[精彩]轧制力测试系统的设计
轧制测试技术(定)
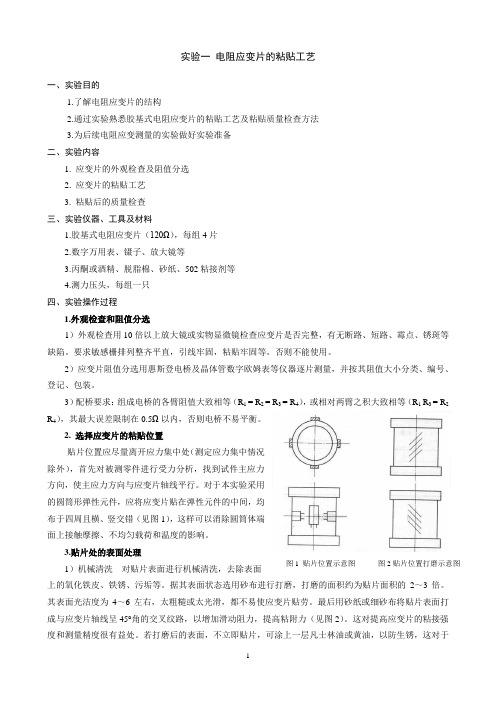
实验一电阻应变片的粘贴工艺一、实验目的1.了解电阻应变片的结构2.通过实验熟悉胶基式电阻应变片的粘贴工艺及粘贴质量检查方法3.为后续电阻应变测量的实验做好实验准备二、实验内容1. 应变片的外观检查及阻值分选2. 应变片的粘贴工艺3. 粘贴后的质量检查三、实验仪器、工具及材料1.胶基式电阻应变片(120Ω),每组4片2.数字万用表、镊子、放大镜等3.丙酮或酒精、脱脂棉、砂纸、502粘接剂等4.测力压头,每组一只四、实验操作过程1.外观检查和阻值分选1)外观检查用10倍以上放大镜或实物显微镜检查应变片是否完整,有无断路、短路、霉点、锈斑等缺陷。
要求敏感栅排列整齐平直,引线牢固,粘贴牢固等。
否则不能使用。
2)应变片阻值分选用惠斯登电桥及晶体管数字欧姆表等仪器逐片测量,并按其阻值大小分类、编号、登记、包装。
3)配桥要求:组成电桥的各臂阻值大致相等(R1 = R2 = R3 = R4),或相对两臂之积大致相等(R1 R3 = R22. 选择应变片的粘贴位置贴片位置应尽量离开应力集中处(测定应力集中情况除外),首先对被测零件进行受力分析,找到试件主应力方向,使主应力方向与应变片轴线平行。
对于本实验采用的圆筒形弹性元件,应将应变片贴在弹性元件的中间,均布于四周且横、竖交错(见图1),这样可以消除圆筒体端面上接触摩擦、不均匀载荷和温度的影响。
3.贴片处的表面处理图1 贴片位置示意图图2贴片位置打磨示意图1)机械清洗对贴片表面进行机械清洗,去除表面上的氧化铁皮、铁锈、污垢等。
据其表面状态选用砂布进行打磨,打磨的面积约为贴片面积的2~3倍。
其表面光洁度为4~6左右,太粗糙或太光滑,都不易使应变片贴劳。
最后用砂纸或细砂布将贴片表面打成与应变片轴线呈45°角的交叉纹路,以增加滑动阻力,提高粘附力(见图2)。
这对提高应变片的粘接强度和测量精度很有益处。
若打磨后的表面,不立即贴片,可涂上一层凡士林油或黄油,以防生锈,这对于潮湿的夏天很有必要。
第8章 轧制力与张力测量
3.电容式传感器 电容式传感器是把被测量转换为电容量变化的一种传感器。 电容传感器的基本原理 : 由绝缘介质分开的两个平行金属板组成的平板电容器, 如果不 考虑边缘效应, 其电容量为:
图8-4 一般传感器的典型结构型式
2.传感器的标定 在正式测定之前。通常是在材料试验机或专用压力机上对传感器进行标 定。所谓标定,是用已知的一系列标准载荷(输入量)作用在传感器上,以便 确定出传感器输出量(仪表读数或示波图形高度)与输入量之间的对应关系, 反过来依此关系来确定传感器所承受的未知载荷大小。输出量与输入量的对 应关系常以曲线或数学式来表示,前者称为标定曲线,后者称为标定方程。 对于输出量与输入量之间成比例关系的,则以一常数来表示,称为标定系数。 因此,标定也就是确定标定曲线、标定方程和标定常数的过程。 静态标定
在压力F作用下,如图c所示,A、B区域将受到一定的应力,而C、D区 域基本处于自由状态,于是A、B区域的磁导率下降、磁阻增大,C、D区域的 磁导率基本不变。这样激励绕组所产生的磁力线将重新分布,部分磁力线绕 过C、D区域闭合,于是合成磁场H不再与N34平面平行,一部分磁力线与N34 交链而产生感应电动势e。F值越大,与N34交链的磁通越多,e值越大。
由上式可知, 传感器的输出特性C =f(d)不是线性关系, 而是双曲线关系。 当△d <<d时有,
1 ( d 2 ) 1 d
则: 或:
C 0 C C 0 (1
d ) d
C d C0 d
4. 压磁式传感器 压磁式传感器的工作原理图解 压磁式(又称磁弹式)传感器是一种力-电转换传感器。其基本原理是利 用某些铁磁材料的压磁效应。 (1). 压磁效应 在磁化过程中,各磁畴间的界限发生移动,因而产生机械变形,这 种现象称为磁致伸缩效应。 铁磁材料在外力作用下,内部发生变形,使各磁畴之间的界限发生 移动,使磁畴磁化强度矢量转动,从而也使材料的磁化强度发生相应的 变化。这种应力使铁磁材料的磁性质发生变化的现象称为压磁效应。
ABB轧制力测量系统最佳操作法(工程师培训)
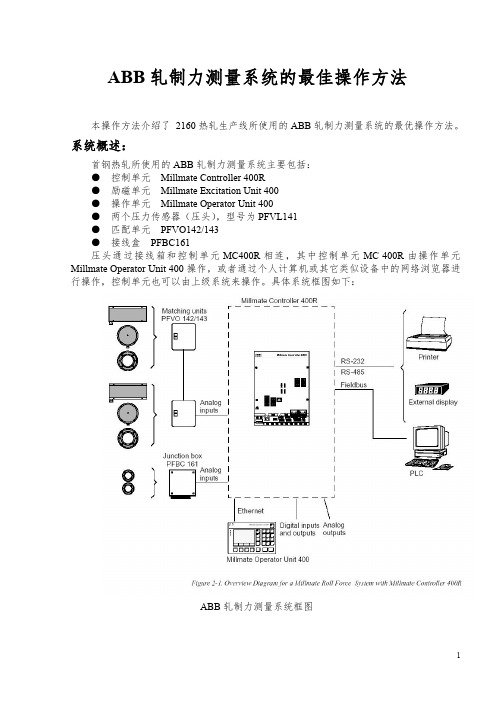
本操作方法介绍了 2160 热轧生产线所使用的 ABB 轧制力测量系统的最优操作方法。
系统概述:
首钢热轧所使用的 ABB 轧制力测量系统主要包括: ● 控制单元 Millmate Controller 400R ● 励磁单元 Millmate Excitation Unit 400 ● 操作单元 Millmate Operator Unit 400 ● 两个压力传感器(压头),型号为 PFVL141 ● 匹配单元 PFVO142/143 ● 接线盒 PFBC161 压头通过接线箱和控制单元 MC400R 相连,其中控制单元 MC 400R 由操作单元 Millmate Operator Unit 400 操作,或者通过个人计算机或其它类似设备中的网络浏览器进 行操作,控制单元也可以由上级系统来操作。具体系统框图如下:
Measuring range 设定量程。
4、设置滤波器响应时间 信号可以按
预先设定好的参数进行过滤,避免不稳定的数据读入。 按“Select”,选择需要的时间常数。按
“Next”保存设置、退出。与时间常数相对 应的所有显示值将会被过滤掉。
注:QGPR 102/104 不能选择响应时间 1ms 和 2ms。
Options
该版本无可选项
LC type
选择子菜单“Change LC type”设置压头型号。可以选 的压头将在列表中显示。
压头 QGPR 102/104 根据尺寸不同有:a、b、c、d 四种 型号。查看压头的校准证以确保设置正确。
LC size
压头的测量范围为兆牛。如有多个压头,则输入单个压 头的测量范围即可。
一、启动 ABB 轧制力测量系统
1. 将控制单元前面的电源开关拨到位置“1”。 a. 控制单元上的绿色 LED 灯“Run”点亮,指示设备正常供电。 b. 红色 LED 灯“Fault”是熄灭的。
辊轧机轧制系统设计及有限元分析毕业设计说明书

毕业设计题目: 4辊轧机轧制系统设计及有限元分析学院:专业:班级:学号:学生姓名:导师姓名:完成日期:目录摘要 (Ⅰ)Abstract (Ⅱ)第1章绪论 (1)1.1 引言 (1)1.2 研发背景及意义 (1)1.3 4辊轧机轧制系统基本设计思路 (2)1.3.1 4辊轧机的功能 (2)1.3.2 4辊轧机轧制系统结构的基本设计思路 (2)1.4 课题的研究内容 (3)第2章轧制系统结构设计 (4)2.1 引言 (4)2.2 轧辊环的设计计算 (4)2.2.1 轧辊环材料的选择 (4)2.2.2 轧辊环基本参数的确定 (4)2.3 电动机的选择 (6)2.3.1 选择电动机的类型及结构形式 (6)2.3.2 轧制压力的计算 (7)2.3.3 轧制总力矩的计算 (8)2.3.4 电机转速的确定 (11)2.3.5 电机功率的确定 (11)2.3.6 电动机型号的确定 (12)2.3.7 传动各级轴的基本参数确定 (12)2.4 轧辊轴的计算 (13)2.4.1 估算轴的最小直径 (13)2.4.2 确定轴的各段直径 (14)2.4.3 轴的校核 (15)2.5 轧辊轴上轴承的确定 (15)2.6 带传动的设计计算 (15)2.6.1 确定计算功率 (16)2.6.2 选择带型 (17)2.6.3 确定带轮的基准直径 (17)2.6.4 确定中心距和带的基准长度 (17)2.6.5 验算主动轮上的包角 (18)2.6.6 确定带的根数 (18)2.6.7 确定带的预紧力 (19)2.6.8 计算作用在带轮的压轴力 (19)2.6.9 带轮的材料 (19)2.6.10 带轮的结构形式及主要尺寸 (19)2.7 减速器的设计计算 (20)2.7.1 减速器类型的选择 (20)2.7.2 减速器基本参数 (21)2.7.3 标准斜齿圆柱齿轮的设计计算 (22)2.7.4 齿轮的轴的设计 (25)第3章三维建模 (29)3.1 引言 (29)3.2 基本零件建模 (29)3.3 轧制系统的装配 (31)3.3.1 轧辊轴的装配 (32)3.3.2 轧制部分装配 (33)3.3.3 轧制系统装配 (34)3.3.4 总装配 (36)第4章轧制系统有限元分析 (37)4.1 引言 (37)4.2 轧辊轴的有限元分析 (37)4.3 轧辊环的有限元分析 (39)4.4 龙门架的有限元分析 (40)4.5 轧辊缺陷的种类和原因 (42)结论 (43)参考文献 (44)致谢 (45)4辊轧机轧制系统设计及有限元分析摘要:本次设计的4辊轧机轧制系统是借助旋转轧辊与其接触摩擦的作用,将被轧制的金属体(轧件)拽入轧辊的缝隙间,在轧辊压力作用下,使轧件主要在厚度方向上完成塑性成型。
第8章轧制力与张力测量

一、 单机座可逆式冷轧机张力测量
1、一个张力传感器测量张力
传感器倾斜安装 传感器垂直安装
张力测量示意图
张力辊受力分析
2、 用两个张力传感器测量张力 在张力辊3左右两端轴承座下面各装一个张力传感器6,两个传感
图8-2 机架立柱上的布片及组桥
二、传感器测量法 测力传感器的种类很多,按其测量原理可分为三大类:电容式、压磁式
和电阻应变式 1.电阻应变式测力传感器
它是轧制生产和科学实验中广泛使用的传感器,主要由弹性元件、应变片、 测量电路以及外壳等组成。 按照变形方式,电阻应变式传感器可分为:压缩式、剪切式和弯曲式三种,其 中使用最多的是压缩式传感器,其弹性元件有柱形和环形(筒形)等。
d——两平行板之间的距离。
当被测参数变化使得上式中的A,d或ε发生变化时, 电容量C也随之变化。 如果保持其中两个参数不变, 而仅改变其中一个参数, 就可把该参数的变化转 换为电容量的变化, 通过测量电路就可转换为电量输出。
电容传感器的分类:
变间隙式,变面积式,变介电常数式。
变间隙式电容传感器
变间距型电容式传感器的原理图。当传感器的εr和A为常数, 初始极距 为d0时, 可知其初始电容量C0为:
在压力F作用下,如图c所示,A、B区域将受到一定的应力,而C、D区 域基本处于自由状态,于是A、B区域的磁导率下降、磁阻增大,C、D区域的 磁导率基本不变。这样激励绕组所产生的磁力线将重新分布,部分磁力线绕 过C、D区域闭合,于是合成磁场H不再与N34平面平行,一部分磁力线与N34 交链而产生感应电动势e。F值越大,与N34交链的磁通越多,e值越大。
浅谈邯钢csp轧机轧制力测量系统
邯钢连铸连轧厂生产线上有一 台粗轧机和六台精轧机 ,这些轧机的
机底部 的压力传输情况 。识别磨损信号有助 于预防或解 决故 障,如果组 件或钢板的接触面发亮 ,说 明已接触上。若是暗黑的或有灰尘或有严重
腐蚀 ,说明未接触。
轧制力测量系统是由 K E L K公司的全数字信号处理系统… R O L L M A X系
补偿轧辊直径变化时 , 最好用一块板代替 多层垫板 。如果压力不均 ,仪 表输 出读数还是精确 的,但是压头会 局部过载 ,使用寿命缩短 ,严重 的 会导致压头故障。压头位于轧机底部 , 有利 于精确测量轧制力 ,但是环 境比较恶劣 ,不利于维护 。水 ,氧化 ,过高的应力和振动引起侵蚀和腐 蚀, 将 降低组件的表面精度 , 从而减少压头与邻近均压板接触 面积,导 致局部过载 ,指示不正确 的压力 。这些都对压头不利。必须注 意经常维 护 ,否则压头会在微弱警告或无警告的情况 下发生故障。如果在一 台轧
应于一个压头的输入 。因为绝大多数 的应用都包含两个压头 ,所 以压头
压头 日 常检查和维护时应包括事项:
1 、每年最少两次设定定期检查与维护计划。
总是成对处理 的。 成对 的通道是 : A & B , C & D , E & F , G & H 。 除 了每个压头的
单独输 出外 , 还有每对压头 的和与差的输出。这些输 出可 以直接显示, 例
传感器 ( 诸如 K E L K 的压头 ,张力仪 ,延展仪和流体压力传感器等 ) 。
测量设备采用的是 K E L K公 司的压头,它安装在支承辊两侧 的底座里 ,
上边安装均压板 ,它是一种应变片压力传感器 ,主体 由一块高强度优质
合金钢锻造而成 ,上面粘贴 多个应变片 ,并连接惠斯顿 电桥 。压头密封
轧制力测量系统应用比较
轧制力测量系统应用比较作者:周晶来源:《数字化用户》2013年第04期【摘要】介绍压磁式与应变片式轧制力测量系统的主要产品介绍;对比研究了两套系统主要原理、功能;以两套测量系统在唐山钢铁公司一钢热轧厂使用情况为基础,对两种测量系统作比较。
【关键词】轧制力测量应变片励磁压头测量精度唐山钢铁公司(以下简称“唐钢”)一钢热轧厂有两条热轧生产线:2002年投产的1810生产线建线时全线轧机使用的是ABB公司生产的励磁式轧制力系统;2005年投产的1700生产线全线使用的是KLEK公司的应变片式轧制力测量系统。
轧制力测量系统在厚度自动控制系统、活套控制系统、不可逆轧机AMTC系统中起着关键性的作用。
本文将对两种测量系统在实践使用的基础上,对其进行比较全面的比较,并且介绍了两种测量系统在应用中的经验,希望对读者在设备选型和日常维护中带来帮助。
一、轧制力测量系统介绍(一)轧制力测量系统部件构成两种测量系统组成部件结构基本相同,都是由两个现场轧制力传感器(简称“压头”)、两个现场信号转接箱、一套信号处理单元、连接电缆构成。
传感器分别安装在轧机两侧,测量轧机两侧的轧制力;信号转接箱用于传感器与信号处理器信号转接;信号处理器用于处理现场传感器传输信号的处理计算,并对上位机传输计算出来模拟量的测量数据,及接收、传输上位机需要的的数字量信号。
(二)轧制力测量系统测量原理ABB压磁式传感器是利用磁性材料在机械力作用下导磁率发生变化的原理工作的。
这种传感器由若干薄钢片粘叠而成,在内部缠绕两组线圈,分别为励磁线圈和信号线圈,它们互成一定的角度。
当在励磁线圈中通以交变电流时,励磁线圈中会产生磁场。
因为励磁和信号两组线圈是互成一定角度的,所以只要传感器上没有负载,励磁线圈产生磁场将覆盖不到信号线圈。
当传感器的收到测量方向的以机械力时,励磁线圈中的磁场发生变化,将信号线圈包容进了磁场。
由于信号线圈中的磁场发生了变化,因此在该线圈中产生了感应电势。
北京科技大学科技成果——附着式轧制力智能监测系统

北京科技大学科技成果——附着式轧制力智能监测系统成果简介轧制力是轧机最主要的技术参数之一,获取轧制力信息除作为轧机生产过程的状态识别、效能判定、产品开发及技术管理等环节的科学依据外,对保证安全生产、防止设备重大事故、优化轧制规程、实现生产过程自动化和最优控制、提高设备的技术装备水平等都具有重要意义,因此轧制力成为对轧机行为监测的重点。
附着式轧制力智能监测系统是将直流大电流分流测量模式移植到轧制力的测量上来,即将附着式传感器安装在轧机机架立柱上,通过测量承受的微小分流轧制力来间接测量实际的轧制力,具有重量极轻、价格低廉、寿命长和维护简单等优点,克服了传统的支承式传感器安装在直接承受轧制力的位置上所带来的体大沉重、价格昂贵、寿命较短、维护费用高等缺点。
该系统已在马钢中板轧机和济钢中厚板轧机上应用,实现了在线智能监测轧制力,取得了良好的效果。
系统构成附着式轧制力智能监测系统由工控机柜、工控机、采集卡、显示器、智能仪表、UPS、系统电源、大屏数码显示器、报警装置和附着式传感器等组成。
仪表功能该仪表具有超宽的自动零位调节、独特的零点快速跟踪技术、非线性补偿标定及实现工控机程序对仪表进行通讯智能控制,除去了机架的热变形温漂及抛钢时机架产生的垂直振动等叠加在传感器输出信号上的非测信号。
软件功能专用监测软件在Windows环境下运行,其主要功能有:信号在线采集、显示波形图、可进行时域和频谱等分析。
数据库及历史库包括:被测信号超载或报警记录,可查阅报警参数,根据需要可随时打印输出等。
当轧制压力超过设定门槛值时,发出声光报警信号,提醒操作工实时了解轧机的运行状况,以做出实时轧制决定。
经济效益及市场分析该系统可用于中板轧机和同类大型轧机上,具有很好的推广价值。
该套监测系统售价为25万元,每套可获纯利10万元人民币。
仅在全国中厚板轧机70余套上推广,可获得纯利700余万元人民币。
轧制工艺参数测试技术
•
1、一般测量系统的传递函数 • 对于一般测量系统,设输人为x,输出为y,则输出与输 入之间关系,可用如下微分方程表示:
•
传递函数是—阶微分方程的测量系统称为—阶测量系统。 传递函数是二阶微分方程的称为二阶测量系统。常用的测 量系统多为一阶和二阶测量系统。
•
•
2、一阶测量系统的传递函数
以一个简化的机械系统(图1-4)为例分析,该系统被 认为质量可以忽赂。图中B为阻尼器的阻尼系数;k为弹簧 的刚性系数;f为外力(输入信号);y为位移(输出信号); 因为忽略质量,该系统中外力f与阻尼器产生的阻力、弹 簧的反力相平衡,则有下式
• 一、非电量电测法的测量系统 • 非电量电测法就是利用一些物理现象将被测量的非电 量转换成电星,再经过电子仪器放大、记录(显示),得到 与非电量成比例的曲线,经过标定即可得到非电量的大小。 现测力为例.说明其转换过程如下:
• (—)测量系统的组成: • 1.传感器 它的作用是将感受到的非电量转换成电 量,以便进一步放大、记录或显示。实现这种转换作用的 装置叫做传感器。它由两部分组成:一部分是直接承受非 电量作用的机械零件或专门设计的弹性元件;另一部分是 敏感元件(例如,电阻应变片等)。 • 2.电阻应变仪 它的作用是将传感器输出的微弱信 号进行放大,并以电压或电流形成式输出,以推动指示器 或记录器工作。例如,YJ—5型静态电阻应变仪、Y6D—3A 型动态电阻应变仪等。 • 3.记录器或指示器 它的作用是记录和显示被测信 号,供进一步分桥和数据处理之用。它可以是—般的电气 仪表,也可以是笔录仪、光线示波器、磁带记录器等。
二阶测量系统的阶跃响应有如下性质: 1)阶跃响应函数曲线有三种。 β>1时,y/KA缓慢增大,逐渐趋于1,但不会越 过1。 β<l时,y/ KA必然超过1,振幅做衰减振动。 β=l时,介于上述二者之间,不产生振动。
ABB轧制力测量系统最佳操作法(工程师培训)
本操作方法介绍了 2160 热轧生产线所使用的 ABB 轧制力测量系统的最优操作方法。
系统概述:
首钢热轧所使用的 ABB 轧制力测量系统主要包括: ● 控制单元 Millmate Controller 400R ● 励磁单元 Millmate Excitation Unit 400 ● 操作单元 Millmate Operator Unit 400 ● 两个压力传感器(压头),型号为 PFVL141 ● 匹配单元 PFVO142/143 ● 接线盒 PFBC161 压头通过接线箱和控制单元 MC400R 相连,其中控制单元 MC 400R 由操作单元 Millmate Operator Unit 400 操作,或者通过个人计算机或其它类似设备中的网络浏览器进 行操作,控制单元也可以由上级系统来操作。具体系统框图如下:
3
操作单元由 24V 电源通过端子 X8 向操作单元供电的。该电源可以由控制单元或其它 电源提供。电源连接要与底盘和操作单元的其它电路绝缘。下图为 ABB 轧制力测量系统 操 作面板:
操作单元 LED 指示灯
标记 S C F
颜色 绿色 黄色 红色
点亮时表示 操作单元供电正常。 控制单元和操作单元通信正常。 操作单元发生内部错误(具体要查看说明书)
压头(PFVL
控制单元简介
控制单元给压头供电,从压头接收测量信号并且将测量值传输给外部单元。控制单元 可以通过操作单元、外部单元、串行口或数字量输入来进行操作。测量值在操作单元中显 示,通过模拟量输出口输出,或通过串行口传输到外部显示器和其它外部单元。状态和报 警信号在操作单元中显示,或通过数字量输出口输出。
运行过程中的故障指示
由实时监控功能检测到的故障通过以下几种途径指示: ● 操作单元显示器显示故障信息。 ● 控制单元的 LED 灯“Syserr”亮。 ● 数字输出量 DO8 被激活。(这里使用缺省设置,该设置可以更改或不用) 当控制单元和操作单元间存在通信问题时,操作单元会显示故障信息。
轧制综合实验
一、设计实验方案1.1实验目标(1)通过对实验轧机进行多参数的综合测试,掌握轧机力能参数综合测试的各个环节,使已学过的测试理论及测试技术在本实验中得到综合应用,为今后的现场实测打下基础。
(2)通过本次综合实验的训练,进一步掌握材料成型过程中的力能参数检测的原理、方法和技术,熟练掌握相关仪器设备的使用和操作技能,巩固传感器的制作、标定与安装,熟悉测试仪器与传感器之间的连接,进而提升自身运用所学专业知识综合分析、解决问题的能力。
使我们对实验设计过程和各科知识的融合使用有了一个更感性的认识。
(3)了解计算机的测试采集系统。
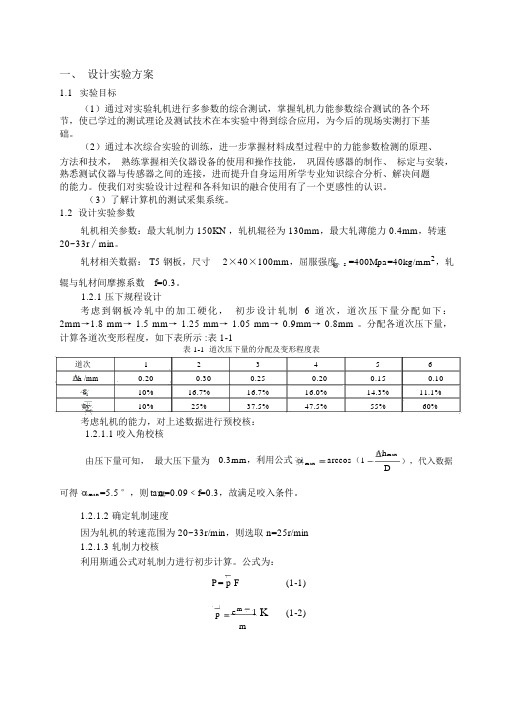
1.2 设计实验参数轧机相关参数:最大轧制力 150KN ,轧机辊径为 130mm,最大轧薄能力 0.4mm,转速20~33r∕min。
轧材相关数据: T5 钢板,尺寸2×40×100mm,屈服强度s =400Mpa=40kg/mm2,轧辊与轧材间摩擦系数f=0.3。
1.2.1 压下规程设计考虑到钢板冷轧中的加工硬化,初步设计轧制 6 道次,道次压下量分配如下:2mm→1.8 mm→ 1.5 mm→ 1.25 mm→ 1.05 mm→ 0.9mm→ 0.8mm 。
分配各道次压下量,计算各道次变形程度,如下表所示 :表 1-1表 1-1 道次压下量的分配及变形程度表道次123456h /mm0.200.300.250.200.150.10i10%16.7%16.7%16.0%14.3%11.1% 10%25%37.5%47.5%55%60%考虑轧机的能力,对上述数据进行预校核:1.2.1.1 咬入角校核由压下量可知,最大压下量为0.3mm,利用公式max arccos(1h maxD),代入数据可得max =5.5°,则tan=0.09﹤f=0.3,故满足咬入条件。
1.2.1.2 确定轧制速度因为轧机的转速范围为 20~33r/min,则选取 n=25r/min1.2.1.3 轧制力校核利用斯通公式对轧制力进行初步计算。
轧钢机压下系统设计
摘要本次设计对短应力线750轧机压下部分进行了相应的设计与校核。
然后,轧机的两种轧制力计算方法进行了设计比较。
本轧机为为二辊卧式轧机。
本设计采用直流电动机,有较大的过载能力,电动机与轧机之间有减速器。
压下装置动力部分采用液压马达,传动平稳,能在较大范围内实现无级调速,能保证较高的轧制精确度。
最后对轧机的润滑和维护做了简单讨论。
本次设计主要的研究方法是根据轧辊孔型和轧制速度,计算轧制力,从而对轧辊进行强度和刚度的校核,确定轧辊是可用的,从而保证轧机能正常工作。
在对轧辊轴承的选取,立柱的校核,压下装置的形式进行了研究,保证设计了的准确性。
关键词:750轧机;二辊式轧机;压下装置;油马达;轧制力AbstractThe design of the short stress line 750 Rolling Mill for the corresponding parts of the design and checking. Then, the two rolling mill was designed force calculation comparison. The horizontal two-roll mill to the mill. This design uses a DC motor, a large overload capacity, between the motor and reducer mill. Dynamic part of the reduction device with hydraulic motor, drive smoothly, can realize stepless speed regulation in a large range, can ensure a high rolling accuracy. Finally, lubrication and maintenance of mill made a brief discussion.The main research design is based roll pass and rolling speed, rolling force calculation, and thus the strength and stiffness of roll of the check, to determine roll is available, thus ensuring mill can work. In the selection of roller bearings, columns of check, pressure device in the form of a study designed to ensure the accuracy.Key words: 750 rolling mill; two roll mill; pressure equipment; oil motors; rolling force目录摘要 (I)Abstract (II)第一章绪论 (1)1.1. 选题背景及目的 (1)1.2轧钢生产在国民经济中的主要地位与作用 (1)1.3国内外轧钢机械的发展状况 (2)1.3.1粗轧机的发展 (2)1.3.2带钢热连轧机发展 (2)1.3.3线材轧机的发展 (3)1.3.4 短应力线轧机 (4)1.4 750轧机的设计简介 (5)1.4.1.主传动装置 (6)1.4.2. 机架横移装置 (6)1.4.3.压下装置及上辊平衡装置 (6)1.5总体思路的选择 (7)第二章概述及方案选择 (8)2.1设计的原始参数 (8)2.2概述 (8)2.3咬入条件的校核 (9)2.4轧制过程基本参数 (10)2.4.1.简单轧制过程 (10)2.4.2.轧制过程变形区及其参数 (10)2.5轧制力的计算 (11)2.5.1方法一:艾克隆德方法 (11)2.5.2方法二:采利柯夫方法 (13)2.6轧辊的几何尺寸的选取 (14)2.7轧制力矩的计算 (15)2.8主电动机功率的计算及选电动机 (16)2.8.1轧辊与电机间的效率 (16)2.8.2.根据过载条件选择电动机功率 (16)2.9轧辊强度及刚度校核 (18)2.9.1计算辊身弯曲强度 (18)2.9.2计算辊颈弯曲和扭转 (19)2.9.3计算辊头剪切强度 (20)2.10轧辊轴承的选取 (21)2.11立柱校核 (22)2.11.1立柱危险截面强度校核 (22)2.11.2立柱牙型强度校核 (23)2.12 压下装置的结构形式 (23)2.13上辊平衡装置 (24)2.14轧辊的轴向调整及固定 (24)第三章润滑及维护 (26)3.1润滑 (26)3.2维护 (28)3.2.1轧机主传动装置维护 (28)3.2.2在轧机维护中应用故障诊断技术 (28)结论 (31)参考文献 (32)致谢..................................................................................... 错误!未定义书签。
轧制力测量系统介绍(doc 20页)(正式版)
为了获得尽可能好的测量结果,安装轧制力传感器应遵守下列几个基本原则:
要测量的力必须全部通过传感器。
传感器应尽可能靠近力源。
传感器的位置尽可能远离弯曲力,边界力和扭矩力。
轧机的辊缝通常由压下螺丝或液压定位器控制。传感器可以安装在几个不同的位置,但从费用和技术方面考虑,传感器最好安装在下支持辊轴承箱下面。目前有三种最常见的安装方式:(1)在压下螺丝下面;(2)压下螺母与机架底座之间;(3)下支承轧辊轴承箱下面。
微处理机(CPU)、触摸屏显示器、输入/输出模块均安装在标准19˝抽屉式仪表内。本信号处理器采用模块化设计,允许为用户提供多种形式配置的最终产品。
6·2SIA数字式信号处理器DSP8A的特点:
轧制力、张力传感器的单独值、和、差输出。
对于压力传感器则输出单独值、和值、差值。
测量单量程、双量程张力,固定夹角或者变夹角情况下,输出张力辊两侧张力的平均值、和值、差值。
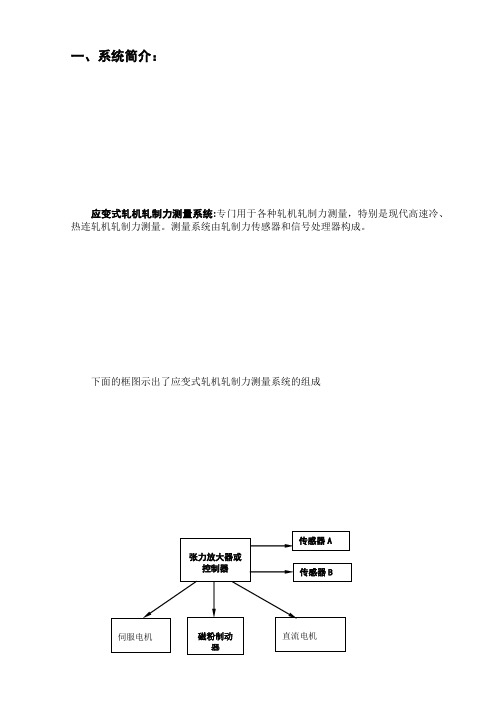
下面的框图示出了应变式轧机轧制力测量系统的组成
二、测量原理:
应变式轧制力传感器测量原理为电阻应变原理:当传感器的弹性体受到机械力(F)的作用时,弹性体发生应力变形,粘贴到弹性体上的电阻应变片也随之变形,电阻应变片的电阻值发生变化(△R),利用惠斯顿电桥,将应变片的电阻变化转化成电压或电流的变化(△V或△I),从而测出受力的大小,即F--△R--△V--△I。
四、传感器说明:
应变式轧制力传感器经过长期的发展,目前已在各种轧机上普遍应用,逐步取代性能较差的压磁式轧制力传感器,其性能和可靠性已逐步显示出较大优势,是轧制力传感器的发展方向。
在传感器内部的电阻应变片作为敏感组件,使用直流激励以获得对力或负荷的快速响应。
传感器具有各种弹性体结构形式:矩型,环型和盘型,以及特有的梯型。以适应不同的安装位置。测量范围:0.5MN~100MN(50~10,000吨力)。
“即装即用”的轧制力遥测系统设计
( olg fEl t meh nclE gneig, r hn ies yo eh oo y,B iig 10 4 ,C ia C l e e r ca i n ier e O co a n Not C iaUnvri f T cnlg h t ejn 0 0 1 hn )
维普资讯
第2 0卷 第 6期 20 0 年 6月
传 感 技 术 学 报
ACI ' UAT S 0R
V I 2 No 6 O. 0 .
J N. 0 7 U 20
De i n o l Fo c lm e e i g S se ih Ca ‘ n t l a a ’ sg fRo l r eTee t rn y tm wh c n ‘ sa l nd Ply’ I
i tg a e d e in t p e s r n el e tsg a r c si g cru ta d wiee sta s ev rmo e.Ad e n e r tsa h so y es n o ,it l g n in lp o e sn ic i n r ls r n c ie d 1 i h— so y es n o a e isald c n e in l n t eo tieo h h n ig sd a d d iig sd )h u — in t p e s rc n b t l o v ne ty o h u sd ft ec a g n ie( n r n ie o s n e v ig,I o t isr l f reb a u ig t esr i ft eh u ig;Th n el e tsg a r c s ig cr uti n t b an ol o c yme s rn h tan o h o sn eit l g n in l o e sn ic i s i p c m p s do 2 1 AD6 3 ADC a d m ir p o e s r I n lz s t e c l ce in l e a a e h o l o o e fX9 4 、 2、 n co r c so . ta ay e h o l td sg a ,s p r t st e r l e
轧制力测试系统的设计

C 电阻应变式传感器 它主要由弹性元件和应变片构成。外力作用在 弹性元件上,使其产生弹性元件变形(应变), 由贴在弹性元件上的应变片将应变转换成电阻 变化。再利用电桥将电阻变化转换成电压变化, 然后送入放大器放大,有记录器记录。最后利 用标定曲线将测的应变值推算出外力大小。这 种传感器已成为主流。他特别适合于现场条件 下得短期测量,故目前测试轧制力大多数采用 电阻应变式传感器。
(1)确定传感器的安装位置 测力传感器应安装在工作机 座两侧轧辊轴承垂直载荷的 传力线上,通过测量两侧的 轧制分力即可得到总轧制力。 根据不同情况,安装位置常 在三个部位中选择(见图34):压下螺丝和上辊轴承座 之间(部位1);下辊轴承座 和机架牌坊下横梁之间(部 位2);压下螺母和机架牌坊 上横梁之间(部位3)。
对圆筒形弹性元件其外径应小于或等于压下螺丝端头直径其内径为式中dd分别为弹性元件的外径和内径轧机一扇牌坊承受的额定轧制力弹性元件材料的许用应力根据圣维南原理当圆柱高度与其直径的比值hd1时沿其高向中间断面上的应力状态和变形状态与其断面上作用的载荷性质和接触条件无关
燕山大学
轧制力测试系统的设计
***
指导老师: 指导老师:***
3.2电阻应变式传感器的设计
在轧钢中,测力传感器也叫做测压头,简称压头。在轧钢 设备中,由于轧制力大,工作条件差,安装传感器的位置 也受到限制,因此不能应用出售的标准成品传感器,必须 根据每套轧机的具体条件自行设计和制造。
A外壳结构设计
a.外壳的作用 (1)传力和均力 通过球面垫、上盖和底盘把全部载荷 加到弹性元件上,为此要求上盖和底盘具有一定的机械 强度,以便起到穿离合均力板的作用。 (2)密封 防止异物介质侵入传感器内部,因此,密封 是设计的重点 (3)机械防护