自动络筒机技术参数
附录2 络筒机说明(140-149)

纺纱长度的增加(此时纱锭内松外紧),在此采用递减的运行方式就可以使的
纱锭随着半径的增大转速减少,使线速度基本恒定,从而使得纱锭均匀松软.
运行频率与纱线速度关系如下图示:
纱
线
50Hz
A
速 度
40Hz
0 时间
B 40Hz
0
纱
时间
线
速
度
0 时间
C 50Hz
0
纱
时间
线
速
度
0 时间
0 时间
由图可以看出,图 A 是按照从始端频率到终止频率递减运行时,纱线速度
F3.09 减速时间选择
范围:0.1~6000.0 秒
5.0
减速时间是指变频器从上限频率的运行频率减速到 0 频率经历的时间,
此段时间内变频器带动电机平稳停车,此参数设置不宜过短.
输出频率
50.00Hz
0
t1
时间(S)
t2
t3
146
络筒机说明
F3.10 转矩提升
范围:0.0~20.0%
1.0
改善变频器低频转矩特性,可对输出电压进行提升补偿,递减转矩曲线
同键盘控制盒上的“运行”键.
140
络筒机说明
X7、COM
24V、COM 为霍尔电源(计长脉冲传感器)的连接,X7 为脉冲信号输入、
+24V 接电源正,COM 接地。
X6、COM
当 F3.21=0 时,瞬接 X6 与 COM,可以作为停机/复位信号,若变频器在
运行状态下将减速停车,若变频器显示“E012”断纱、“E011”无计长脉冲或
纱信号输入,24V 为断纱传感器电源,COM 为断纱传感器接地端。
OC1、COM
SPERO自动络筒机

SPERO自动络筒机SPERO自动络筒机完美工艺与现代技术的经典之作SPERO自动络筒机是青岛宏大纺机自主研制开发的最新一代自动络筒机,继承了完美的络筒工艺和广泛的品种适应性,采用优化的纱路和先进的电子信息控制技术,智能化控制的捻接循环,通过电气控制取代机械传动,设备结构简洁,实现了纱线全程监控,可获得更好的筒纱质量和经济效益,生产效率大大提高。
●更高的产能优化的纱路设计,良好的气圈控制,高效的接头循环●优异的纱线品质独一无二机械式防叠、USTER电子清纱器、MESDAN捻接器、进口槽筒、双张力盘电磁加压●节能降耗变频控制的主吸风电机,传感器和独立电机控制的接头循环●智能化微控制单元与数字信号处理组成的控制子系统独立工作并相互交联;嵌入式的监控系统,软件可在线升级;机械结构简单,拆装方便,维护工作量减少。
●人机对话单锭LED报警显示,直观明了,中文触摸屏操作“一触而就”,方便的参数设置和生产数据统计●优质的售后服务专业的售后服务队伍,快速的配件供应●智能化处理纱疵类型可根据不同纱疵分类自动调节大吸嘴的吸纱长度。
优化的纱路设计Optimized yarn path design卷绕槽筒变频电机电子清纱器空气捻接器纱线张力器和上蜡装置预清纱器管纱探测传感器防辫装置气圈破裂器管纱握持装置独一无二的防叠工艺,可获得最佳的筒纱质量Mechanical anti-patterning and excellent building of yarn package筒纱卷绕时,电子清纱器监控实际卷绕过程,发生断纱和纱疵时,支臂立即抬起,筒纱完成刹车,保证了筒纱在刹车瞬间不和槽筒产生摩擦,避免了筒纱磨损。
无重叠现象通过筒纱支臂在垂直方向和水平方向的摆动可有效避免重叠现象。
在整个络纱过程中,槽筒速度始终保持一个常数。
均匀和恒定的密度筒纱支臂采用气动方式加压,消除系统中产生的震动,结合在上位机集中设定最佳参数值,保证了各筒纱之间的密度一致性机械式防叠阻尼减震筒纱密度恒定装置智能化的捻接循环和卷绕监测l 采用电气控制系统控制接头循环的每个动作,由上位机设定参数,缩短了捻接循环时间,提高了生产效率;减少了不必要的动作和压缩空气的消耗量,减少了回丝。
自动络筒机主要技术特征综述

自动络筒机主要技术特征综述中国纺织工程学会棉纺织专业委员会李妙福自动络筒机自1992年开始研制迄今已有80年的历史。
近几年我国从德国赐来福公司引进的Autoconer338型、日本村田公司No.21c process coner和意大利萨维奥公司的ORION型自动络筒机都属第四代产品,代表国际先进水平。
它和第三代自动络筒机相比,在高速度、高质量、高劳动生产率、节能、节纱和智能化、一体化等方面都有了新的发展和提高。
1 自动络筒机的技术特征国外三种自动络筒机的技术参数和特征汇总如表l。
1.1 质量保证体系络纱工序除了将管纱卷绕成有-定长度要求的筒纱外,另一个重要任务就是清除对后工序和最终成品质量有影响的各类有害纱疵,如大棉结、粗节、细节、竹节、双纱、股线缺股、藤捻等以改善纱线外观质量。
现代自动络筒机的质量保证体系主要有清纱、捻接、张力控制和减少毛羽增长等方面,现简述如下:1.1.1 清纱和捻接电子清纱器基本上都采用乌斯特(Uster)和洛菲(Loepfe)生产的最新的微机型清纱器,不仅清纱工艺性能好,而且功能强,并且可和机上电脑联接,使清纱器的处理系统融合在微机内,做到电清工艺统一设置和控制,所以操作简单,故障率低,误切、漏切少。
新型清纱器如乌斯特"Uster Quantum"型及络菲"Yarn Master 800"型等还可检切异色纤维,但设置参数应恰当,否则检切率过高,影响效率。
捻接技术都采用捻接器(空气、机械)取代打结器,为生产无结纱创造了条件。
意大利ORION型自动络筒机,在接头前,若电子清纱器检测从筒子上退绕下来的纱线有纱疵,则上捕纱器会继续引纱,直到剔除后再接头,而下捕纱器能通过传感器控制引纱长度,即上捕纱器引纱没有结束,下捕纱器在引纱达到要求长度时不会继续引纱而处于等待状态。
同时由于上、下捕纱器、捻接器都由步进电机单独传动,各自独立受控制;如果两个捕纱器中有一个没有捕捉到纱头,则继续找头,而另一个完成捕捉纱头后处于等待接头状态,而打结器等待至两个捕纱器都达正确位置后才开始启动打结。
络筒机工艺参数的设定对万米剪切数、运转效率的影响
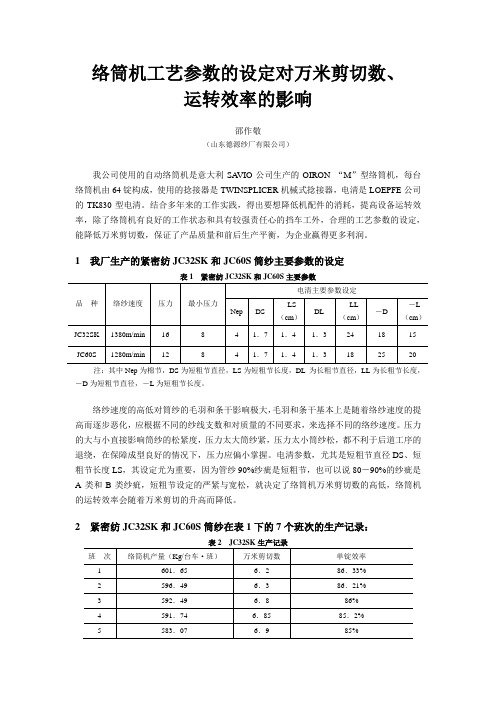
络筒机工艺参数的设定对万米剪切数、运转效率的影响邵作敬(山东德源纱厂有限公司)我公司使用的自动络筒机是意大利SA VIO公司生产的OIRON “M”型络筒机,每台络筒机由64锭构成,使用的捻接器是TWINSPLICER机械式捻接器,电清是LOEPFE公司的TK830型电清。
结合多年来的工作实践,得出要想降低机配件的消耗,提高设备运转效率,除了络筒机有良好的工作状态和具有较强责任心的挡车工外,合理的工艺参数的设定,能降低万米剪切数,保证了产品质量和前后生产平衡,为企业赢得更多利润。
1 我厂生产的紧密纺JC32SK和JC60S筒纱主要参数的设定注:其中Nep为棉节,DS为短粗节直径,LS为短粗节长度,DL 为长粗节直径,LL为长粗节长度,-D为短粗节直径,-L为短粗节长度。
络纱速度的高低对筒纱的毛羽和条干影响极大,毛羽和条干基本上是随着络纱速度的提高而逐步恶化,应根据不同的纱线支数和对质量的不同要求,来选择不同的络纱速度。
压力的大与小直接影响筒纱的松紧度,压力太大筒纱紧,压力太小筒纱松,都不利于后道工序的退绕,在保障成型良好的情况下,压力应偏小掌握。
电清参数,尤其是短粗节直径DS、短粗节长度LS,其设定尤为重要,因为管纱90%纱疵是短粗节,也可以说80-90%的纱疵是A类和B类纱疵,短粗节设定的严紧与宽松,就决定了络筒机万米剪切数的高低,络筒机的运转效率会随着万米剪切的升高而降低。
2 紧密纺JC32SK和JC60S筒纱在表1下的7个班次的生产记录:表2 JC32SK生产记录由表2、3可看出品种JC32SK和JC60S七个班次产量、万米剪切数和单锭效率变化波动不大,单锭效率和万米剪切数成反比例,单锭效率随着万米剪切数的升高而降低,纺JC32SK 1台络筒机对应9台细纱机,纺JC60S 1台络筒机对应10台细纱机,我公司细纱机的配置是DTM129细纱机528台(456锭/台),OIRON “M”型络筒机60台,理论上1台络筒机要对应9台细纱机,实际生产情况基本跟理论一致,保持了细纱与络筒生产平衡。
意大利萨维奥公司ORION自动络筒机简介

环球纺织意大利萨维奥公司ORION 自动络筒机简介 ORION 自动络筒机是意大利SAV IO 公司生产的第三代产品(第一代为RAS15,第二代为ES -PERO )。
从第二代到第三代,SAV IO 公司耗费了十余年时间,于1999年法国巴黎国际纺织机械博览会(ITMA ’99)上首次展出,2000年10月在北京第七届中国国际纺织机械展览会展出的纱库型(M 型)自动络筒机也引起了中国用户的关注。
ORION 不是在ESPERO 基础上进行的改进产品,而是采用全新设计生产出的新型产品。
与第二代ESPERO 自动络筒机相比,作了重大的改进和创新。
ORION 自动络筒机筒纱质量有很大提高,卷绕速度可达2200m/min ,易损备件大幅度下降,机电一体化水平提高,维修保养极为方便。
ORION 自动络筒机的推出,显示了自动络筒机在高速、高效、低耗、低成本、方便用户等方面有了新的突破。
1 结构特点1.1 筒子成形机构(l )槽筒传动方式。
ESPERO 采用变频电机通过皮带传动槽筒,而ORION 采用无刷直流电机直接传动槽筒而无需任何过渡。
无刷直流电机主要为电子防叠服务,适合频繁启动和变速,而在这种条件下工作,电机不发热,可以比普通交流电机节能30%。
槽筒材料仍采用铸铁镀镍,具有较好的导热性和防静电性能。
(2)筒子防叠机构。
ESPERO 筒子防叠机构采用机械结构,使筒子上下来回摆动改变筒子瞬时速度,达到防叠目的。
这种防叠方式虽然能起到较好的防叠效果,但由于筒子来回摆动,增加了筒子和槽筒之间的摩擦,对筒纱质量有损伤。
采用无刷直流电机后,通过改变电机转速(即槽筒转速)达到使筒子转速发生变化而达到防叠目的。
ORION 的电子防叠装置不同于其他类型自动络筒机(如德国Autoconer 338型和日本Murata 的№72V 型)的防叠装置,它只有在发生重叠时才起作用。
当筒子直径与槽筒直径的比值为0.5、1、115、2.5时,发生重叠的可能性最大,这时ORI 2ON 槽筒变速机构开始工作。
村田No.21C自动络筒机分析

南通纺织职业技术学院课程论文村田No.21C自动络筒机分析班级:学号:姓名:课程:___________指导老师:完成时间:2012年5月21日——2012年5月27日村田No.21C自动络筒机分析摘要:本文分析了日本村田No.21C型自动络筒机的工艺流程、工作原理、结构组成,并主要从机电一体化的角度对电子清纱、张力控制、电子防叠、空气接捻器、毛羽减增装置等进行了简要分析。
最后,总结了No.21C型络筒机在使用过程中的常见问题及解决方法以及络筒机的维修保养。
关键词:络筒机;电子清纱;张力控制;电子防叠;接捻器;维修保养;目录前言 (4)1.络筒概述 (5)1.1 络筒工艺的目的和要求 (5)1.2 络筒设备的分类 (5)2.村田No.21C型自动络筒机简介 (5)2.1络筒机的工艺流程及工作原理 (6)3.村田No.21C自动络筒机主要机构分析 (7)3.1电子清纱器 (8)3.2 张力控制系统 (10)3.3毛羽减少装置 (12)3.4电子防叠装置 (15)3.5村田接捻器 (16)4.NO.21C型络筒机常见问题及解决措施 (19)4.1捻接失误率过高 (19)4.2退绕不良 (20)4.3筒管飞脱 (20)4.4突发性毛羽纱疵 (21)5.络筒机维修保养内容及技术要求 (22)6.结束语 (24)参考文献 (24)前言自动络筒机是实现纺织企业产业升级的关键设备,国内市场每年有约2600台左右的需求量,上世纪90年代初,中国自动络筒机大部分依赖进口,本文针对日本村田第三代No.21C型自动络筒机进行了简要分析。
该类设备设计制造精度及稳定性要求非常高,是各先进国家近年重点研发的主要纺织设备之一,也是我国众多纺织企业为提高产品质量档次的主要技改内容。
各种新技术应用都会在自络机上得到应用。
对于我国众多纺织企业技术改革来说,使用自动络筒设备不仅是要为络筒工序减少劳动力,而应将重点放在以纱线高速发展要求为起点,以提高卷装质量并提高下道工序效率为主要目标。
村田7—V Mach自动络筒机

7V Mah络 筒 机 适 用 于 多 品 种 小 批 量 生 一 t
产, 因为其卷 绕速 度可 以单锭调节 , 电子清 纱器的
灵敏 度和纱 线记长 器也可 以每 1 0锭或 每 1 锭 为 2
一
组 进行调节 。
资料 来 源 : d nT x. .2 0 .1 () 6 ~ 6 I i e tJ .0 1 1 16 ,0 l na
机小。
2 Ma h捻接 器 c
村 田专 用的 Mah捻接 器 可以生产 几乎无 法 c 分辨的无 接头 纱 , 用于 生产 优质机 织和针织物 Bl o a— n气 圈 环 能抑 制卷 绕 张 力的 波 动 , C 可 进行高速 卷绕 , 直到完 成一 只管纱 的卷 绕 。 能减 它 少纱线 之 间 、 线 与纱 管 表面 之 间的 相互 摩擦 和 纱
Z 0 W4 5喷 水 织 机可 以在 高速 下稳 定 地 生产 中厚型 织物和 密实 织物 。津 田驹独 创的双侧 箱型 机 架使 其结 构 更 加坚 固 , 特别 是 大大增 加 了机 架
通过 改进打 纬 曲线 , 纬角得 以加大 , 引 使粗 型 及 强捻 纱 或新 台纤 的引纬 更 加稳 定 , 而提 高 了 从 织 物的 附加值 。 且 , 而 即使 在 开 口不 稳或经 纱松弛 的情 况下 , 织造过 程也会得 以改善 。
类差 异较大 7v Ma h络 筒 机 装 有 MMC( 功 能 监 控 一 c 多 器 )它 使用 简单 , , 有对 话式界 面 , 并装 有 纱线记 长
子架升 降机构 降低 了接头 疵点 , 改善 了纱 线质 量。 槽筒 两 端做 成 阶 梯形 , 槽筒 和卷 绕 筒 管之 在 间有一 间 隙 , 以防 止初 始卷 绕 时产 生 的打 滑 而损 伤纱 线 , 也可 确保 聚酯等合成 材料 不会熔 化 。 这 每 只锭子 的速 度 由各 自独 立 的变 频器 控 制 ,
自动络筒技术

概 述
1.槽筒络筒机:天津宏大纺织机械有限公司
速度低、产品质量差、自动化程度低、 生产效率低、劳动强度高、用工多。 1332MD、GA014MD、GA013 、GA015 速度:500—800 m/min 时间效率:65--75%
第四节 自动络筒技术
概 2.自动络筒机
(1)国产自动络筒机:青岛宏大纺织机械有限公司 与意大利Savio公司技术合作生产的Espero型。
AUTOCONER338(60锭)
SAVIO—ORION(64锭)
NO.21C(60锭)
托盘型 Bobbin-Tray Type 纱库型 Magazine
第四节 自动络筒技术
一、自动络筒机与槽筒络筒机在经济效益 方面的比较分析 二、自动换管装置: 实例 视频 P34
光电传感器 ---驱动传动机构 ---插纱锭座 空管输送带 ---空管 ---集管箱 步进电动机 ---管纱库 ---插纱锭座 ---原位
述
(2)引进自动络筒机:
德国赐来福Shlafhorst:Autoconer338、Autoconer5 意大利萨维奥Savio:RAS-15、Espero、ORION 日本村田Murata:No.7-Ⅱ、No.7-Ⅴ、No.21C 工艺速度:1200-1500 m/min 时间效率:90%
第四节 自动络筒技术
P34
三、自动换筒装置:推进机构、换筒机构、吹风机构
第四节 自动络筒技术
四、清洁除尘系统: P35
五、自动络筒机生产过程:
国产EJP438型自动络筒机性能分析
造 , 以 国内企 业使 用 的 自动 络 筒 机 大 都 是 从 这 三 所
个 国家 引进 的 , 耗去 了大量外 汇 , 由于 引进 的数 量 但 满 足不 了纺 织企 业 的需 求 , 实现 自动 络 筒 机 国产 化 的呼声 也越 来 越高 。 为 了实 现 自动络 筒 机 国产 化 , 海 二 纺机 股 份 上
的负 压供 给大 吸 嘴 、 吸 嘴 捕 纱器 和纱 库 吸 盘 。④ 小 控制 箱 由电源 、 开关 、 主 运行 时 间指示 器和 全部 控制 元 件 组成 。⑤ 气 源 装 置 可 与 工 厂 压 缩 空 气 系 统 的 气 水分 离器 连 接 。 由压 力 控 制装 置 控 制 进 气 压力 ,
使 上 海二 纺机 跻 身于 能够 自行 设计 和 生产 自动 络筒
机 企 业 的行列 。
合 F / 44 Z T 9 0 4自动 络筒 机标 准之 规定 。
2 全 机 组 成
EP3 J 4 8型 自动络 筒机 为纱 库 型单 锭纵 向排 列 , 分左、 右手 车 ( 户 可 选 ) 用 。适 用 于将 棉 、 、 学 纤 毛 化
师, 主要 从 事 纺 织 产 品及 纺 织 设 备 的 研 究 。
机装 机功 率为 2 W , 8k 实耗 功率 取决 于 络筒 锭数 ,0 6
第3 8卷 增 刊 21 0 1年 6月
织器 。
Te tl c s or x i Ac e s i e es
锭整 机实 耗功 率 不 超 过 2 W 。③ 吸 风 系统 产 生 ok
3 主 要 配 置
3 1 纱 路 元 件 .
确保 筒纱 质量 的八项 技术 措 施是 : 优 化 的纱 ①
路排 列 , 保 络纱 过 程 中对 纱 线 的柔 和 处 理 ; 应 确 ② 用高 速旋 转气 流 的射 流 附 壁原 理 , 将纱 头 的捻 度 解 开 , 用反 向的旋转 气流 , 两个 已没有 捻度 的纱 头 又 将 捻 合在 一起 ; 应 用机 械式 结构 在 整个 络纱 过 程 中 ③
智能高速精密络筒机.

智能高速精密络筒机介绍一、CY212 智能高速精密络筒机CY212智能高速精密络筒机主要用于一个筒子络倒到另一个筒子并成形的设备;可以适用于各种纱线的络倒和满足成形要求。
特点:1、采用高性能伺服电机导纱,使线速度可以达到800米/分钟以上,甚至达到1800米/分钟,可成倍提高生产效率和降低成本。
2、采用全面智能控制技术取代机械结构,使机器性能达到了国际先进水平,并且操作调整方便、简单。
3、采用智能恒涨力器系统、主动退烧送纱系统和自动跟踪的超喂系统,保证纱线的成形稳定。
4、电脑断线自停、单锭计长装置,以及全部采用编码器检测控制速度,使纱线的生产具有一致性。
5、全部采用无刷电机驱动,智能任意可调成形长度、修边角度,可控软边密度,保证筒子成形密度均匀一致。
技术参数:锭数48锭锭距360mm线速度200-1800m/min涨力方式电子涨力及夹栅式涨力结合卷绕动程130mm-260mm收边角度0º-60º额定功率400W二、CY215A 卧式智能高速电子精密络筒机特点:1、采用高性能伺服电机导纱,使线速度可以达到800米/分钟以上,甚至达到1200米/分钟,可成倍提高生产效率和降低成本。
2、采用全面智能控制技术取代机械结构,使机器性能达到了国际先进水平,并且操作调整方便、简单。
3、采用智能恒涨力器系统、主动退烧送纱系统和自动跟踪的超喂系统,保证纱线的成形稳定。
4、电脑断线自停、单锭计长装置,以及全部采用编码器检测控制速度,使纱线的生产具有一致性。
5、全部采用无刷电机驱动,智能任意可调成形长度、修边角度,可控软边密度,保证筒子成形密度均匀一致。
技术参数:机器结构单层单面,共10节,每节6锭锭数60锭/台锭距409mm线速度200-1800m/min涨力方式电子涨力及夹栅式涨力结合卷绕管平行管或锥形管,可自由调节卷绕动程标准130mm或270mm(可自由编程) 成型方式直边成型或斜边成型收边角度30º-60º额定功率300W/锭三、CY215B 高速精密气包络筒机特点:1、采用高性能伺服电机导纱,使线速度可以达到800米/分钟以上,甚至达到1200米/分钟,可成倍提高生产效率和降低成本。
自动络筒机Autoconer_X6_完善立达系统

自动络筒机Autoconer X6完善立达系统随着自动络筒机的整合加入,立达可提供从棉包到筒纱的环锭纺和紧密纺全流程系统。
这开辟了纱厂管理系统实现端到端透明并优化每个工序的潜能。
带有多品种功能Multilot的新型多联式细络联MultiLink 系统可充分提升灵活性:一台自动络筒机可联接多达四台环锭细纱机,每台环锭细纱机都能输出一种不同类型的纱线。
自动络筒机Autoconer X6是立达环锭纺和紧密纺全流程系统中缺失的一块。
该络筒机可确保最终产品质量,对后道工序的性能非常关键。
未能检测出的纱疵可能导致下道加工发生停机、出现染色问题或者机织/针织织物疵点。
自动络筒机能够可靠地检测出纱线中的纱疵和不匀之处并将其切除,然后使用最新捻接技术并以更优的方式将纱头捻接到一起。
捻接块OZ1和OZ2应用范围广泛。
当捻接棉型弹力丝包芯纱、双芯纱和多芯纱时,开放式捻接块可与弹力纱捻接器组合使用。
从棉包到筒纱的端到端透明通过集成自动络筒机从棉包到筒纱的整个系统将都可在纱厂管理系统ESSENTIAL中反映出来。
这样一来,立达可在纱厂内实现端到端透明。
纱厂管理系统直观显示关键指标,如每个班次和每个批次的机器产量信息,以及纱线质量和能耗的相关数据。
使用自定义的界限值和机器事件分析,可及时启动纠正措施。
通过这种方式,可以确保机器产能始终保持高水平。
将自动络筒机集成到系统中可进一步挖掘纱厂优化的潜能。
利用络筒机作为最后一道质量保证措施,可在生产过程中检测出质量偏差,甚至可以将原因追溯到上游工序并予以处理。
立达具备每个工序所需的专业知识,提供整个系统需要的各种机器,以及必要的纱厂管理系统平台,以在未来几年中实现各种相应功能。
带有多品种功能的多联式细络联利用先进的RFID技术所实现的智能物流是自动络筒机的自动化功能的核心。
多联式细络联的物流配置功能使自动化变得更加灵活且经济高效。
利用多联式细络联,一台自动络筒机可连接多达四台环锭细纱机,可直线排列或平行排列。
络筒机工艺参数的设定对万米剪切数、运转效率的影响

络筒机工艺参数的设定对万米剪切数、运转效率的影响邵作敬(山东德源纱厂有限公司)我公司使用的自动络筒机是意大利SA VIO公司生产的OIRON “M”型络筒机,每台络筒机由64锭构成,使用的捻接器是TWINSPLICER机械式捻接器,电清是LOEPFE公司的TK830型电清。
结合多年来的工作实践,得出要想降低机配件的消耗,提高设备运转效率,除了络筒机有良好的工作状态和具有较强责任心的挡车工外,合理的工艺参数的设定,能降低万米剪切数,保证了产品质量和前后生产平衡,为企业赢得更多利润。
1 我厂生产的紧密纺JC32SK和JC60S筒纱主要参数的设定注:其中Nep为棉节,DS为短粗节直径,LS为短粗节长度,DL 为长粗节直径,LL为长粗节长度,-D为短粗节直径,-L为短粗节长度。
络纱速度的高低对筒纱的毛羽和条干影响极大,毛羽和条干基本上是随着络纱速度的提高而逐步恶化,应根据不同的纱线支数和对质量的不同要求,来选择不同的络纱速度。
压力的大与小直接影响筒纱的松紧度,压力太大筒纱紧,压力太小筒纱松,都不利于后道工序的退绕,在保障成型良好的情况下,压力应偏小掌握。
电清参数,尤其是短粗节直径DS、短粗节长度LS,其设定尤为重要,因为管纱90%纱疵是短粗节,也可以说80-90%的纱疵是A类和B类纱疵,短粗节设定的严紧与宽松,就决定了络筒机万米剪切数的高低,络筒机的运转效率会随着万米剪切的升高而降低。
2 紧密纺JC32SK和JC60S筒纱在表1下的7个班次的生产记录:表2 JC32SK生产记录表3.JC60S生产记录由表2、3可看出品种JC32SK和JC60S七个班次产量、万米剪切数和单锭效率变化波动不大,单锭效率和万米剪切数成反比例,单锭效率随着万米剪切数的升高而降低,纺JC32SK 1台络筒机对应9台细纱机,纺JC60S 1台络筒机对应10台细纱机,我公司细纱机的配置是DTM129细纱机528台(456锭/台),OIRON “M”型络筒机60台,理论上1台络筒机要对应9台细纱机,实际生产情况基本跟理论一致,保持了细纱与络筒生产平衡。
细络联自动络筒机技术16页PPT课件
高效智能生头装置
国内外细络联主要技术
国内 主要技术
SMARO-1
POLAR-1、ORION-1 (SAVIO)
国外
21C、21D (MURATEC)
Autoconer5-V (SCHLAFHORST)
管纱传送 型式
采用传送带托 盘式传送
有直接托盘式和桥
式传送两种方式, 桥式需要两种托盘
采用传送带托 盘传送
有直接托盘式和 桥式传送两种方 式,桥式需要两 种托盘
生头
采用直线气缸 管纱旋转运动,侧 上下运动和侧 管纱旋转运动,
上下运动吸头 面吸头
面吸头
侧面吸头
挑纱
与生头分开, 挑纱装置与生头装 与生头分开, 挑纱位置与生头
单独挑纱
置在同一位置
单独挑纱
装置在同一位置
国内外细络联主要技术
国内 主要技术
SMARO-1
喂换管部分
管纱处理部 分
主要组成部分
管纱输送部分
管纱的输送采用托盘运输的方式
管纱处理部分
挑头、生头,检测、分类。残纱处理,空管返回
喂换管部分
管纱喂入,空管排出
管纱处理部分
喂换管部分
采用气缸驱动,当气缸活塞伸长 时,靠连杆带动拨叉,将摩擦盘 旋转带人的托盘推入到一定位置, 压盖的弧形包围范围内。气缸活 塞退回时,连杆及拨叉逆时针转 动,由压盖推动已经进入包围范 围内的托盘到换管位置,完成整 个换管循环动作
POLAR-1、ORION-1 (SAVIO)
国外
21C、21D (MURATEC)
Autoconer5-V (SCHLAFHORST)
残纱检测
锯齿式、接近 锯齿式、接近开关 毛刷式、接近
络筒机说明书
络筒机说明书网络筒机说明书1. 简介网络筒机是一种用于网状结构的生产和管理的设备。
它具有高效、自动化的特点,能够有效提高生产效率和产品品质。
本文档将对网络筒机的使用方法、工作原理和操作流程进行详细说明。
2. 工作原理网络筒机基于先进的传感器技术和智能控制系统,能够进行自动化的生产和管理。
其工作原理如下:1. 数据采集:网络筒机通过传感器收集网状结构的数据,如温度、湿度、压力等。
2. 数据分析:通过智能控制系统,对采集到的数据进行分析和处理,实时监测和控制网状结构的状态和运行情况。
3. 操作控制:根据分析结果,网络筒机能自动调整操作参数,如温度、湿度等,以实现最佳的生产效益和产品品质。
4. 故障检测:网络筒机能自动检测故障和异常情况,并及时报警,以确保产线的正常运行。
3. 使用方法下面是使用网络筒机的步骤:1. 开机:将网络筒机连接电源,并按下开机按钮,等待系统启动完成。
2. 设置参数:在屏幕上输入所需的工作参数,如温度、湿度等。
确认参数设置后,按下确认按钮。
3. 启动筒机:按下启动按钮,网络筒机开始工作。
4. 监控运行:通过屏幕上的实时数据,可以监控筒机的运行状态和各项指标。
5. 调整参数:根据实际需要,可以随时调整筒机的工作参数,以优化生产效率和产品品质。
6. 关机:工作完成后,按下关机按钮,网络筒机停止工作。
4. 操作流程以下是网络筒机的操作流程示意图:1. 开机- 连接电源- 按下开机按钮2. 设置参数- 在屏幕上输入所需的工作参数- 确认参数设置3. 启动筒机- 按下启动按钮- 网络筒机开始工作4. 监控运行- 实时监测筒机的运行状态和各项指标- 根据实际需要,随时调整工作参数5. 关机- 工作完成后,按下关机按钮- 网络筒机停止工作5. 注意事项在使用网络筒机时,需要注意以下事项:- 确保设备连接到稳定的电源,并使用适当的电源线和插座。
- 避免在高温、高湿度等恶劣环境下使用网络筒机,以免影响设备的正常运行和使用寿命。
络筒技术(2)

空气捻接
1-捻结部件 2-夹纱、剪纱部件 3-气缸传动部件 图1-33 FG304型空气捻接器
1-夹持器 2-剪刀 3-退捻器 4-捻接腔 5-筒子纱 6-管纱 图1-34 空气捻接动作图
SAVIO空气捻接器
第五节 自动络筒机
新型自动络筒机:
德国赐来福Shlafhorst:Autoconer 138、238、338 意大利萨维奥Savio:RAS-15、Espero、ORION 日本村田(Murata):No.7-Ⅱ、No.7-Ⅴ、No.21C 青岛、山西、陕西、常州:GA003(仿RAS-15)、GA004 (仿No.7-Ⅱ)
⑴张力装置形式:圆盘式 ⑵张力盘(包垫圈)重量:粗特:16-18g 中特:11-14g 细特:8-10g ⑶清纱装置形式:棉类织物用缝隙式,涤棉织物用梳针或电 子式。 ⑷清纱缝隙大小: ⑸络筒速度(m· min-1):棉纱:650-720 涤棉纱:600 ⑹打结要求:棉纱:织布结或捻接 涤棉纱:自紧结或捻接 ⑺卷绕密度(g· ㎝-3):棉纱:0.39-0.43 涤棉纱:0.54-0.60
疵点名称
产生原因
防止方法
松 纱
1.张力盘中间有杂质、飞花聚集 2.张力垫圈太轻 3.探纱杆位置不当 4.锭子回转不灵 5.纱线未进入张力盘
1.清除张力盘中间有杂质、飞花 2.调节张力垫圈重量 3.校正探纱杆的前后位置 4.按周期给锭子加油 5.注意引纱方法
绞头 松结 搭头 小辫子
断头后,手指在筒子纱层间抓寻,造成纱层紊乱, 找头要耐心,拉头要在断头纱层 断头从纱圈中引出结头 1.打结器故障 2.接头时纱线没拉紧 3.纱尾太短 断头时把管纱上的纱头搭在筒子上 1.接头后送纱太快 2.强捻纱 1.较大的脱边不规则地出现,一般由于挡车工操 作不良所致 2.大端未装拦纱板或装得不正 3.筒管横向松动 4.筒锭松动 5.槽筒松动 6.纱在近槽筒端处沟槽内脱出 7.上下张力盘间尘杂堆积 8.锭管底部有回丝绕住 1.检修打结器 2.接头时拉紧纱线 3.纱尾符合操作要求 加强管理,加强挡车工责任心 1.接头后纱要拉直,放松不宜太快 2.发现强捻纱应立即摘去 1.挡车工做到接头松纱紧,放纱速度慢 2.校正拦纱板或位置 3.调换筒管或用筒管校正规校正 4.旋紧锭管顶端螺丝帽 5.停车紧好槽筒螺丝 6.把张力架座移向产生脱纱的一边 7.上下张力盘间尘杂堆积 8.锭管底部有回丝绕住 1.筒管要插到底 2.筒子在满筒前不要取下 3.调换弹簧 4.调整调节螺丝,使筒锭座能自由转动而无显著左 右松动 5.调换新件
赐来福自动络筒机说明书

赐来福自动络筒机说明书一、产品概述赐来福自动络筒机是一种用于制作纺织品的机械设备。
它采用先进的自动化技术和高效的纺织工艺,能够快速、高效地制作出各种纺织品产品。
本说明书将详细介绍赐来福自动络筒机的使用方法和操作流程,帮助用户全面了解并正确操作这台设备。
二、产品特点1.高效生产:赐来福自动络筒机采用先进的电脑控制系统,可实现高速生产,大大提升生产效率。
2.稳定性强:设备采用优质的机械部件和电子元件,能够稳定运行并保证出色的生产质量。
3.适用范围广:络筒机支持各种纺织品的生产,包括棉纱、羊毛、涤纶等各种材料。
4.操作简便:设备配备了直观的操作界面和简单易懂的操作指南,使操作人员能够快速上手。
5.节能环保:设备具有智能功耗管理系统,能够在无人操作时自动进入节能模式,节约能源。
三、产品参数•电源:220V 50Hz•功率:1.5kW•毛重:500kg•外观尺寸:1500mm × 1000mm × 1200mm•转速范围:1000-3000rpm四、使用方法1.检查设备:首先检查设备是否正常,确保各个部件完好无损。
2.连接电源:将设备插头插入合适的插座,确保电源正常供电。
3.打开电源开关:打开设备的电源开关,待设备显示屏亮起后,显示器将显示设备的信息和参数。
4.载入纺织品:将待加工的纺织品加载到设备的纺织品载入口,并将其牢固固定。
5.设置参数:根据纺织品的类型和要求,从设备的菜单中选择相应的参数。
例如,单位长度的纱线数量、纺织品的精细程度等。
6.启动设备:确认参数设置正确无误后,按下设备的启动按钮,设备将开始运行。
7.监控生产过程:在设备运行过程中,及时观察纺织品的生产情况,确保一切顺利进行。
8.完成生产:待设备运行完毕后,关闭设备的电源开关,并等待设备完全停止运行后,可以进行下一步的操作。
五、维护与保养1.定期清洁:定期对设备进行清洁,确保设备的运行畅通无阻。
2.润滑部件:定期对设备的润滑部件进行润滑,以保证设备的正常运转。
自动络筒机技术参数
自动络筒机技术参数
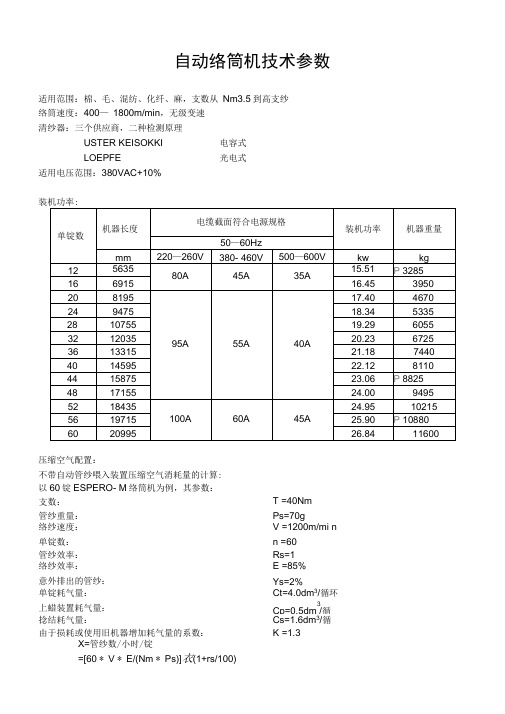
适用范围:棉、毛、混纺、化纤、麻,支数从Nm3.5到高支纱
络筒速度:400—1800m/min,无级变速
清纱器:三个供应商,二种检测原理
USTER KEISOKKI 电容式
LOEPFE 光电式
适用电压范围:380VAC+10%
装机功率:
压缩空气配置:
不带自动管纱喂入装置压缩空气消耗量的计算:
以60锭ESPERO- M络筒机为例,其参数:
支数:T =40Nm
管纱重量:Ps=70g
络纱速度:V =1200m/mi n 单锭数:n =60
管纱效率:Rs=1
络纱效率: E =85%
意外排出的管纱:Ys=2%
单锭耗气量:Ct=4.0dm3/循环上蜡装置耗气量: 3
Cp=0.5dm /循捻结耗气量:Cs=1.6dm3/循由于损耗或使用旧机器增加耗气量的系数:K =1.3
X=管纱数/小时/锭
=[60 * V * E/(Nm * Ps)]衣(1+rs/100)
=[(60 * 1200* 0.85)/(40* 70)] * 1.02 = 22.3
容量:Q= [n 衣 X 衣(Rs+ 1)* (Ct + Cp+ Cs)]* K/60
=[60 * 22.3* (1 + 1)* (4 + 0.5+ 1.6)] * 1.3/ 60
=354升/分钟
排风方式:上排:接管道排出车间。
下排:控地道排出车间。
优点:1 •净化环境
2 •降低温度
3.降低噪音
直排:直接排入车间(不好)
2002年8月28日。
络筒机技术资料

络筒机技术问答1、络筒目的是什么络筒目的是把原丝(纱)筒子通过各种形式卷绕,加工成退解顺畅、成形优良、不损伤丝线(纱)的物理化学性能的倍捻机喂入筒子。
2、络筒机有哪些基本构件组成络筒机有触摸屏(或液晶显示屏)、PLC(编程控制器)、伺服放大器、变频器、伺服马达、编码器、移丝杆丝杠、锭子、锭子驱动马达、传动龙带(无结头)。
上油装置及驱动马达、丝架、附加张力器(梳形门式重锤式)等组成。
3、络筒机各部分机构的作用如何触摸屏(或液晶显示屏)的作用是显示设定的工艺数据和工作状态。
PLC(编程控制器)作用是把从触摸屏(或液晶显示屏)上接收过来的数据或把变更的操作命令传递给伺服放大器和变频器。
变频器的作用是调整锭子驱动马达的电压和频率,保持锭子的卷绕线度的恒定。
伺服放大器的作用是监测移丝杆移丝量、锭子旋转向、伺服马达的速度和伺服马达按PLC 传递命令执行。
编码器的作用是将伺服放大器的命令数据编码并传递给伺服马达。
伺服马达是按编码器编码控制丝杆的移丝量及速度。
附加张力器(梳形门式重锤式)的作用是控制丝线的卷绕张力。
上油装置及驱动马达的作用是给原丝放置时间较长、毛羽较多的丝线添加油剂。
4、络筒机上需要设定的工艺参数有哪些络筒机上需要设定的工艺参数主要有:卷绕方式、丝线粗细(旦尼尔Diner)、丝线的卷绕线密度(g/cm3)、卷绕重量(g)、卷绕速度(m/min)、卷绕初始位置(mm)、卷绕移丝杆的最大动程(mm)、尾丝卷绕、移丝杆上下移动速度(mm/s)、卷绕差微量(mm)、卷绕差微率(%)、卷绕成形角、卷绕方向(Z、S)、卷绕空管直径(mm)、上油速度(rpm)等参数。
5、络筒机上卷绕方式有几种,各有什么优缺点,通常采用哪种卷绕方式络筒机上卷绕方式有经向卷绕(Warp)、纬向卷绕(Filing)、有边卷绕(Parallel)、混合卷绕(Compound)、特殊卷绕(Special)五种。
经向卷绕(Warp)丝线退解顺畅,卷装容量大,特别适宜于SD.DTY、SD.FDY、SD.DSP 等丝线的卷绕,但不适宜于毛羽较多的丝线、纱线丝与纱线的复合丝线的卷绕,因为丝线与丝线间的粘附力较大,丝线退解到筒子底部时,丝线的退解极不顺畅,丝线的断头率较高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动络筒机技术参数适用范围:棉、毛、混纺、化纤、麻,支数从Nm3.5到高支纱
络筒速度:400—1800m/min ,无级变速
清纱器:三个供应商,二种检测原理
USTER KEISOKKI 电容式
LOEPFE 光电式
适用电压范围:380V AC+10%
:
不带自动管纱喂入装置压缩空气消耗量的计算:
以60锭ESPERO-M络筒机为例,其参数:
支数:T =40Nm
管纱重量:Ps=70g
络纱速度:V =1200m/min
单锭数:n =60
管纱效率:Rs=1
络纱效率: E =85%
意外排出的管纱:Ys=2%
单锭耗气量:Ct=4.0dm3/循环
上蜡装置耗气量:Cp=0.5dm3/循
捻结耗气量:Cs=1.6dm3/循
由于损耗或使用旧机器增加耗气量的系数:K =1.3
X=管纱数/小时/锭
=[60*V*E/(Nm*Ps)]*(1+rs/100)
=[(60*1200*0.85)/(40*70)]*1.02 = 22.3
容量:Q=[n*X*(Rs+1)*(Ct+Cp+Cs)]*K/60
=[60*22.3*(1+1)*(4+0.5+1.6)]*1.3/60
=354升/分钟
排风方式:上排:接管道排出车间。
下排:挖地道排出车间。
优点:1.净化环境
2.降低温度
3.降低噪音
直排:直接排入车间。
(不好)
宏大公司络筒机厂
01/12/17。