9SiCr模具钢热处理新工艺
9sicr热处理方案

9sicr热处理方案咱来说说9SiCr的热处理方案哈。
一、淬火前准备。
1. 工件检查。
首先呢,得把要热处理的9SiCr工件拿过来好好瞅一瞅。
看看有没有啥明显的缺陷,像裂纹啊、砂眼啥的。
要是有这些毛病,那可不能直接就扔炉子里淬火,得先处理这些问题,不然淬火的时候可能直接就报废了。
2. 装炉。
装炉的时候也有讲究。
不能把工件随便一扔就完事。
要保证工件之间有合适的间距,就像咱们排队一样,得留出点空来。
这样才能让热量均匀地传递到每个工件上。
如果堆得太密了,那中间的工件可能就受热不均匀,淬火效果就不好了。
二、淬火。
1. 加热温度。
对于9SiCr啊,咱一般把加热温度定在820 860°C。
这个温度范围就像是9SiCr 的“舒适温度区”。
温度低了呢,组织转变不完全,硬度可能就达不到咱想要的效果;温度高了,那工件可能就会过热,晶粒粗大,性能也会变差。
2. 加热速度。
加热速度也不能太快。
要是一下子把温度升得特别高,工件内部和外部的温差就会很大,就像人突然从冷的地方到特别热的地方,容易“生病”。
在9SiCr的淬火加热中,最好采用适当的加热速度,让工件能慢慢适应温度的升高。
3. 淬火介质。
淬火的时候,淬火介质很关键。
对于9SiCr,油是个不错的选择。
把加热到合适温度的工件迅速扔到油里,就像给它洗个“热油澡”。
油的冷却速度比较适中,能让9SiCr得到合适的马氏体组织,而且不会因为冷却太快而产生太大的内应力导致开裂。
三、回火。
1. 回火温度。
淬火之后啊,工件肯定硬邦邦的,但是也很脆,就像玻璃一样,一敲就碎。
这时候就得回火了。
9SiCr的回火温度一般在150 200°C之间。
这个温度能让淬火产生的马氏体组织稍微稳定稳定,降低一点硬度,但是能大大提高韧性。
2. 回火时间。
回火时间也不能太短,一般在1 2小时左右。
时间短了,回火的效果就不明显。
就像炖肉一样,时间不够,肉就炖不烂。
把工件放在回火炉里,让它慢慢“放松”,内部的组织得到调整,性能就会变得更好啦。
9sicr热处理前后硬度

9sicr热处理前后硬度
9SiCr是一种工具钢,通常用于制造冲模、剪切刀等工具及机械零件。
在生产过程中,经过热处理后可以提高其硬度和强度,提高其使用寿命和耐磨性。
热处理前,9SiCr的硬度通常为大约200HB左右。
在经过热处理后,其硬度可以得到显著提高。
不同的热处理方法会得到不同的硬度。
常见的热处理方法有淬火、回火、正火、等温淬火等。
淬火是一种常用的热处理方法,可以使9SiCr的硬度得到很大提高。
通常,经过淬火处理后,9SiCr的硬度可达到HRC58-62左右。
但是,淬火会使金属材料变脆,容易断裂,因此还需要进行回火处理。
在回火处理中,将淬火后的9SiCr加热至一定温度并保持一段时间,然后冷却。
这样可以消除淬火时产生的内部应力,减少9SiCr的脆性,同时也可以控制硬度。
通常经过回火处理后,9SiCr的硬度会有所降低,一般在HRC45-55之间。
正火是一种热处理方法,其目的是通过加热将9SiCr中的碳元素分散,提高其韧性和韧度。
正火后的9SiCr硬度相对较低,一般在HRC30-40之间。
等温淬火是另一种常用的热处理方法,其基本原理是使钢材等温转换,然后进行淬火。
这种方法可以使9SiCr的硬度和韧性均得到提高,一般硬度在HRC50-60之间。
综上所述,9SiCr经过不同的热处理方法可以得到不同的硬度。
具体采用哪种热处理方法取决于使用要求,需根据具体情况选择相应的热处理方法。
新热处理工艺对9SiCr模具钢的作用
而提 高 。
4 结束语
9 S i C r 钢采 用真空 热处理 的方法 ,可 以使零 件的表 面质 量更好 。 本文采 用真 空热处理 工艺对 9 S i C r 模具 钢进行 热处理 ,由实验结果可 以看到试样 的性 能得 到较大的提高 。与普通 的热处 理过程相 比,零件
3 . 3 新热处理工艺对 9 Si Cr 钢所起的作用
在使用真 空炉 后 ,由于其加热速度较 为缓慢 ,零件在加热过程 中 磷 、铬 、 镍 、铜等 ,其添加的量一般不超过 2 %。该钢在提炼过程中 , 受热均匀 ,热应 力减小 ,形变量减少 ,这都 明显优于普通 电阻炉 的热 碳化 物分布均匀 ,不易析 出碳化 物颗粒 。但是使用正火过程 ,就可以 处理过程 。另 外 ,和普通 电阻炉相 比,真 空炉加热时残存的气体大 多 将析 出的网状 碳化 物颗粒 消除。由于 9 S i C r 钢在锻造过程中容易脱碳 , 为水蒸汽 、二 氧化 碳、油脂等有机物蒸 汽。这 些条件都使零件表面 处 所以经常 使用 中性气氛 或者惰 性气体进 行保护 加热。9 S i C r 钢 的密度 于活性状态 下 , 不 容易形成氧化 、脱碳 等现象 ,这样零件表面 的光洁 为7 . 8 0 t / m ,软化 温度为 3 2 0 ℃ ,比铬钢具 有更 好的淬透 性 ,如 果使 度更好 , 硬度 和耐磨性都得到提高 。而 且由于真空热处理在油淬 过程 用油淬 ,则淬透深 度可达 4 0  ̄ 5 0 mm。而使用保温的方法则可消除在淬 中各表 面的冷却速度 比较均匀 ,不 易形成阻碍冷却 的氧化膜 。此 外 , 火过程中 由于加 热引起 的氧化和脱碳等 ,还 能修复 不均匀的奥 氏体 , 在 回火后 ,零件中获得了较 多的细针 状马氏体组织 ,因此 冲击韧度和 细化马氏体 ,使零件整体的组织强韧性提高。 抗拉 强度都得到提高 。同时,真 空热处理均匀的加热方式 ,使得 零件 2 . 2 9 Si Cr 钢 常 用 的 热 处 理 工 艺 内部 碳化物分布均匀 ,在 热处理 后断 口的韧窝增多 ,零件 的韧性 由此 9 S i C r 钢 的热处理工艺主 要有 : ( 1 )锻 热调质处理 ,通常将温度
T9和9SiCr热处理

9sicr和T9均多用于工具、量具的制造。
你要用来制造什么零件,技术要求是什么,都应具体讲一下,这样笼统地问也只能简单地答。
9sicr:1.锻造:钢锭加热温度1150-1200 始锻温度1100-1150 终锻温度880-800钢坯加热温度1100-1150 始锻温度1050-1100 终锻温度850-8002.预先热处理:(1)锻后退火:790-810(100/h)保温,冷至600(30/h)出炉空冷,HB200-240。
等温退火与上述温度相同,在冷至720时等温一段时间后出炉空冷。
(2)高温回火:600-700(100/h)保温,空冷或炉冷,HB200-240。
(3)正火:900-920保温,空冷,HB320-410。
(4)调质:880-900油淬,回火680-700空冷或炉冷,HB200-240。
注:退火加热保温时间,在全部炉料加热到温后为1~2h;等温保温时间为3~4h;高温回火用于消除冷变形加工硬化;保温时间在全部炉料加热到温后为2~4h;正火用于细化过热钢的晶粒和消除碳化物网;当钢材退火硬度低于HB183时,可用调质处理来提高切削表面光洁度。
3.淬火:860-880油淬(室温),HRC62-65.860-880熔融的硝盐或碱中淬(150-200度),HRC60-63.4.回火:140-160,HRC62-65160-180,HRC60-63180-200,HRC60-62200-220,HRC58-62T91.锻造:钢锭加热温度1100-1150 始锻温度1080-1120 终锻温度850-750钢坯加热温度1050-1100 始锻温度1020-1080 终锻温度850-7502.预先热处理:(1)锻后退火:790-810(100/h)保温,冷至680(30/h)出炉空冷,HB185。
等温退火与上述温度相同,在冷至700时等温一段时间后出炉空冷。
(2)高温回火:800-850(100/h)保温,炉冷,HB185。
9SiCr模具钢材

9SiCr模具钢材
9SiCr钢比铬钢具有更高的淬透性和淬硬性,并且具有较高的回火稳定性。
适于分级淬火和等温淬火。
其主要缺点是加热时脱碳倾向性较大。
9SiCr钢通常用于制造形状复杂、变形小、耐磨性要求高的低速切削刃具,如钻头、螺纹工具、手动绞刀、搓丝板及滚丝轮等;也可以作冷作模具,如冲模、打印模等,此外,还用于制造冷轧辊,矫正辊以及细长杆件。
化学成分(昆山腾宁经销9SiCr钢材)
9SiCr钢的化学成分(GB/T 1299—2000)ω/%
物理性能
9SiCr钢的临界温度示于表2-11-2,密度为
7.80t/m3;矫顽力H c为
795.8A/m;饱和磁感B s为1.78~1.82T。
热加工
9SiCr钢的热加工工艺
预先热处理
9SiCr钢的有关预先热处理曲线示于图2-11-1~图2-11-5,需要说明的是:(1)退火加热保温时间,在全部炉料加热到温后为1~2h;等温保温时间为3~4h;(2) 高温回火用于消除冷变形加工硬化;保温时间在全部炉料加热到温后为
2~4h;(3)正火用于细化过热钢的晶粒和消除碳化物网;(4)当钢材退火硬度低于HB183时,可用调质处理来提高切削表面光洁度。
9SiCr钢退火前
后的相成分、硬度和组织示于表2-11-4。
图2-11-1 锻压后退火图2-11-2 锻压后等温退火
图2-11-3 高温回火图2-11-4 正火
图2-11-5 调质处理
表2-11-4 9SiCr钢退火前后的相成分、硬度和组织。
9sicr金相热处理方案
9sicr金相热处理方案咱来整个9SiCr的金相热处理方案哈。
一、退火处理。
1. 目的。
咱为啥要退火呢?主要是为了降低这9SiCr的硬度,改善它的切削加工性,同时还能消除它之前加工或者锻造过程中产生的内应力。
就好比人工作累了要休息放松一样,这材料经过折腾也得松松劲儿。
2. 工艺。
把9SiCr加热到790 810℃,这个温度范围就像是给它泡温泉,得刚刚好。
在这个温度下让它保温2 3小时,就像泡澡得泡一会儿才有效嘛。
然后呢,以每小时20 30℃的速度缓慢冷却,一直冷到500℃左右出炉空冷。
这缓慢冷却就像是让它慢慢从兴奋状态平静下来,要是冷得太快,材料会“感冒”的哦。
二、淬火处理。
1. 目的。
淬火是为了让9SiCr变硬变耐磨,就像给它穿上一层坚硬的铠甲。
这样它在一些需要耐磨、高强度的地方就能大显身手啦。
2. 工艺。
把9SiCr加热到860 880℃,这个温度下材料就开始准备迎接“大变身”了。
保温时间根据工件的尺寸和形状来定,一般来说每25mm有效厚度保温30 40分钟就差不多了。
就像煮饺子,大饺子煮久点,小饺子煮快点。
然后迅速放到油里冷却,油就像是它的“变身池”,这个过程得快,不然就达不到淬火的效果啦。
三、回火处理。
1. 目的。
淬火后的9SiCr硬度是上去了,但是太脆了,就像一个玻璃人,一碰就碎。
回火就是为了降低它的脆性,调整它的硬度和韧性,让它既有硬度又有柔韧性,就像武林高手,既有刚猛的功夫又有灵活的身法。
2. 工艺。
回火温度一般在180 200℃,在这个温度下让它保温1 2小时,然后空冷。
这个过程就像是给淬火后的“硬汉”做个按摩,让它的内部结构更加和谐稳定。
这样一套热处理下来,9SiCr的金相组织就能达到咱们想要的性能要求啦,就像训练出一个全能型的选手一样。
T9和9SiCr热处理
9sicr和T9均多用于工具、量具的制造。
你要用来制造什么零件,技术要求是什么,都应具体讲一下,这样笼统地问也只能简单地答。
9sicr:1.锻造:钢锭加热温度1150-1200 始锻温度1100-1150 终锻温度880-800钢坯加热温度1100-1150 始锻温度1050-1100 终锻温度850-8002.预先热处理:(1)锻后退火:790-810(100/h)保温,冷至600(30/h)出炉空冷,HB200-240。
等温退火与上述温度相同,在冷至720时等温一段时间后出炉空冷。
(2)高温回火:600-700(100/h)保温,空冷或炉冷,HB200-240。
(3)正火:900-920保温,空冷,HB320-410。
(4)调质:880-900油淬,回火680-700空冷或炉冷,HB200-240。
注:退火加热保温时间,在全部炉料加热到温后为1~2h;等温保温时间为3~4h;高温回火用于消除冷变形加工硬化;保温时间在全部炉料加热到温后为2~4h;正火用于细化过热钢的晶粒和消除碳化物网;当钢材退火硬度低于HB183时,可用调质处理来提高切削表面光洁度。
3.淬火:860-880油淬(室温),HRC62-65.860-880熔融的硝盐或碱中淬(150-200度),HRC60-63.4.回火:140-160,HRC62-65160-180,HRC60-63180-200,HRC60-62200-220,HRC58-62T91.锻造:钢锭加热温度1100-1150 始锻温度1080-1120 终锻温度850-750钢坯加热温度1050-1100 始锻温度1020-1080 终锻温度850-7502.预先热处理:(1)锻后退火:790-810(100/h)保温,冷至680(30/h)出炉空冷,HB185。
等温退火与上述温度相同,在冷至700时等温一段时间后出炉空冷。
(2)高温回火:800-850(100/h)保温,炉冷,HB185。
9SiCr钢件真空热处理的组织和性能研究
书山有路勤为径,学海无涯苦作舟
9SiCr 钢件真空热处理的组织和性能研究
9SiCr 钢制零件经真空热处理和电炉热处理后,分别对其表面质量、变形量、金相组织、冲击韧度、断口形貌和耐磨性能进行了测定。
结果表明:
9SiCr 钢制零件在真空热处理后零件表面无氧化、脱碳现象;零件变形量更小、硬度更高曰;耐磨性能、冲击韧度明显提高。
真空热处理后随炉试样的回火马氏体更细小、碳化物颗粒分布也更均
匀。
从断口形貌可看出真空热处理后随炉试样的韧窝更多,零件的冲击韧度明显更好。
9SiCr 钢是国内外应用广泛的一种低合金刃具钢,该钢制零件具有较高的淬透性和淬硬性,并且有较高的回火稳定性。
由于刃具钢制零件传统的热处理主要采用盐浴淬火和箱式电阻炉淬火,后来也有采用保护气氛炉淬火处理零件的情况。
但是许多文献中指出模具、刃具的各种热处理工艺方法中,真空热处理具有显著的优点,真空热处理具有无加热氧化、不脱碳、变形小、零件表面光亮、炉温均匀性好、自动化程度高等特点,同时真空热处理可以有效地控制加热和冷却速度,与用普通电阻炉热处理相比,零件变形更小。
普通电炉淬火、回火往往使零件韧性不足,使得制作的模具、刃具经常出现崩刃、折损等现象,从而造成早期失效,影响模具使用寿命。
模具失效分析表明,热处理因素影响最大,约占50%。
目前,国内外对9SiCr 钢件的真空热处理研究较少。
鉴于此,本文对9SiCr 钢件分别进行普通电炉热处理和真空炉热处理,从硬度、变形量、耐磨性、冲击韧度、抗拉强度等角度进行比较,对9SiCr 钢件真空热处理工艺进行初步的探索。
9sicr热处理实验报告资料
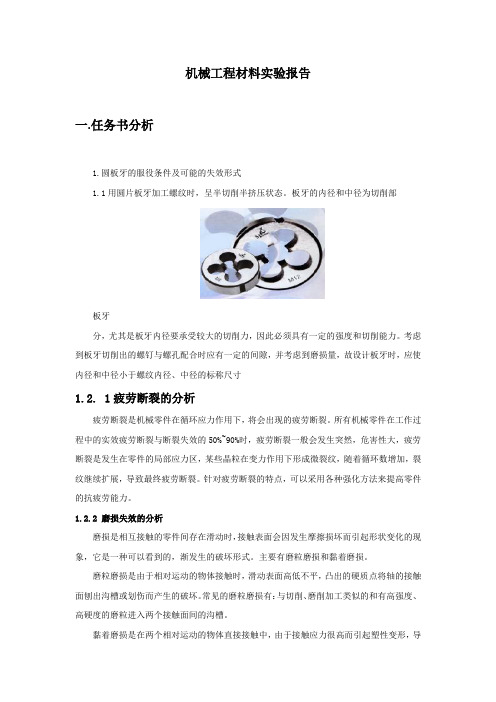
机械工程材料实验报告一.任务书分析1.圆板牙的服役条件及可能的失效形式1.1用圆片板牙加工螺纹时,呈半切削半挤压状态。
板牙的内径和中径为切削部板牙分,尤其是板牙内径要承受较大的切削力,因此必须具有一定的强度和切削能力。
考虑到板牙切削出的螺钉与螺孔配合时应有一定的间隙,并考虑到磨损量,故设计板牙时,应使内径和中径小于螺纹内径、中径的标称尺寸1.2. 1疲劳断裂的分析疲劳断裂是机械零件在循环应力作用下,将会出现的疲劳断裂。
所有机械零件在工作过程中的实效疲劳断裂与断裂失效的50%~90%时,疲劳断裂一般会发生突然,危害性大,疲劳断裂是发生在零件的局部应力区,某些晶粒在变力作用下形成微裂纹,随着循环数增加,裂纹继续扩展,导致最终疲劳断裂。
针对疲劳断裂的特点,可以采用各种强化方法来提高零件的抗疲劳能力。
1.2.2 磨损失效的分析磨损是相互接触的零件间存在滑动时,接触表面会因发生摩擦损坏而引起形状变化的现象,它是一种可以看到的,渐发生的破坏形式。
主要有磨粒磨损和黏着磨损。
磨粒磨损是由于相对运动的物体接触时,滑动表面高低不平,凸出的硬质点将轴的接触面刨出沟槽或划伤而产生的破坏。
常见的磨粒磨损有:与切削、磨削加工类似的和有高强度、高硬度的磨粒进入两个接触面间的沟槽。
黏着磨损是在两个相对运动的物体直接接触中,由于接触应力很高而引起塑性变形,导致物体接触,温度升高并发生黏着、焊合现象,分离时黏合处撕开,从而将小块料撕去,造成表面损伤。
提高耐磨性,一是要材料有高硬度,若材料中存在耐磨硬颗粒,更有利。
二是材料具有小的摩擦系数,降低配对材料间的原子结合力,此外,改善润滑条件,细化表面粗糙度,使机械零件保持清洁等,均有利于减少摩擦磨损。
1.2.3 变形失效的分析变形失效主要有弹性和塑性变形失效。
弹性变形失效是零件过量弹性变形产生的失效。
主要是指失去弹性的能力,属于功能失效。
引起弹性变形的原因零件刚度不够,除结构因素外,还取决与材料的弹性模量,因此,要预防弹性变形失效,因选择弹性模量高的材料来制作零件。
9sicr试验报告

9SiCr钢的热处理工艺与组织性能之间的关系摘要:试验通过将9SiCr试件进行不同的热处理工艺,比较处理后得到组织的性能。
首先取6个9SiCr试件,分别进行正火、退火、淬火处理;并将其中三个淬火件在不同温度下(150℃、450℃、550℃)进行回火处理。
逐个对处理后的试件进行硬度测量,并对硬度值进行比较分析。
打磨剖光后观察显微组织,对比分析不同热处理方式对材料组织性能的影响。
9SiCr钢在900℃加热温度下正火,得到珠光体组织;在800℃下进行退火处理得到珠光体组织硬度下降塑性韧性增强;在850℃下进行淬火处理得到板条马氏体,具有较高的硬度和较好的韧性;淬火后的试件在150℃下进行回火处理,得到回火马氏体,部分消除了淬火钢的内应力,增加韧性,同时仍保持钢的高硬度;在450℃下进行回火处理,得到回火屈氏体,为铁素体与粒状渗碳体组成的极细混合物,具有很好的弹性和一定的韧性;在550℃下进行回火处理,得到回火索氏体,为铁素体与较粗的粒状渗碳体所组成的机械混合物,具有良好的综合机械性能。
关键词:9SiCr钢正火退火淬火回火马氏体The influence of different heat treating fashion on organization and properties of 9SiCr steelAbstract: The experiment is contrast the function after the different heat treating to the 9SiCr .In the first place, prepare six 9SiCr samples,normalization、annealing and quench, then take three of the quenching samples heat in different temperature. Measure the hardness of the samples, and then contrastive analysis. Observe the organizations after polish, contrastive and analysis the influence by different heat treatment. 9SiCr steel normalizating under 900℃,get the pearlite. Annealing under 800℃,get the pearlite, the hardness descend and the plasticity and tenacity heighten. Quenching under 850℃,get martensite ,high hardness and highe tenacity.Backfire the quenching samples under 150℃,get martensite,partly eliminate the internal stress, increase the tenacity and keep the steel’s high hardness. Backfire under 450℃,get tempered troostite,high elasticity and tencity. Backfire under 550℃,get sorbite have fine machinery function.Key word:9SiCr steel normalization annealing quench backfire marrensite目录第一章.绪论 (5)1.1 9SiCr钢概况 (5)1.1.1 9SiCr钢的组织特点及其合金元素对钢的作用 (5)1.1.2 9SiCr 钢的性能特点及其热处理工艺 (6)第二章.实验过程 (8)2.1 原材料及设备 (8)2.2 实验过程 (8)第三章实验结果及分析 (9)3.1组织分析..................................... (9)3.2硬度分析.......................... . (13)第四章结论 (14)参考文献 (15)第一章绪论1.1 9SiCr钢概况9SiCr钢比铬钢具有更高的淬透性和淬硬性,并且具有较高的回火稳定性。
9crsi撕碎机刀片热处理工艺

9crsi撕碎机刀片热处理工艺
9CrSi撕碎机刀片热处理工艺一般包括以下几个步骤:
1. 材料准备:选择合适的9CrSi材料,并进行切割成所需的刀片尺寸或形状。
2. 加热处理:将刀片放入炉内进行加热处理。
加热温度一般在860-880摄氏度之间,保持一定的保温时间,以确保刀片内部达到所需的显微组织状态。
3. 着火淬火:当刀片达到所需的加热温度后,迅速将其浸入油中进行淬火。
这个步骤的目的是快速冷却刀片,使其达到高硬度的状态。
4. 回火处理:在淬火后,刀片通常非常硬但同时也脆,需要进行回火处理以提高其韧性。
回火温度一般在150-250摄氏度之间,时间根据要求进行调整。
5. 研磨:回火后的刀片可能会出现一些粗糙表面或边缘,需要进行研磨以达到所需的光洁度和尺寸。
注意:具体的热处理工艺参数可能会因厂家、使用要求和设备条件等不同而有所差异,以上仅为一般的参考流程。
在实际应用中,建议参考相关技术规范和设备供应商的建议。
9sicr热处理工艺
9sicr热处理工艺
9SiCr钢热处理工艺:
9SiCr钢是一种碳素工具钢,常用于制作模具、刀具等高强度零部件。
为了提高9SiCr钢的硬度、强度和耐磨性,需要经过热处理。
其工艺流程如下:
1. 加热处理:将9SiCr钢零件放入热处理炉内,加热到适当的温度,保温一段时间,使其均匀加热。
2. 淬火处理:将加热后的零件快速放入冷却介质中(如水或油),使其迅速冷却,使晶体结构发生变化,提高硬度和强度。
3. 回火处理:将淬火后的零件再次加热至一定温度,在经过一段时间的保温后,再缓冷,使其晶体结构再次改变,消除负面影响,提高强度和韧性。
总之,9SiCr钢的热处理工艺需要经过加热、淬火和回火三道工序,每道工序都需要控制温度、时间、速度等因素,以确保最终产品的高品质和优异性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金 的母 相 中产生 位错缠 结 ,阻碍 了 £ 氏体 的逆 马 相 变 , 金 的形 状记忆 效应 开始 下降 。 合
参 考文 献:
【】K jw r SC aatr t Faue fh p Me r E etn e l ai aa .h rc i i etro S a e moy f cadR - e sc
讲 评定 球 化 等 级 ; 测定 ∞ 氏 硬 度 .
等 渝 淬 火 : 9 i’ 把 SC r钠 5椒 为 . 接上 导 线 放 八箱 式 电阻 炉 ・ 随 炉 加 热 倚 热 温 度 达 到 80℃ 时 , 温 1 ai, 3 保 0r n 然 施 加 】0Hz9 0V 电 0 、0 场 锯 街 被 5ri. … 妒 肢 八 磁 场 强 度 为 l93 an l 7 k " 、 瞧 旬 20" t盐 淬 火 槽 I 等 温 淬 火 ( 罔 A, 温 m 3 Ci :f J
1 8 . 0 1 7 - l 3. 9 23 : l 7 l 8
【】 Ot aH, nd T n hsiH. h p moyE eti 3  ̄k YaaaH, aa ah S a eMe r f c n
F - - i r oy rs ln l y 【】 eMnS- - P lcyt l e l s J.Ma rS i ou , C Ni ai A o t . c. rm. e F
9 ir钢 l SC J Cr 碳 化 物 形 成 元 素 , 球 化 的 是 在 璀 火 巾它 将 使 球 化速 度 减 小 . l在 普迥 球 化退 f l I
I :3 3 3} }q :l mal U 0 7—(A 4 J3 i
《 热加 I 工 艺》2 0 0 6年 第 3 5誊 第 4期
lt rnfr t nB hvo etr ly 【】 a ̄l asomai ea iri FaueAl s J.Maeil T o n o t as r
S in e ndE gn eig 1 9 A2 3 2 56 -8 ce c a n ie rn ,9 9, 7 ・ 7 :7 8 .
示 了 “ 练” 训 3次 后试 验 合 金 记 忆 效 应 下 降 的 原 因 , 证 明 了“ 练 ” 数 并 不是 影 响 合金 记 忆效 也 训 次 应 的唯一 原 因 , 因此 , 选择 适 当 的“ 练 ” 艺是 改 训 工 善 合 金记忆 效应 的关 键 。
【】 St , hs E S ma (eo.hp 2 a oA C ima , o l,t2S aeMe r f c i rn- i moyE etn Ta s fr ainn e3 MnI i l y Sn lC ytl .Aca tl, o t iF -0 -SA l s ige rs s m o o am tMe 1 a.
其 最 终 等温 淬 火 ̄- 入 脉 冲 电场 干 交 变 磁 场 . J引 , l ¨ 结
果 均 取 得 _良好 效 果 ,
2 实 验 结 果 与 分 析
3a 是9 i f) SCr钢 球 化巡 火 组 织 , 到 球 状 得
1 试 验 方 法
9 Cr 的 热 处 抒 为 球 化 退 火 和 等 温 淬 火 Si 钿 陌 部 分, 料 为 西【 am ̄ 0mm 棒 柑 .试 验 中 每 5 材 6r 3
1 9 ,6 5 :5 - 6 . 9 05 ・ 86 56 0
3 结 论
( ) 训 练 ” 艺 改善 了试 验 合 金 的形 状 记忆 1“ 工 效 应 , 合 金 的形 状 记忆 效 应 并 不是 随 着 “ 练 ” 但 训 次 数 一直增 大 , 是 在 2次“ 练” 而 训 时达 到峰值 。 ( ) 训练 ” 2“ 2次 时 , 验 合金 中可恢 复 的 £马 试 氏体 量增 多 , 可恢 复 的 O 不 t 氏体 量 减 少 , 金 马 合 的组 织得 到 改善 。 ( ) 训练 ” 3“ 2次 时 , 验合 金 中产 生 了利 于 £ 试 马 氏 体形 核 和 长 大 的位 错 ; 训 练 ” “ 3次 时试 验 合
要 降低 温度 和缩短 保 温时 间 ,这样 热处 理 中就 出
现 了一 对矛 盾 .为此 我 们在 9 i r 化退 火 中采 SC 球
3 ’ 语 结
用此新 工艺 生产 M1 0内六角 凸模 光 冲 , 使用
寿命 比常规处 理 的冲模提 高 3倍 以上 。试验 结果
表明 。 电、 把 磁场 引入 9 ir 处理 中是 一种 好 的 SC 热
T 的 需 蜚 3b是 9 ir锕 等 温 淬 火金 l 组 织 , f1 SC 捅
f下 l j J I j氏体 + 氏 体 一残 余 奥 氏 体 +碳 化 物 组
成 , 巾 l 体 的 体 积 分 数 f 3 %左 : 定 其 吼 0 洲
l 性 能 : 度 5 ~6 HR 尢 缺 口 冲 占 崖 力学 硬 8 0 C,
维普资讯
口 圃1 垫 T-
9i SCr模 具钢 热 处 理 新 工 艺
Ne a e t e t r c ¥ f r S C tS e l w He t Tr a m n o P s o i rDj t e P 9
王 振 宁 一郑 竹 林 ・ 雄 刚 . . 敏
【】王换琴 , 2 陈艳锋. 在脉 冲电场作用下 4 5钢淬火新 工艺【 . J 热加 】
工工艺, 0 , ) 1 2田 2 4( : ・ . 0 4 55
( 接第 5 上 4页) 陷 , 们 一 方 面 钉 扎住 母 相 , 缺 它 使 其 不易 产生 £马 氏体 ,另一 方 面阻碍 了 已产 生 的 £马氏体 发生 逆相 变 。随 着 “ 练 ” 训 次数 的增 加 产 生 了位错 增 殖和缠 结 ,这也 使得 合金 的强度 不 断 增 加 , 训 练” 数较 多时合 金很 难再 变形 , 也 当“ 次 这
维普资讯
热 处 理 版 () 2
火 过 程 中需 要 提 高 处 理 温度 ,延 长保 温时 间 ;i S 是脱 碳 敏感元 素 ,在高 温下 长时 间保 温常常 发生 工 件表 面脱碳 , 而 出现废 品 , 了防止 脱碳 又需 从 为 2 0 的硝 盐 中保 温 3 i ,可 以保 证 在 这一 尺 3℃ 0r n a 寸范 围 内的 9 ir 料获 得 3 0左 右( 积 分数 ) SC 材 00 / 体 的下 贝氏体 , 从而得 到好 的强韧 性配合 。
冷 刮 7l ̄ , 惮 濉 4 ai 保 坫 求后 缓 冷 歪 5 0C 0r n. 0 0℃ … 炉 档个 T 岂川 时 2 制 作 鱼帽 试样 . 据 h 根 GBI 9—5 台 T具 钢 技 术 条 f 》I的 第 2 98 《 。 I ・ f" 到 28 0MP , 达 6 a 拱得 极 住 的媸 l ¨ J f. 合 . 1 。
【 . 铁研 究 , 0 1 1)3-0 J钢 】 20 , 2:74 . (
降低 加热 温度 , 促进 碳在 奥 氏体 中均匀 化的 目的 。
在 淬 火 时 将 工 件 放 在 磁 场 强度 为 l93 A m、 l.7k J 温度 为 2 0 的硝 盐 中冷 却 , 这一 磁 场强 度下 . 3℃ 在 它具 有诱发 马 氏体相 变 与奥 氏体加快 向贝 氏体 转 变 的功 效 ,同时具 有 细 化 晶粒 的 作用 。9 i r SC 在
根 为 一 ,接 上 导线 放 八车『 l ; 中随 炉 加 热 l } 乜I 式 I I ( 同 1所 ) 阵 黼 度 达 到 79 ℃ 时 , 保 稿 3 如 O O
mi n 然 后 施 打 0 z 9 0 协: 波 5mi , 炉 ¨l 0H 0 V 蜥 n随
珠光摊组织 . ・ 看 组 织 分 布 均 勺细 腻 . 化 级 可以 球 别 可 评 为 3级 其 硬 度值 为 2 6HBS. 足机 械 加 3 满
电 阻 硝 盐
县时 为 r嫂 善 f 削) 。 』 7 。 前 r需 型进 行 8 0~ J ¨I挂能 充 5 钢有 敏感 的 脱 碳 性 , 在热 处理 过 I极 f 1 使 川 ¨受 到 剧 烈 的 1 f
T 件
件
盛 饭 线 崩
睦擦 ll 秆 冲 , 婴 材 料 有 岛 的 掘 f f 性 韧 性 的 需 鉴l { ]
实际意 义 。
的铁 、 原子有 足够 的动 力学 条件溶 解并 均匀 化 , 碳 得 到碳均 匀分 布 的奥 氏体 , 善 了球 化过 程 。 改 同样 在 等温 淬 火 时加 入脉 冲 电场 。 以起 到 可
参考 文献 :
【】王金录 , I 邸洪全 , 张晓 明 , 电磁场 对钢材组 织性能 的影响 等.
( 河 南* 鞋 ’院 札 电 乐 I ≠ 坷 南 }430 ; 5 0 3 2中镀 宝坼 腔 份 有 限 廿 司 ・ 试验 室 . 西 苴坞 7 1 6 b一 胰 20 ) 0
摘 要 : 肺 l 场 何也 断 堪 场 - ^ 9 ir n 讹球 比 火 I 韫 火 址 . 球 化 l 止 热 度 I 8 0 把 邑 1 J l ¥C 模 等 仕 旦 h 5~
用 降低 加热 温度 、 短保 温 时间 , 缩 同时 为 了得 到合
适 的组织 结构 , 在热 处理 过程 中加 入脉 冲 电场 , 改
变 了碳原 子 的扩散 激活 能 .使 原来 碳原 子扩散 系 数增 大 , 加速 了碳原子 在基体 中 的扩 散 。 得钢 中 使
方法 , 它对于 提高材 料 的性 能 、 缩短工 艺时 间具有
9i SCr是 ・ 常 川 的 训 f 种 8 0C 3 h球 化 退 火 . " ̄ ~6 7 ' 此 尢. 迁 易 现 峻 同 时 刃 、模 ^
刑 , 其 制 造 模 川 水阪周期 K 能 耗