行。
立法宗旨是:加强计量监督管理,保障国家计量单位制的统一和量值的准确可靠,有利于生产、贸易和科学技术的发展,适应社会主义现代化建设的需要,维护国家、人民的利益。
1.4 量:现象、物体或物质可定性区别和定量确定的属性。
定性区别是指量在特性上的区别,如几何量、电学量、热学量等。
定量确定上指确定具体的量,又称特定量。
如零件的长度,电阻的大小等。
发动机生产制造中应用的主动量仪
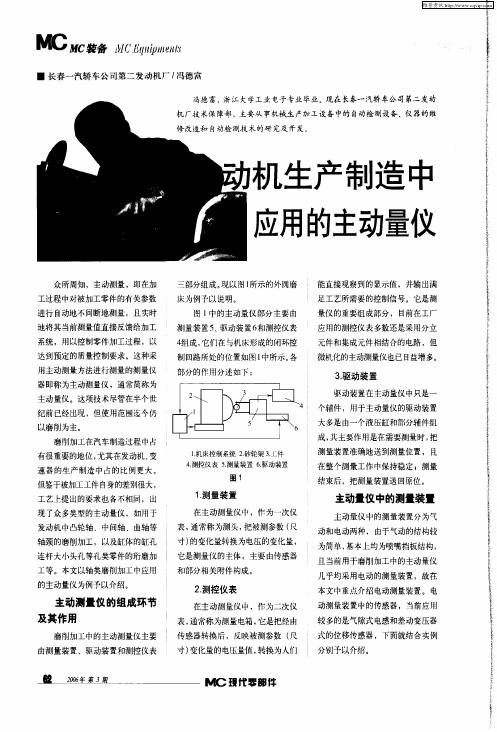
它是测量仪的主体,主要 由传感器 和部分相关附件构成。
2 控仪表 测
在主动测量仪中,作为二次仪
表 , 常称 为测 量电箱 , 通 它是把 经由 传感 器转换 后 ,反映 被测参数 ( 尺
本文中重点介绍电动测量装置。电
动测量装置 中的传感器 ,当前应 用 较 多的是气隙式 电感和差动变压 器
了上、下测端对工件测力和零位的
调 整。
()每只传感器只测量半径尺 2 寸的变化,又使传感器处于小间隙 状态, 从而提高了线性段的利用率。 () 3 由于测量结果为两组之和, 测量装置相对于被测工件的径向位 置的要求不必非常严格。 测臂5 和宽度调整杆6 为可更换 件, 加之测尖体9 为细牙螺栓, 可在 整体范围内调整,故较大地扩大了
1 . 采用气隙式电感位移传感 器的测量装置
图2 是采用气隙式电感位移传 感器的测量装置的一个示例 ( a 图2 是意大利马波斯公司的标准产品) , 用于外圆检测,在我厂主要用于曲
轴主轴径 、凸轮轴主轴径 的轴 类零 件的主动测量中。
M c装备
圈组件和磁心) 机构, 有如下优点: ()形成两组独立单元,方便 1
1. 2 壳体 1. 4安装板 1. 5辅助簧
1. 6 固定托板 1. 7 线圈组件 1引 线 8
1. 2 . 9 磁心 0 活动托板 2 . 1 电缆2 . 2 被测工件
() b
图2
但在选定 6为较小的范围内(,~ 01
0 r 时, . m) 可作为线性处理。 5 a 由于 主动量仪的表头指示只作调整和工 作中的参考 ,故以上缺点不影响精 度, 其关键是要保证磨加工终了时 尺寸控制信号的精度和稳定性。但 需要注意的是, 所制作的传感器, 在 6 较小时, 对制造和装配的要求均
常用的报警探头分类你知道吗?
常用的报警探头分类你知道吗?今天我们来介绍一下室内常用的报警器。
红外报警器分主动式和被动式两种。
主动式红外线报警器,是报警器主动发出红外线,红外线碰到障碍物,就会反弹回来,被报警器的探头接收。
如果探头监测到,红外线是静止不动的,也就是不断发出红外线又不断反弹的,那么报警器就不会报警。
当有会动的物体触犯了这根看不见的红线的时候,探头就会检测到有异常,就会报警。
激光告警器是用于探测、报知敌方激光武器等的被动侦察装备。
用于探测、报知敌方激光武器、激光制导武器、激光雷达、激光测距机等的被动侦察装备。
又称激光报警器。
20世纪70年代初开始研制,尚处在实验阶段。
仅有少数型号装备部队,如美国装备于直升机上的AN/AVR-2型激光告警器。
激光告警器通常由扫描天线、激光监别器、探测器、放大器、微处理机、指令控制器、报警显示器等组成。
它是根据激光的相干特性,在激光束变成电信号之前加激光鉴别器,以鉴别信号是否由激光源发出的,再根据干涉条纹分布和出现的时间,确定激光的波长、脉宽、光强等参数,然后经放大器送入微处理机进行分析和处理。
最后,一路以声、光形式发出报警信号;一路通知干扰对抗系统。
门磁是安全报警的一种装置,由无线发射器和永磁体两部分组成,用来探测门、窗、抽屉等是否被非法打开或移动,分为无线门磁、无线卷闸门磁、有线门磁三种。
震动探测器震动探测器是以侦测物体振动来报警的探测器;适合用于柜员机、墙壁、玻璃、保险柜等,防止任何敲击和破坏性行为发生。
燃气报警器就是气体泄露检测报警仪器。
当工业环境中燃气气体泄露,燃气报警器检测到气体浓度达到爆炸或中毒报警器设置的临界点时,燃气报警器就会发出报警信号。
以提醒工作人员采取安全措施,燃气报警器相当于自动灭火器那类,可安装驱动排风、切断、喷淋系统,防止发生爆炸、火灾、中毒事故,从而保障安全生产。
燃气报警器可以测出各种气体浓度。
经常用在化工厂,石油,燃气站,钢铁厂等有气体泄漏的地方。
烟感报警器烟感报警器其实是烟感或烟雾报警器的别称,烟感报警器就是通过监测烟雾的浓度来实现火灾防范的,内部采用离子式烟雾传感器,离子式烟雾传感器是一种技术先进,工作稳定可靠的传感器,被广泛运用到各种消防报警系统中,性能远优于气敏电阻类的火灾报警器。
n1000磨加工主动测量控制仪使用说明书

n1000磨加工主动测量控制仪使用说明书【最新版】目录1.N1000 磨加工主动测量控制仪简介2.N1000 磨加工主动测量控制仪的功能3.N1000 磨加工主动测量控制仪的操作方法4.N1000 磨加工主动测量控制仪的维护与保养5.N1000 磨加工主动测量控制仪的安全注意事项正文1000 磨加工主动测量控制仪是一款高精度的数控设备,主要用于磨削加工过程中的主动测量与控制。
该设备集测量、控制、调整于一体,能够实现对磨削过程的全程监控,确保磨削质量的稳定性和可靠性。
以下是关于 N1000 磨加工主动测量控制仪的详细介绍。
一、N1000 磨加工主动测量控制仪简介1000 磨加工主动测量控制仪采用了先进的数控技术,具备高精度、高速度、高效率的特点。
该设备适用于各种磨削加工场合,如轴承、齿轮、螺纹等,可以满足不同领域的磨削加工需求。
二、N1000 磨加工主动测量控制仪的功能1.主动测量:N1000 磨加工主动测量控制仪可以实时测量磨削工件的尺寸、形状、表面粗糙度等参数,并将测量数据实时传输到控制系统,为磨削过程提供精确的控制依据。
2.自动控制:根据测量数据,N1000 磨加工主动测量控制仪可以自动调整磨削刀具的位置、速度、压力等参数,实现对磨削过程的精确控制,确保磨削质量的稳定性。
3.数据处理:N1000 磨加工主动测量控制仪具备强大的数据处理功能,可以对测量数据进行分析、处理、存储,为用户提供便捷的数据查询和统计功能。
三、N1000 磨加工主动测量控制仪的操作方法1.开机:接通电源,打开控制仪开关,使设备进入工作状态。
2.设备调试:根据加工要求,对控制仪进行参数设置,如刀具参数、加工程序等。
3.工件安装:将待加工工件安装到磨床上,并进行定位。
4.测量与控制:启动磨削程序,N1000 磨加工主动测量控制仪将实时测量工件尺寸,并根据测量数据自动调整磨削刀具参数,实现对磨削过程的精确控制。
5.关机:磨削过程结束后,关闭控制仪开关,切断电源,完成操作。
新型磨加工主动测量控制仪的研究
( I n s t i t u t e o f Me c h a n i c a l E n g i n e e r i n g , Z h e n g z h o u U n i v e r s i t y , Z h e n g z h o u 4 5 0 0 0 1 , C h i n a )
Re s e a r c h a nd de v e l o pm e n t o f ne w g r i n di n g a c t i v e me a s ur e me n t i ns t r u me n t
Zh e n g Pe ng,Zh a n g L i n n a,Li u Wu f a,Z ha o F e n g x i a
新 型 磨 加 工 主 动 测 量 控 制 仪 的 研 究
郑 鹏 ,张琳 娜 ,刘武发 , 赵 凤 霞
郑州 4 5 0 0 0 1 )
( 郑州 大学 机械工程学院
摘
要: 磨加工主动测量控 制仪在机床磨 削加 工中得到广泛应用 。为提高主动测 量控制仪 的智 能化程度 、 测控 精度及 可操作
第3 4卷 第 1 0期 2 0 1 3年 l O月
量具 GB 标准
量具GB标准量具类产品国家标准一、长度测量器具1.量具类GB/T1957-1981光滑极限量规GB/T6093-2001几何量技术规范(GPS)长度标准量块GB/T6322-1986光滑极限量规型式与尺寸GB/T9056-1988钢直尺JB/T7980-1999半径样板(替代GB9054-88)JB/T8788-1998塞尺JB/T10313-2002量块检验方法2.卡尺类GB/T1214.1-1996游标类卡尺通用技术条件GB/T1214.2-1996游标类卡尺游标卡尺GB/T1214.3-1996游标类卡尺高度游标卡尺GB/T1214.4-1996游标类卡尺深度游标卡尺GB/T6317-1993带表卡尺GB/T14899-1994电子数显卡尺JB/T5608-1991电子数显深度卡尺JB/T5609-1991电子数显高度卡尺JB/T8370-1996游标类卡尺游标卡尺(测量范围为0-1500mm、0-2000mm)3.千分尺类GB/T1216-1985外径千分尺GB/T1218-1987深度千分尺GB/T6312-1986壁厚千分尺GB/T6313-1986尖头千分尺GB/T6314-1986三爪内径千分尺GB/T8061-1987杠杆千分尺GB/T8177-1987内径千分尺GB/T9057-1988单杆内径千分尺GB/T9058-1988奇数沟千分尺JB/T2989-1999板厚千分尺(替代JB2989-1981)JB/T4166-1999带计数器千分尺(替代JB4166-1985)JB/T6079-1992电子数显外径千分尺JB/T10005-1999小测头千分尺(替代ZB J42002-1987)JB/T10006-1999内测千分尺(替代ZB J42003-1987)JB/T10007-1999大外径千分尺(测量范围为1000~3000mm)(替代ZB J42 004-87)JB/T10032-1999微米千分尺JB/T10033-1999测微头4.指示表类GB/T1219-2000几何量技术规范长度测量器具:指示表设计及计量技术要求GB/T4755-1984扭簧比较仪GB/T6311-1986大量程百分表GB/T6320-1997杠杆齿轮比较仪GB/T6321-1986光学扭簧测微计GB/T8122-1987内径百分表GB/T8123-1998杠杆指示表GB/T18761-2002电子数显指示表JB/T3237-1991杠杆卡规JB/T3712-1998小扭簧比较仪JB/T5214-1991曲轴量表JB/T5216-1991硫化机测力表JB/T6081-1992深度百分表JB/T7429-1994电子塞规JB/T8346-1996带表卡尺指示表JB/T8499-1996电子柱电感测微仪JB/T8787-1998峰值电感测微仪JB/T8790-1998钢球式内径百分表JB/T8791-1998涨簧式内径百分表JB/T10014-1999数显电感测微仪JB/T10016-1999测厚规JB/T10017-1999带表卡规JB/T10035-1999厚度表JB/T10036-1999电感式测微仪二、角度测量器具GB/T6092-198590°角尺GB/T6315-1996游标万能角度尺GB/T10943-19891:4圆锥量规GB/T11852-1989圆锥量规公差与技术条件GB/T11853-1989莫氏与公制圆锥量规GB/T11854-19897:24工具圆锥量规GB/T11855-1989钻夹圆锥量规JB/T3325-1999角度量块及其附件(替代JB3325-83)JB/T7973-1999正弦规(替代GB4973-85)JB/T8789-19981:24(UG)圆锥量规JB/T10015-1999直角尺检查仪JB/T10018-1999正多面棱体JB/T10026-1999带表万能角度尺JB/T10027-1999方形角尺(方箱)三、形位误差测量器具GB/T6091-1985刀口形直尺GB/T16455-1996条式和框式水平仪JB/T3238-1999合像水平仪(替代JB3238-83)JB/T7974-1999铸铁平板(替代GB4986-85)JB/T7975-1999岩石平板(替代GB4987-85)JB/T7977-1999铸铁平尺(替代GB6318-86)JB/T7978-1999钢平尺和岩石平尺(替代GB6319-86)JB/T10038-1999电子水平仪JB/T10028-1999圆度仪四、表面质量测量器具GB/T6060.1-1997表面粗糙度比较样块铸造表面(替代GB6060.1-85) GB/T6060.2-1985表面粗糙度比较样块机械加工表面GB/T6060.3-1986表面粗糙度比较样块电火花加工表面GB/T6060.4-1988表面粗糙度比较样块抛光加工表面GB/T6060.5-1988表面粗糙度比较样块喷砂抛丸加工表面GB/T6062-1985轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计五、齿轮测量器具GB/T1217-1986公法线千分尺GB/T5106-1985圆柱直齿渐开线花键量规GB/T6316-1996齿厚游标卡尺GB/T10919-1989矩形花键量规JB/T6080-1992电子数显齿厚卡尺JB/T10008-1999测量蜗杆JB/T10012-1999万能测齿仪JB/T10013-1999万能渐开线检查仪JB/T10019-1999齿轮齿距测量仪(原齿轮周节测量仪)JB/T10020-1999万能齿轮测量机JB/T10021-1999齿轮螺旋线测量仪JB/T10022-1999便携式齿轮齿距测量仪JB/T10023-1999便携式齿轮基节测量仪JB/T10024-1999立式滚刀测量仪JB/T10025-1999齿轮双面啮合综合测量仪JB/T10029-1999齿轮单面啮合整体误差测量仪六、螺纹测量器具GB/T1581-1979米制锥螺纹量规GB/T3934-1983普通螺纹量规GB/T8124-1987梯形螺纹量规技术条件GB/T8125-1987梯形螺纹量规型式与尺寸GB/T10920-1989普通螺纹量规型式与尺寸GB/T10922-1989非螺纹密封管螺纹量规GB/T10932-1989螺纹千分尺JB/T1128-1999间隙螺纹量规(替代JB1128-70)JB/T3326-1999量针(替代JB3326-83)JB/T7981-1999螺纹样板(替代GB9055-88)JB/T10031-1999用螺纹密封的管螺纹量规七、其它测量器具JB/T5213-1991内、外圆磨加工主动测量仪技术条件JB/T5215-1991开关触发式三维传感系统JB/T7982-1999刀具预调测量仪精度(替代GB10921-89)八、测量链JB/T3760-1991浮标式气动量仪JB/T4167-1999薄膜式气动量仪(替代JB4167-85)JB/T5212-1991气动测量头技术条件JB/T5610-1991双频激光干涉仪JB/T8371-1996容栅线位移测量系统数显单元0.01mmJB/T10037-1999磁栅线位移测量系统JB/T10030-1999光栅线位移测量系统JB/T10034-1999光栅角位移测量系统九、通用器件及附件JB/T8047-1999V形架(替代GB4972-85)JB/T3323-2001量块附件JB/T10009-1999比较仪座(替代ZB J42007-87)JB/T10010-1999磁性表座(替代ZB J42008-87)JB/T10011-1999万能表座(替代ZB J42009-87)十、术语GB/T17163-1997几何量测量器具术语基本术语GB/T17164-1997几何量测量器具术语产品术语JB/T7976-1999轮廓法测量表面粗糙度的仪器术语(替代GB6061-85) GB/T8372-1996几何量测量仪器型号编制方法十一、产品分等标准JB/T54247.1-1996量具量仪产品质量分等通则JB/T54247.2-1996量具量仪产品质量分等抽样验收细则JB/T50047-1999量具量仪产品质量分等电子塞规JB/T50114-1998量具量仪产品质量分等游标万能角度尺JB/T50146-2000量具量仪产品质量分等涨簧式内径百分表JB/T50147-2000量具量仪产品质量分等小扭簧比较仪JB/T50148-2000量具量仪产品质量分等钢球式内径百分表JB/T54248-2000量具量仪产品质量分等指示表JB/T54250-1994杠杆百分表产品质量分等标准(替代JB/GQ.F5053-86) JB/T54251-1994杠杆千分表产品质量分等标准(替代JB/GQ.F5054-86) JB/T54252-1998量具量仪产品质量分等游标卡尺JB/T54253-1994带表卡尺产品质量分等标准(替代JB/GQ.F5057-86) JB/T54254-1999量具量仪产品质量分等外径千分尺JB/T54255-1999量具量仪产品质量分等杠杆千分尺JB/T54256-1994量块产品质量分等标准(替代JB/GQ.F5061-86)JB/T54257-1994刀口尺产品质量分等标准(替代JB/GQ.F5062-86) JB/T54258-1994水平仪产品质量分等标准(替代JB/GQ.F5063-86) JB/T54259-1999量具量仪产品质量分等光滑极限量规JB/T54260-1999量具量仪产品质量分等铸铁平板JB/T54261-1999量具量仪产品质量分等岩石平板JB/T54262-1999量具量仪产品质量分等铸铁平尺JB/T54263-1999量具量仪产品质量分等钢平尺和岩石平尺JB/T54265-1999量具量仪产品质量分等浮标式气动量仪JB/T54272-1999量具量仪产品质量分等公法线千分尺JB/T54273-1998量具量仪产品质量分等齿厚游标卡尺JB/T54274-1994杠杆齿轮比较仪产品质量分等标准(替代JB/GQ.F 5079-88)JB/T54275-1999量具量仪产品质量分等小测头千分尺JB/T54276-1999量具量仪产品质量分等奇数沟千分尺JB/T54277-1999量具量仪产品质量分等壁厚千分尺JB/T54278-1998量具量仪产品质量分等高度游标卡尺JB/T54279-1999量具量仪产品质量分等尖头千分尺JB/T54280-1999量具量仪产品质量分等深度千分尺JB/T54281-1998量具量仪产品质量分等深度游标卡尺JB/T54282-1999量具量仪产品质量分等微米千分尺JB/T54283-1999量具量仪产品质量分等电子数显卡尺JB/T54285-1999量具量仪产品质量分等测微头JB/T54286-1994塞尺产品质量分等标准(替代JB/GQ.F5092-90)JB/T54288-1999量具量仪产品质量分等电子数显深度卡尺JB/T54289-1999量具量仪产品质量分等电子数显高度卡尺JB/T54819-1992电子数显外径千分尺产品质量分等标准JB/T54820-1992万能渐开线检查仪产品质量分等标准JB/T54821-1992万能齿轮测量机产品质量分等标准JB/T54822-1992齿轮螺旋线测量仪产品质量分等标准JB/T54823-1992齿轮双面啮合综合测量仪产品质量分等标准十二、出口产品标准LB001-95英制指示表LB002-98带标尺的直角钢尺ZB J4203189游标卡尺(测量上限为1500mm和2000mm)JB5608-91电子数显深度卡尺JB5609-91电子数显高度卡尺JB5680-92电子数显齿厚卡尺GB1218-87深度千分尺GB9057-88单杆式内径千分尺GB9058-88奇数沟千分尺ZB J42038-90微米千分尺ZB J42039-90测微头JB6079-92电子数显外径千分尺ZB J42021-88涨簧式内径百分表ZB J42041-90厚度表JB3237-91杠杆卡规JB5214-91曲轴量表JB5216-91硫化机测力表JB6081-92深度百分表ZB J42007-87比较仪座ZB J42008-87磁性表座ZB J42009-87万能表座ZB J42016-87正多面棱体ZB J42028-88方形角尺GB9056-88钢直尺GB6060.4-88表面粗糙度比较样块抛光加工表面GB6060.5-88表面粗糙度比较样块抛(喷)丸、喷沙加工表面GB9054-88半径样板GB9055-88螺纹样板GB11852-89圆锥量规公差与技术条件GB11853-89莫氏与公制圆锥量规GB11854-897:24工具圆锥量规GB11855-89钻夹圆锥量规GB10919-89矩形花键量规GB10920-89普通螺纹量规型式与尺寸GB10922-89非螺纹密封的管螺纹量规ZB J42037-89用螺纹密封的管螺纹量规ZB J42013-87直角尺检查仪ZB J42012-87数显电感测微仪ZB J42018-88齿轮周节测量仪ZB J42019-88万能齿轮测量仪ZB J42020-88齿轮螺旋线测量仪ZB J42022-88便携式齿轮周节测量仪ZB J42023-88便携式齿轮基节测量仪ZB J42024-88立式滚刀测量仪ZB J42025-88齿轮双面啮合综合周节测量仪GB10921-89刀具预调测量仪精度ZB J42027-88电子水平仪ZB J42030-88圆度仪ZB J42032-89齿轮单面啮合整体误差测量仪ZB J42033-89瓷栅线位移测量系统ZB J42034-89瓷栅线位移传感器技术条件ZB J42036-89光栅线位移测量系统ZB J42040-90光栅角位移测量系统ZB J42042-90电感式测微仪JB3760-91浮标式气动量仪JB5212-91气动测量头技术条件JB5213-91内、外圆磨加工主动测量仪技术条件JB/T6082-92触发传感器系统系列型谱JB5215-91开关触发式三维传感器系统JB5610-91双频激光干涉仪。
东精计量仪V4功能设定说明书

设定判断输出模式。通常在加工中测量时,使用Y00或Y10模式。在加工后测量时,在上述二个模式上再加上Y11模式。
(Y11模式,在测量项目2时可以选择)
J
U
D
G
-
M
O
D
E
①
↓按键
M
E
A
S
1
J
U
D
G
-
M
O
D
E
Y
0
0
②
作为选择项目。在使用项目2的时候,用键切换项目1/项目2.如果是在UNLOCK状态,光标就显示出来,按一下键,光标处的选择参数就开始闪亮,成为输入状态。用键选择参数,用键确认,在输入状态时,一按键设定中的参数就返回到原参数。不在输入状态时,一按键,就返回到①的画面。
0.001~9.999Sec
0.001
Δ
*
P100/P110采样次数
1~255
1
Δ
*
计数器偏移值
0~99
0
Δ
*
计数器跳读值
0~99
0
Δ
*
零位移动补偿值
-999.9~999.9μm
0.0
Δ
从画面上不能设定*
有关说明
PNo:页;请参照本书相当的第几页
◎;设定变更的方法记载于基本操作使用说明书中.
Δ印;设定变更的方法记载于结合设定条件的选择功能使用说明书中.
模拟量
表头
项目
项目1/项目2
项目1
P2-13
量程
高/低/自动
自动
P2-13
零位补偿值
-999.9~999.9μm
0.0μm
P2-13
东精精密仪表PULCOMv4基本操作方法
• 显示3秒后,进入锁定解除状态 。 • 将电箱后面的电源开关向下搬,这样就切断电 源了。
锁定的解除
将旋转开关置于MTN模式 ,显示下面的锁定画面:
LOCK SETTING NG [SET]
按下 SET 键持续2秒钟,显示下面的画面,锁定被解 除。
扩展功能
(自动模式继续) • 当旋转开关转到自动以外时,设定是否继续自动模式。 • 按 NEXT 键,显示下记画面:
AUTO CONTINUE
• 按
SET
键,右下角可选择USE/UNUSE。
AUTO CONTINUE UNUSE
• 按
ESC
键,返回扩展功能。
扩展功能
(放大倍率) • 设定测头放大倍率。 • 按 NEXT 键,显示下记画面:
SYNC TIME
• 右下角的数字可以设定。
扩展功能
• 将旋转开关旋到MTN状态,按 NEXT 键,选择到 EXTENDED FCTN后,按 SET 键,进入扩展功能。 • 扩展功能可以进行以下设定: • 1.收张功能 6.A/D量程 • 2.信号切断功能 7.自动模式继续 • 3.超量程 8.放大倍率设定 • 4.模拟量表头 9.自动调零界限 • 5.滤波 10.偏移界限
键,显示下记的自动零位校 12.8 [SET]
自动零位校准
• 5.调整各测头测子位置,显示在零位附近。 • 6.按 SET 键,显示下记画面,实现自动校零。
0.0
自动倍率校准
• 1.把校准倍率用的校对规安装在测头上,用 PREV 和 NEXT 键, • 显示下记的放大倍率目标直设定画面 : GAIN-CAL 98.5 30.0
中原精密 ZM600 自动测量控制仪 使用说明书

自动测量控制仪ZM600使用说明书三门峡中原精密有限公司为使您安全使用本仪器请遵守以下事项[危险事项]1、仪器内部有电,触摸有导致死亡及人身伤害之危险。
2、除专业维修人员进行维修检查以外,不要取下外壳。
3、取下外壳前,必须切断电源、拔掉电源插头。
[警告事项]1、在测量装置前进(下降)后退(上升)时,切勿伸手,否则易被油缸夹住造成伤害,应该确认被安装的装置停止动作后再进行。
2、在测量装置测子动作时,伸手触及易造成伤害,应确认其停止后再进行。
[注意事项]1、测量部及控制部异常严禁使用。
2、外壳禁止存放重物,禁止坐、踏电箱。
3、为了安全起见,电源及各部件接地线必须接地,控制仪接地点在开关右侧螺钉处。
4、希望在以下环境中使用1)环境温度:0~40℃。
2)湿度:90%以下。
3)振动:0.1G以下(振动轻微的地方)5、面板清洁方法1)面板使用的是钢化玻璃,请注意防止硬物划伤。
2)面板若被污染请用软布及中性洗涤剂、带电防止剂轻轻擦洗。
3)请勿用酒精等有机溶剂清洗。
[关于携带出国]将本仪器带出国外,因当地有各种规则,事先应通知本公司。
不申报而携带出国如发生事故,本公司概不负责。
目录1、概要--------------------第1页2、特点--------------------第2页3、扩展功能--------------------第3页4、界面------------------——第4页4.1、测量界面-------------------第5页4.2、设置界面------------------—第6页4.3、调整界面------------------—第9页5、I/O接口及连接-----------------—第10页6、WSD-100外置收张电源信号表-----------第14页7、使用方法---------------------第15页1、概要Z600控制仪是基于最新数字信号处理系统,采用最新控制技术设计的一款用于磨床加工在线监测控制的仪器。
机械测量仪器介绍大全

第一篇 测量基础知识概要测量技术是一门具有自身专业体系、涵盖多种学科、理论性和实践性都非常强的前沿科学。
而熟知测量技术方面的基本知识,则是掌握测量技能,独立完成对机械产品几何参数测量的基础。
1.1测量的定义一件制造完成后的产品是否满足设计的几何精度要求,通常有以下几种判断方式。
测量:是以确定被测对象的量值为目的的全部操作。
在这一操作过程中,将被测对象与复现测量单位的标准量进行比较,并以被测量与单位量的比值及其准确度表达测量结果。
例如用游标卡尺对一轴径的测量,就是将被对象(轴的直径)用特定测量方法(用游标卡尺测量)与长度单位(毫米)相比较。
若其比值为30.52,准确度为±0.03mm,则测量结果可表达为(30.52±0.03)mm。
任何测量过程都包含:测量对象、计量单位、测量方法和测量误差等四个要素。
测试:是指具有试验性质的测量。
也可理解为试验和测量的全过程。
检验:是判断被测物理量是否合格(在规定范围内)的过程,一般来说就是确定产品是否满足设计要求的过程,即判断产品合格性的过程,通常不一定要求测出具体值。
因此检验也可理解为不要求知道具体值的测量。
计量:为实现测量单位的统一和量值准确可靠的测量。
1.2 测量基准测量基准是复现和保存计量单位并具有规定计量单位特性的计量器具。
在几何量计量领域内,测量基准可分为长度基准和角度基准两类。
长度基准:1983年第十七届国际计量大会根据国际计量委员会的报告,批准了米的新定义:即“一米是光在真空中在1/299 792 458秒时间间隔内的行程 长度”。
根据米的定义建立的国家基图1-1 长度计量检定系统表(简化) 准、副基准和工作基准,一般都不能在生产中直接用于单位(度)是由圆周角定义的,即圆周角等 3 量块对零件进行测量。
为了确保量值的合理和统一,必须按《国家计量检定系统》的规定,将具有最高计量特性的国家基准逐级进行传递,直至用于对产品进行测量的各种测量器具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主动测量仪[回目录]
随着市场对各种精密零件精度要求越来越高,加工手段在不停的更新换代,检测手段也在不断地提升;为了降低成本提高效率,主动测量仪也随之到了广泛的应用,主动测量主要分为:磨加工在线测量系统、数控机床在线测量系统等;磨加工主动测量仪主要用于在线测量,磨加工在线测量系统主要分为:自动控制系统和手动控制系统,前者主要适用于全自动磨床和半自动磨床,后者主要用于手动磨床;磨加工主动测量仪主要由:主动测量控制仪和主动测量装置(或手动测量装置)组成。
磨加工主动测量仪
曲轴专用磨加工手动测量装置
(一)金威量仪生产的手动外磨测量系统主要由磨加工主动测量仪+手动测量装置组成,本测量系统主要用在手动磨床;
L100型磨加工主动测量仪
测量内容:曲轴外径、凸轮轴外径及各种长轴外径的在线测量
工作原理:在工件磨削加工中,测量装置的测量头,随着工件直径尺寸的变化,而产生相应的位移通过电感或差动变压器传感器,将
ZDW-LS150型磨加工手动测量装置
位移量变换成电量,加到控制仪进行放大,根据要求,控制仪可以在按照标准件预置好的各尺寸触发点上,依次发出信号,操作者根据信号可以控制加工过程。
从而减少了操作者边磨边测量的繁琐操作,减少了手动测量的测量误差,大大提高了加工效率及减少废品率的产生,同时控制了产品尺寸的一致性。
(二)金威量仪的生产磨加工主动测量系统主要由磨加工主动测量控制仪和内外径主动测量装置组成,内外径主动测量装置主要分为:双点内外径主动测量装置和单点主动测量装置;主动测量装置根据工件的不同外形分为:无收张型和收张型;收张形式分为:电收张和气收张;
L2000型主动测量控制仪
双点内外径主动测量装置测量内容:内径测量、外径测量、沟宽测量、带沟外径宽度测量、端面测量、刀具位置测量等
单点主动测量装置测量内容:刀具位置测量、高度测量、台阶尺寸
A100N型内磨主动测量装置
测量、内径测量、内径深度测量、段差测量、机后测量等
A100W型外磨主动测量装置
概述(适用于预测控制的柔性系统)
预防控制就是把加工中测量和加工后测量结合起来,形成闭环测量
A300D大收张主动测量装置
系统,控制机床的加工状态,保证不出现废品的控制系统。
用一台控仪在能够进行加工中和加工后测量的最小闭环系统中,可以实现一台机床的控制。
把各台测量仪用计算机连接起来,进一步与上位机及下位机通讯,可以实现自动线整体的一元化管理。
因此也就能够建成没有加工废品的极高效率的自动生产线。
另外,把各种各样的传感器群,进行自由的组合,对应于不同的外部对象进行检测,就可以保证整个测量系统不受外部的影响。
主动测量仪概述
主动测量是指在机械加工过程中,由测量装置始终测量着工件的尺寸,并将其尺寸变化量随时传递给控制仪,再由控制仪发出信号(如粗磨、精磨、光磨、到尺寸等信号)控制机床的动作。
由于它能使操作人员无需停机就能测量工件,减少了劳动强
度,提高了生产效率,降低了废品率,同时加工出的工件尺寸一致性较高,特别适应于在大批量流水线作业中使用,如汽车零部件、轴承零件的加工等。
1.主动测量仪的基本构成
主动测量仪主要由测量装置、驱动装置、控制仪三部分组成。
(1)测量装置
在砂轮磨削工件的过程中,装置的两个金刚石测子始终接触工件表面,将工件直径的变化量通过测子、杠杆,使得装置中的磁芯和电感线圈的位置产生相对位移,从而将尺寸的变化转换为电感量的变化。
主动测量装置俗称测头,起着把被测参数的变化量转化为测量信号的作用,它是测量仪的主体。
从结构原理上可以分为单点测量装置和双点测量装置,单点测量装置可以用于端面定位或者用两个组合起来测量大的直径等;双点测量装置可以测量外径、内径、槽宽、台阶宽等。
(2)控制仪
控制仪将装置输出的电感信号经过相敏整流、放大,发出粗磨、精磨、光磨、到尺寸等信号给磨床控制系统,磨床控制系统接收到信号后控制机床的进给机构,从而达到控制工件尺寸的目的。
控制仪是主动测量仪的重要部分,目前的控制仪已基本剔除了过去分离元件的电路,采用了集成电路,有些已用上了微处理机,对重复精度、长时间稳定性等性能均有极大提高。
(3)油压驱动装置
测量装置的进退由油压驱动装置来带动,工件安装好后,砂轮快速前进,同时驱动油缸也带动主动测量装置进入测量工位。
磨削到尺寸后砂轮快速退回,驱动油缸带动主动测量装置退出测量工位,以便于操作者装卸工件。
油压驱动装置是主动测量装置与机床的连接部件,负责将装置进入或退出测量工位,通过对前后微调机构的调整,可以使装置的触头对准工件中心。
目前的油缸有立式和卧式(根据机床的中心高来确定)。
由以上三个部分组成的主动测量控制系统与机床控制系统组合就形成了磨加工过程中的主动测量。
以用3个信号控制的磨削过程为例,从砂轮快速进给进入粗磨阶段,P1点是从粗磨进给向精磨进给切换的信号点,P2点是从精磨进给向无火花磨削进给切换的信号点,P3点为到尺寸退刀信号点。
机床控制系统从控制仪先后接收到这三个信号分别执行不同的动作,完成一个磨削循环。
对于高精度磨削加工,一般可以将加工零件的尺寸分散度控制在2~3μm。
近年来,工艺要求尺寸精度提高的同时,还要提高形状精度,为此机床要求的控制信号点从3个增加到4个,甚至增加到5~6个点。
2.主动量仪的测量控制
(1)对工件锥度的控制
在汽车零部件的磨削加工中,尤其是如凸轮轴、曲轴等具有多个轴径的工件,要求轴径尺寸一致,不能产生较大的锥度,对于这样的工件一般采用两个外径测量装置,测量两端轴径,考虑到两端的加工速度不一样,通过控制磨削周期达到对尺寸和锥度的控制。
外径测量装置通过控制仪分别控制工件两端的尺寸,同时将测出的锥度值信号输出到机床控制系统,用于控制砂轮的动作,完成对工件锥度的控制。
(2)对工件椭圆的测量
目前用于测量轴类零件椭圆度的主动量仪有两类,较常见的一种是利用双点式测量装置直接测出工件的直径,通过电气演算计算出直径差,作为椭圆度的评定数值;另一种是最新推出的利用单点测量法在加工过程中检测工件的圆度(与圆度仪的半径法测量原理相同),通过对测得数据作出相应处理后,直接读出工件的圆度值。
①常用测量椭圆度的主动量仪
双点式测量装置:内置两个差动变压器式传感器,可对轴类零件进行主动测量。
控制仪首先是控制轴径尺寸,当工件外径磨削接近规定的数值后,控制仪开始测量工件的椭圆度,利用峰值保持电路把测得的外径最大、最小值经过数据处理,直接输出椭圆度的大小;若椭圆度超差,将发出信号,由机床来控制椭圆度的修整。
②新型在线圆度测量用主动量仪
将日本东京精密生产的PULCOM V10系列控制仪与双点式测量装置配套使用,可以在测量工件直径的同时,利用与圆度仪的半径法相同的测量原理,用装置的下触头直接测量工件的圆度。
该量仪的信号反映速度为1ms,工件转速在17~999rpm范围内。
旋转一周,可以测量到60~3600个数据,通过屏幕可直观地显示工件的圆度值及波峰数。
这种控制仪还能选定在工件即将加工到尺寸之前或到尺寸之后测量圆度值。
它与传统的圆度仪测量相比有以下优点:在加工现场就能反映出工件的圆度值,减轻了计量室检测的劳动负荷;对于一些影响到工件质量的突发情况能及时起到监控作用,如工件顶尖孔质量不良、毛坯件质量不好、加工到尺寸时仍有残余的硬皮、砂轮
进给系统出现故障导致工件变形量大等;能直观地反映出机床运行的状况,从而缩短设备调整时间,提高工作效率。
3.主动量仪的应用
随着电子技术的飞速发展,以微机为标志的新技术的应用,使得主动量仪的性能和功能有了长足的进步,现代的主动量仪克服了过去只对单一尺寸、单一过程进行控制的限制,对产品检测的要求越来越严、越来越全面,在生产线上的应用也越来越广泛。
对测量仪的功能、精度、稳定性等方面也提出了更高的标准,满足了人们对产品质量日益提高的要求。
(1)加工前测量
内径测量装置4通过驱动油缸8进入测量工位,对工件2进行内径测量。
在砂轮进行磨削前,量仪已对毛坯件的内径尺寸进行了测量,如果毛坯件的尺寸过大或过小,控制仪将向机床发出信号,停止砂轮进给,以免事故的发生。
(2)加工中测量
这是常见的磨加工主动测量控制过程。
这个过程主要是对工件尺寸进行控制。
砂轮磨削工件时,随着工件尺寸的增大,控制仪根据预先设定的信号点给机床发出粗磨、精磨、光磨、到尺寸等信号,砂轮退出,完成对工件的磨削加工过程。
在本例中,一天之内大多数的工件尺寸分散度为3~5μm。
(3)加工后测量
加工后的工件进入机后测量工位,由气动测头对工件的内径尺寸进行测量,并且定期通过标准校对规进行零位自动校对,通过A/E气电转换器将信号输出到控制仪,控制仪将根据工件尺寸的大小,分成五组(+NG、+OK、OK、-OK、-NG),同时对尺寸变化的趋势进行判断,根据尺寸变化的倾向给加工中的控制仪6发出补调信号,使其零位发生变化,控制加工过程向好的方向发展。
通过这种方式,就可以使机床在长时间无人操作的情况下继续稳定地进行工作。